Соколов К.Н. Оборудование термических цехов
Подождите немного. Документ загружается.

строенного на резонансную частоту ко-
лебаний изделия данной толщины, оп-
ределяют момент исчезновения резо-
нанса.
Затем, зная частоту излучения
ультразвука и скорость его распрост-
ранения
в материале, находят толщину
изделия. Промышленность выпускает
ультразвуковые резонансные преобра-
зователи ТУК-3, ТУК-4В, а для не-
прерывного контроля толщины изде-
лий — имперсионный дефектоскоп «Ме-
таллам».
Измерение толщины материалов
покрытий с помощью
радиационных
методов
основано на ослаблении
иони-
зирующих излучений. Прошедший че-
рез материал луч регистрируется де-
тектором излучения, усиливается и по-
ступает на измерительный прибор,
шакала которого проградуирована в
единицах толщины измеряемого мате-
риала. При одностороннем
доступе
к
изделию, например при измерении тол-
щины
труб,
баллонов, покрытий, при-
меняется метод, основанный на регист-
рации
отраженного от материала излу-
чения.
Отражение проводится под уг-
лом 180°, его интенсивность возрастает
с увеличением толщины отражающего
материала. Имеется большое количест-
во радиоактивных измерителей толщи-
ны
изделий и покрытий: измерители
толщины движущейся ленты ИТУ-495,
ИТШ-946 с источником излучения
144
Се,
90
Sr;
радиоизотопный толщиномер ТР-3,
работающий по принципу ослабления
7-излучения; радиоизотопный толщино-
мер
ТОР-1,
предназначенный для из-
мерения толщины изделий при одно-
стороннем доступе; толщиномер
труб
Р-4, работающий с источником излуче-
ния
204
Т1 или
I37
Cs по принципу отра-
жения;
измерители толщины покрытий
бета-толщиномеры
(БТП-1,
БТП-2,
БТП-3),
в которых используется отра-
женное излучение.
В последнее время для оценки гео-
метрических параметров изделия ис-
пользуют лазеры. Разработан ряд ме-
тодов определения размеров с помо-
щью
луча
лазера:
фиксации края тени,
синхронного сканирования, триангуля-
ции.
При измерении методом фиксации
края
тени деталь освещается скани-
рующим лучом лазера, затем фиксиру-
ется момент, когда луч перекрывается
деталью. В
случае
использования ме-
тода синхронного сканирования лучи
двух
лазеров освещают передний и
задний края движущегося на конвейе-
ре изделия. При измерениях методом
триангуляции тонкий луч лазера на-
правляется на поверхность изделия и
рассеянный свет по
двум
путям отво-
дится в приемное устройство.
Лазерные приборы отличаются на-
дежностью в эксплуатации, дистан-
ционностью управления, высокой ско-
ростью и точностью измерения (по-
грешность измерения порядка
I
—
2 мкм). Для измерения диаметров от-
верстий, профилей фасонных поверх-
ностей разработаны телевизионно-ла-
зерные микроскопы ТЛМ-I и ТЛМ-2 с
гелий-неоновым лучом
ЛГ-156.
Пред-
метный столик прибора снабжен от-
счетными устройствами. Изображение
исследуемых деталей воспроизводится
на
видиоэкране при увеличениях до
30 000 раз. • ; ± ;
10.
УСТРОЙСТВО
КОММУНИКАЦИЙ
ТЕРМИЧЕСКОГО
ЦЕХА
К
коммуникациям термического це-
ха относятся трубопроводы для пода-
чи газа,
воздуха,
воды, масел, раство-
ров,
солей, пара, отработанных жид-
костей и каналы (борова) для отвода
от печей продуктов сгорания газов.
Расчет трубопроводов и боровов
сводится к определению их размеров и
необходимого напора для движения
газов.
10.1.
ТРУБОПРОВОДЫ
И БОРОВА
Большинство трубопроводов изго-
товляется из стальных и чугунных
труб.
При наличии агрессивных сред
применяются керамические
трубы
и
трубы
из кислотостойких материалов:
винипластовые, текстолитовые, сталь-
ные гуммированные и др.
Газопроводы и воздухопроводы низ-
кого давления при больших диаметрах
свариваются из листовой стали толщи-
ной
2—3 мм. Дымовые газы от печей
отводятся по боровам, футерованным
огнеупорным и красным кирпичом. Сое-
динения
отдельных
труб
должны обес-
печивать прочность и плотность стыков
и
исключать
утечку.
Стальные
трубы
соединяются сваркой, с помощью флан-
цев или резьбы. Чугунные
трубы
чаще
всего стыкуются враструб, который уп-
лотняется пеньковой прядью. Стальные
трубы
малого диаметра (до 38 мм) сое-
диняются с помощью резьбы. • • •
301
Промышленные
трубопроводы раз-
мещаются как на поверхности, так и в
земле. В последнем
случае
их уклады-
вают в бетонные траншеи, перекрытые
плитами.
Для предохранения от корро-
зии
наружную поверхность
труб,
укла-
дываемых в земле, предварительно по-
крывают антикоррозионным защитным
слоем (лаком, битумом, асфальтом).
В ряде термических цехов все тру-
бопроводы, кроме газовых, размеща-
- ются вместе с вспомогательными
уста-
новками
(маслоохладителями,
воздухо-
дувками, насосами и др.) в подваль-
ных помещениях. Однако это может
L
быть рекомендовано в исключительных
случаях,
так как устройство подвалов
требует
больших земляных работ.
Наиболее проста и дешева откры-
тая проводка над землей, когда трубо-
проводы укладываются на металличес-
ких или железобетонных колоннах или
на
кронштейнах, которые крепятся к
стенкам цеха. Газопроводы можно раз-
мещать по стенам только в том случае,
когда последние имеют огнестойкие
или
полуогнестойкие конструкции. Тру-
>. бопроводы крепятся в
цехе
на высоте
- не менее 2 м, а вне цеха на высоте 5—
.. 6 м. Помимо неподвижных сварных и
хомутовых
опор для компенсации рас-
ширения
используют подвижные опоры
скользящего типа (на катках и подвес-
ках).
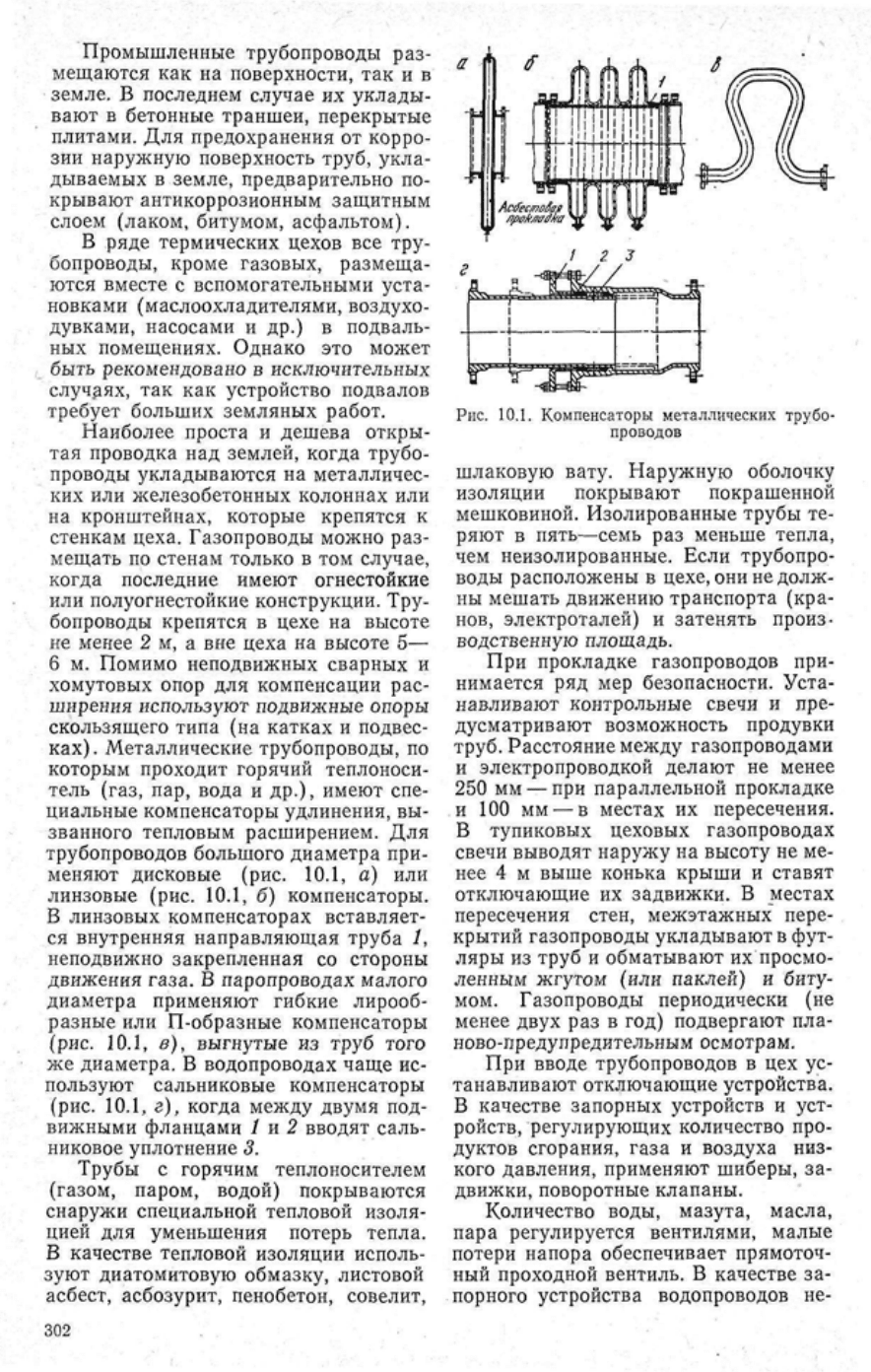
Металлические трубопроводы, по
которым проходит горячий теплоноси-
тель (газ, пар, вода и др.), имеют спе-
циальные компенсаторы удлинения, вы-
званного тепловым расширением. Для
трубопроводов большого диаметра при-
меняют дисковые (рис. 10.1, а) или
линзовые (рис. 10.1, б) компенсаторы.
