Соколов К.Н. Оборудование термических цехов
Подождите немного. Документ загружается.

снятия
слоя свинца снабжены само-
стоятельным питанием от отдельных
дипамомашип (напряжение тока 6 В
и
сила 1500 А).
8.3.2.
Удаление
окалины
путем
восстановления окислов
Борьба с окалиной путем восстанов-
ления
окислов металлов ведется при
помощи энергичных восстановителей.
В качестве последнего чаще применя-
ется гидрид натрия. Процесс восста-
новления
окислов идет по следующим
реакциям:
Fe
3
O
4
+ 4NaH = 3Fe + 4NaOH;
Fe
2
O
3
+ 3NaH = 2Fe -f- 3NaOH;
FeO
+ NaH = Fe +
NaOH;
CrO
3
+ NaH = 2CrO +
NaOH;
CuO + NaH = Cu +
NaOH.
Гидрид натрия хорошо восстанав-
ливает магнитную окись железа и бо-
льшинство окислов легированных эле-
ментов, которые очень трудно поддают-
ся
травлению в кислотах. В качестве
растворителя гидрида натрия исполь-
зуется расплав едкой щелочи. Продук-
тами реакции являются восстановлен-
ный
металл и едкая щелочь
(NaOH),
которая компенсирует унос щелочи с
деталями. Для образования расплава
щелочи температура нагрева ванны
поддерживается равной
370—400
°С, а
содержание гидрида натрия в растворе
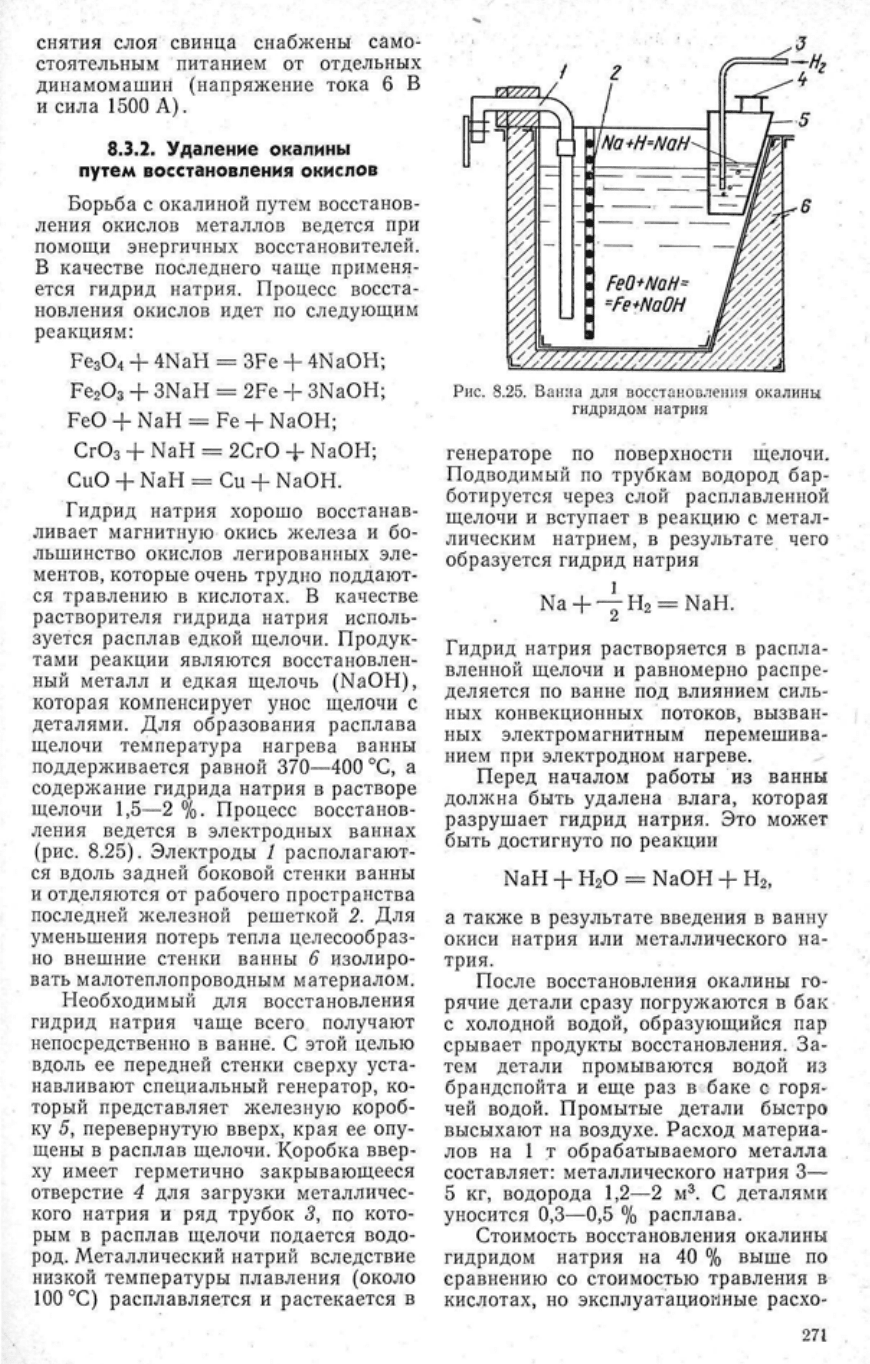
щелочи 1,5—2 %. Процесс восстанов-
ления
ведется в электродных ваннах
(рис.
8.25).
Электроды / располагают-
ся
вдоль задней боковой стенки ванны
и
отделяются от рабочего пространства
последней железной решеткой 2. Для
уменьшения потерь тепла целесообраз-
но
внешние стенки вампы 6 изолиро-
вать малотеплопроводным материалом.
Необходимый для восстановления
гидрид натрия чаще всего получают
непосредственно в ванне. С этой целью
вдоль ее передней стенки
сверху
уста-
навливают специальный генератор, ко-
торый представляет железную короб-
ку 5, перевернутую вверх, края ее опу-
щены в расплав щелочи. Коробка ввер-
ху имеет герметично закрывающееся
отверстие 4 для загрузки металличес-
кого натрия и ряд трубок 3, по кото-
рым в расплав щелочи подается водо-
род. Металлический натрий вследствие
низкой
температуры плавления (около
100 °С) расплавляется и растекается в
Рис.
8.25.
Ванна
для
восстановления
окалины
гидридом
натрия
генераторе по поверхности щелочи.
Подводимый по трубкам водород бар-
ботируется через слой расплавленной
щелочи и вступает в реакцию с метал-
лическим натрием, в
результате
чего
образуется гидрид натрия
Na
+ — H
2
= NaH.
Гидрид натрия растворяется в распла-
вленной щелочи и равномерно распре-
деляется по в-анне под влиянием силь-
ных конвекционных потоков, вызван-
ных электромагнитным перемешива-
нием
при электродном нагреве.
Перед началом работы из ванны
должна быть удалена влага, которая
разрушает гидрид натрия. Это может
быть достигнуто по реакции •
NaH
+ Н
2
О = NaOH + Н
2
,
а также в
результате
введения в ванну
окиси
натрия или металлического на-
трия.
После восстановления окалины го-
рячие детали сразу погружаются в бак
с холодной водой, образующийся пар
срывает продукты восстановления. За-
тем детали промываются водой из
брандспойта и еще раз в бакс с горя-
чей водой. Промытые детали быстро
высыхают на
воздухе.
Расход материа-
лов на 1 т обрабатываемого металла
составляет: металлического натрия 3—
5 кг, водорода 1,2—2 м
3
. С деталями
уносится
0,3—0,5
% расплава.
Стоимость восстановления окалины
гидридом натрия на 40 % выше по
сравнению со стоимостью травления в
кислотах, но эксплуатационные расхо-
271
ды значительно ниже и поэтому в ко-
нечном
итоге стоимость обработки 1 т
металла тем и другим способом при-
мерно
одинакова. Однако при восста-
Г•
•
новлеыии окалины гидридом натрия
v резко сокращаются потери металла,
'.-'
повышаются скорость процесса и про-
'•,;
изводительность, улучшаются качест-
~--\}.
во поверхности, условия
труда,
не об-
-;••--,
разуются отходы, требующие нейтра-
;'••
. лизации. Этот способ эффективен при
•••'"
обработке высоколегированных ста-
,-;••.
лей, кислотное травление которых про-
;..
текает очень медленно.
При
работе с гидридными щелоч-
••••"
ными расплавами необходимо соблю-
-
f
.
;
дать определенные правила безопасно-
сти-.
Так, чтобы предотвратить возгора-
..
'. ние металлического натрия, его надо
держать под слоем керосина. Особенно
/.."
