Соколов К.Н. Оборудование термических цехов
Подождите немного. Документ загружается.

г. г-
Рис.
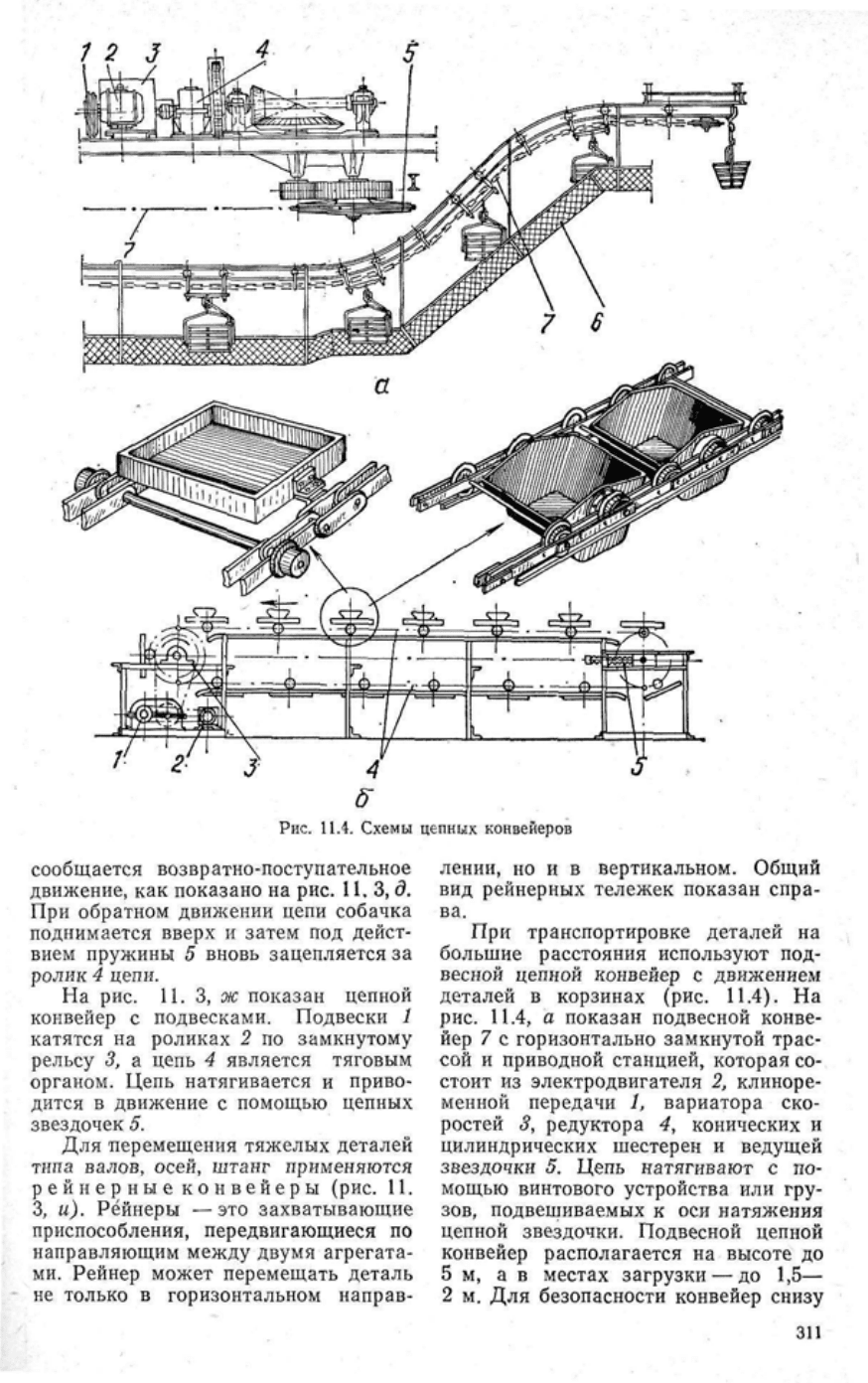
11.4. Схемы цепных конвейеров
сообщается возвратно-поступательное
движение, как показано на рис. 11, 3, д.
При
обратном движении цепи собачка
поднимается вверх и затем под дейст-
вием пружины 5 вновь зацепляется за
ролик
4 цепи.
На
рис. 11. 3, ж показан цепной
конвейер
с подвесками. Подвески 1
катятся
на роликах 2 по замкнутому
рельсу 3, а цепь 4 является тяговым
органом. Цепь натягивается и приво-
дится в движение с помощью цепных
звездочек 5.
Для перемещения тяжелых деталей
типа валов, осей, штанг применяются
рейнерные
конвейеры (рис. 11.
3, и). Рёйнеры —это захватывающие
приспособления,
передвигающиеся по
направляющим
между
двумя агрегата-
ми.
Рейнер может перемещать деталь
не
только в горизонтальном направ-
лении,
но и в вертикальном. Общий
вид рейнерных тележек показан спра-
ва.
При
транспортировке деталей на
большие расстояния используют под-
весной
цепной конвейер с движением
деталей в корзинах (рис. 11.4). На
рис.
11.4, а показан подвесной конве-
йер 7 с горизонтально замкнутой трас-
сой
и приводной станцией, которая со-
стоит из электродвигателя 2, клиноре-
менной
передачи 1, вариатора ско-
ростей 3, редуктора 4, конических и
цилиндрических шестерен и ведущей
звездочки 5. Цепь натягивают с по-
мощью винтового устройства или гру-
зов,
подвешиваемых к оси натяжения
цепной
звездочки. Подвесной цепной
конвейер
располагается на высоте до
5 м, а в местах загрузки — до 1,5—
2 м. Для безопасности конвейер снизу
311
снабжается сетчатым ограждением 6.
На
рис. 11.4, б показан конвейер с
вертикально замкнутыми цепями 4,
приводимыми в движение цепной зве-
здочкой 3 через редуктор 1 от двига-
теля 2. Цепи натягиваются винтовым
устройством 5. Транспортирующие ра-
бочие органы в виде ящиков, ковшей,
пластин прикрепляются к
двум
парал-
лельным цепям, как это указано на
рисунке.
Для межцеховой транспортировки
различных деталей в последнее время
применяют конвейеры, управляемые
вычислительными машинами с авто-
матическим адресованием грузов.
Сыпучие тела на расстояние 5—
10 м перемещаются скребковы-
ми
и 'шнековыми конвейера-
ми
(см. рис.
8.28).
Первые применя-
ются преимущественно для подъема
грузов. Скребковые и шнековые кон-
вейеры
расходуют
энергии в два-три
раза больше, чем цепные и пластин-
чатые. Для транспортировки сыпучих
материалов иногда применяют пнев-
матический транспорт.
11.3.