В линзовых компенсаторах вставляет-
ся
внутренняя направляющая
труба
1,
неподвижно закрепленная со стороны
движения газа. В паропроводах малого
диаметра применяют гибкие лирооб-
разные или П-образные компенсаторы
(рис.
10.1, в), выгнутые из
труб
того
же диаметра. В водопроводах чаще ис-
пользуют сальниковые компенсаторы
(рис.
10.1, г), когда
между
двумя под-
вижными
фланцами / и 2 вводят саль-
никовое
уплотнение 3.
Трубы с горячим теплоносителем
(газом, паром, водой) покрываются
снаружи специальной тепловой изоля-
цией
для уменьшения потерь тепла.
В качестве тепловой изоляции исполь-
зуют
диатомитовую обмазку, листовой
асбест, асбозурит, пенобетон, совелит,
302
' .. ; . •
Рис.
ЮЛ. Компенсаторы металлических трубо-
проводов
шлаковую
вату.
Наружную оболочку
изоляции
покрывают покрашенной
мешковиной.
Изолированные
трубы
те-
ряют в пять—семь раз меньше тепла,
чем неизолированные. Если трубопро-
воды расположены в цехе, они не долж-
ны
мешать движению транспорта (кра-
нов,
электроталей) и затенять произ-
водственную площадь.
При
прокладке газопроводов при-
нимается
ряд мер безопасности.
Уста-
навливают контрольные свечи и пре-
дусматривают возможность продувки
труб.
Расстояние
между
газопроводами
и
электропроводкой
делают
не менее
250 мм — при параллельной прокладке
и
100 мм — в местах их пересечения.
В тупиковых цеховых газопроводах
свечи выводят наружу на высоту не ме-
нее 4 м выше конька крыши и ставят
отключающие их задвижки. В местах
пересечения стен, межэтажных пере-
крытий
газопроводы укладывают в фут-
ляры
из
труб
и обматывают их просмо-
ленным
жгутом
(или паклей) и
биту-
мом.
Газопроводы периодически (не
менее
двух
раз в год) подвергают пла-
ново-предупредительным осмотрам.
При
вводе трубопроводов в цех ус-
танавливают отключающие устройства.
В качестве запорных устройств и уст-
ройств, регулирующих количество про-
дуктов сгорания, газа и
воздуха
низ-
кого давления, применяют шиберы, за-
движки, поворотные клапаны.
Количество воды, мазута, масла,
пара регулируется вентилями, малые
потери напора обеспечивает прямоточ-
ный
проходной вентиль. В качестве за-
порного устройства водопроводов не-
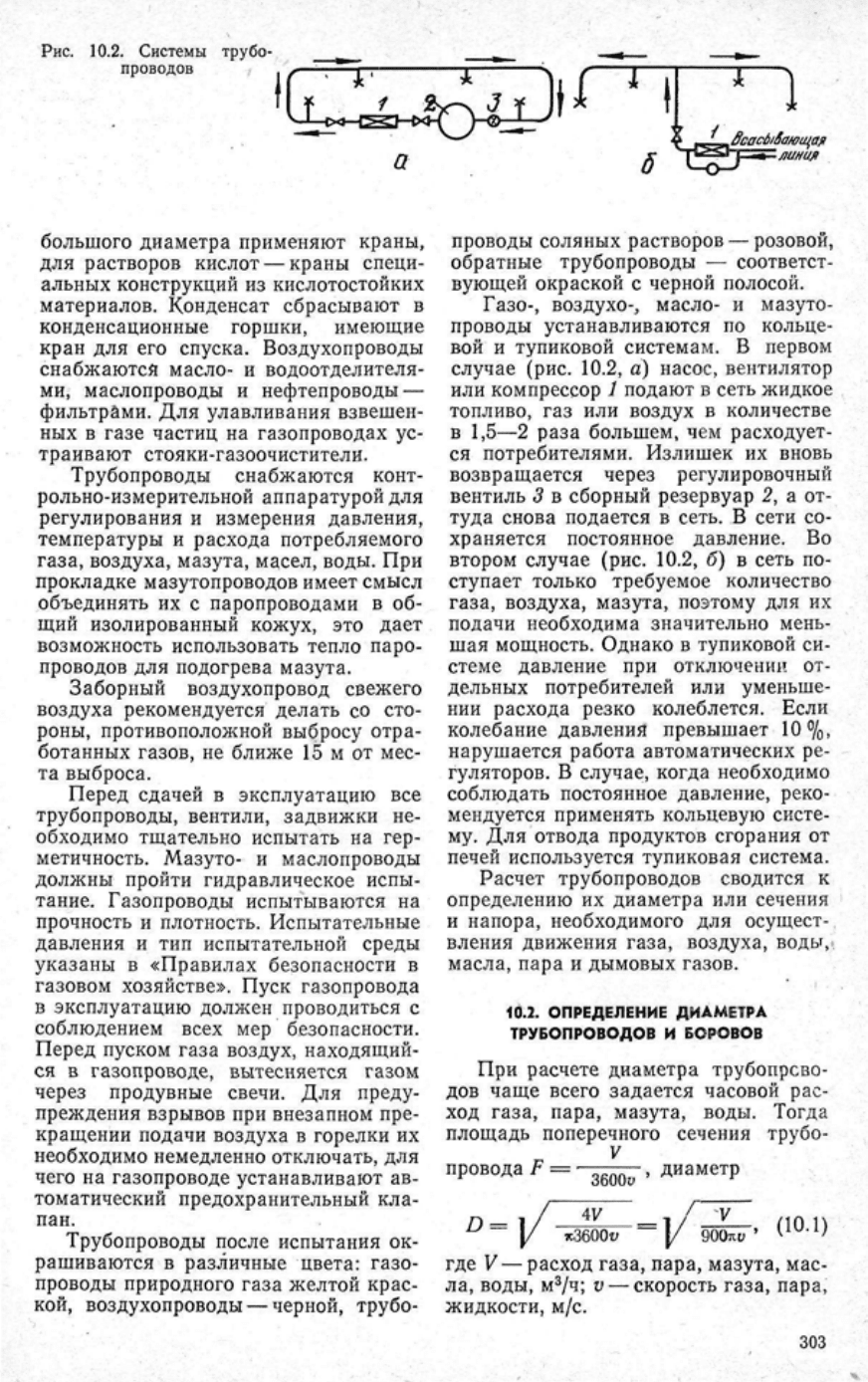
Рис.
