Соколов К.Н. Оборудование термических цехов
Подождите немного. Документ загружается.

углероженного
и
закаленного слоев
применяют магнитные методы нераз-
рушающего контроля.
Магнитные методы определения
твердости а структуры. При
помощи
магнитных методов можно проводить
сплошной
контроль твердости
и
струк-
туры
деталей
и
заготовок
без
малейшей
их порчи, затрачивая минимум време-
ни.
Указанные методы основаны
на за-
висимости магнитных свойств
от
твер-
дости
и
структуры
ряда марок сталей.
Наиболее широко применяются такие
магнитные методы: коэрцитивной силы
(магнитной «жесткости»), измерения
магнитной индукции
и
электромагнит-
ные.
При
использовании
метода
коэр-
цитивной
силы
применяются коэрцити-
метры разных конструкций.
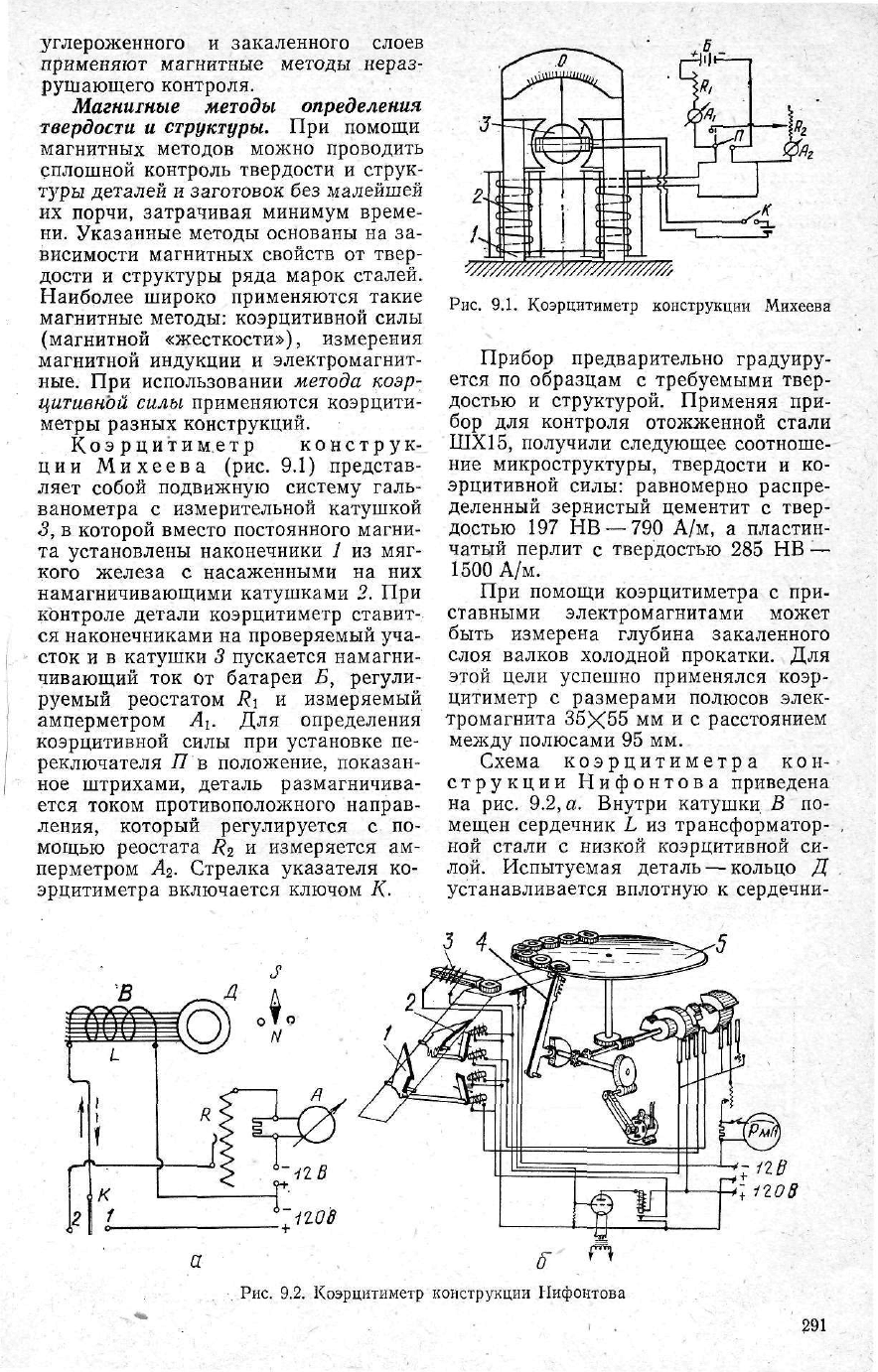
Коэ
рцитим.етр конструк-
ции
Михеева
(рис. 9.1)
представ-
ляет собой подвижную систему галь-
ванометра
с
измерительной катушкой
3,
в
которой вместо постоянного магни-
та установлены наконечники
1 из мяг-
кого железа
с
насаженными
на них
намагничивающими катушками
2. При
контроле детали коэрцитиметр ставит-
ся
наконечниками
на
проверяемый
уча-
сток
и в
катушки
3
пускается намагни-
чивающий
ток от
батареи
Б,
регули-
руемый реостатом
R\ и
измеряемый
амперметром
А\. Для
определения
коэрцитивной
силы
при
установке
пе-
реключателя
Яв
положение, показан-
ное штрихами,
деталь
размагничива-
ется током противоположного направ-
ления,
который
регулируется
с по-
мощью реостата
R
2
и
измеряется
ам-
перметром
Л
2
.