опасно попадание в металлический на-
трий
влаги, так как это приводит к его
,
•'" бурному воспламенению, иногда
даже
к
взрыву. Чтобы исключить взрыв во-
;_.-•
дорода, необходимо предотвратить об-
•,
разование в генераторе смеси водорода
-.':'.
с воздухом. До загрузки в генератор
металлического натрия весь
воздух
из
'".'•"
него должен быть вытеснен водородом.
:
'_' Обслуживающий персонал
следует
-,
снабдить специальными комбинезона-
.
ми, рукавицами и защитными очками,
-.'.
что позволит предохранить кожу от по-
"••"..
ражения щелочью.
Применяемые
гидридные щелочные
'-•••
ванны имеют разные размеры; объем
ванн
достигает 80 м
3
(150 т расплава).
'v' Время выдержки деталей в ванне за-
'•
еисит от состава и характера окалины
:".,.
' и колеблется в пределах
5—20
мин.
8.3.3.
Удаление
окалины
в
дробеструйных
установках
В дробеструйных установках
дета-
ли
от окалины очищаются струей чу-
гунной или стальной дроби. Струя соз-
дается сжатым
воздухом
давлением
0,3—0,5
МПа (пневматическая дробе-
струйная очистка) или быстровращаю-
щимися
лопаточными колесами (меха-
ническая
очистка дробеметами).
При
пневматической
дробеструйной
очистке
в установках может использо-
ваться как дробь, так и кварцевый пе-
сок.
Однако в последнем
случае
обра-
зуется большое количество пыли, до-
ходящее до 5—10 % от массы очи-
щаемых деталей. Попадая в легкие
обслуживающего персонала, кварцевая
пыль вызывает профессиональную бо-
лезнь — силикоз. Поэтому указанный
способ применяется в исключительных
случаях.
При дробеструйной очистке
давление сжатого
воздуха
должно со-
ставлять
0,5—0,6
МПа. Чугунная дробь
изготовляется литьем жидкого
чугуна
в
воду
при распылении струи
чугуна
сжатым
воздухом
с последующей от-
сортировкой на ситах. Дробь должна
иметь
структуру
белого
чугуна
с твер-
достью 500 НВ, ее размеры находятся
в
пределах
0,5—2-мм.
Расход чугунной
дроби составляет лишь
0,05—0,1
% от
массы деталей. При очистке дробью
получается более чистая поверхность
детали, достигается большая произво-
дительность аппаратов и обеспечива-
ются лучшие условия
труда,
чем при
очистке песком.
Для защиты окружающей атмосфе-^
ры от пыли дробеструйные установки
снабжаются закрытыми кожухами с
усиленной вытяжной вентиляцией. По
санитарным
нормам предельно допус-
тимая концентрация пыли не должна
превышать 2 мг/м
3
. Транспортировка
дроби в современных установках пол-
ностью механизирована.
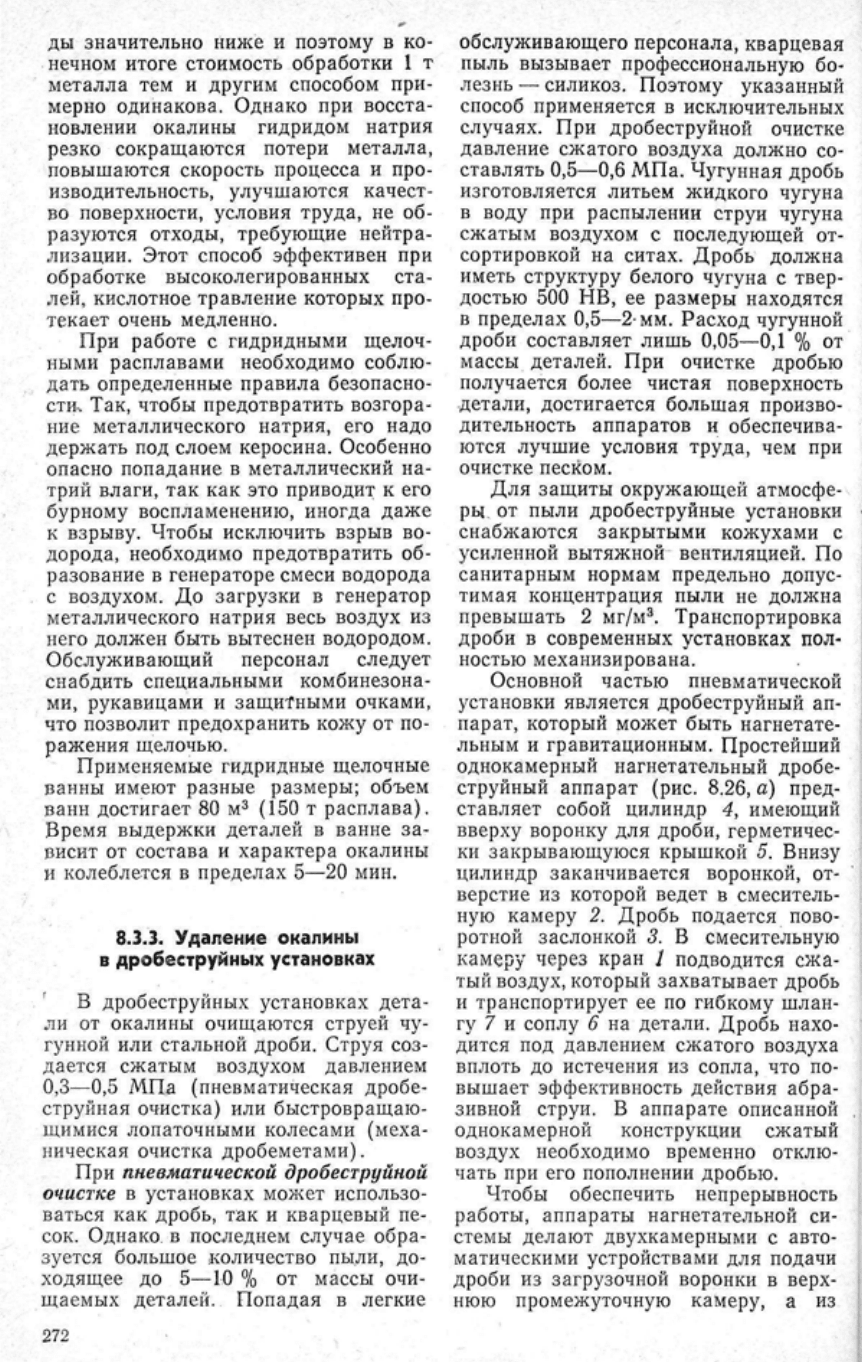
Основной
частью пневматической
установки является дробеструйный ап-
парат, который может быть нагнетате-
льным и гравитационным. Простейший
однокамерный
нагнетательный дробе-
струйный аппарат (рис. 8.26, а) пред-
ставляет собой цилиндр 4, имеющий
вверху
воронку для дроби, герметичес-
ки
закрывающуюся крышкой 5. Внизу
цилиндр
заканчивается воронкой, от-
верстие из которой
ведет
в смеситель-
ную камеру 2. Дробь подается пово-
ротной
заслонкой 3. В смесительную
камеру через кран / подводится сжа-
тый
воздух,
который захватывает дробь
и
транспортирует ее по гибкому шлан-
гу 7 и соплу 6 на детали. Дробь нахо-
дится под давлением сжатого
воздуха
вплоть до истечения из сопла, что по-
вышает эффективность действия абра-
зивной
струи. В аппарате описанной
однокамерной
конструкции сжатый
воздух
необходимо временно отклю-
чать при его пополнении дробью.