10.2. Системы
трубо-
проводов
а
Зсдс/нбшщар
линия
большого диаметра применяют краны,
для растворов кислот — краны специ-
альных конструкций из кислотостойких
материалов. Конденсат сбрасывают в
конденсационные
горшки, имеющие
кран
для его спуска. Воздухопроводы
снабжаются масло- и водоотделителя-
ми,
маслопроводы и нефтепроводы —
фильтрами. Для улавливания взвешен-
ных в газе частиц на газопроводах ус-
траивают стояки-газоочистители.
Трубопроводы снабжаются конт-
рольно-измерительной аппаратурой для
регулирования и измерения давления,
температуры и расхода потребляемого
газа,
воздуха,
мазута, масел, воды. При
прокладке мазутопроводов имеет смысл
объединять их с паропроводами в об-
щий
изолированный
кожух,
это
дает
возможность использовать тепло паро-
проводов для подогрева мазута.
Заборный
воздухопровод свежего
воздуха
рекомендуется делать со сто-
роны,
противоположной выбросу отра-
ботанных газов, не ближе 15 м от мес-
та выброса.
Перед сдачей в эксплуатацию все
трубопроводы, вентили, задвижки не-
обходимо тщательно испытать на гер-
метичность. Мазуто- и маслопроводы
должны пройти гидравлическое испы-
тание.
Газопроводы испытываются на
прочность и плотность. Испытательные
давления и тип испытательной среды
указаны в «Правилах безопасности в
газовом хозяйстве». Пуск газопровода
в
эксплуатацию должен проводиться с
соблюдением
всех
мер безопасности.
Перед пуском газа
воздух,
находящий-
ся
в газопроводе, вытесняется газом
через продувные свечи. Для преду-
преждения взрывов при внезапном пре-
кращении
подачи
воздуха
в горелки их
необходимо немедленно отключать, для
чего на газопроводе устанавливают ав-
томатический предохранительный кла-
пан.
Трубопроводы после испытания ок-
рашиваются в различные цвета: газо-
проводы природного газа желтой крас-
кой,
воздухопроводы — черной, трубо-
проводы соляных растворов — розовой, •-..••
обратные трубопроводы — соответст- ;
!
вующей окраской с черной полосой. •
Газо-,
воздухо-,,
масло- и мазуто-
'-(••
проводы устанавливаются по кольце-
вой
и тупиковой системам. В первом . •
случае
(рис. 10.2, а) насос, вентилятор """;
или
компрессор 1 подают в сеть жидкое , -':'
топливо,
газ или
воздух
в количестве -,
1
в
1,5—2 раза большем, чем
расходует-
\
ся
потребителями. Излишек их вновь -.-
возвращается через регулировочный £
вентиль 3 в сборный резервуар 2, а от- -";--.
туда
снова подается в сеть. В сети со-
храняется постоянное давление. Во ;
втором
случае
(рис. 10.2, б) в сеть по- "•';.
ступает только требуемое количество
J
:
газа,
воздуха,
мазута, поэтому для их :-":
подачи необходима значительно мень- .
шая
мощность. Однако в тупиковой си-
стеме давление при отключении от- ';=
дельных потребителей или уменьше-
нии
расхода резко колеблется. Если
колебание давления превышает 10%.
нарушается работа автоматических ре- -
гуляторов. В случае, когда необходимо :
г
соблюдать постоянное давление, реко- •:•'
мендуется применять кольцевую систе-
му. Для отвода продуктов сгорания от
печей используется тупиковая система.
Расчет трубопроводов сводится к ' ;
определению их диаметра или сечения
!
-:
и
напора, необходимого для осущест-, ;'
вления
движения газа,
воздуха,
воды,; •••
масла, пара и дымовых газов.
1
- •-• ••-•;'
10.2.
ОПРЕДЕЛЕНИЕ
ДИАМЕТРА
,-^-
ТРУБОПРОВОДОВ
И
БОРОВОВ
-
При
расчете диаметра трубопрсво- .-,
дов чаще всего задается часовой рас- ^
ход газа, пара, мазута, воды. Тогда "-У
площадь поперечного сечения трубо- •
V . . >•
провода
F ~ •
36Q0
^ ,
диаметр
^.. „.
D
=
4V
v
ип n
*3600t>
у
эоо™
*
Kl ч
где V —
расход
газа, пара, мазута, мас-
ла, воды, м
3
/ч; v — скорость газа, пара,
жидкости, м/с.
303
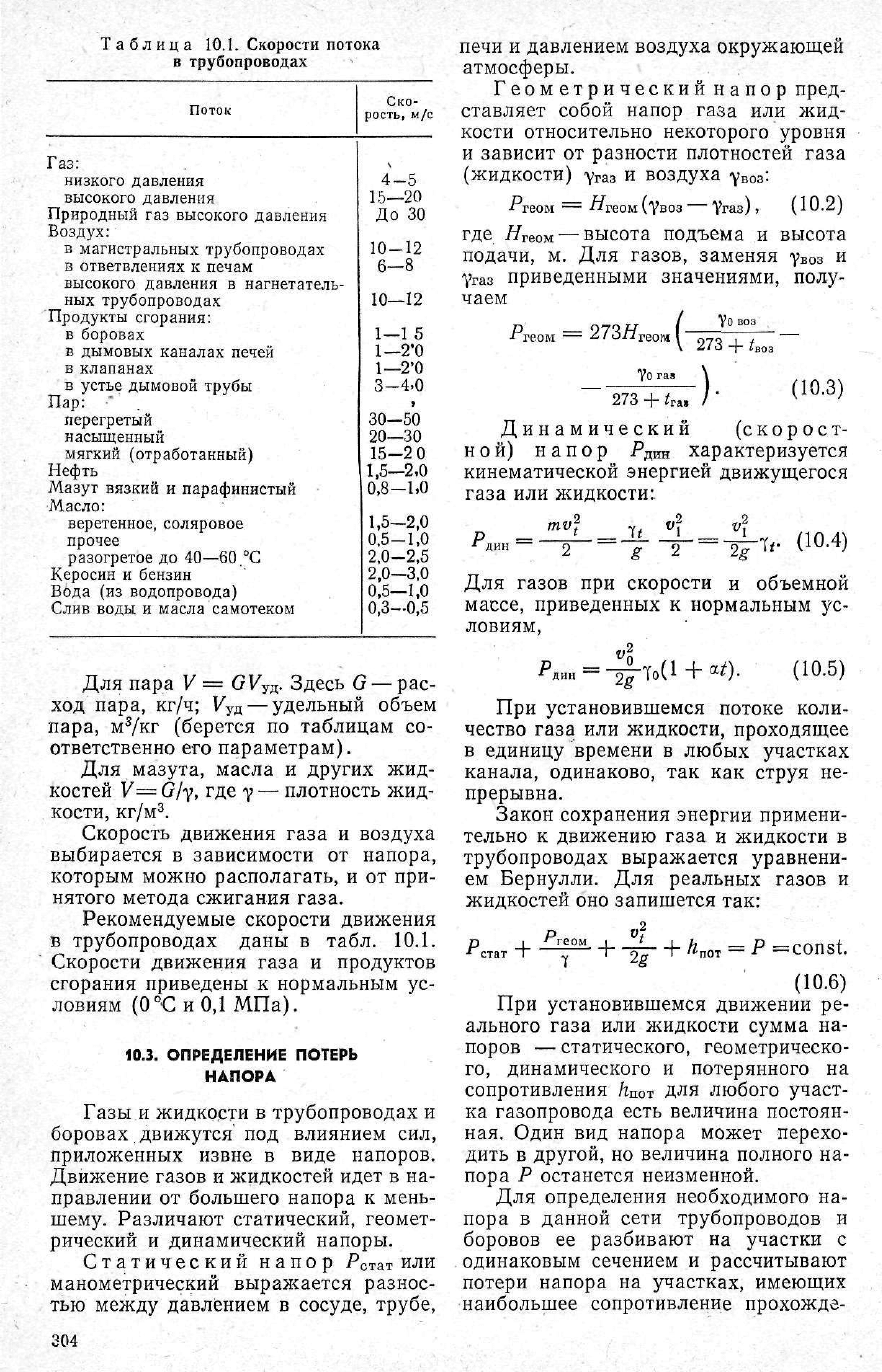
Таблица
10.1.
Скорости потока
в
трубопроводах
Поток
Газ:
. • :.'