Стрелка указателя
ко-
эрцнтиметра включается ключом
К.
Рис.
9.1.
Коэрцитиметр
конструкции
Михеева
Прибор
предварительно
градуиру-
ется
по
образцам
с
требуемыми твер-
достью
и
структурой. Применяя
при-
бор
для
контроля отожженной стали
ШХ15, получили
следующее
соотноше-
ние
микроструктуры, твердости
и ко-
эрцитивной
силы: равномерно распре-
деленный зернистый цементит
с
твер-
достью
197
НВ
—790
А/м, а
пластин-
чатый перлит
с
твердостью
285
НВ
—
1500
А/м.
При
помощи коэрцитиметра
с при-
ставными электромагнитами может
быть измерена глубина закаленного
слоя валков холодной прокатки.
Для
этой
цели успешно применялся
коэр-
цитиметр
с
размерами полюсов элек-
тромагнита
35Х&5
мм и с
расстоянием
между
полюсами
95 мм.
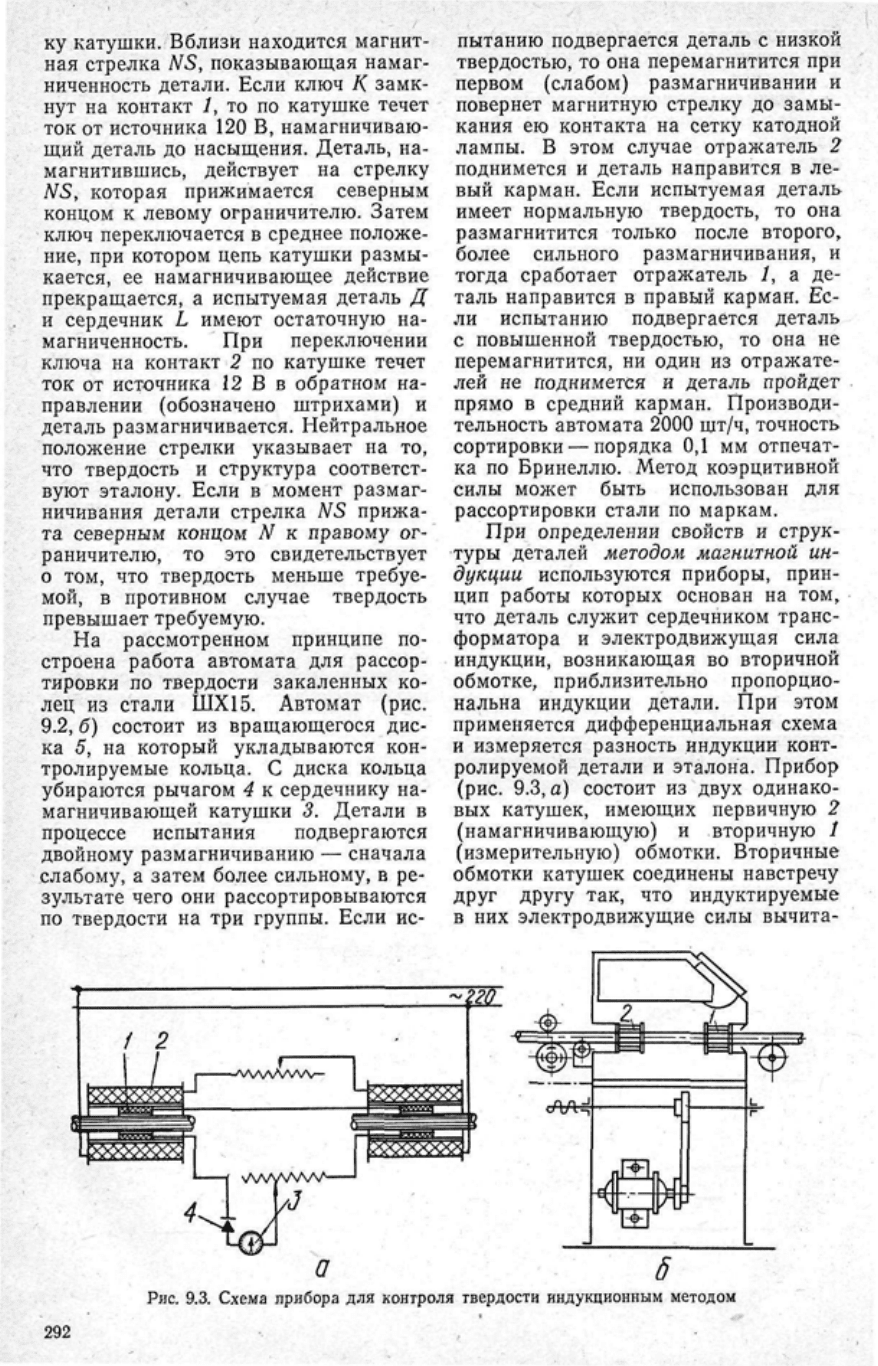
Схема коэрцитиметра
кон-
струкции Нифонтова приведена
на
рис. 9.2, а.
Внутри катушки
В по-
мещен сердечник
L из
трансформатор-
ной
стали
с
низкой коэрцитивной
си-
лой.
Испытуемая
деталь
—
кольцо
Д
устанавливается вплотную
к
сердечни-
Рис.
9.2.
Коэрцитиметр
конструкции
Нифонтова
;
нов
291
ку катушки. Вблизи находится магнит-
ная
стрелка MS, показывающая намаг-
ниченность детали. Если ключ К замк-
нут на контакт 1, то по катушке
течет
ток от источника 120 В, намагничиваю-
щий
деталь до насыщения. Деталь, на-
магнитившись,
действует
на стрелку
NS,
которая прижимается северным
концом
к левому ограничителю. Затем
•
ключ переключается в среднее положе-
ние,
при котором цепь катушки размы-
кается, ее намагничивающее действие
прекращается, а испытуемая деталь Д
и
сердечник L имеют остаточную на-
магниченность. При переключении
ключа на контакт 2 по катушке
течет
ток от источника 12 В в обратном на-