Чтобы обеспечить непрерывность
работы, аппараты нагнетательной си-
стемы
делают
двухкамерными с авто-
матическими устройствами для подачи
дроби из загрузочной воронки в
верх-
нюю промежуточную камеру, а из
272
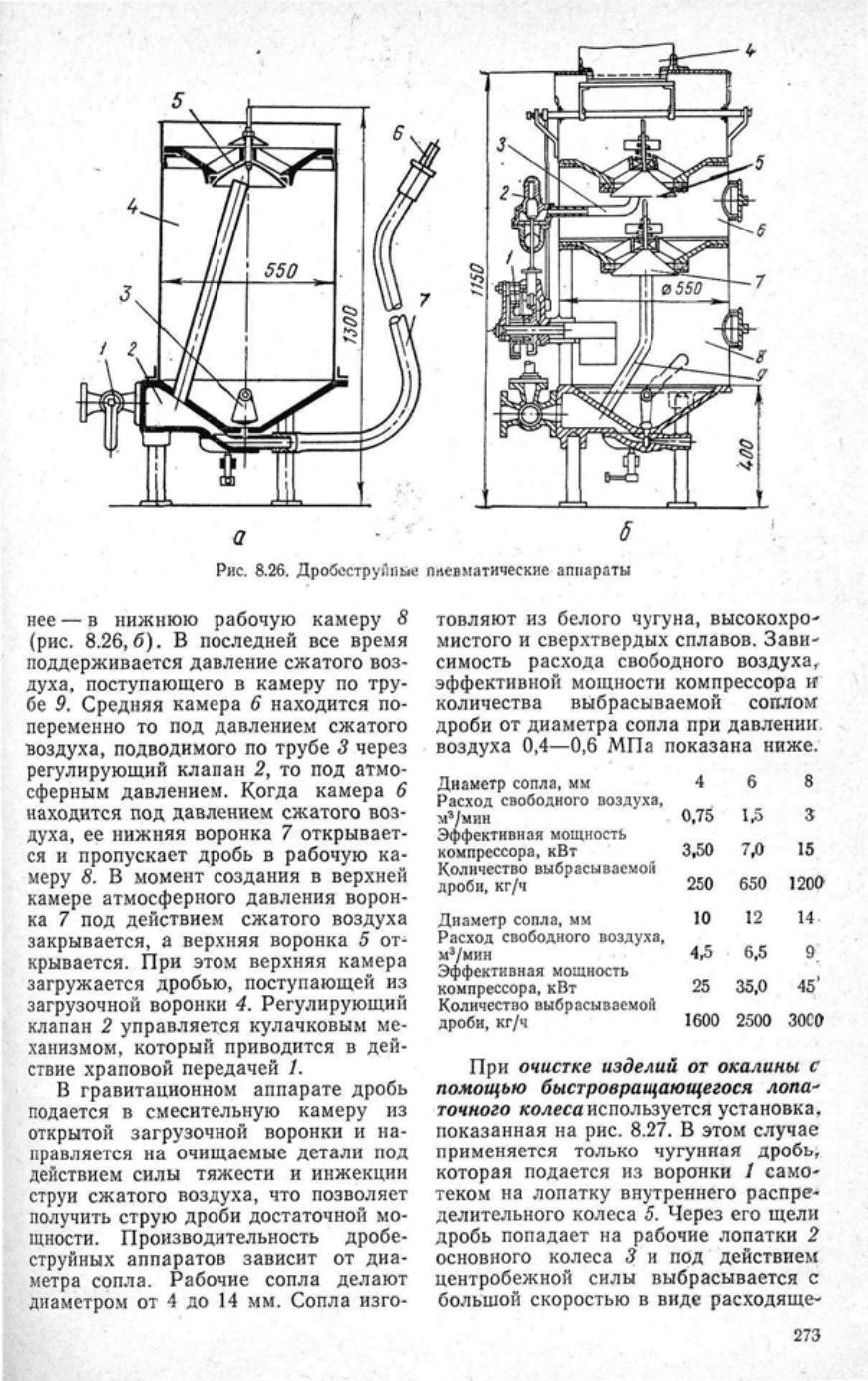
Рис.
8.26. Дробеструйные плевматические аппараты
нее — в нижнюю рабочую камеру 8
(рис.
8.26,6).
В последней все время
поддерживается давление сжатого воз-
духа,
поступающего в камеру по тру-
бе 9. Средняя камера 6 находится по-
переменно
то под давлением сжатого
воздуха,
подводимого по
трубе
3 через
регулирующий клапан 2, то под атмо-
сферным
давлением. Когда камера 6
находится под давлением сжатого воз-
духа,
ее нижняя воронка 7 открывает-
ся
и пропускает дробь в рабочую ка-
меру 8. В момент создания в верхней
камере атмосферного давления ворон-
ка
7 под действием сжатого
воздуха
закрывается, а верхняя воронка 5 от-
крывается. При этом верхняя камера
загружается дробью, поступающей из
загрузочной воронки 4. Регулирующий
клапан
2 управляется кулачковым ме-
ханизмом, который приводится в дей-
ствие храповой передачей /.
В гравитационном аппарате дробь
подается в смесительную камеру из
открытой загрузочной воронки и на-
правляется на очищаемые детали под
действием силы тяжести и инжекции
струи сжатого
воздуха,
что позволяет
получить
струю
дроби достаточной мо-
щности.
Производительность дробе-
струйных аппаратов зависит от диа-
метра сопла. Рабочие сопла
делают
диаметром от 4 до 14 мм. Сопла изго-
товляют из белого
чугуна,
высокохрО'
мистого и
сверхтвердых
сплавов. Зави-
симость расхода свободного
воздуха,,
эффективной
мощности компрессора И
количества выбрасываемой соплом
дроби от диаметра сопла при давлении,
воздуха
0,4—0,6
МПа показана ниже.
Диаметр сопла, мм
••468
Расход свободного воздуха,
м
3
/мин
Эффективная
мощность
компрессора,
кВт
Количество
выбрасываемой
дроби,
кг/ч
Диаметр сопла, мм
Расход свободного воздуха,
м
3
/мин
Эффективная
мощность
компрессора,
кВт
Количество
выбрасываемой
дроби,
кг/ч
При
очистке
изделий
от
окалины
с
помощью
быстровращающегося
лопа-*
точного
колеса
используется установка,
показанная
на рис. 8.27. В этом
случае
применяется
только чугунная дробь,
которая
подается из воронки / само*
хеком на лопатку внутреннего распре-
делительного колеса 5. Через его щели
дробь попадает на рабочие лопатки 2
основного колеса 3 и под действием
центробежной силы выбрасывается с
большой скоростью в виде расходяще-
273
0,75
3,50
250
10
4,5
25
1600
1,5
7,0
650
12
6,5
35,0
2500
15
1200
14.
9'
45'
зосо
J
4
Рис.
S.27. Дробеметыое колесо:
a — общий вид; б — разрез
гося веера. Основное колесо имеет во-
семь лопаток 2, укрепленных
между
двумя дисками 3 и 4 диаметром 500 мм,
стянутых распорными болтами 6 (пе-
редний диск условно снят). Колесу со-
общается частота вращения 40 сН,
при
этом выбрасывается до
90—100
кг
дроби в минуту. Лопатки и распреде-
лительное колесо делаются сменными,
так
как срок их .службы составляет
15—30
ч. Направление выбрасываемой
дроби может регулироваться при помо-
щи
коробки 7 распределительного ко-
леса 5. Рабочее колесо закрывается
железным кожухом, внутренняя повер-
хность которого обложена резиной.
При
механической очистке энергии
расходуется значительно меньше, а по-
верхность деталей очищается лучше,
чем при пневматической. Мощность
двигателя в описанной дробеметной
установке равна 12 кВт при частоте
вращения
23 с-
1
,
тогда
как для выбра-
сывания
того же количества дроби
(~5000
кг/ч) мощность компрессора
•при
пневматической очистке под давле-
нием
воздуха
0,4—0,6
МПа составляет
около
70 кВт.
Для облегчения
труда
и механиза-
ции
возврата дроби применяют дробе-
струйные установки различных конст-
рукций (в зависимости от размеров и
массы очищаемых деталей): камеры,
вращающиеся и проходные столы, ба-
рабаны.
Установки для очистки изделий от окали-
ны
и наклепа поверхности обозначаются индек-
сами.
Первая буква индекса указывает назна-
чение оборудования: Ч — для очистки от ока-
лины,
Н — для наклепа. Вторая буква обозна-
чает
конструктивный признак: К — камера с
вращающимся кругом, В — круглый вращаю-
щийся
стол, Г — проходная камера с горизон-
тальным конвейером, Е — камера с подвесным
конвейером,
Б — вращающийся барабан, Р —
ручная немеханизированная установка. Цифры,
стоящие за буквами через дефис, соответству-
ют рабочим размерам транспортного механиз-
ма, а через косую
черту
в знаменателе — коли-
честву
абразивных аппаратов. Например, ин-
декс
ЧГ-6.40/2
читается так: камера для очист-
ки
' от окалины с горизонтальным конвейером
шириной
6 дм и длиной 40 дм при
двух
аппа-
ратах.