низкого давления
высокого давления
Природный
газ
высокого давления
Воздух:
в магистральных
трубопроводах
в ответвлениях
к
печам
высокого давления
в
нагнетатель-
ных
трубопроводах
Продукты сгорания:
в
боровах
в
дымовых
каналах печей
в клапанах
в
устье
дымовой
трубы
Пар:
"
перегретый
-
насыщенный
мягкий (отработанный)
Нефть
Мазуг
вязкий
и
парафинистый
веретенное, соляровое
прочее
разогретое
до
40—6О.°С
Керосин
и
бензин
Вода
(из
водопровода)
Слив воды
и
масла самотеком
Ско-
рость,
м/с
4-5
15—20
До
30
10-12
6—8
10—12
1—1 5
1—2'0
1—2'0
3-4-0
30-50
20—30
15-2
0
1,5—2,0
0,8—1.0
1,5—2,0
0,5-1,0
2,0-2,5
2,0—3,0
0,5—1,0
0,3—0,5
Для пара
V = GV
Y3i
.
Здесь
G —
рас-
ход пара,
кг/ч;
У
уд
—
удельный объем
пара, м
3
/кг (берется
по
таблицам
со-
ответственно
его
параметрам).
Для мазута, масла
и
других
жид-
костей
V=
Gjy,
где у —
плотность
жид-
кости,
кг/м
3
.
Скорость
движения газа
и
воздуха
выбирается
в
зависимости
от
напора,
которым можно располагать,
и от
при-
нятого метода сжигания газа.
Рекомендуемые скорости движения
Б
трубопроводах даны
в
табл.
10.1.
Скорости
движения газа
и
продуктов
сгорания
приведены
к
нормальным
ус-
ловиям
<0°С
и
ОД МПа).
10.3.
ОПРЕДЕЛЕНИЕ
ПОТЕРЬ
НАПОРА
Газы
и
жидкости
в
трубопроводах
и
боровах движутся'
под
влиянием
сил,
приложенных извне
в
виде напоров.
Движение газов
и
жидкостей идет
в
на-
правлении
от
большего напора
к
мень-
шему. Различают статический, геомет-
рический
и
динамический напоры.
Статический напор
Р
стат
или
манометрический выражается разнос-
тью между давлением
в
сосуде, трубе,
печи
и
давлением воздуха окружающей
атмосферы.
Геометрический напор пред-
ставляет собой напор газа
или жид-
кости
относительно некоторого уровня
и
зависит
от
разности плотностей газа
(жидкости) угаз
и
воздуха
у
шоз
:
*геом
=
ЛгеомлТвоз Тгаз)
>
(10.2)
где Я
Г
еом
—
высота подъема
и
высота
подачи,
м. Для
газов, заменяя
у
В03
и
7газ приведенными значениями, полу-
чаем
.
(У
ОВ03
р
_
(
-j-
273
+ *»/-
<
10
'
3
>
Динамический
(скорост-
ной)
напор Рдин характеризуется
кинематической
энергией движущегося
газа
или
жидкости:
*
пин
mv
-it-
Для газов
при
скорости
и
объемной
массе, приведенных
к
нормальным
ус-
ловиям,
'
•
., -
При
установившемся потоке коли-
чество газа
или
жидкости, проходящее
в
единицу времени
в
любых участках
канала,
одинаково,
так как
струя
не-
прерывна.
Закон
сохранения энергии примени-
тельно
к
движению газа
и
жидкости
в
трубопроводах выражается уравнени-
ем Бернулли.
Для
реальных газов
и
жидкостей оно запишется
так:
Р $
р
. -*геом j * ,1, _ р __f,
nn
ot
•^стат П ~ Г о„ i
«пот
— "
—LUUbl.
(10.6)
При
установившемся движении
ре-
ального газа
или
жидкости сумма
на-
поров
—
статического, геометрическо-
го,
динамического
и
потерянного
на
сопротивления
/г.
пот
для
любого участ-
ка
газопровода есть величина постоян-
ная.
Один
вид
напора может перехо-
дить
в
другой,
но
величина полного
на-
пора
Р
останется неизменной.
Для определения необходимого
на-
пора
в
данной сети трубопроводов
и
боровов
ее
разбивают
на
участки
с
одинаковым сечением
и
рассчитывают
потери напора
на
участках, имеющих
наибольшее сопротивление прохожде-
304
Таблица
10.2.
Потери
напора
в
цеховой
сети
трубопроводов
Сечение
1
Характер
местного
сопротив-
лении
2
Внутренний
диа-
метр
трубопро-
вода,
м
3
Плошадь
сечения
трубопровода,
м*
4
Длина
до сле-
дующего
сече-
ния,
м
S
Объем
газа,
м'/с
6
Скорость
газа,
м/с
7
Коэффициент
потерь
напора
от
мест-
ных соп-
ротивле-
ний
8
от трения
9
Потеря
напора,
Па
от
мест-
ных
соп-
ротивле-
ний
10
от трения
11
;
пор.
Полный
н
Па
12 "
нию
газа, жидкости и пара. Суммируя
их, находят напор, который надо сооб-
щить
газу,
«ару
или жидкости для их
движения по трубопроводу. При сливе
жидкости самотеком определяют сред-
ний
гидравлический уклон i
труб
по
длине трубопровода L; i = h
s
L.
Потери
напора в сети удобнее рас-
считывать с помощью табл. 10 2,
10.4.
УСТРОЙСТВА
ДЛЯ
СОЗДАНИЯ НАПОРОВ
Продукты сгорания отводятся из
печей и движутся в боровах под дей-
ствием разрежения, создаваемого ды-
мовой трубой или искусственной тягой
с помощью эжекционных устройств и
вентиляторов низкого давления.
Дымовые трубы дают максималь-
ное
разрежение р= 400 Па. По усло-
виям
кладки диаметр трубы в
устье
должен быть больше 600 мм, а по усло-
виям
техники безопасности необходи-
мо,
чтобы труба была на 5 м выше
окружающих зданий в радиусе 150 м.
Чаще всего дымовые трубы делаются
кирпичными
или железными, футеро-
ванными
кирпичом на
1/3—1/2
высоты,
и
реже — железобетонными. Расчет
трубы проводится для
худших
условий
ее работы (температура летнего време-
ни).
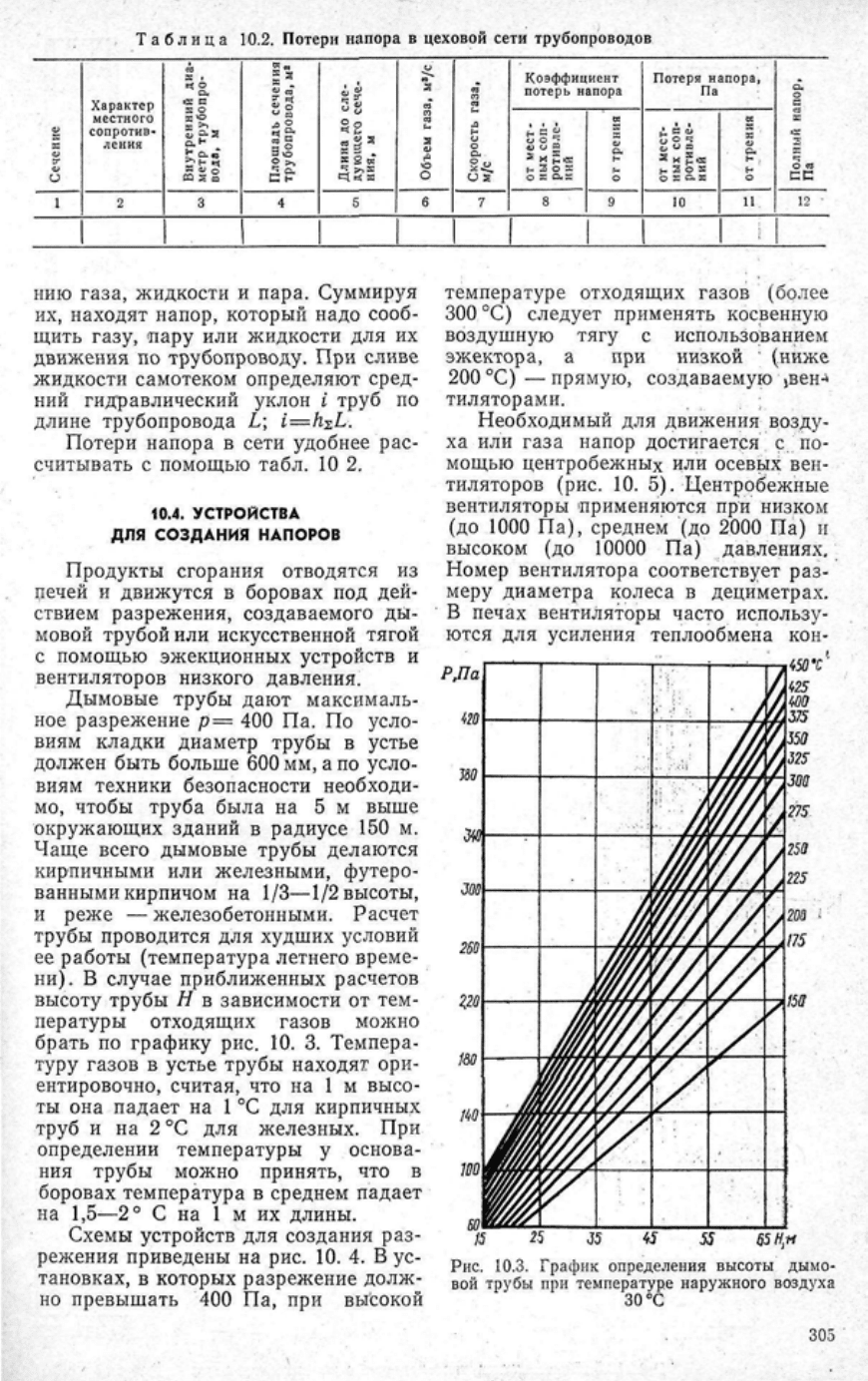
В случае приближенных расчетов
высоту трубы Н в зависимости от тем-
пературы отходящих газов можно
брать по графику рис. 10. 3. Темпера-
туру
газов в
устье
трубы находят ори-
ентировочно,
считая, что на 1 м высо-
ты она падает на 1
С
С для кирпичных
труб
и на 2 °С для железных. При
определении температуры у основа-
ния
трубы можно принять, что в
боровах температура в среднем падает
на
1,5—2°
С на 1 м их длины.