правлении (обозначено штрихами) и
деталь размагничивается. Нейтральное
положение стрелки указывает на то,
что твердость и
структура
соответст-
вуют
эталону. Если в момент размаг-
ничивания
детали стрелка NS прижа-
та северным концом N к правому ог-
раничителю, то это свидетельствует
о том, что твердость меньше требуе-
мой,
в противном
случае
твердость
превышает
требуемую.
На
рассмотренном принципе по-
строена работа автомата для рассор-
тировки по твердости закаленных ко-
лец из стали ШХ15.
Автомат
(рис.
9.2, б) состоит из вращающегося дис-
ка
5, на который укладываются кон-
тролируемые кольца. С диска кольца
убираются рычагом 4 к сердечнику на-
магничивающей катушки 3. Детали в
процессе испытания подвергаются
двойному размагничиванию — сначала
слабому, а затем более сильному, в ре-
зультате
чего они рассортировываются
по
твердости на три группы. Если ис-
пытанию подвергается деталь с низкой
твердостью, то она перемагнитится при
первом (слабом) размагничивании и
повернет магнитную стрелку до замы-
кания
его контакта на сетку катодной
лампы. В этом
случае
отражатель 2
поднимется и деталь направится в ле-
вый карман. Если испытуемая деталь
имеет нормальную твердость, то она
размагнитится только после второго,
более сильного размагничивания, и
тогда
сработает отражатель /, а де-
таль направится в правый карман. Ес-
ли испытанию подвергается деталь
с повышенной твердостью, то она не
перемагнитится, ни один из отражате-
лей не поднимется и деталь пройдет
прямо в средний карман. Производи-
тельность автомата
2000
шт/ч, точность
сортировки — порядка 0,1 мм отпечат-
ка
по Бринеллю. Метод коэрцитивной
силы может быть использован для
рассортировки стали по маркам.