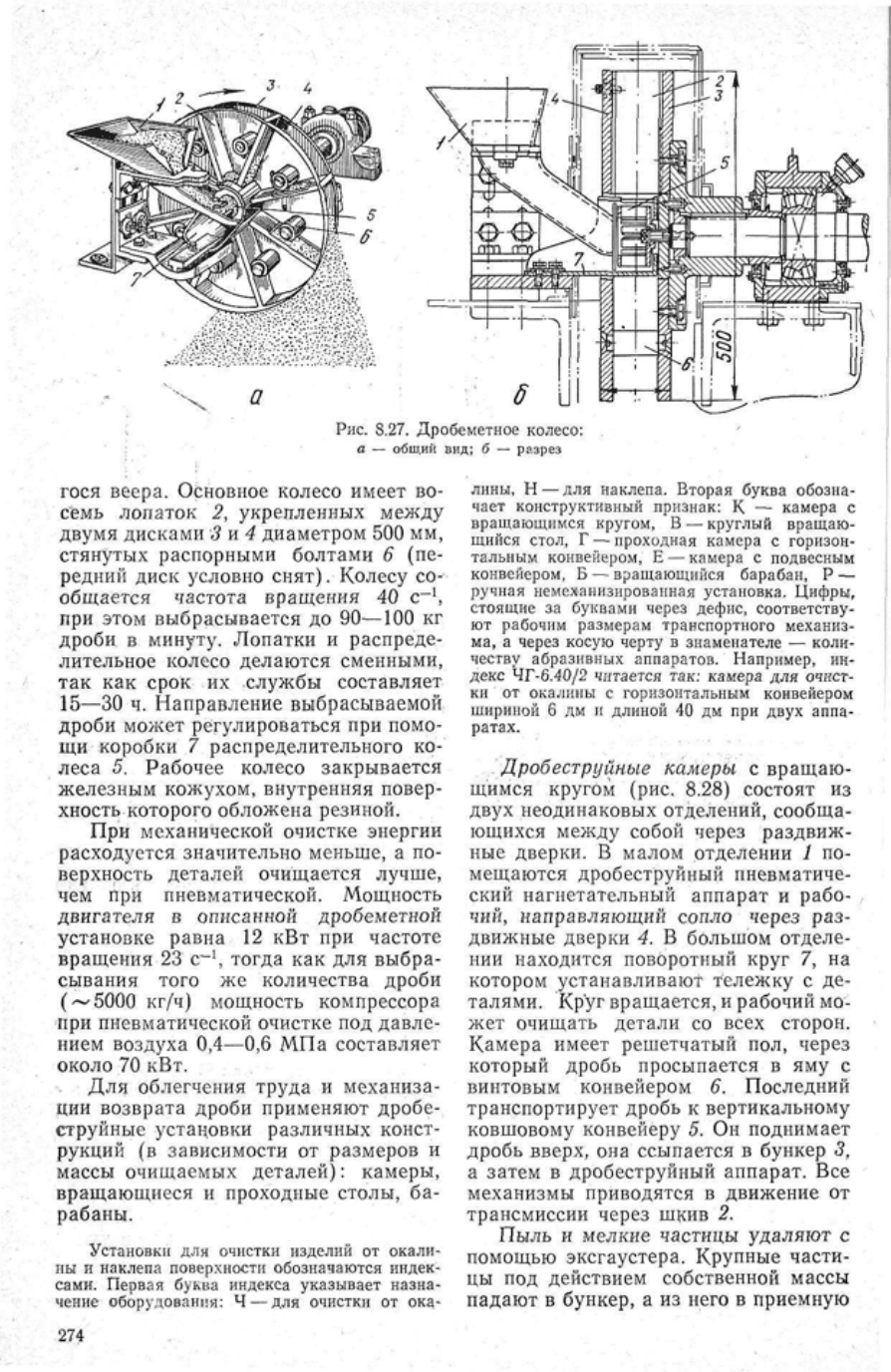
Дробеструйные
камеры
с вращаю-
щимся
кругом (рис. 8.28) состоят из
двух
неодинаковых отделений, сообща-
ющихся
между
собой через раздвиж-
ные
дверки. В малом отделении 1 по-
мещаются дробеструйный пневматиче-
ский
нагнетательный аппарат и рабо- ,.
чий,
направляющий сопло через раз-
движные дверки 4. В большом отделе-
нии
находится поворотный круг 7, на
котором устанавливают тележку с де-
талями.
Круг вращается, и рабочий мо-
жет очищать детали со
всех
сторон.
Камера
имеет решетчатый пол, через
который
дробь просыпается в яму с
винтовым конвейером 6. Последний
транспортирует дробь к вертикальному
ковшовому конвейеру 5. Он поднимает
дробь вверх, она ссыпается в бункер 3,
а затем в дробеструйный аппарат. Все
механизмы приводятся в движение от
трансмиссии
через шкив 2.
Пыль
и мелкие частицы
удаляют
с
помощью эксгаустера. Крупные части-
цы
под действием собственной массы
падают в бункер, а из него в приемную
274
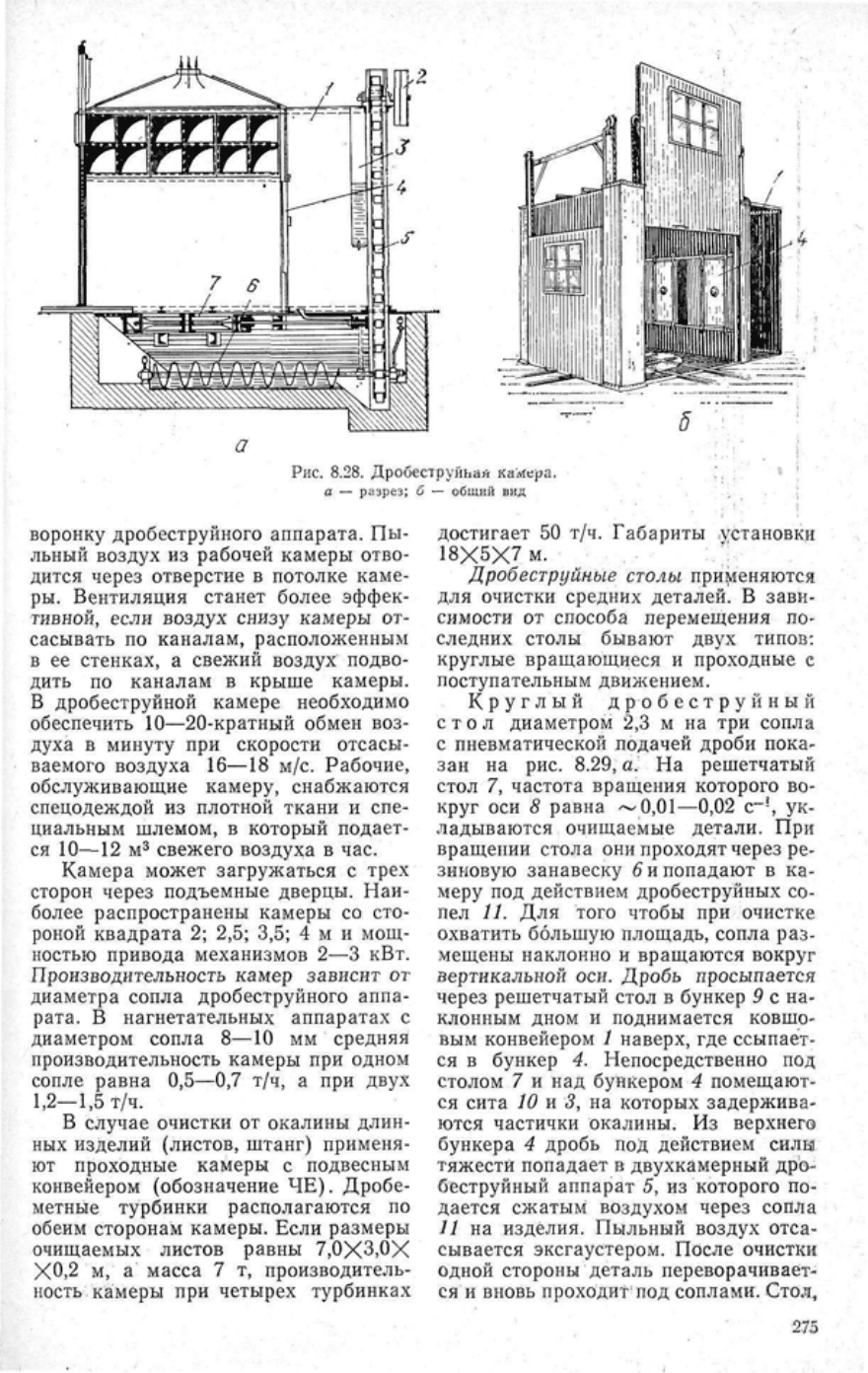
Рис.
8.28. Дробеструйная
а
—
разрез;
0 —
общий
вид
воронку дробеструйного аппарата. Пы-
льный
воздух
из рабочей камеры отво-
дится через отверстие в потолке каме-
ры.
Вентиляция станет более
эффек-
тивной,
если
воздух
снизу камеры от-
сасывать по каналам, расположенным
в
ее стенках, а свежий
воздух
подво-
дить по каналам в крыше камеры.
В дробеструйной камере необходимо
обеспечить 10—20-кратный обмен воз-
духа
в минуту при скорости отсасы-
ваемого
воздуха
16—18 м/с. Рабочие,
обслуживающие камеру, снабжаются
спецодеждой из плотной ткани и спе-
циальным
шлемом, в который подает-
ся
10—12 м
3
свежего
воздуха
в час.