ТРАНСПОРТНЫЕ
ТЕЛЕЖКИ
И
ЗАГРУЗОЧНЫЕ
МАШИНЫ
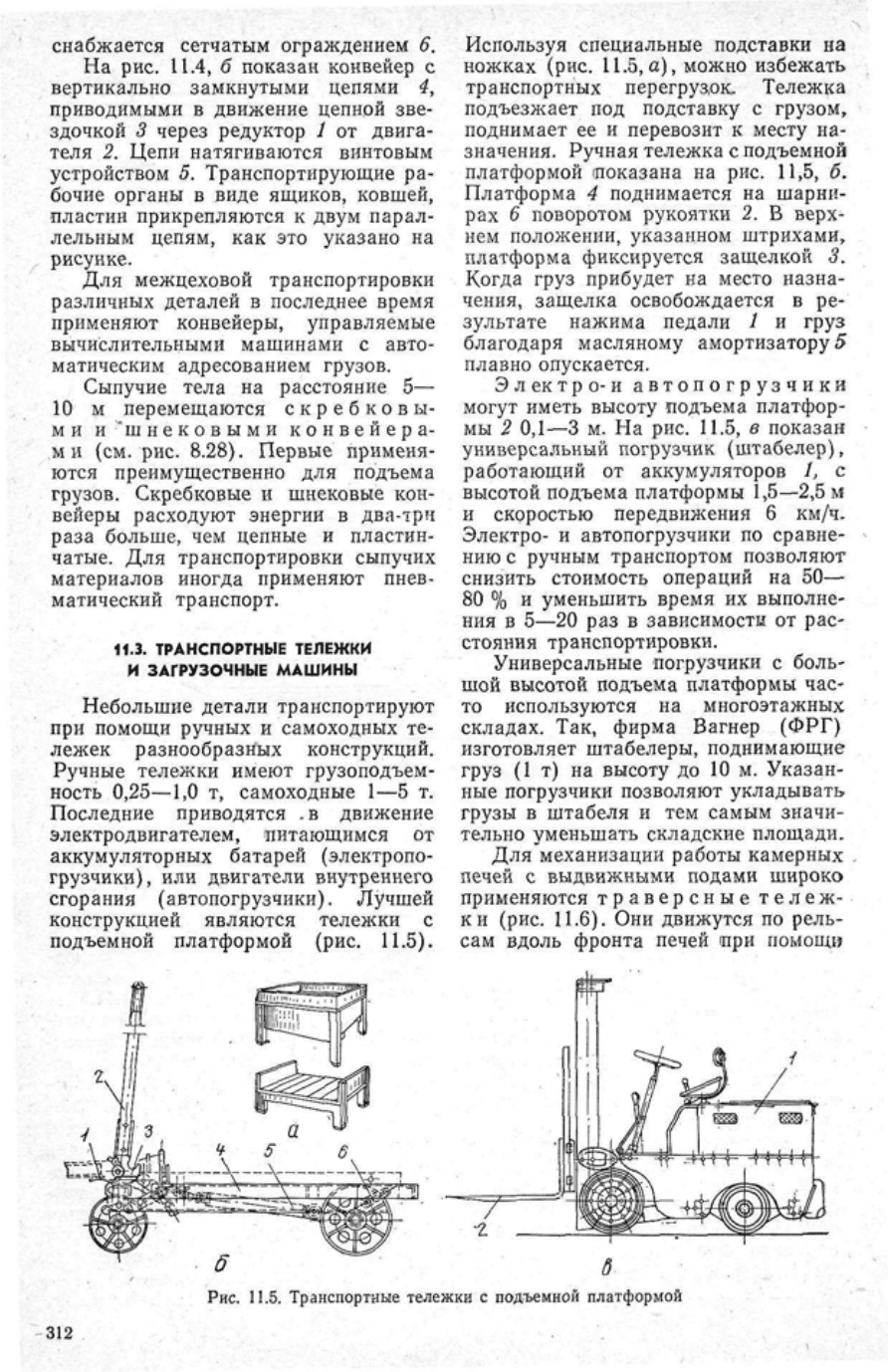
Небольшие детали транспортируют
при
помощи ручных и самоходных те-
лежек разнообразных конструкций.
Ручные тележки имеют грузоподъем-
ность
0,25—1,0
т, самоходные 1—5 т.
Последние приводятся .в движение
электродвигателем, питающимся от
аккумуляторных батарей (электропо-
грузчики), или двигатели внутреннего
сгорания
(автопогрузчики). Лучшей
конструкцией являются тележки с
подъемной платформой (рис. 11.5).
Используя специальные подставки на
ножках (рис. 11.5,о), можно избежать
транспортных перегрузок. Тележка, л
подъезжает под подставку с грузом,
поднимает ее и перевозит к месту на- -..
значения.
Ручная тележка с подъемной
платформой (показана на рис. 11,5, б.
Платформа
4 поднимается на шарни-
рах 6 поворотом рукоятки 2. В
верх^
нем
положении, указанном штрихами, ..
платформа фиксируется защелкой 3.
Когда
груз
прибудет на место назна-
чения,
защелка освобождается в ре-
зультате
нажима педали / и
груз
благодаря масляному амортизатору 5-
плавно
опускается.
Электр о-и автопогрузчики
могут
иметь высоту подъема платфор-
мы 2 0,1—3 м. На рис. 11.5, в показан
универсальный погрузчик (штабелер),
работающий от аккумуляторов /, с
высотой подъема платформы
1,5—2,5
м
и
скоростью передвижения 6 км/ч.
Электро-
и автопогрузчики по сравне-
нию
с ручным транспортом позволяют
снизить
стоимость операций на 50—
80 % и уменьшить время их выполне-
ния
в
5—20
раз в зависимости от рас-
стояния
транспортировки.
Универсальные погрузчики с боль-
шой
высотой подъема платформы час-
то используются на многоэтажных
складах. Так, фирма Вагнер (ФРГ)
изготовляет штабелеры, поднимающие
груз
(1 т) на высоту до 10 м. Указан-
ные
погрузчики позволяют укладывать
грузы в штабеля и тем самым значи-
тельно уменьшать складские площади.
Для механизации работы камерных .
печей с выдвижными подами широко»
применяются
траверсные
теле
ж-
к
и (рис. 11.6). Они движутся по рель-
сам вдоль фронта печей ири помощи
Рис.
11.5. Транспортные
тележки
с подъемной платформой
312
"•'-?.:•-
электродвигателя 7 и редуктора 2.
Тележка снабжается лебедкой 5 с при-
водом от электродвигателя 4 через
червячный редуктор 3. При выдаче по-
да тележка становится против печи,
лебедка 5 через блок 6 втаскивает на
нее выдвижной под и доставляет его
к
месту назначения. Тележка разгру-
жается той же лебедкой тросом, пере-
кинутым через блок, находящийся вне
тележки. Траверсная тележка позво-
№.%$&'&&&Y?i¥jrt;!&r.№£-
ляет
создать
поточность
производства
и
использовать камерную печь только
для нагрева, так как с . ее помощью
процессы охлаждения выносятся в спе-
циальные камеры-охладители. Это зна-
чительно сокращает время отжига и
уменьшает
расход
топлива.