При
определении свойств и струк-
туры
деталей
методом
магнитной
ин-
дукции
используются приборы,
прин-
цип
работы которых основан на том,
что деталь служит сердечником транс-
форматора и электродвижущая сила
индукции, возникающая во вторичной
обмотке, приблизительно пропорцио-
нальна индукции детали. При этом
применяется дифференциальная схема
и
измеряется разность индукции конт-
ролируемой детали и эталона. Прибор
(рис.
9.3, а) состоит из
двух
одинако-
вых катушек, имеющих первичную 2
(намагничивающую) и вторичную /
(измерительную) обмотки. Вторичные
обмотки катушек соединены навстречу
друг
другу
так, что индуктируемые
в них электродвижущие силы вычита-
а
б
Рис.
9.3. Схема прибора для контроля твердости индукционным методом
292
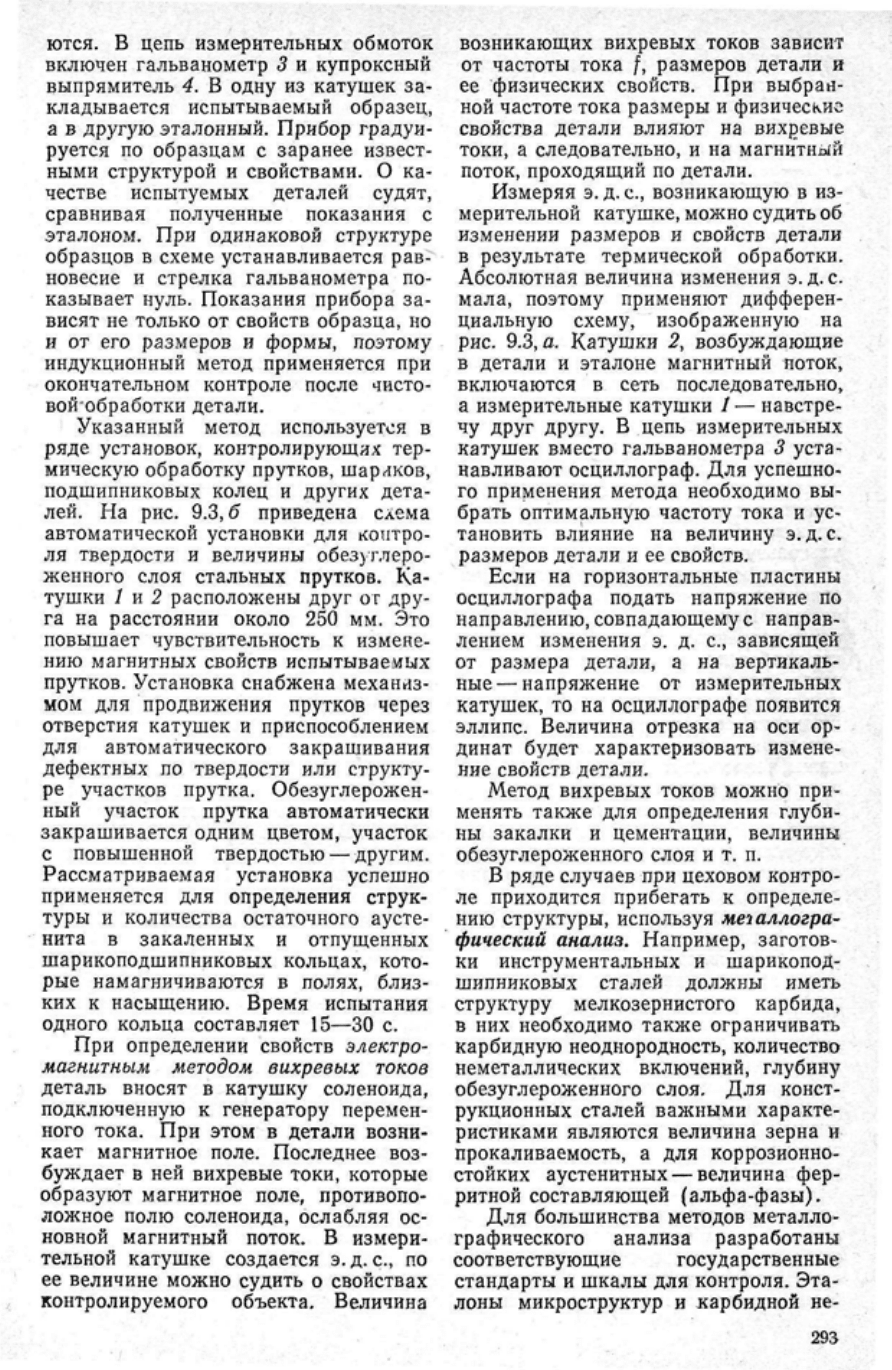
ются. В цепь измерительных обмоток
включен гальванометр 3 и купроксный
выпрямитель 4. В одну из катушек за-
кладывается испытываемый образец,
а в
другую
эталонный. Прибор градуи-
руется по образцам с заранее извест-
ными
структурой и свойствами. О ка-
честве испытуемых деталей
судят,
сравнивая
полученные показания с
эталоном.