Камера
может загружаться с
трех
сторон через подъемные дверцы. Наи-
более распространены камеры со сто-
роной
квадрата 2; 2,5; 3,5; 4 м и мощ-
ностью привода механизмов 2—3 кВт.
Производительность камер зависит от
диаметра сопла дробеструйного аппа-
рата. В нагнетательных аппаратах с
диаметром сопла 8—10 мм средняя
производительность камеры при одном
сопле равна
0,5—0,7
т/ч, а при
двух
1,2—1,5
т/ч.
В
случае
очистки от окалины длин-
ных изделий (листов, штанг) применя-
ют проходные камеры с подвесным
конвейером
(обозначение ЧЕ). Дробе-
метные турбинки располагаются по
обеим сторонам камеры. Если размеры
очищаемых листов равны
7,0ХЗ,0Х
Х0,2 м, а масса 7 т, производитель-
ность,
камеры при четырех турбинках
достигает 50 т/ч. Габариты установки
18X5X7
м. '.
Дробеструйные
столы
применяются
для очистки средних деталей. В зави-
симости от способа перемещения по-
следних столы бывают
двух
типов:
круглые вращающиеся и проходные с
поступательным движением.
Круглый дробеструйный
стол диаметром 2,3 м на три сопла
с пневматической подачей дроби пока-
зан
на рис. 8.29, а. На решетчатый
стол 7, частота вращения которого во-
круг оси 8 равна
—0,01—0,02
с~
!
, ук-
ладываются очищаемые детали. При
вращении
стола они проходят через ре-
зиновую занавеску б и попадают в ка-
меру под действием дробеструйных со-
пел 11. Для того чтобы при очистке
охватить большую площадь, сопла раз-
мещены наклонно и вращаются вокруг
вертикальной оси. Дробь просыпается
через решетчатый стол в бункер 9 с на-
клонным
дном и поднимается ковшо-
вым конвейером 1 наверх, где ссыпает-
ся
в бункер 4. Непосредственно под
столом 7 и над бункером 4 помещают-
ся
сита 10 и 3, на которых задержива-
ются частички окалины. Из верхнего
бункера 4 дробь под действием силы
тяжести попадает в двухкамерный дро-
беструйный аппарат 5, из которого по-
дается сжатым
воздухом
через сопла
11
на изделия. Пыльный
воздух
отса-
сывается эксгаустером. После очистки
одной
стороны деталь переворачивает-
ся
и вновь проходит
1
под соплами. Стол,
275
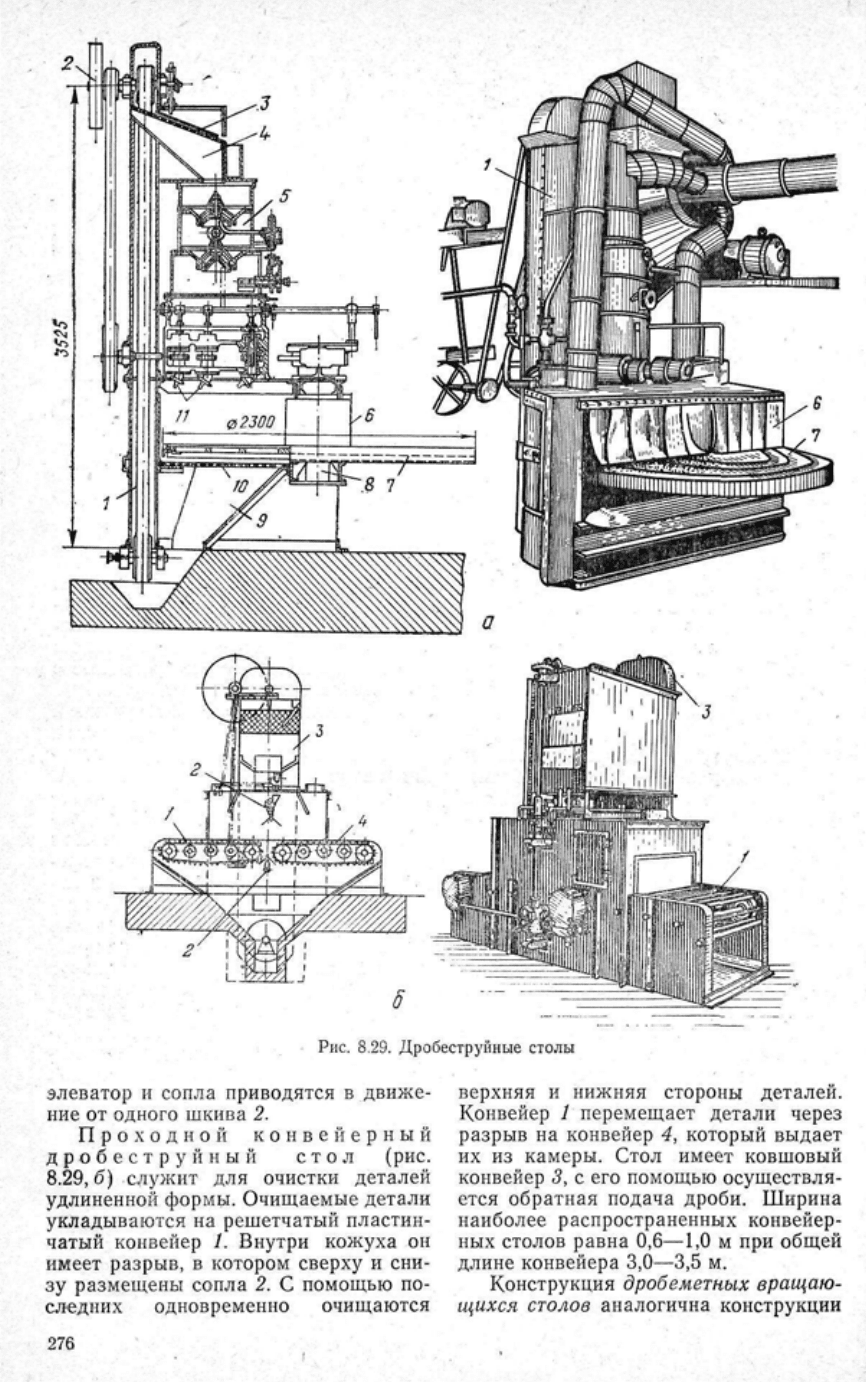
Рис.
8,29. Дробеструйные столы
элеватор и сопла приводятся в движе-
ние
от одного шкива 2.
Проходной конвейерный
дробеструйный стол (рис.
8.29, б) служит для очистки деталей
удлиненной формы. Очищаемые детали
укладываются на решетчатый пластин-
чатый конвейер 1. Внутри
кожуха
он
имеет разрыв, в котором
сверху
и сни-
зу размещены сопла 2. С помощью по-
следних одновременно очищаются
верхняя и нижняя стороны деталей.
Конвейер 1 перемещает детали через
разрыв на конвейер 4, который выдает
их из камеры. Стол имеет ковшовый
конвейер 3, с его помощью осуществля-
ется обратная подача дроби. Ширина
наиболее распространенных конвейер-
ных столов равна
0,6—1,0
м при общей
длине конвейера
3,0—3,5
м.