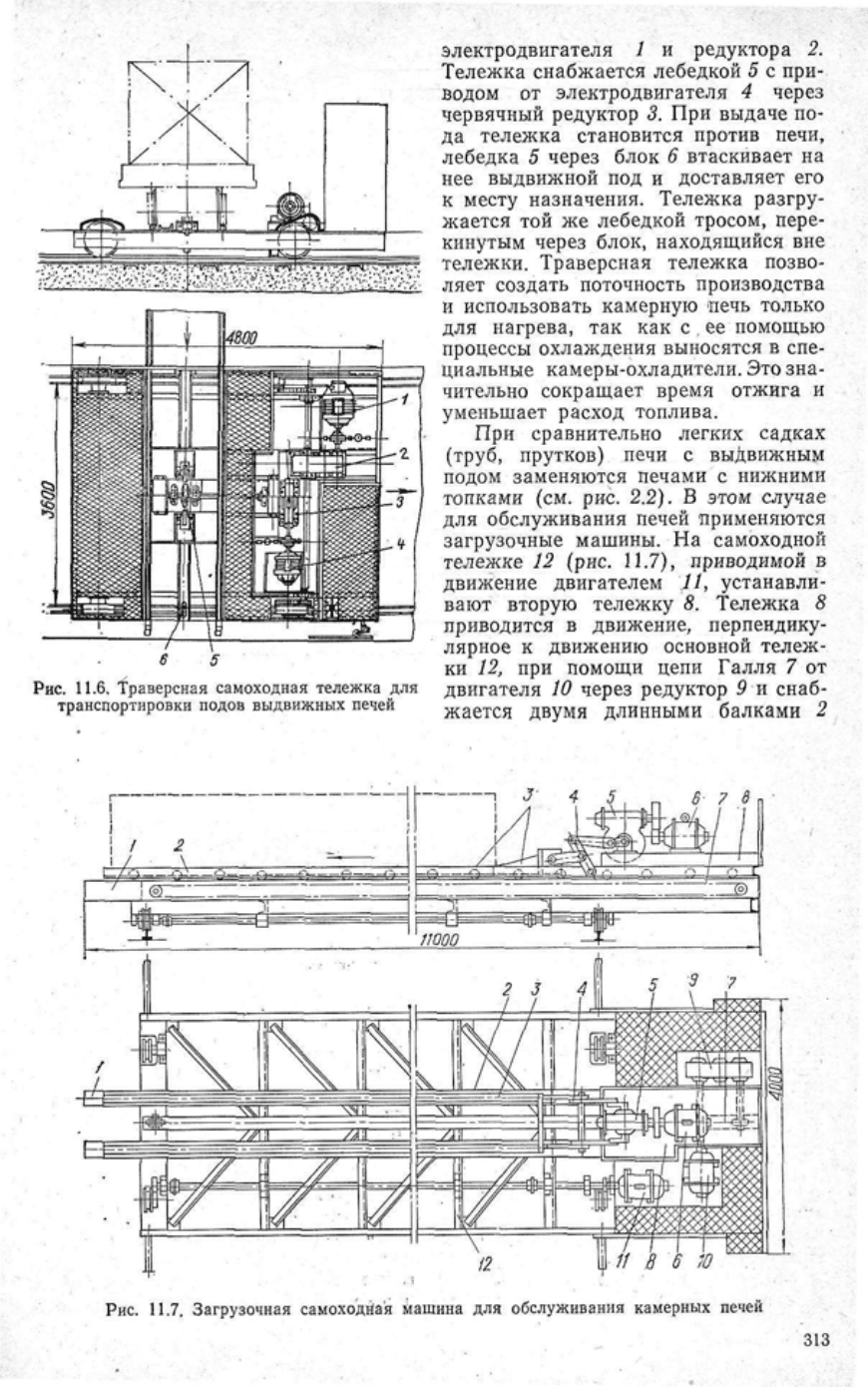
При
сравнительно легких садках
(труб, прутков) печи с выдвижным
подом заменяются печами с нижними
топками
(см. рис. 2.2). В этом
случае
для обслуживания печей применяются
загрузочные машины. На самоходной
тележке 12 (рис. 11.7), приводимой в
движение двигателем .11, устанавли-
вают
вторую
тележку 8. Тележка 8
приводится в движение, перпендику-
лярное
к движению основной тележ-
ки
12, при помощи цепи Галля 7 от
двигателя 10 через редуктор 9 и снаб-
жа
ется двумя ДЛИННЫМИ балками 2
Рис. 11.6, Траверсная самоходная тележка для
транспортировки
подов выдвижных печей
й % 11 8 6 10
Рис.
11.7. Загрузочная самоходная
машина
для обслуживания камерных печей
313,
/A J L //A
300Q.
L
Ход
толкателя
\
$15 \ 525
•Д—•
>
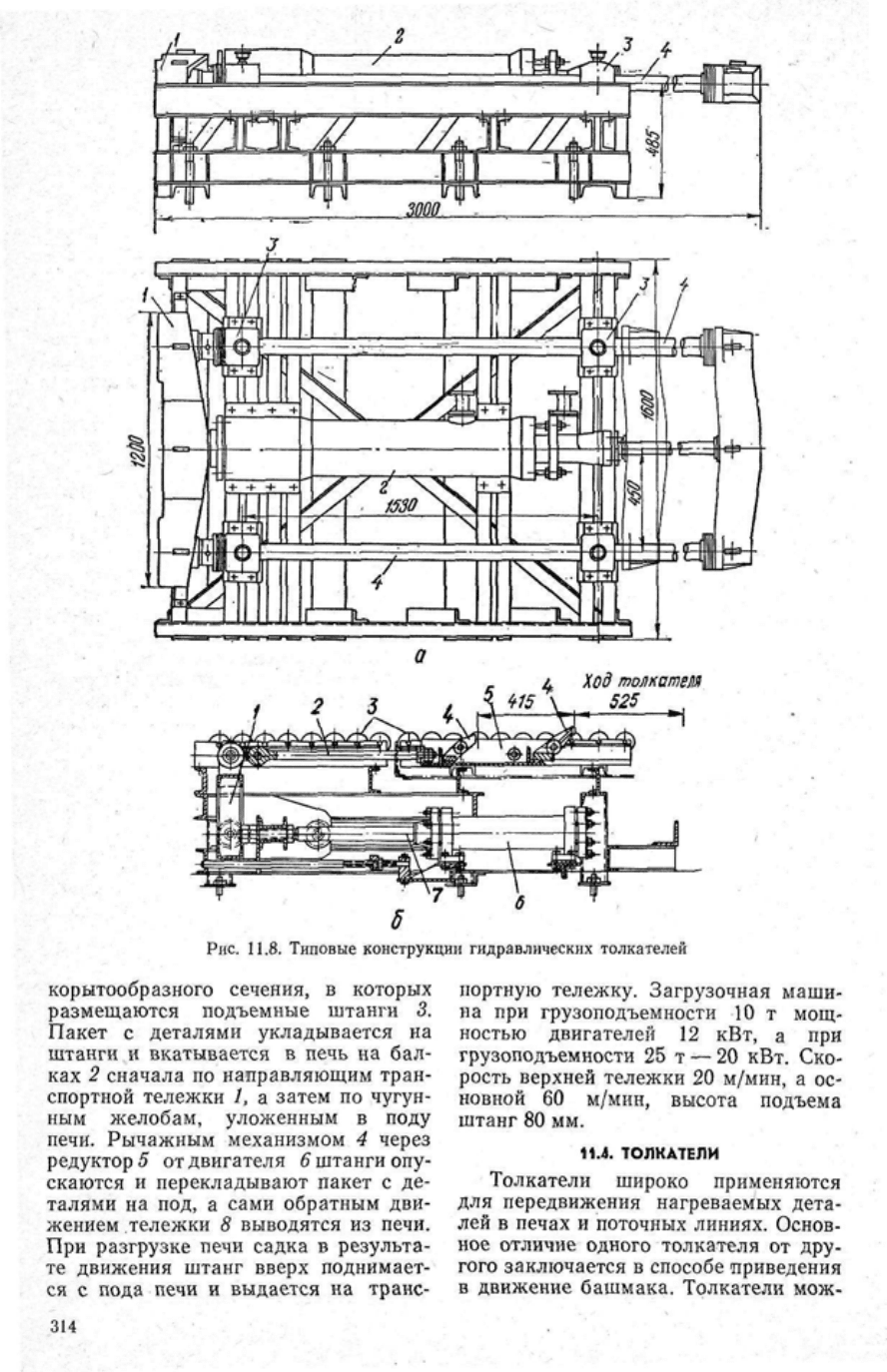
Рис.