При одинаковой
структуре
образцов в
схеме
устанавливается рав-
новесие и стрелка гальванометра по-
казывает нуль. Показания прибора за-
висят не только от свойств образца, но
и
от его размеров и формы, поэтому
индукционный
метод применяется при
окончательном контроле после qucTo-
вой'обработки детали.
Указанный метод используется в
ряде установок, контролирующих тер-
мическую обработку прутков, шариков,
подшипниковых
колец и
других
дета-
лей.
На рис. 9.3,6 приведена схема
автоматической установки для контро-
ля
твердости и величины обезуглеро-
женного слоя стальных прутков. Ка-
тушки / и 2 расположены
друг
от дру-
га на расстоянии около 250 мм. Это
повышает чувствительность к измене-
нию
магнитных свойств испытываемых
прутков. Установка снабжена механиз-
мом для продвижения прутков через
отверстия катушек и приспособлением
для автоматического закрашивания
дефектных по твердости или
структу-
ре участков прутка. Обезуглерожен-
ный
участок прутка автоматически
закрашивается одним цветом, участок
с повышенной твердостью — другим.
Рассматриваемая установка успешно
применяется
для определения струк-
туры
и количества остаточного аусте-
нита
в закаленных и отпущенных
шарикоподшипниковых
кольцах, кото-
рые намагничиваются в полях, близ-
ких к насыщению. Время испытания
одного кольца составляет
15—30
с.
При
определении свойств
электро-
магнитным
методом
вихревых
токов
деталь вносят в катушку соленоида,
подключенную к генератору перемен-
ного тока. При этом в детали возни-
кает магнитное поле. Последнее воз-
буждает
в ней вихревые токи, которые
образуют магнитное поле, противопо-
ложное полю соленоида, ослабляя ос-
новной
магнитный поток. В измери-
тельной катушке создается э.д. с, по
ее величине можно судить о свойствах
контролируемого объекта. Величина
возникающих вихревых токов зависит
от частоты тока f, размеров детали и
ее физических свойств. При выбран-
ной
частоте тока размеры и физические
свойства детали влияют на вихревые
токи,
а следовательно, и на магнитный
поток,
проходящий по детали.
Измеряя
э.д.с, возникающую в из-
мерительной катушке, можно судить об
изменении
размеров и свойств детали
в
результате
термической обработки.
Абсолютная величина изменения э.д.с.
мала, поэтому применяют дифферен-
циальную
схему,
изображенную на
рис.
9.3, а. Катушки 2, возбуждающие
в
детали и эталоне магнитный поток,
включаются в сеть последовательно,
а измерительные катушки 1 — навстре-
чу
друг
другу.
В цепь измерительных
катушек вместо гальванометра 3
уста-
навливают осциллограф. Для успешно-
го применения метода необходимо вы-
брать оптимальную частоту тока и ус-
тановить влияние на величину э.д.с.
размеров детали и ее свойств.
Если
на горизонтальные пластины
осциллографа подать напряжение по
направлению,
совпадающему с направ-
лением изменения э. д. с, зависящей
от размера детали, а на вертикаль-
ные—
напряжение от измерительных
катушек, то на осциллографе появится
эллипс.
Величина отрезка на оси ор-
динат
будет
характеризовать измене-
ние
свойств детали.
Метод вихревых токов можно при-
менять
также для определения глуби-
ны
закалки и цементации, величины
обезуглероженного слоя и т. п.
В ряде случаев при цеховом контро-
ле приходится прибегать к определе-
нию
структуры, используя
мечаллогра-
фическай
анализ.
Например, заготов-
ки
инструментальных и шарикопод-
шипниковых
сталей должны иметь
структуру
мелкозернистого карбида,
в
них необходимо также ограничивать
карбидную неоднородность, количество
неметаллических включений, глубину
обезуглероженного слоя. Для конст-
рукционных сталей важными характе-
ристиками
являются величина зерна и
прокаливаемость, а для коррозионно-
стойких аустенитных — величина фер-
ритной
составляющей (альфа-фазы).