Схемы устройств для создания раз-
режения
приведены на рис. 10. 4. В ус-
тановках, в которых разрежение долж-
но
превышать 400 Па, при высокой
температуре отходящих газов (более
300 °С)
следует
применять косвенную
воздушную тягу с использованием
эжектора, а при низкой
•
(ниже
200 °С) — прямую, создаваемую jBei-H
тиляторами. ;
Необходимый для движения возду-
ха или газа напор достигается с по-
мощью центробежных или осевых вен-
тиляторов (рис. 10. 5). Центробежные
вентиляторы 'Применяются при низком
(до 1000 Па), среднем (до
2000
Па) и
высоком (до
10000
Па) давлениях.
Номер
вентилятора соответствует раз-
меру диаметра колеса в дециметрах.
В печах вентиляторы часто использу-
ются для усиления теплообмена кон-
РДа
420
180
15
Рис. 10.3.
График
определения
высоты
дымо-
вой
трубы
при
температуре
наружного
воздуха
30 °С
305
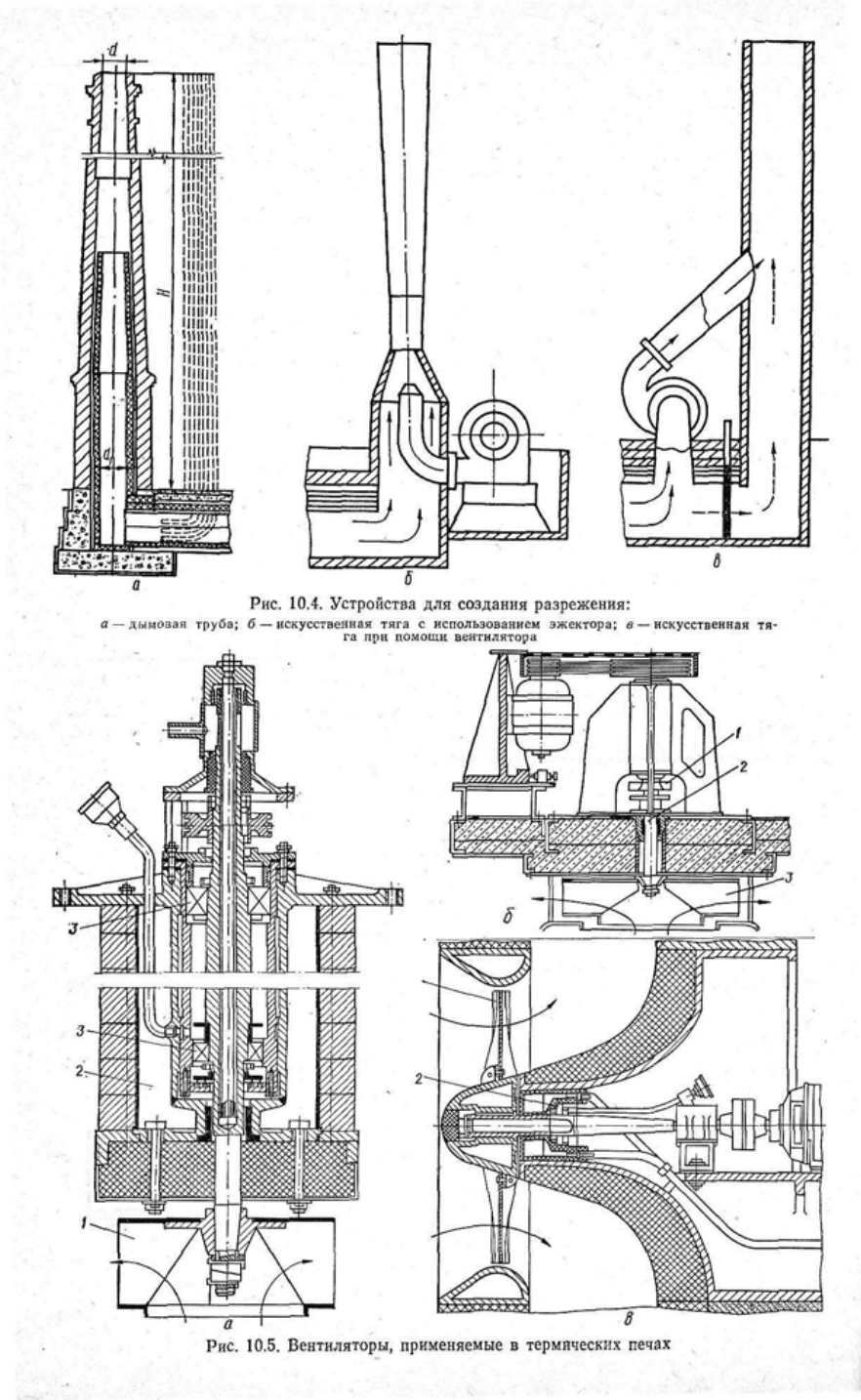
Рис.
10.4. Устройства для создания разрежения:
а — дымовая
труба;
6 — искусственная тяга с использованием эжектора; в — искусственная тя-
га при помощи вентилятора
Рис.
10.5. Вентиляторы, применяемые в термических печах ^
векциёй (при низких температурах пе-
чи) и для повышения однородности со-
става атмосферы в объеме печи.
Центробежные вентиляторы отса-
сывают газ через центр колеса и гонят
его от центра на периферию. На рис.
10. 5, а показан центробежный венти-
лятор / с цилиндрической коробкой 2,
охлаждаемой водой. В коробке нахо-
дятся подшипники 3, 'Применяемые в
высокотемпературных печах. На рис.
10.5, б изображен центробежный вен-
тилятор 3 для низкотемпературных пе-
чей с сальником 2, охлаждаемым воз-
духом
от малого центробежного венти-
лятора 1. В осевых вентиляторах газ
проходит через лопатки. Осевые вен-
тиляторы с реверсивным движением
применяются для перемещения боль-
ших количеств
воздуха
при незначи-
тельных давлениях. Лучшими осевы-
ми
вентиляторами являются вентиля-
торы типа ЦАГИ. Схема осевого вен-
тилятора 1, используемого в горизон-
тальной печи, приведена на рис. 10. 5,
в. Подшипник 2 вентилятора охлаж-
дается водой.