П.8. Типовые конструкции гидравлических толкателей
корытообразного сечения, в которых
размещаются подъемные штанги 3.
Пакет
с деталями укладывается на
штанги и вкатывается в печь на бал-
ках 2 сначала по направляющим тран-
спортной
тележки /, а затем по
чугун-
ным
желобам, уложенным в поду
печи.
Рычажным механизмом 4 через
редуктор 5 от двигателя 6 штанги опу-
скаются и перекладывают пакет с де-
талями на под, а сами обратным дви-
жением тележки 8 выводятся из печи.
При
разгрузке печи садка в результа-
те движения штанг вверх поднимает-
ся
с пода печи и выдается на транс-
портную тележку. Загрузочная маши-
на
при грузоподъемности 10 т мощ-
ностью двигателей 12 кВт, а при
грузоподъемности 25 т — 20 кВт. Ско-
рость верхней тележки 20 м/мин, а ос-
новной
60 м/мин, высота подъема
штанг 80 мм.
11.4.
ТОЛКАТЕЛИ
Толкатели широко применяются
для передвижения нагреваемых
дета-
лей в печах и поточных линиях. Основ-
ное
отличие одного толкателя от дру-
гого заключается в способе приведения
в
движение башмака. Толкатели мож-
314
Ход
толнателя55вт
ГЙ
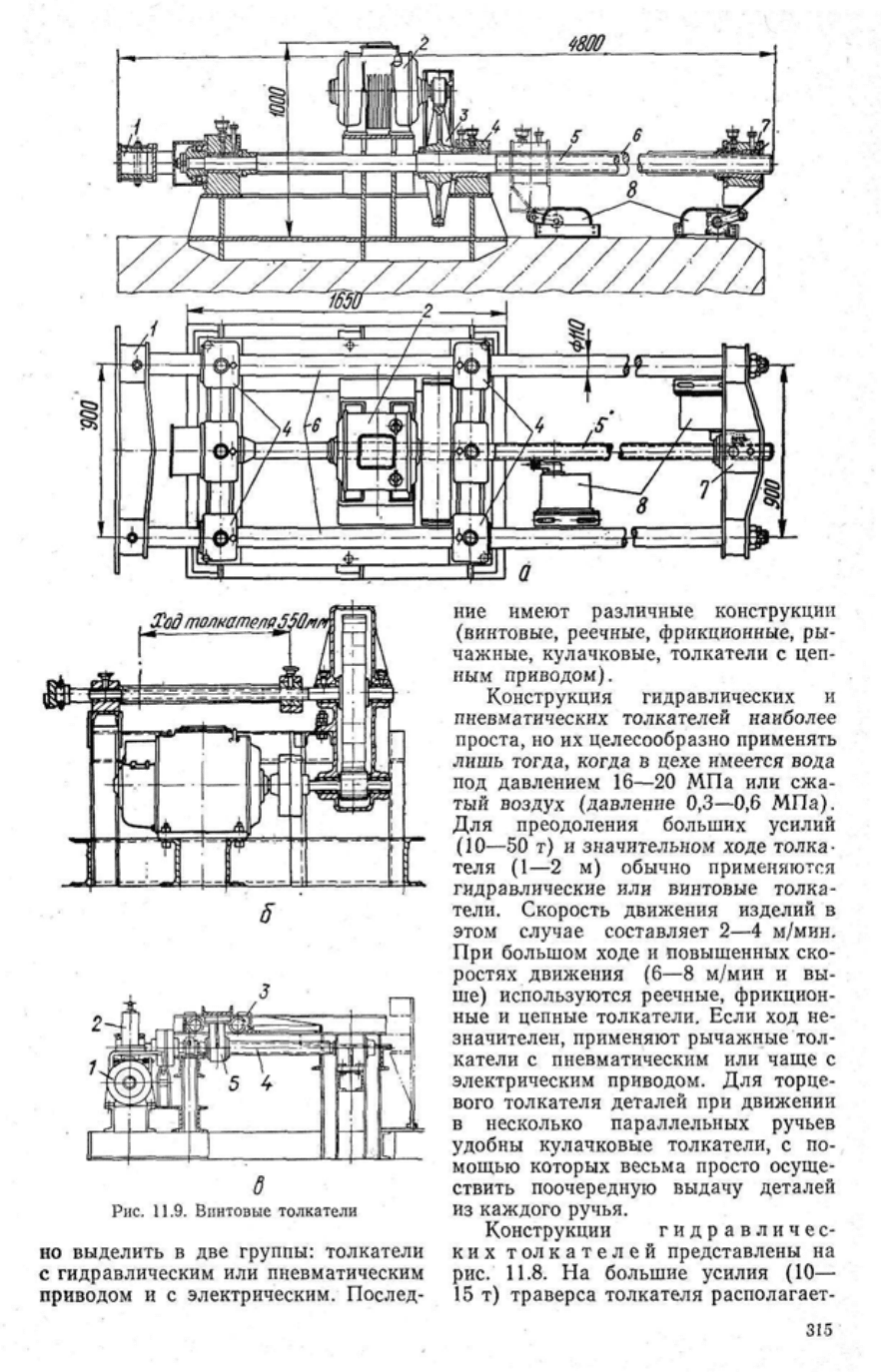
Рис.
11.9. Винтовые толкатели
но
выделить в две группы: толкатели
с гидравлическим или пневматическим
приводом и с электрическим. Послед-
ние
имеют различные конструкции
(винтовые,
реечные, фрикционные, ры-
чажные, кулачковые, толкатели с цеп-
ным
приводом).
Конструкция
гидравлических и
пневматических толкателей наиболее
проста, но их целесообразно применять
лишь
тогда,
когда в
цехе
имеется вода
под давлением
16—20
МПа или сжа-
тый
воздух
(давление
0,3—0,6
МПа).
Для преодоления больших усилий
(10—50
т) и значительном
ходе
толка-
теля (1—2 м) обычно применяются
гидравлические или винтовые толка-
тели. Скорость движения изделий в
этом
случае
составляет 2—4 м/мин.