Для большинства методов металло-
графического анализа разработаны
соответствующие государственные
стандарты и шкалы для контроля. Эта-
лоны
микроструктур и карбидной не-
293
однородности приводятся в
ГОСТ
8233—56;
методы определения неме-
таллических включений —в ГОСТ
1778—70;
величины зерна — в ГОСТ
5639—65
и ГОСТ
21073—75;
глубины
обезуглероженного слоя — в ГОСТ
1763—68,
прокаливаемости стали —
в
ГОСТ
5657—69,
методы испытаний и
оценки
макроструктуры — в ГОСТ
10243—75.
9.2.
МЕТОДЫ
НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
ТРЕЩИН,
РАКОВИН,
ПУСТОТ
. Методы неразрушающего контроля
классифицируются в зависимости от
физических явлений, положенных в их
основу. '
В термических
цехах
для обнару-
жения пороков в деталях без их раз-
рушения наиболее широко использу-
ются такие методы: магнитной дефек-
тоскопии,
просвечивания рентгеновски-
ми
и гамма-лучами, люминесцентный,
ультразвуковой.
Методы
магнитной
дефектоскопии
отличаются достаточно высокой точ-
ностью. При использовании для изме-
рения
затрачивается минимум времени,
что удобно для массового контроля ка-
чества продукции. С помощью указан-
ных методов выявляют дефекты, выхо-
дящие на поверхность детали и зале-
гающие на небольшой ее глубине (тре-
щины,
волосовины, флокены, шлаковые
включения, непровары сварного шва).
Магнитная дефектоскопия основана на
определении полей рассеяния магнит-
ного потока имеющимися в детали де-
фектами. Если сплошность металла
разорвана, то при намагничивании де-
тали однородность магнитного.потока
нарушается и наблюдается рассеяние
магнитных силовых линий. По величи-
не рассеяния
судят
о размерах дефек-
тов.
Из
методов магнитной дефектоско-
пии
наиболее широко применяется ме-
тод
магнитного
порошка
или
магнит-
ной
суспензии.
Проверяемые детали
намагничиваются и посыпаются маг-
нитным порошком или поливаются
взвесью магнитного порошка в кероси-
не или в воде. Порошок оседает на де-
фектных местах и выявляет их. Для
получения более ясной картины поро-
шок
с поверхности детали смывают;
остается он только на дефектных ме-
стах.
Намагничивание деталей может
быть продольным и циркуляционным.
В первом
случае
деталь помещают .
в поле соленоида или электромагнита, >,•
а во втором — пропускают через нее ;
ток силой
2000—5000
А, в
результате
чего в детали возникает кольцевое маг- .
нитное поле. Детали больших разме-
ров намагничиваются участками. Пос-
ле магнитного контроля их размагни-
чивают. Для обнаружения дефектов
в деталях с темной поверхностью при-
меняются магнитные порошки, окра-
шенные в белые цвета.
При
выборе способа намагничива-
ния
следует
иметь в
виду,
что наиболее
четко выявляются дефекты, направлен-
ные перпендикулярно к магнитному
потоку, если же дефекты расположены
параллельно потоку, то они
могут
ос-
таваться незамеченными. Продольные
дефекты в прутках выявляются при •
циркуляционном намагничивании, для
чего вдоль них пропускают постоян-
ный
ток. Трубы намагничиваются в ре-
зультате
пропускания тока через цент-
ральный вспомогательный стержень.
В качестве магнитных порошков при-
меняют очень мелкий порошок железа
или его магнитных окислов.