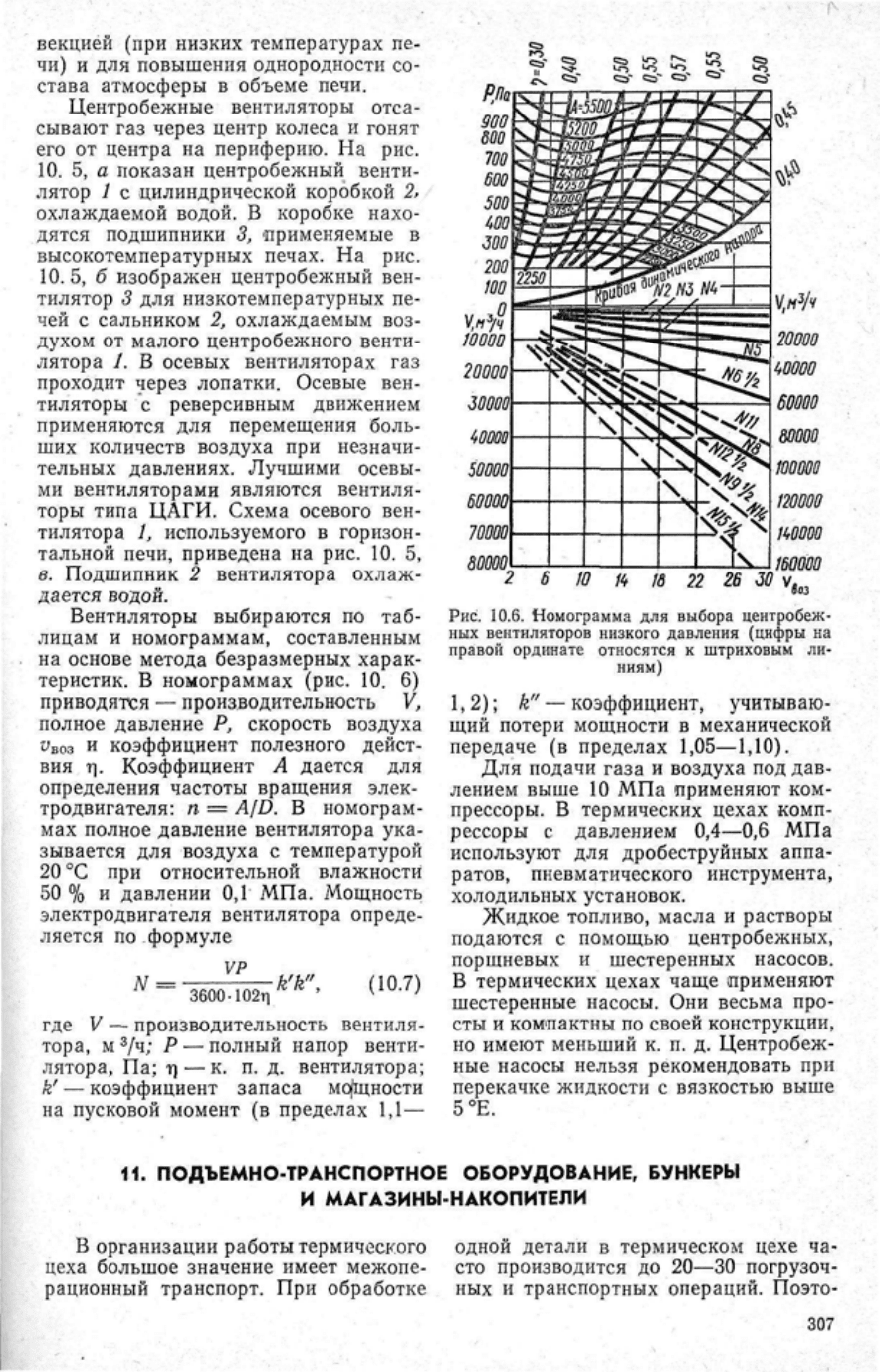
Вентиляторы выбираются по таб-
лицам и номограммам, составленным
на
основе метода безразмерных харак-
теристик. В номограммах (рис. 10. 6)
приводятся — производительность V,
полное давление Р, скорость
воздуха
f
B
o3
и коэффициент полезного дейст-
вия
ц. Коэффициент Л дается для
определения частоты вращения элек-
тродвигателя: п = AID. В номограм-
мах полное давление вентилятора ука-
зывается для
воздуха
с температурой
20 °С при относительной влажности
50 % и давлении 0,1 МПа. Мощность
электродвигателя вентилятора опреде-
ляется по .формуле
VP
k'k'
3600-102ri
'"•" '
(
1О
'
?
)
где V ~ производительность вентиля-
тора, м
3
/ч; Р — полный напор венти-
лятора, Па; ц — к. п. д. вентилятора;
Ы — коэффициент запаса мощности
на
пусковой момент (в пределах 1,1 —
20000
30080
40000
50000
60000
Рис.
10.6. Номограмма для выбора центробеж-
ных вентиляторов низкого давления
(цифры
на
правой
ординате относятся к штриховым ли-
ниям)
1,2); k" — коэффициент, учитываю-
щий
потери мощности в механической
передаче (в пределах
1,05—1,10).
Для подачи газа и
воздуха
под дав-
лением выше 10 МПа применяют ком-
прессоры. В термических
цехах
комп-
рессоры с давлением
0,4—0,6
МПа
используют для дробеструйных аппа-
ратов, пневматического инструмента,
холодильных установок.
Жидкое топливо, масла и растворы
подаются с помощью центробежных,
поршневых и шестеренных насосов.
В термических
цехах
чаще применяют
шестеренные насосы. Они весьма про-
сты и компактны по своей конструкции,
но
имеют меньший к. п. д. Центробеж-
ные насосы нельзя рекомендовать при
перекачке жидкости с вязкостью выше
5°Е.
11.
ПОДЪЕМНО-ТРАНСПОРТНОЕ
ОБОРУДОВАНИЕ,
БУНКЕРЫ
И
МАГАЗИНЫ-НАКОПИТЕЛИ
В организации работы термического
цеха большое значение имеет межопе-
рационный
транспорт. При обработке
одной детали в термическом
цехе
ча-
сто производится до
20—30
погрузоч-
ных и транспортных операций. Поэто-
307
му выбору транспортных средств и ме-
ханизации подъемно-транспортных
операций надо уделять очень серьезное
внимание.
Транспорт должен обеспечить сог-
ласованность погрузки и перемещения
деталей с технологическим процессом;
поточность производства; минималь-
ную перегрузку деталей; механизацию
"трудоемких процессов с иолным ис-
пользованием мощности подъемно-
транспортных механизмов. В термиче-
ских
цехах
для выполнения подъемно-
'транспортных операций используют
Постовые краны, кран-балки, кон-
сольные краны, монорельсовые дорож-
ки,
конвейеры (роликовые, цепные,
пластинчатые, шнековые, шагающие,
рейнерные и др.), транспортные тележ-
ки,
загрузочные машины, толкатели.
11.1.