При
большом
ходе
и повышенных ско-
ростях движения (6—8 м/мин и вы-
ше) используются реечные, фрикцион-
ные
и цепные толкатели. Если ход не-
значителен, применяют рычажные тол-
катели с пневматическим или чаще с
электрическим приводом. Для торце-
вого толкателя деталей при движении
в
несколько параллельных
ручьев
удобны кулачковые толкатели, с по-
мощью которых весьма просто осуще-
ствить поочередную выдачу деталей
из
каждого ручья.
Конструкции
гидравличес-
ких толкателей представлены на
рис.
11.8. На большие усилия (10—
15 т) траверса толкателя располагает-
315
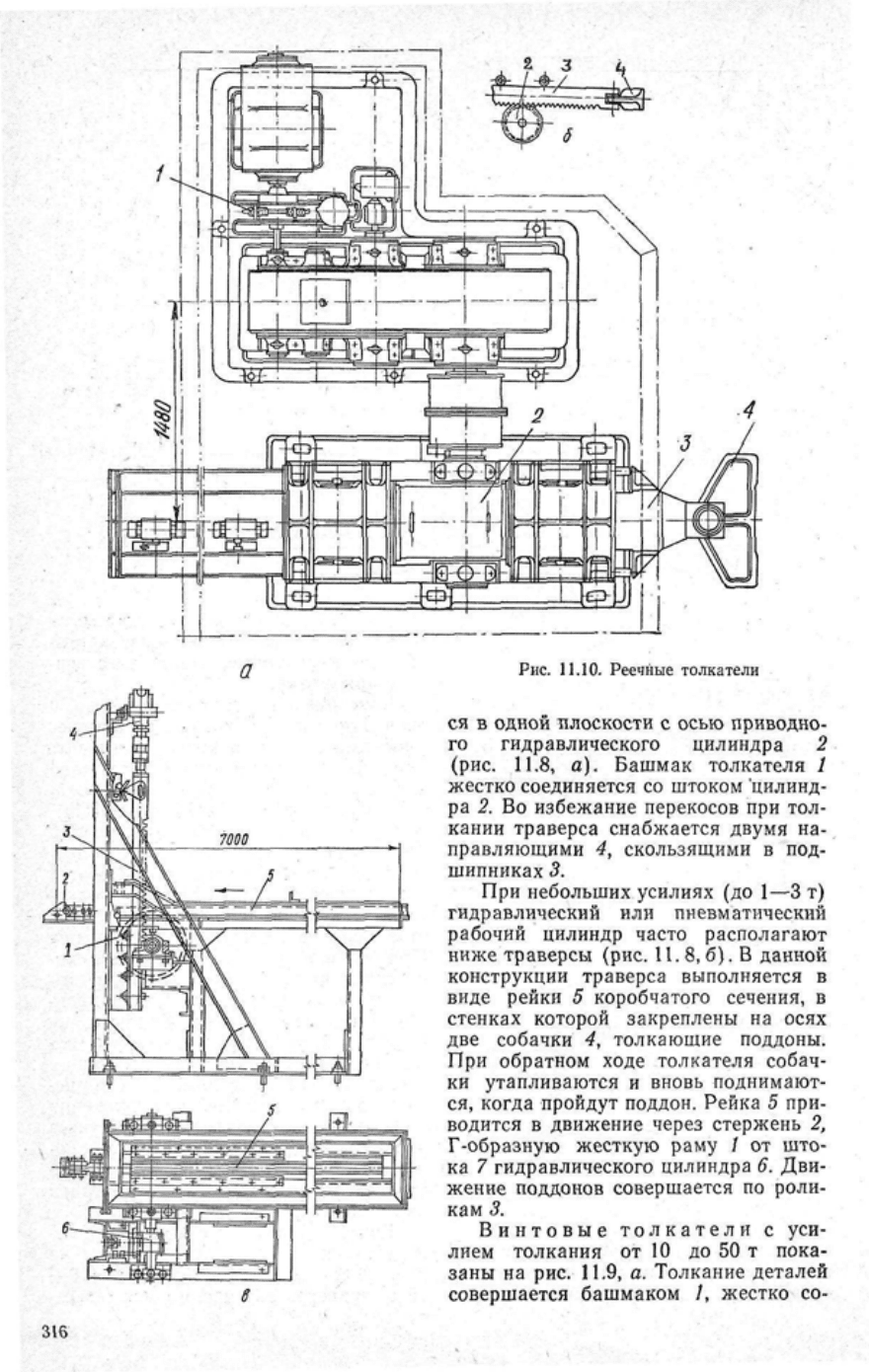
Рис.
11.10.
Реечные толкатели
ся
в одной плоскости с осью приводно-
го гидравлического цилиндра 2
(рис.
11.8, а). Башмак толкателя 1
жестко соединяется со штоком цилинд-
ра 2. Во избежание перекосов при тол-
кании
траверса снабжается двумя на-
правляющими 4, скользящими в под-
шипниках 3.
При
небольших усилиях (до 1—3 т)
гидравлический или пневматический
рабочий цилиндр часто располагают
ниже траверсы (рис. 11. 8, б). В данной
конструкции траверса выполняется в
виде рейки 5 коробчатого сечения, в
стенках которой закреплены на осях
две собачки 4, толкающие поддоны.
При
обратном
ходе
толкателя собач-
ки
утапливаются и вновь поднимают-
ся,
когда пройдут поддон. Рейка 5 при-
водится в движение через стержень 2,
Г-образную жесткую раму / от што-
ка
7 гидравлического цилиндра 6. Дви-
жение поддонов совершается по роли-
кам 3.