В нашей стране налажено серий-
ное производство дефектоскопа МД-4
с циркуляционным намагничиванием
стальных деталей током
5000
А, на-
пряжением до 12 В и универсального
магнитного дефектоскопа
УМД-9000
для контроля мелких и крупных
дета-
лей как при циркуляционном, так и
при
продольном намагничивании до
9000
А. В первом
случае
детали намаг-
ничиваются с помощью
двух
дисковых
контактов, из которых один сделан
подвижным, во втором — соленоидом
с напряженностью магнитного поля до
40000
А/м. В дефектоскопе
УМД-9000
контролируются детали длиной до 1600
и
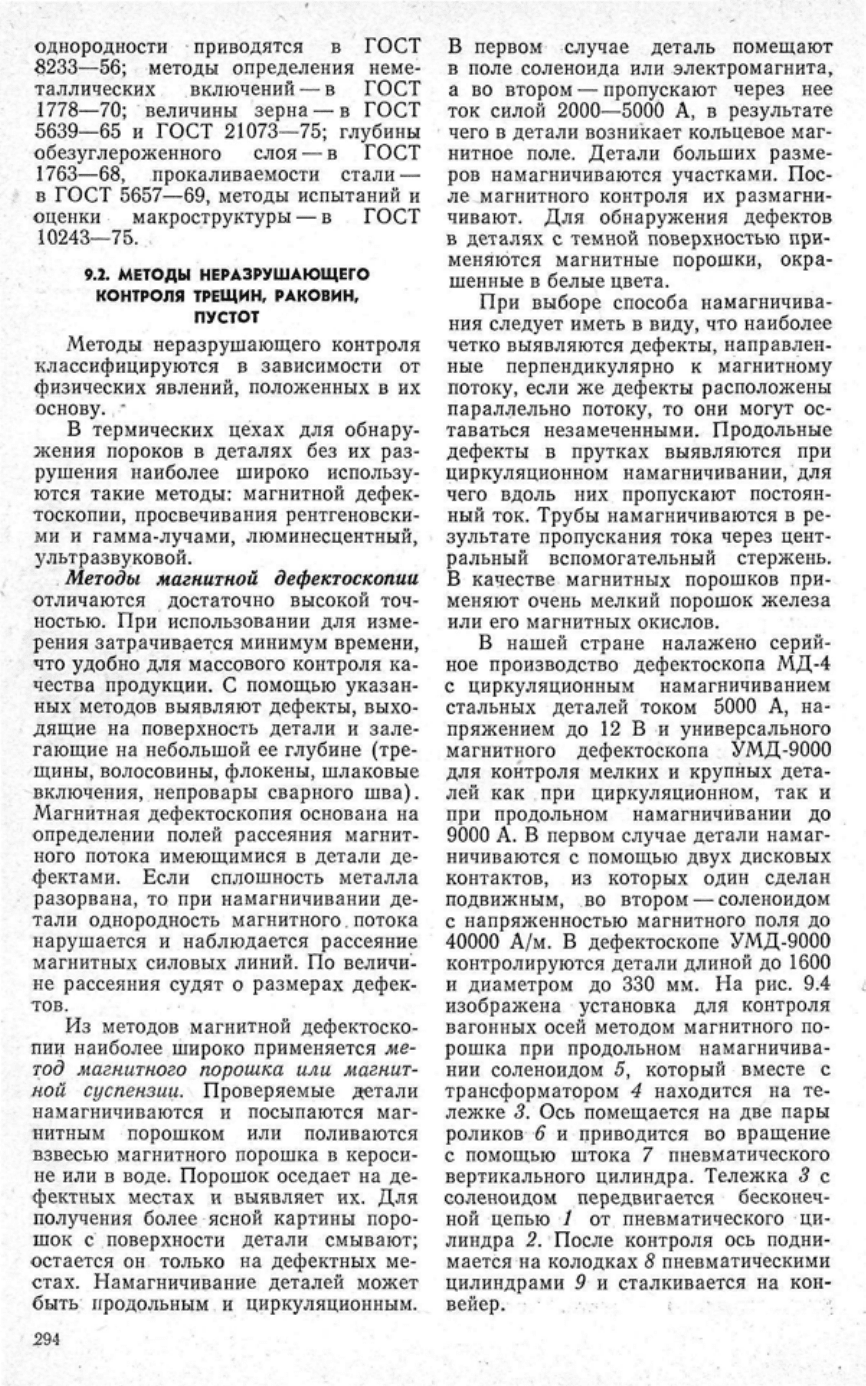
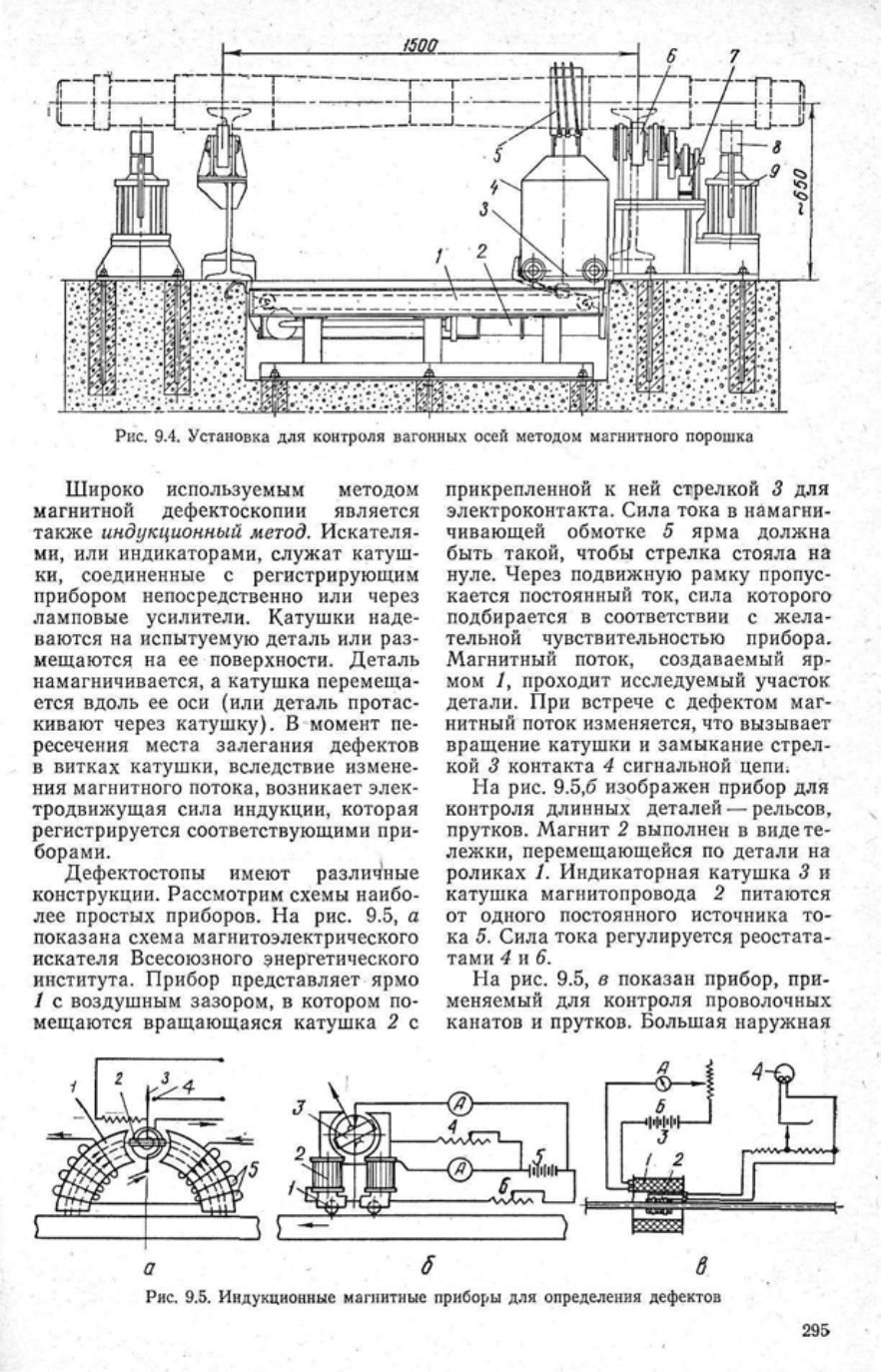
диаметром до 330 мм. На рис. 9.4 /
изображена установка для контроля
вагонных осей методом магнитного по-
рошка при продольном намагничива-
нии
соленоидом 5, который вместе с
трансформатором 4 находится на те-
лежке 3. Ось помещается на две пары
роликов 6 и приводится во вращение
с помощью штока 7 пневматического
вертикального цилиндра. Тележка 3 с
соленоидом передвигается бесконеч-
ной
цепью / от пневматического ци-
линдра 2. После контроля ось подни-
мается на колодках 8 пневматическими
цилиндрами
9 и
сталкивается