КРАНЫ,-
КРАН-БАЛКИ
И
МОНОРЕЛЬСОВЫЕ
ДОРОЖКИ
I
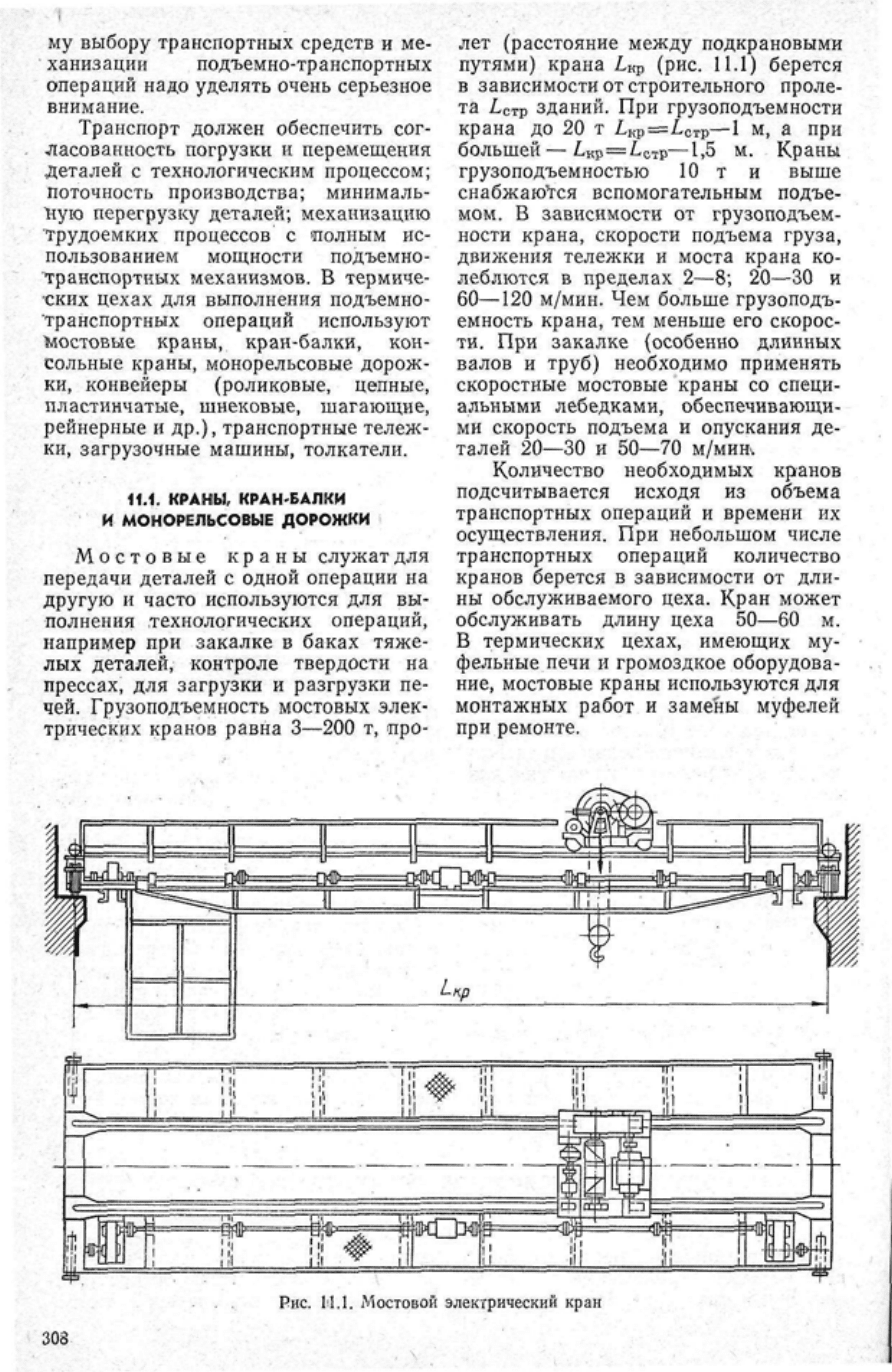
Мостовые краны
служат
для
передачи деталей с одной операции на
другую
и часто используются для вы-
полнения
.технологических операций,
например при закалке в баках тяже-
лых деталей, контроле твердости на
прессах, для загрузки и разгрузки пе-
чей. Грузоподъемность мостовых элек-
трических кранов равна
3—200
т, про-
лет (расстояние
между
подкрановыми
путями) крана £
кр
(рис. 11.1) берется
в зависимости от строительного проле-
та Лстр зданий. При грузоподъемности
крана
до 20 т L
KV
=
L
aTP
—1
м, а при
большей —
LKP=^CTP—'1,5
м. Краны
грузоподъемностью Ют и выше
снабжаются вспомогательным подъе-
мом. В зависимости от грузоподъем-
ности крана, скорости подъема
груза,
движения тележки и моста крана ко-
леблются в пределах 2—8;
20—30
и
60—120
м/мин. Чем больше грузоподъ-
емность крана, тем меньше его скорос-
ти.
При закалке (особенно длинных
валов и
труб)
необходимо применять
скоростные мостовые краны со специ-
альными лебедками, обеспечивающи-
ми
скорость подъема и опускания де-
талей
20—30
и
50—70
M/MHHV
Количество необходимых кранов
подсчитывается исходя из объема
транспортных операций и времени их
осуществления. При небольшом числе
тр экспортных опер аций количество
кранов берется в зависимости от дли-
ны
обслуживаемого цеха. Кран может
обслуживать длину цеха
50—60
м.
В термических
цехах,
имеющих му-
фельные печи и громоздкое оборудова-
ние,
мостовые краны используются для
монтажных работ и замены муфелей
при
ремонте. ... ; . , ._,.._
:
.
Рис.
1:1.1.
Мостовой электрический кран
308
300
Рис.
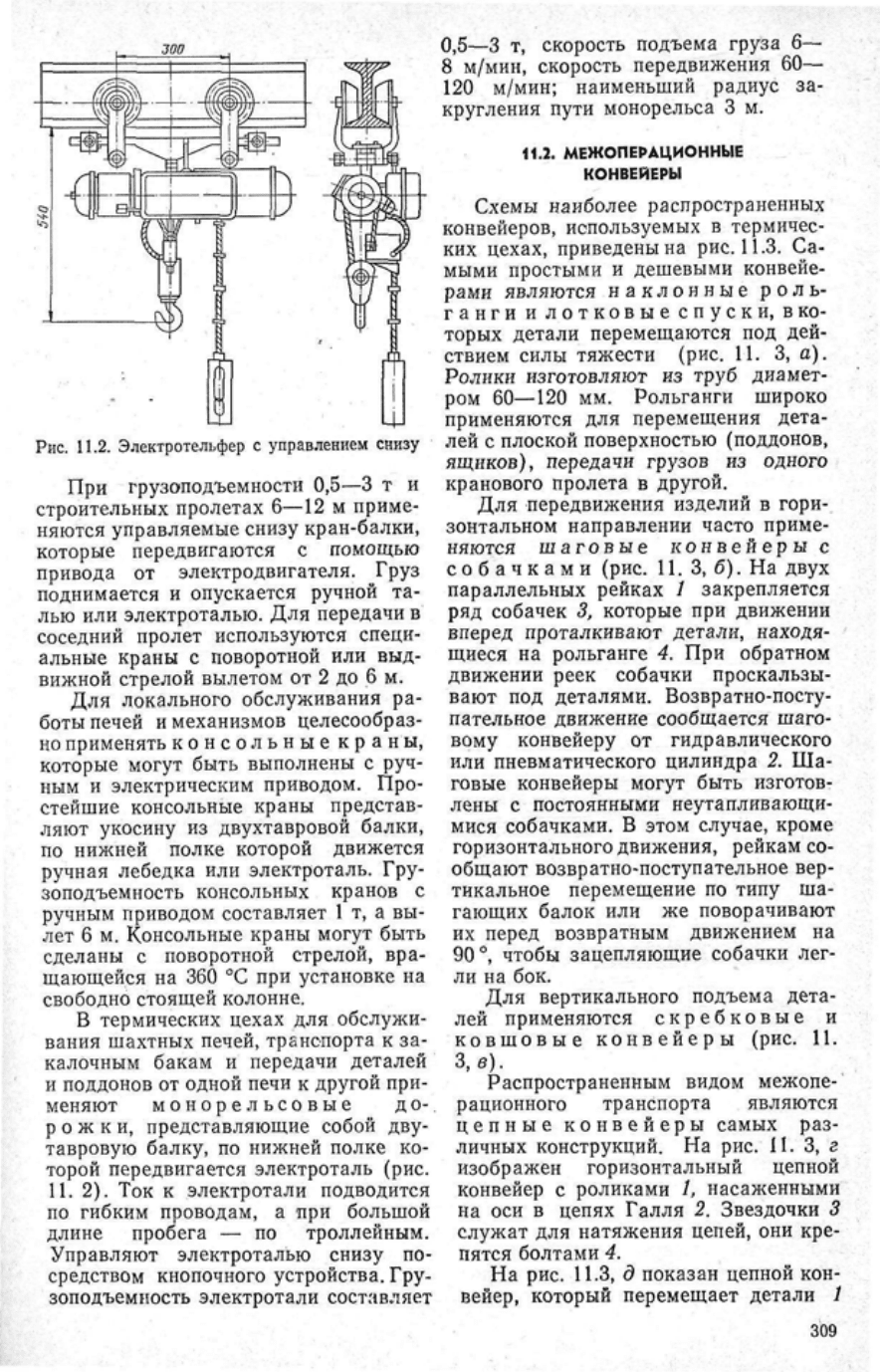
11.2. Электротельфер с управлением снизу
При
грузоподъемности
0,5—3
т и
строительных пролетах 6—12 м приме-
няются управляемые снизу кран-балки,
которые передвигаются с помощью
привода от электродвигателя.