Винтовые толкатели с уси-
лием толкания от 10 до 50 т пока-
заны на рис. 11.9, а. Толкание деталей
совершается башмаком /, жестко со-
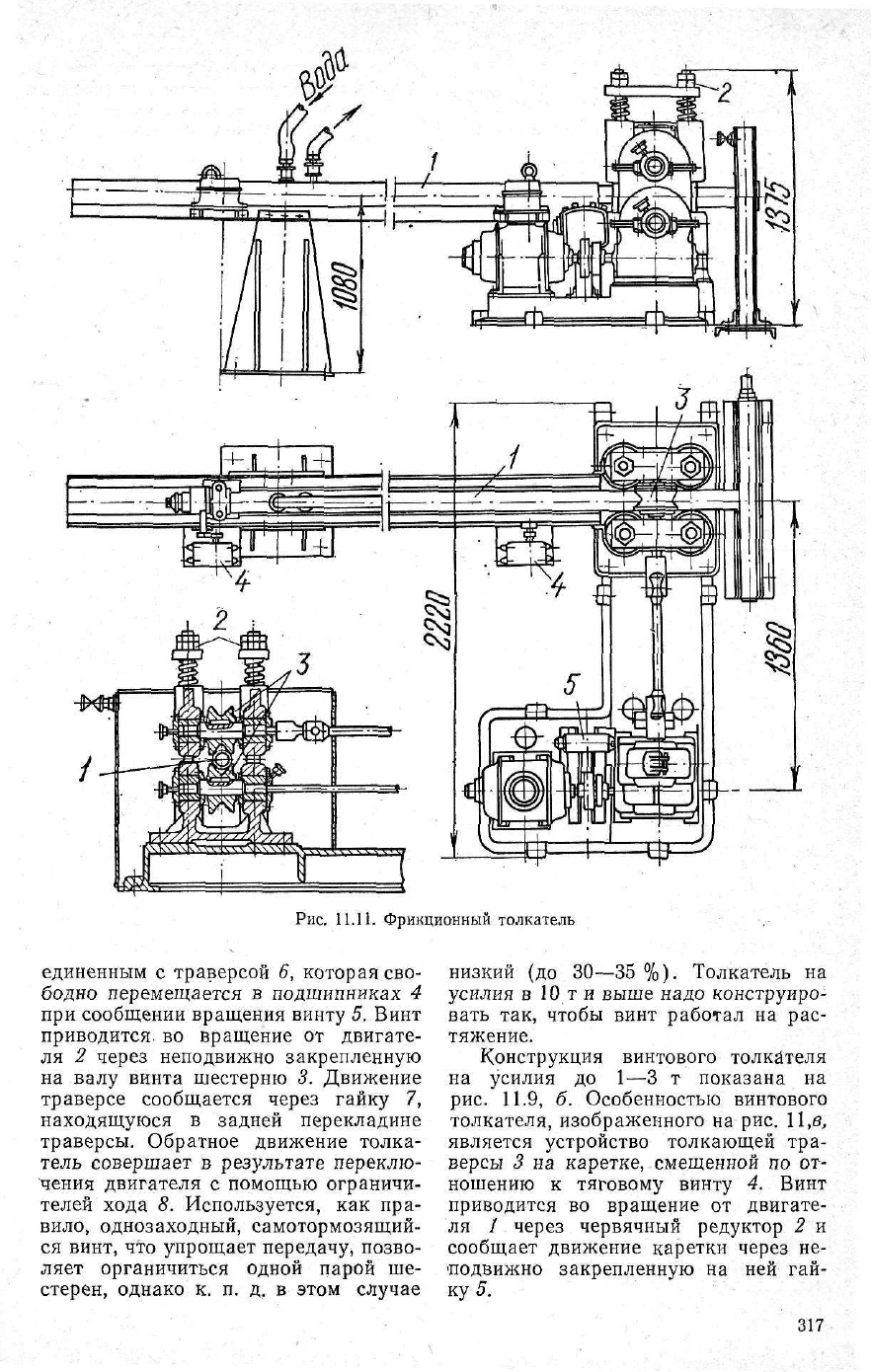
Рис.
11.11.
Фрикционный
толкатель
единенным
с траверсой 6, которая сво-
бодно перемещается в подшипниках 4
при
сообщении вращения винту 5. Винт
приводится во вращение от двигате-
ля
2 через неподвижно закрепленную
на
валу
винта шестерню 3. Движение
траверсе сообщается через гайку 7,
находящуюся в задней перекладине
траверсы. Обратное движение толка-
тель совершает в
результате
переклю-
чения
двигателя с помощью ограничи-
телей
хода
8. Используется, как пра-
вило,
однозаходный, самотормозящий-
ся
винт, что упрощает передачу, позво-
ляет органичиться одной парой ше-
стерен, однако к. п. д. в этом
случае
низкий
(до 30—35%). Толкатель на
усилия в Ют и выше надо конструиро-
вать так, чтобы винт работал на рас-
тяжение.
Конструкция
винтового толкйтеля
на
усилия до 1—3 т показана на
рис.
11.9, б. Особенностью винтового
толкателя, изображенного на рис. 11,в,
является устройство толкающей тра-
версы 3 на каретке, смещенной по от-
ношению
к тяговому винту 4, Винт
приводится во вращение от двигате-
ля
/ через червячный редуктор 2 и
сообщает движение каретки через не-
'подвижно закрепленную на ней гай-
ку 5. ,
317
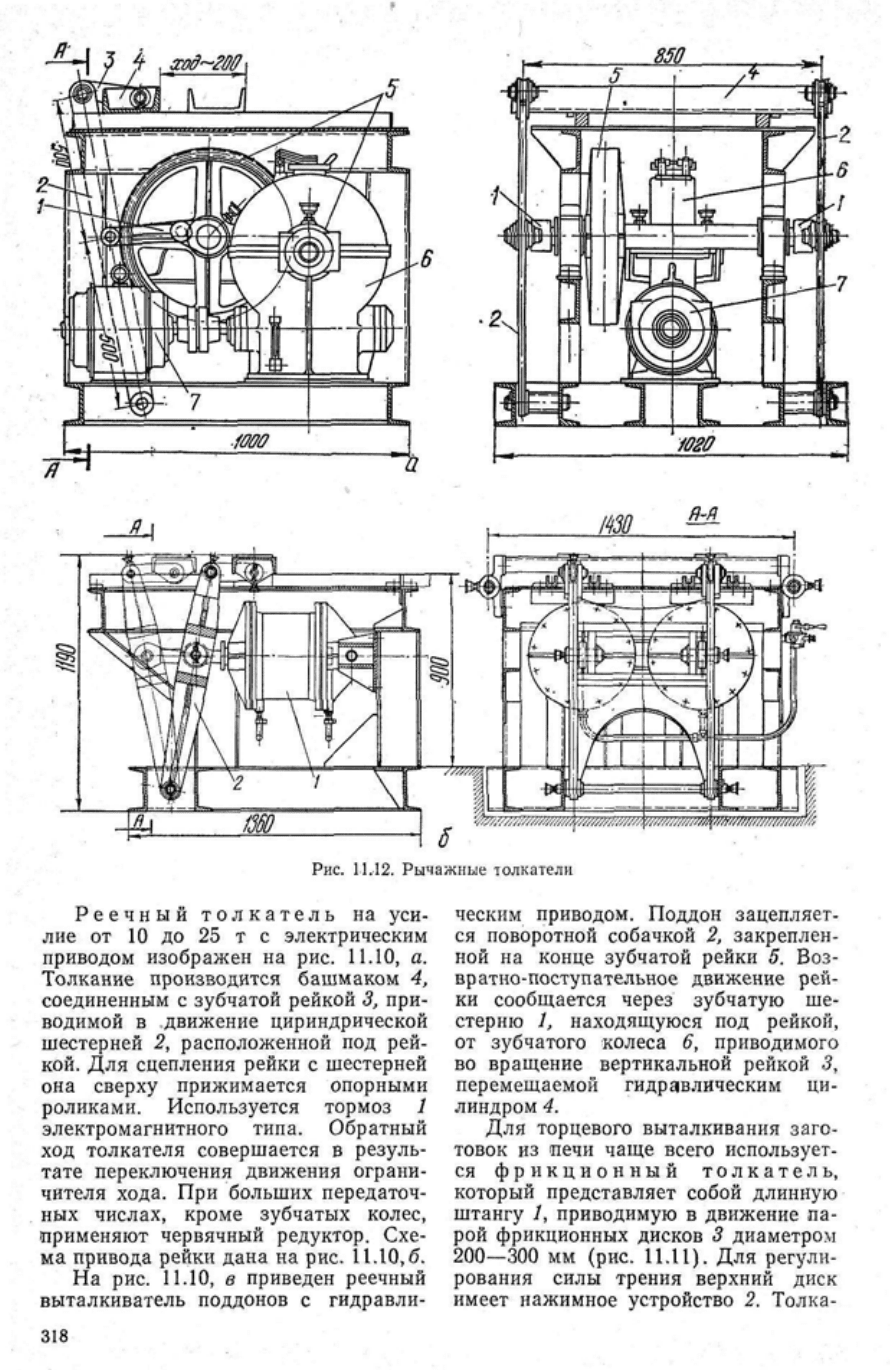
Рис.