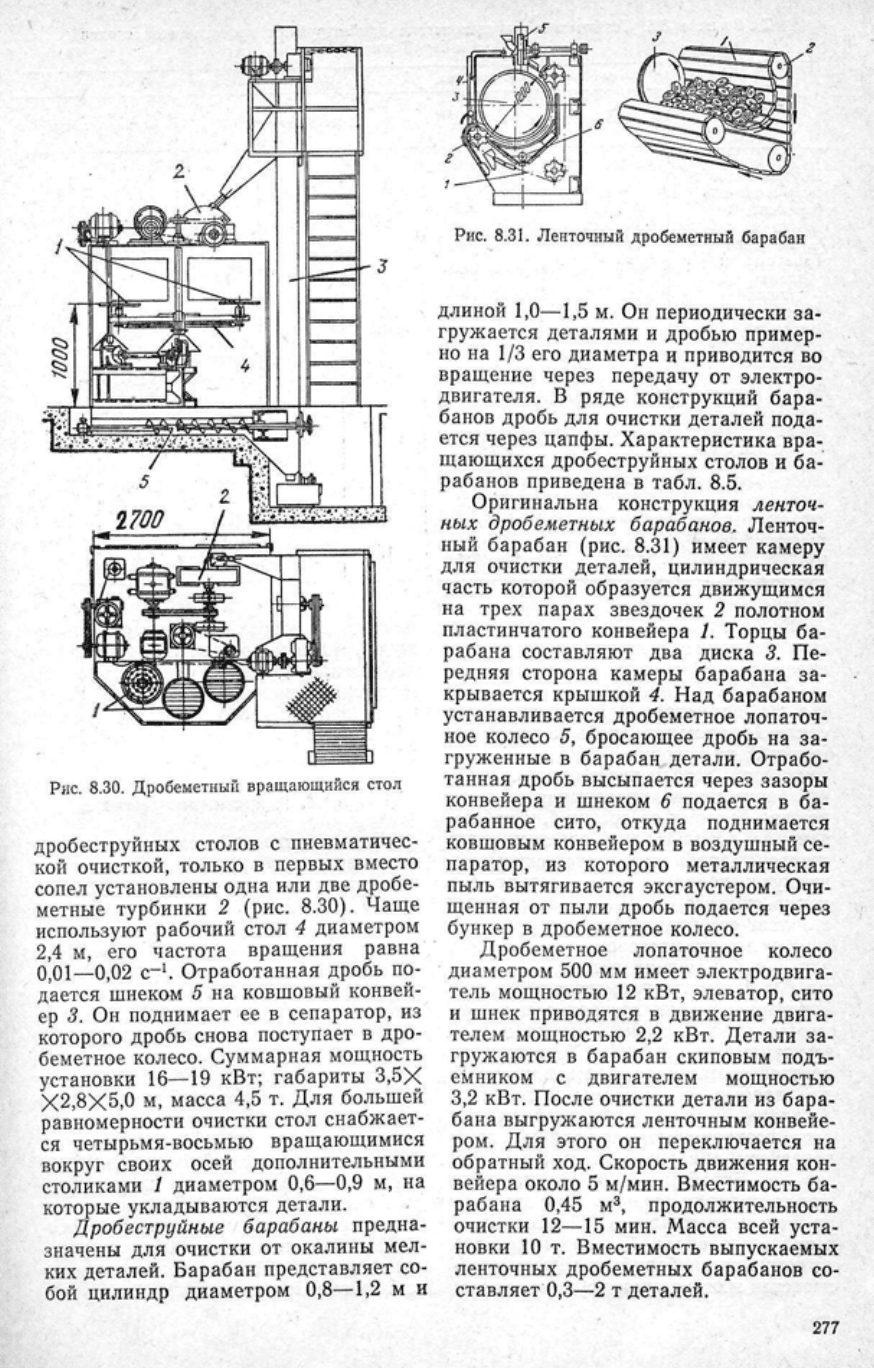
Конструкция
дробеметных
вращаю-
щихся
столов
аналогична конструкции
276
2700
i тшш^
Рис.
8.30. Дробеметный вращающийся стол
дробеструйных столов с пневматичес-
кой
очисткой, только в первых вместо
сопел установлены одна или две дробе-
метные турбинки 2 (рис.
8.30).
Чаще
используют рабочий стол 4 диаметром
2,4 м, его частота вращения равна
0,01—0,02
с-
1
. Отработанная дробь по-
дается шнеком 5 на ковшовый конвей-
ер 3. Он поднимает ее в сепаратор, из
которого дробь снова поступает в дро-
беметное колесо. Суммарная мощность
установки 16—19 кВт; габариты 3,5Х
Х2,8Х5,0
м, масса 4,5 т. Для большей
равномерности очистки стол снабжает-
ся
четырьмя-восьмъю вращающимися
вокруг своих осей дополнительными
столиками / диаметром
0,6—0,9
м, на
которые укладываются детали.
Дробеструйные
барабаны,
предна-
значены
для очистки от окалины мел-
ких деталей. Барабан представляет со-
бой цилиндр диаметром
0,8—1,2
м и
Рис.
8.31. Ленточный дробеметный барабан
длиной
1,0—1,5
м. Он периодически за-
гружается деталями и дробью пример-
но
на 1/3 его диаметра и приводится во
вращение через передачу от электро-
двигателя. В ряде конструкций бара-
банов дробь для очистки деталей пода-
ется через цапфы. Характеристика вра-
щающихся дробеструйных столов и ба-
рабанов приведена в табл. 8.5.
Оригинальна конструкция
ленточ-
ных
дробеметных
барабанов.
Ленточ-
ный
барабан (рис. 8,31) имеет камеру
для очистки деталей, цилиндрическая
часть которой образуется движущимся
на
трех
парах звездочек 2 полотном
пластинчатого конвейера 1. Торцы ба-
рабана составляют два диска 5. Пе-
редняя
сторона камеры барабана за-
крывается крышкой 4. Над барабаном
устанавливается дробеметное лопаточ-
ное
колесо 5, бросающее дробь на за-
груженные в барабан детали. Отрабо-
танная
дробь высыпается через зазоры
конвейера
и шнеком 6 подается в ба-
рабанное сито, откуда поднимается
ковшовым конвейером в воздушный се-
паратор, из которого металлическая
пыль вытягивается эксгаустером. Очи-
щенная
от пыли дробь подается через
бункер в дробеметное колесо.
Дробеметное лопаточное колесо
диаметром 500 мм имеет электродвига-
тель мощностью 12 кВт, элеватор, сито
и
шнек приводятся в движение двига-
телем мощностью 2,2 кВт. Детали за-
гружаются в барабан скиповым подъ-
емником
с двигателем мощностью
3,2 кВт. После очистки детали из бара-
бана выгружаются ленточным конвейе-
ром.
Для этого он переключается на
обратный ход. Скорость движения кон-
вейера около 5 м/мин. Вместимость ба-
рабана 0,45 м
3
, продолжительность
очистки
12—15 мин. Масса всей
уста-
новки
10 т. Вместимость выпускаемых
ленточных дробеметных барабанов со-
ставляет
0,3—2
т деталей.
277
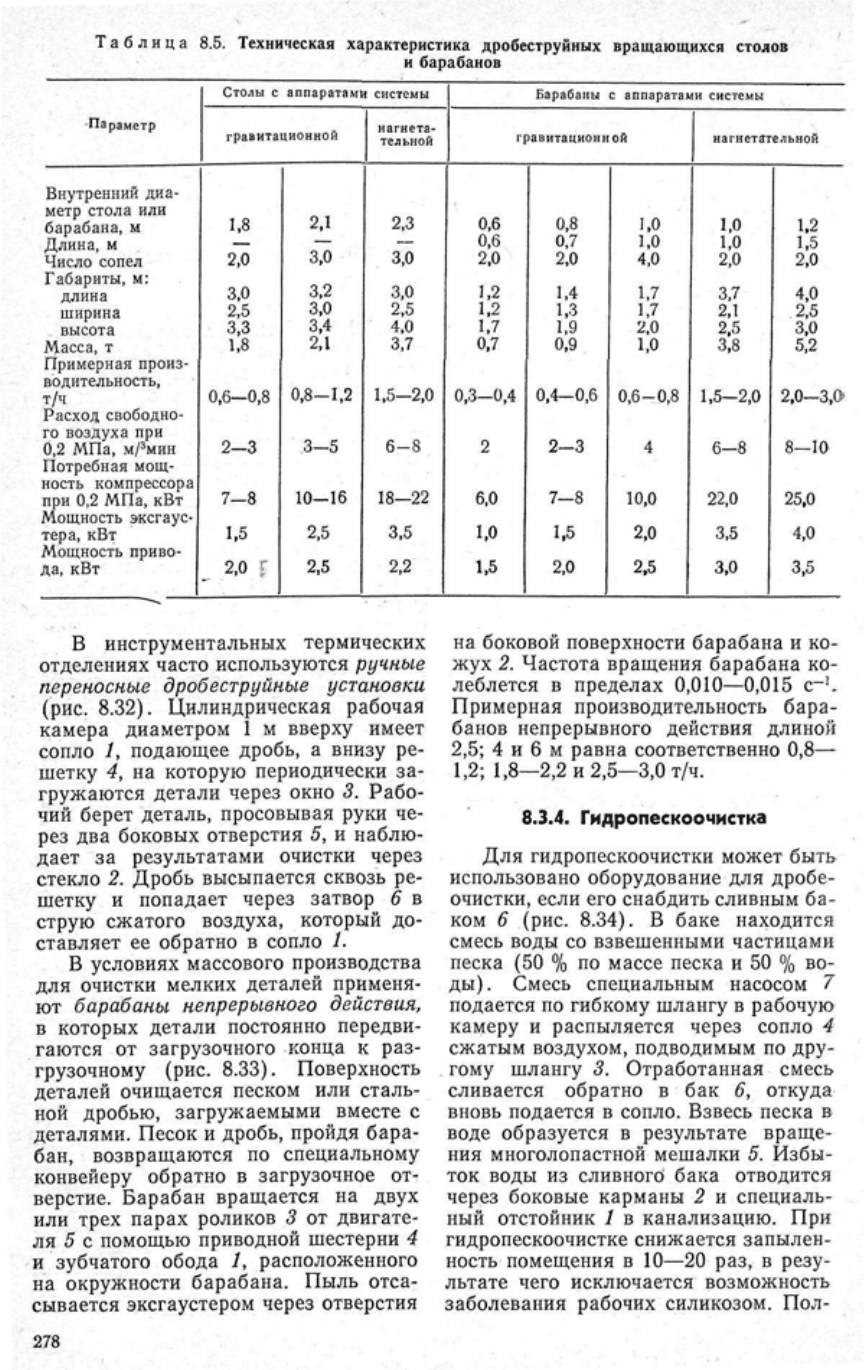
Таблица
8.5.