Груз
поднимается и опускается ручной та-
лью или электроталью. Для передачи в
соседний пролет используются специ-
альные краны с поворотной или выд-
вижной стрелой вылетом от 2 до 6 м.
Для локального обслуживания ра-
боты печей и механизмов целесообраз-
но
применять консольные краны,
которые
могут
быть выполнены с руч-
ным
и электрическим приводом. Про-
стейшие консольные краны представ-
ляют укосину из
двухтавровой
балки,
по
нижней полке которой движется
ручная лебедка или электроталь. Гру-
зоподъемность консольных кранов с
ручным приводом составляет 1 т, а вы-
лет 6 м. Консольные краны
могут
быть
сделаны с поворотной стрелой, вра-
щающейся на 360 °С при установке на
свободно стоящей колонне.
В термических
цехах
для обслужи-
вания
шахтных печей, транспорта к за-
калочным бакам и передачи деталей
и
поддонов от одной печи к
другой
при-
меняют монорельсовые до-
рожки,
представляющие собой дву-
тавровую
балку, по нижней полке ко-
торой передвигается электроталь (рис.
11.
2). Ток к электротали подводится
по
гибким проводам, а при большой
длине пробега — по троллейным.
Управляют электроталью снизу по-
средством кнопочного устройства. Гру-
зоподъемность электротали составляет
0,5—3
т, скорость подъема
груза
6—
8 м/мин, скорость передвижения 60—
120 м/мин; наименьший
радиус
за-
кругления пути монорельса 3 м.
11.2.
МЕЖОПЕРАЦИОННЫЕ _••- \,
КОНВЕЙЕРЫ
Схемы наиболее распространенных
конвейеров,
используемых в термичес-
ких
цехах,
приведены на рис. 11.3. Са-
мыми простыми и дешевыми конвейе-
рами являются наклонные роль-
ганги и лотковые спуски, в ко-
торых детали перемещаются под дей-
ствием силы тяжести (рис. 11. 3, а).
Ролики
изготовляют из
труб
диамет- "
ром
60—120
мм. Рольганги широко
применяются для перемещения
дета-
лей с плоской поверхностью (поддонов,
ящиков),
передачи
грузов
из одного
кранового пролета в другой.
Для передвижения изделий в гори-
зонтальном направлении часто приме-
няются шаговые конвейеры с .
:
собачками (рис. 11. 3, б). На
двух
параллельных рейках 1 закрепляется
ряд собачек 3, которые при движении
вперед проталкивают детали, находя-
щиеся
на рольганге 4. При обратном
движении реек собачки проскальзы-
вают
под деталями. Возвратно-посту-
пательное движение сообщается шаго-
вому конвейеру от гидравлического
или
пневматического цилиндра 2. Ша-
говые конвейеры
могут
быть изготов- ,
лены с постоянными неутапливающи-
мися
собачками. В этом случае, кроме
горизонтального движения, рейкам со-
общают возвратно-поступательное вер-
тикальное перемещение по типу ша-
гающих балок или же поворачивают >
их перед возвратным движением на -
90°, чтобы зацепляющие собачки лег- •
ли на бок. •
Для вертикального подъема
дета-
:
.
лей применяются скребковые и -'-
ковшовые конвейеры (рис. 11. "•
3,0).
Распространенным видом межопе-
рационного транспорта являются
цепные конвейеры самых раз-
личных конструкций. На рис. 11. 3, г
изображен горизонтальный цепной ;„
конвейер с роликами /, насаженными "
на
оси в цепях Галля 2. Звездочки 3
служат
для натяжения цепей, они кре- •
=
нятся
болтами 4. •''•_
На
рис. 11.3, д показан цепной кон-
вейер, который перемещает детали 1
зЬэ
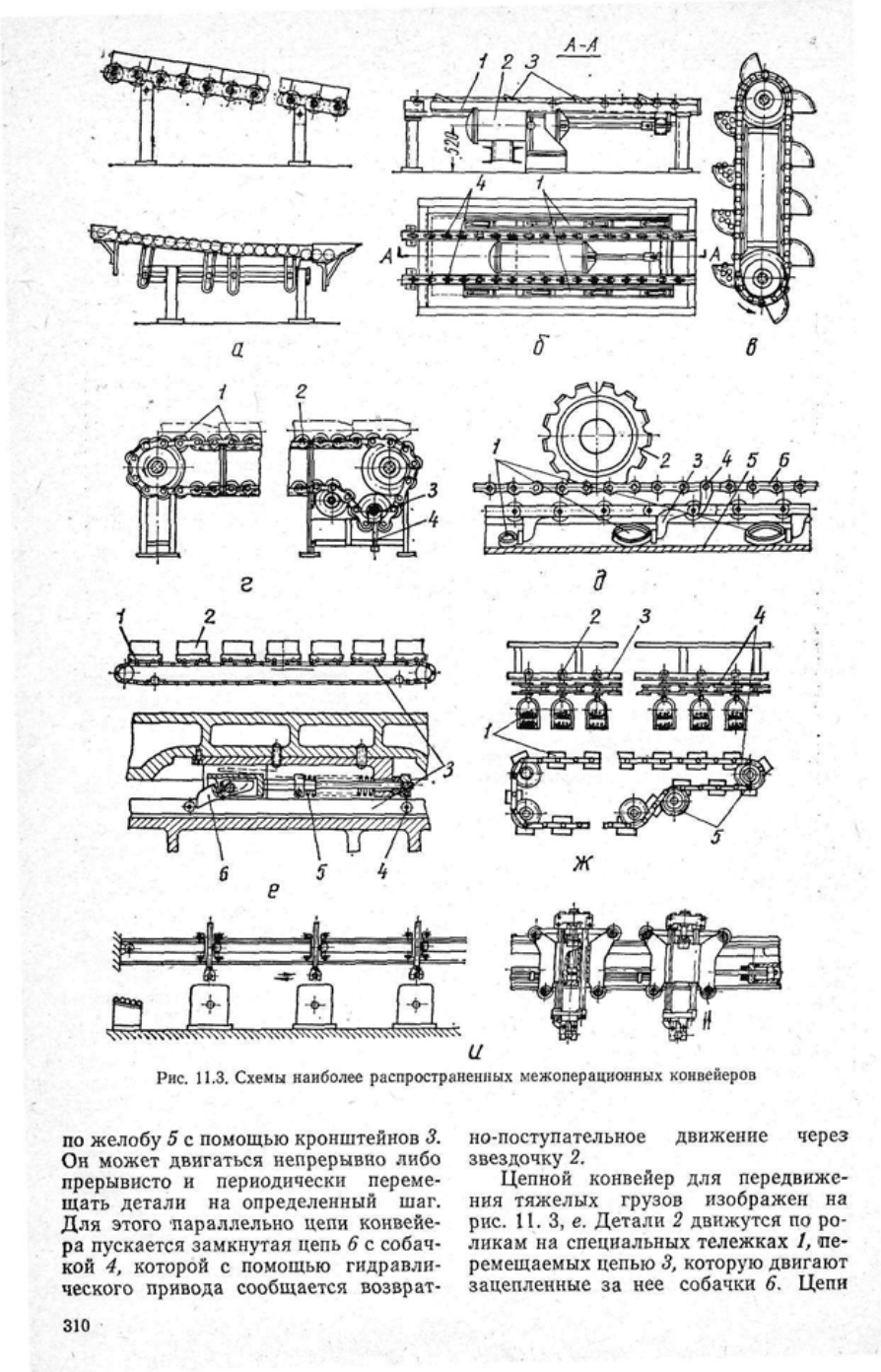
Рис.
11.3. Схемы наиболее распространенных межоперационных конвейеров
по
желобу 5 с помощью кронштейнов 3.
Он
может двигаться непрерывно либо
прерывисто и периодически переме-
щать детали на определенный шаг.
Для этого 'параллельно цепи конвейе-
ра пускается замкнутая цепь 6 с собач-
кой
4, которой с помощью гидравли-
ческого привода сообщается возврат-
но-поступательное движение через
звездочку 2.
Цепной
конвейер для передвиже-
ния
тяжелых грузов изображен на
рис.
И. 3, е. Детали 2 движутся по ро-
ликам
на специальных тележках 1, те- •
ремещаемых цепью 3, которую двигают
зацепленные
за нее собачки 6. Цепи