11.12. Рычажные толкатели
Реечный толкатель на уси-
лие от 10 до 25 т с электрическим
приводом изображен на рис.
11.10,
а.
Толкание производится башмаком 4,
соединенным с зубчатой рейкой 3, при-
водимой в движение цириндрической
шестерней 2, расположенной под рей-
кой.
Для сцепления рейки с шестерней
она
сверху
прижимается опорными
роликами. Используется тормоз 1
электромагнитного типа. Обратный
ход толкателя совершается в резуль-
тате
переключения движения ограни-
чителя
хода.
При больших передаточ-
ных числах, кроме
зубчатых
колес,
применяют червячный редуктор. Схе-
ма привода рейки дана на рис.
11.10,6.
На
рис.
11.10,
в приведен реечный
выталкиватель поддонов с гидравли-
ческим приводом. Поддон зацепляет-
ся
поворотной собачкой 2, закреплен-
ной
на конце зубчатой рейки 5. Воз-
вратно-поступательное движение рей-
ки
сообщается через
зубчатую
ше-
стерню 1, находящуюся под рейкой,
от
зубчатого
колеса 6, приводимого
во вращение вертикальной рейкой 3,
перемещаемой гидравлическим ци-
линдром 4.
Для торцевого выталкивания заго-
товок из печи чаще всего использует-
ся
фрикционный толкатель,
который представляет собой длинную
штангу /, приводимую в движение па-
рой фрикционных дисков 3 диаметром
200—300
мм (рис.
11.11).
Для регули-
рования силы трения верхний диск
имеет нажимное устройство 2. Толка-
318
тель рассчитывают на высокие скоро-
сти движения
(25—30
м/мин), его ход
может достигать 5 м и более. Толкаю-
щее усилие редко превышает
0,5—1,0
т.
Толкатель снабжается фрикционным
тормозом 5 и ограничителями
хода
4.
Иногда
применяется водяное
охла-
ждение штанги.
Конструкции
рычажных тол-
кателей, наиболее часто применя-
емых в печах, представлены на рис.
11.12.
Работа рычажного толкателя
заключается в преобразовании враща-
тельного движения двигателя в воз-
вратно-поступательное движение баш-
мака
толкателя. На рис.
11.12,
а пока-
зан
рычажный толкатель с электриче-
ским
приводом. Вращательное движе-
ние
двигателя 7 передается через чер-
вячный
редуктор 6
У
пару шестерен 5
двум
кривошипам ), насаженным на
ось большой шестерни. Кривошипы
сообщают движение башмаку толка-
теля 4 через рычаг 2, Если его нижний
конец
будет
закреплен в неподвижном
х
подшипнике,
тогда
для сообщения
башмаку толкателя горизонтального
движения он выполняется в виде мас-
сивной
балки и соединяется с качаю-
щимся
рычагом 2 через промежуточ-
ные
рычаги 3. Часто горизонтально-
принудительное движение башмаку
толкателя придается жесткими на-
правляющими,
в этом
случае
нижняя
опора качающегося рычага 2 делает-
ся
шарнирной.
Рычажные толкатели на усилие
1—5 т часто выполняются с пневмати-
ческим приводом от одного или
двух
, цилиндров 1 (рис.
11.12,
б). Давление
сжатого
воздуха
в сети принимается
равным
0,3—0,5
МПа. Ход поршня
. определяется из соотношения плечей
качающегося рычага 2 н требуемого
хода
толкателя.
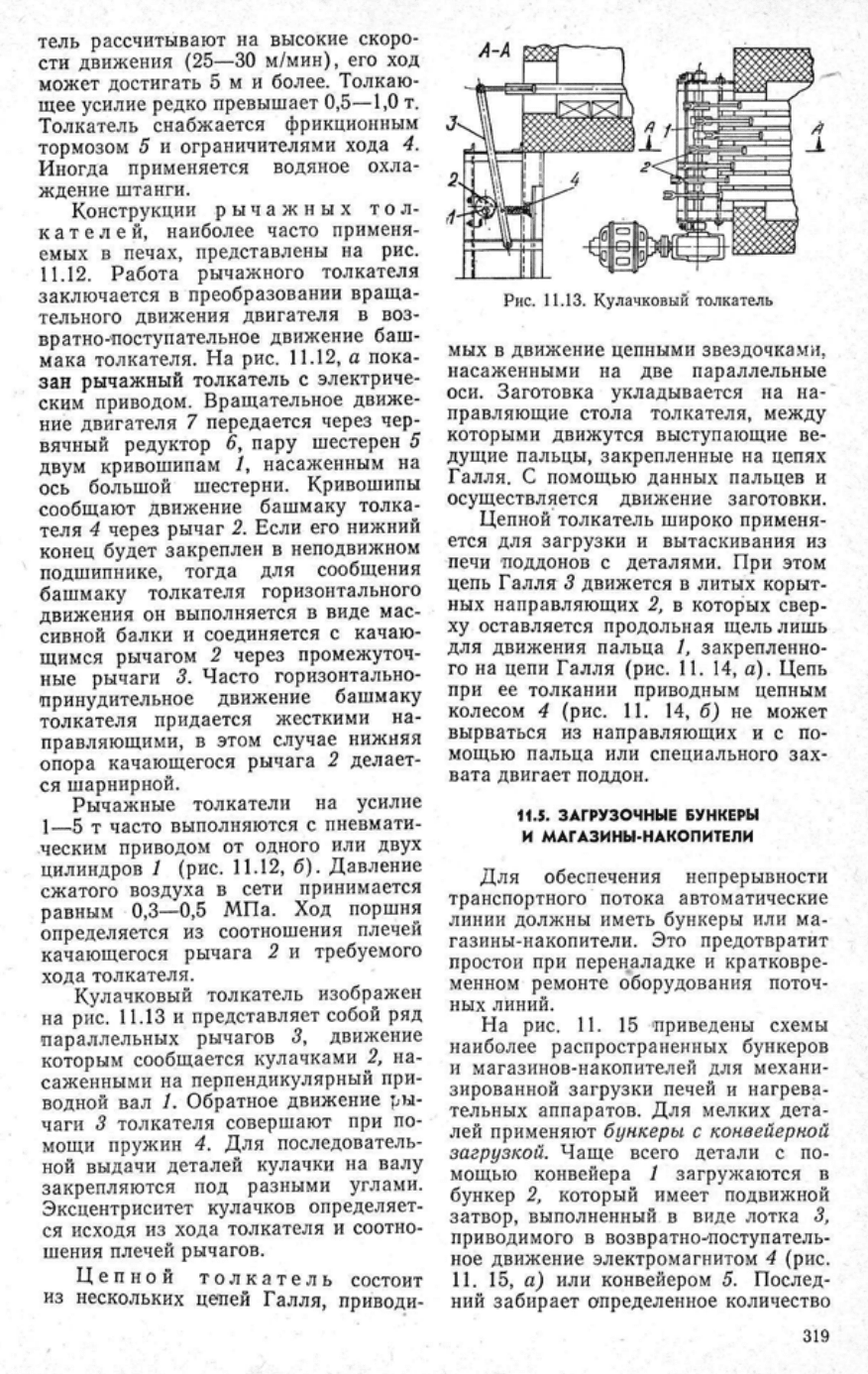
Кулачковый толкатель изображен
• на рис. 11.13 и представляет собой ряд
параллельных рычагов 3, движение
которым сообщается кулачками 2, на-
саженными
на перпендикулярный при-
водной вал /. Обратное движение ры-
чаги 3 толкателя совершают при по-
. мощи пружин 4. Для последователь-
ной
выдачи деталей кулачки на
валу
закрепляются под разными углами.