Техническая характеристика дробеструйных вращающихся столов
и барабанов
• -Параметр
Внутренний
дна-
метр
стола
или
барабана,
м
Длина,
м
Число сопел
Габариты,
м:
длина
ширина
высота
Масса,
т
Примерная произ-
водительность,
т/ч
Расход
свободно-
го
воздуха
при
0,2 МПа, м/
3
иин
Потребная
мощ-
ность компрессора
при
0,2
МПа,
кВт
Мощность эксгаус-
тера,
кВт
Мощность приво-
да,
кВт
Столы
с
аппаратам!
гравитационной
1,8
—
2,0
3,0
2,5
3,3
1,8
0,6—0,8
2-3
7-8
1,5
2,0
V
2,1
—
3,0
3,2
3,0
3,4
2,1
0,8-1,2
3—5
10-16
2,5
2,5
системы
нагнета-
тельной
2,3
—
3,0
3,0
2,5
4,0
3,7
1,5-2,0
6-8
18—22
3,5
2,2
Барабаны
с аппаратами системы
гравитационной
0,6
0,6
2,0
1,2
1,2
1,7
0,7
0,3-0,4
2
6,0
1,0
1,5
0,8
0,7
2,0
1,4
1,3
1,9
0,9
0,4-0,6
9
"}
л——и
7—8
1,5
2,0
1,0
1.0
4,0
1.7
1,7
2,0
1,0
0,6-0,8
4
10,0
2,0
2,5
нагнетательной
1,0
1,0
2,0
3,7
2,1
2,5
3,8
1,5-2,0
6-8
22,0
3,5
3,0
1,2
1,5
2,0
4,0
2,5
3,0
5,2
2,0—3,0
8—10
25,0
4,0
3,5
В инструментальных термических
отделениях часто используются
ручные
переносные
дробеструйные
установки
(рис.
8.32).
Цилиндрическая рабочая
камера диаметром
1 м
вверху
имеет
сопло
1,
подающее дробь,
а
внизу
ре-
шетку
4, на
которую периодически
за-
гружаются детали через окно
3.
Рабо-
чий
берет деталь, просовывая руки
че-
рез
два
боковых отверстия
5, и
наблю-
дает
за
результатами очистки через
стекло
2.
Дробь высыпается сквозь
ре-
шетку
и
попадает через затвор
6 в
струю сжатого
воздуха,
который
до-
ставляет
ее
обратно
в
сопло
1.
В условиях массового производства
для очистки мелких деталей применя-
ют
барабаны
непрерывного
действия,
в
которых детали постоянно передви-
гаются
от
загрузочного конца
к раз-
грузочному
(рис.
8.33).
Поверхность
деталей очищается песком
или
сталь-
ной
дробью, загружаемыми вместе
с
деталями. Песок
и
дробь, пройдя бара-
бан,
возвращаются
по
специальному
конвейеру обратно
в
загрузочное
от-
верстие. Барабан вращается
на
двух
или
трех парах роликов
3 от
двигате-
ля
5 с
помощью приводной шестерни
4
и
зубчатого обода
/,
расположенного
на
окружности барабана. Пыль отса-
сывается эксгаустером через отверстия
на
боковой поверхности барабана
и
ко-
жух
2.
Частота вращения барабана
ко-
леблется
в
пределах
0,010—0,015
с-
1
.
Примерная
производительность бара-
банов непрерывного действия длиной
2,5;
4 и 6 м
равна соответственно
0,8—
1,2;
1,8—2,2
и
2,5—3,0
т/ч.
8.3.4.
Гидропескоочистка
Для гидропескоочистки может быть
использовано оборудование
для
дробе-
очистки,
если
его
снабдить сливным
ба-
ком
6
(рис.
8.34).
В
баке находится
смесь воды
со
взвешенными частицами
песка
(50 % по
массе песка
и 50 % во-
ды)
.
Смесь специальным насосом
7
подается
по
гибкому шлангу
в
рабочую
камеру
и
распыляется через сопло
4
сжатым воздухом, подводимым
по дру-
.
гому шлангу
3.
Отработанная смесь
сливается обратно
в бак 6,
откуда
вновь
подается
в
сопло. Взвесь песка
в
воде образуется
в
результате враще-
ния
многолопастной мешалки
5.
Избы-
ток
воды
из
сливного бака отводится
через боковые карманы
2 и
специаль-
ный
отстойник
/ в
канализацию.
При
гидропескоочистке снижается запылен-
ность помещения
в
10—20
раз,
в
резу-
льтате чего исключается возможность
заболевания рабочих силикозом.
Пол-
278
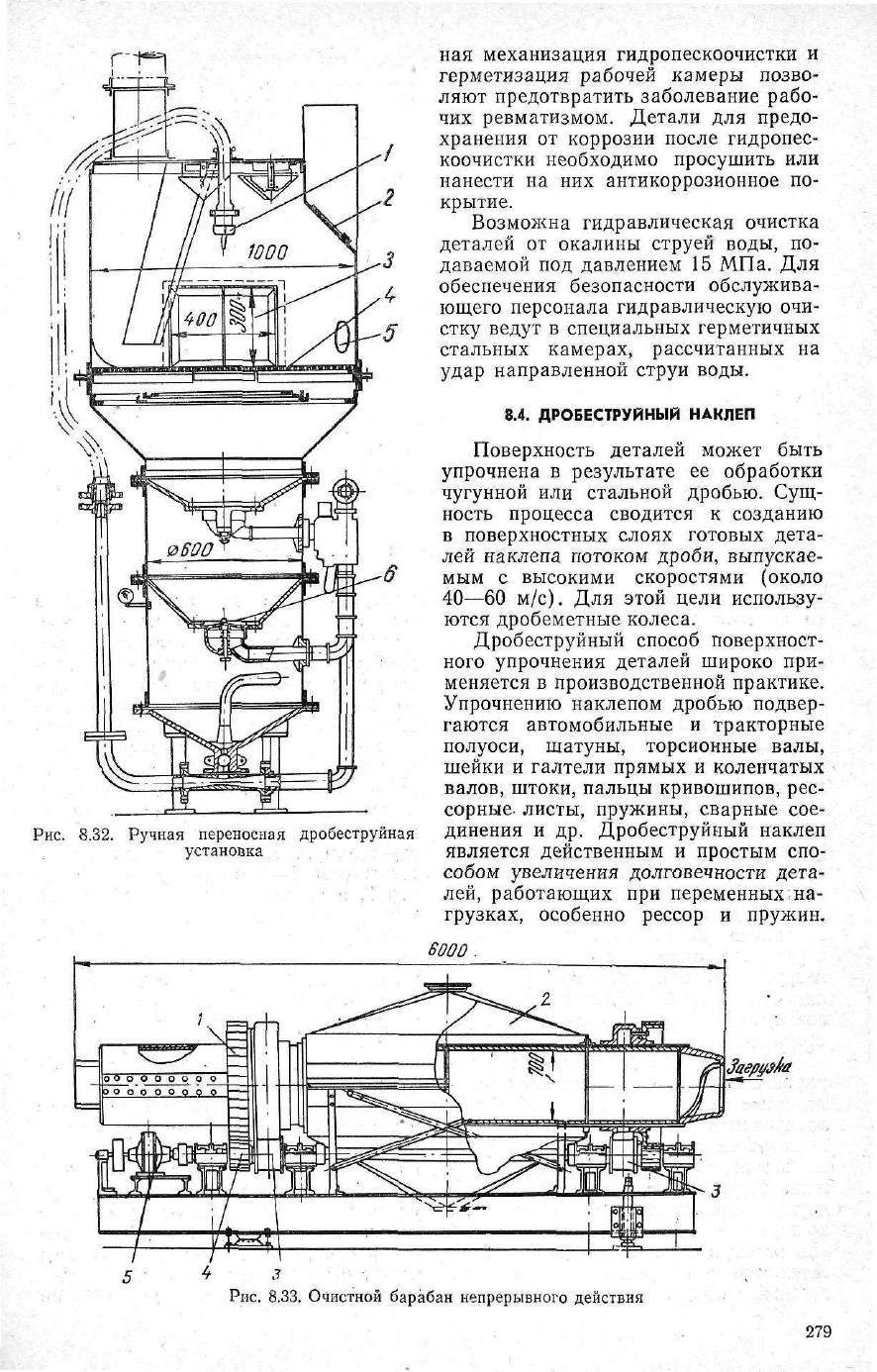
Рис.
8.32. Ручная переносная
дробеструйная
установка
. • . •
ная
механизация гидропескоочистки и
герметизация рабочей камеры позво-
ляют предотвратить заболевание рабо-
чих ревматизмом. Детали для предо-
хранения от коррозии после гидропес-
коочистки
необходимо просушить или
нанести
на них антикоррозионное по-
крытие.
Возможна гидравлическая очистка
деталей от окалины струей воды, по-
даваемой под давлением 15 МПа. Для
обеспечения безопасности обслужива-
ющего персонала гидравлическую очи-
стку
ведут
в специальных герметичных
стальных камерах, рассчитанных на
удар
направленной струи воды.
8.4.
ДРОБЕСТРУЙНЫЙ
НАКЛЕП
Поверхность деталей может быть
упрочнена в
результате
ее обработки
чугунной или стальной дробью. Сущ-
ность процесса сводится к созданию
в
поверхностных слоях готовых
дета-
лей наклепа потоком дроби, выпускае-
мым с высокими скоростями (около
40—60
м/с). Для этой цели использу-
ются дробеметные колеса.
Дробеструйный способ поверхност-
ного упрочнения деталей широко при-
меняется
в производственной практике.
Упрочнению наклепом дробью подвер-
гаются автомобильные и тракторные
полуоси, шатуны, торсионные валы,
шейки
и галтели прямых и коленчатых
валов, штоки, пальцы кривошипов, рес-
сорные-
листы, пружины, сварные сое-
динения
и др. Дробеструйный наклеп
является действенным и простым спо-
собом увеличения долговечности
дета-
лей,
работающих при переменных на-
грузках,
особенно рессор и пружин.
6000
;
Рис.
8.33. (диетной
барабан
непрерывного действия
279
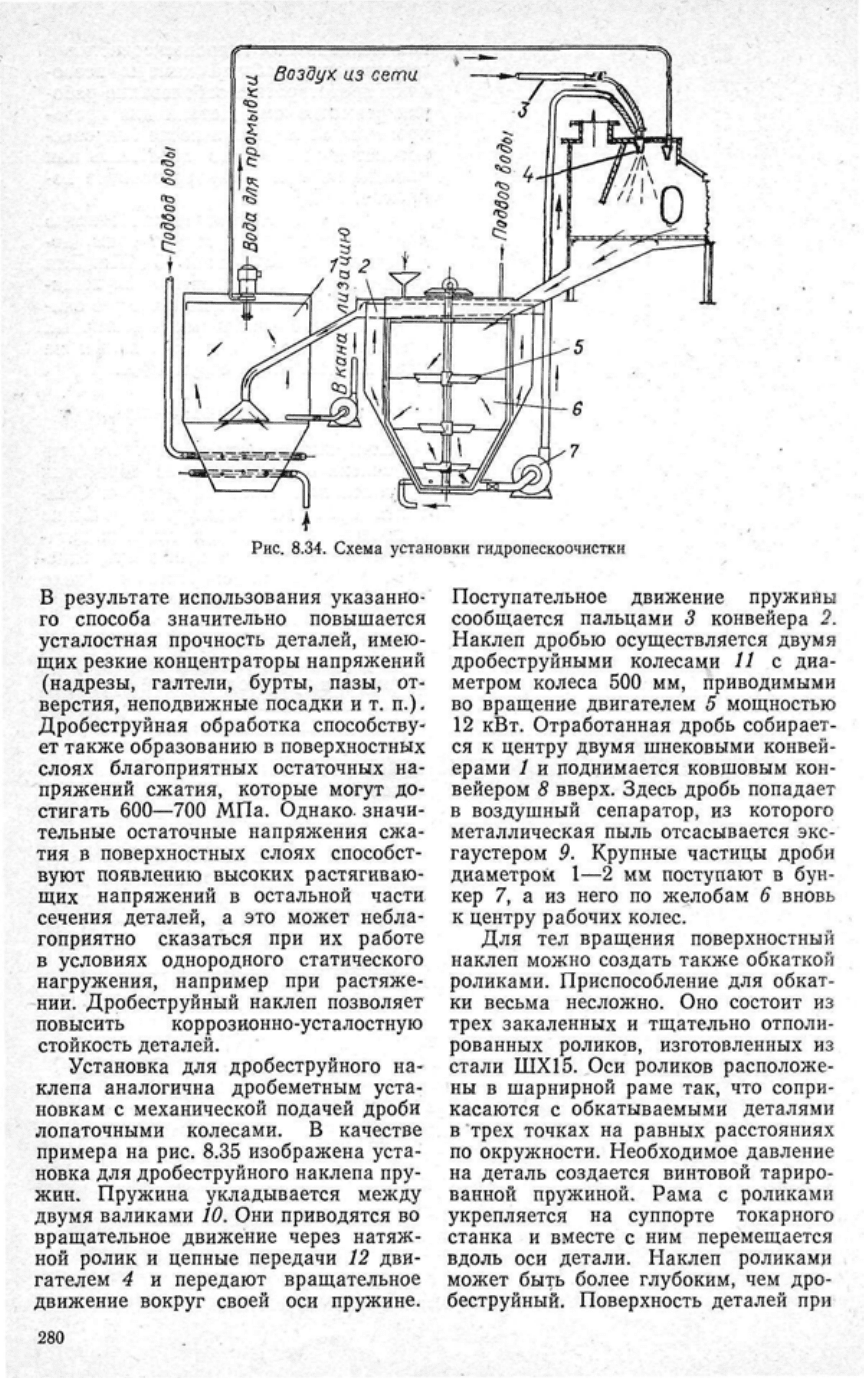
Рис.
8.34. Схема установки гидропескоочистки
В
результате
использования указанно-
го способа значительно повышается
усталостная прочность деталей, имею-
щих резкие концентраторы напряжений
(надрезы, галтели, бурты, пазы, от-
верстия, неподвижные посадки и т. п.).
Дробеструйная обработка способству-
ет также образованию в поверхностных
слоях благоприятных остаточных на-
пряжений
сжатия, которые
могут
до-
стигать
600—700
МПа. Однако- значи-
тельные остаточные напряжения сжа-
тия
в поверхностных слоях способст-
вуют
появлению высоких растягиваю-
щих напряжений в остальной части
сечения
деталей, а это может небла-
гоприятно
сказаться при их работе
в
условиях однородного статического
нагружения, например при растяже-
нии.
Дробеструйный наклеп позволяет
повысить коррозконно-усталостную
стойкость деталей.
Установка для дробеструйного на-
клепа аналогична дробеметным
уста-
новкам
с механической подачей дроби
лопаточными колесами. В качестве
примера на рис. 8.35 изображена
уста-
новка
для дробеструйного наклепа пру-
жин.
Пружина укладывается
между
двумя валиками 10. Они приводятся во
вращательное движение через натяж-
ной
ролик и цепные передачи 12 дви-
гателем 4 и передают вращательное
движение вокруг своей оси пружине.
Поступательное движение пружины
сообщается пальцами 3 конвейера 2.
Наклеп
дробью осуществляется двумя
дробеструйными колесами И с диа-
метром колеса 500 мм, приводимыми
во вращение двигателем 5 мощностью
12 кВт. Отработанная дробь собирает-
ся
к центру двумя шнековыми конвей-
ерами / и поднимается ковшовым кон-
вейером 8 вверх. Здесь дробь попадает
в
воздушный сепаратор, из которого
металлическая пыль отсасывается экс-
гаустером 9. Крупные частицы дроби
диаметром 1—2 мм поступают в бун-
кер
7, а из него по желобам 6 вновь
к
центру рабочих колес.
Для тел вращения поверхностный
наклеп
можно создать также обкаткой
роликами.
Приспособление для обкат-
ки
весьма несложно. Оно состоит из
трех
закаленных и тщательно отполи-
рованных роликов, изготовленных из
стали ШХ15. Оси роликов расположе-
ны
в шарнирной раме так, что сопри-
касаются с обкатываемыми деталями
в
трех
точках на равных расстояниях
по
окружности. Необходимое давление
на
деталь создается винтовой тариро-
ванной
пружиной. Рама с роликами
укрепляется на суппорте токарного
станка и вместе с ним перемещается
вдоль оси детали. Наклеп роликами
может быть более глубоким, чем дро-
беструйный. Поверхность деталей при
280