Эксцентриситет кулачков определяет-
ся
исходя из
хода
толкателя и соотно-
шения
плечей рычагов.
Цепной
толкатель состоит
из
нескольких цепей Галля, приводи-
Рис.
11.13.
Кулачковый
толкатель
мых в движение цепными звездочками,
насаженными
на две параллельные
оси.
Заготовка укладывается на на-
правляющие стола толкателя,
между
которыми движутся выступающие ве-
дущие пальцы, закрепленные на цепях
Галля. С помощью данных пальцев и
осуществляется движение заготовки.
Цепной
толкатель широко применя-
ется для загрузки и вытаскивания из
печи 'поддонов с деталями. При этом
цепь
Галля 3 движется в литых корыт-
ных направляющих 2, в которых свер-
ху оставляется продольная щель лишь
для движения пальца /, закрепленно-
го на цепи Галля (рис. И. 14, а). Цепь
при
ее толкании приводным цепным
колесом 4 (рис. И. 14, б) не может
вырваться из направляющих и с по-
мощью пальца или специального зах-
вата двигает поддон.
11.5.
ЗАГРУЗОЧНЫЕ
БУНКЕРЫ
,
И
МАГАЗИНЫ-НАКОПИТЕЛИ
' '
Для обеспечения непрерывности
транспортного потока автоматические
линии
должны иметь бункеры или ма-
газины-накопители.
Это предотвратит
простои при переналадке и кратковре-
менном
ремонте оборудования поточ-
ных линий.
На
рис. 11. 15 приведены схемы
наиболее распространенных бункеров
и
магазинов-накопителей для механи-
зированной
загрузки печей и нагрева-
тельных аппаратов. Для мелких
дета-
лей применяют
бункеры
с
конвейерной
загрузкой.
Чаще всего детали с по-
мощью конвейера 1 загружаются в
бункер 2, который имеет подвижной
затвор, выполненный в виде лотка 3,
приводимого в возвратно-'Поступатель-
ное
движение электромагнитом 4 (рис.
11.
15, а) или конвейером 5. Послед-
ний
забирает определенное количество
--.. -
:
- 319
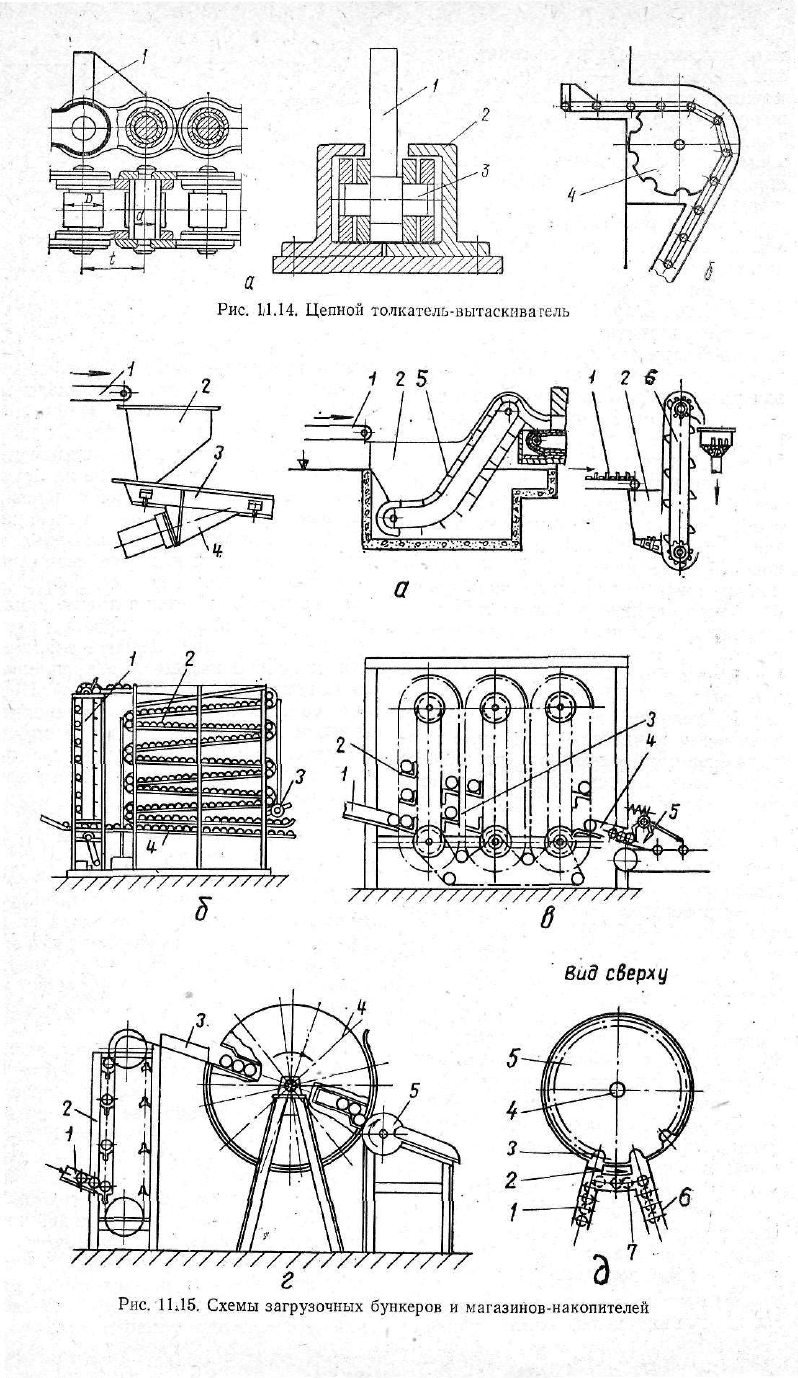
Рис.
U.14, Цепной толкатель-вытаскивагель
г .. - «/-*- ••••••-.• •
Рис.
11Л5. Схемы загрузочных бункеров и магазинов-накопителей ' •'
I - - -