на кон-
вейер.
• • "
L
••-.•• •
;
•
.• ..
v
. •. ...
:
_.•'._
.
294
1500
/7;'
\ \ _f^v
Рис.
9.4. Установка для контроля вагонных осей методом магнитного порошка
Широко
используемым методом
магнитной
дефектоскопии является
также
индукционный
метод.
Искателя-
ми,
или индикаторами,
служат
катуш-
ки,
соединенные с регистрирующим
прибором непосредственно или через
ламповые усилители. Катушки наде-
ваются на испытуемую деталь или раз-
мещаются на ее поверхности. Деталь
намагничивается, а катушка перемеща-
ется вдоль ее оси (или деталь протас-
кивают через катушку). В момент пе-
ресечения места залегания дефектов
в
витках катушки, вследствие измене-
ния
магнитного потока, возникает элек-
тродвижущая сила индукции, которая
регистрируется соответствующими при-
борами.
Дефектостопы имеют различные
конструкции.
Рассмотрим схемы наибо-
лее простых приборов. На рис. 9.5, а
показана
схема магнитоэлектрического
искателя Всесоюзного энергетического
института. Прибор представляет ярмо
/ с воздушным зазором, в котором по-
мещаются вращающаяся катушка 2 с
прикрепленной
к ней стрелкой 3 для
электроконтакта. Сила тока в намагни-
чивающей обмотке 5 ярма должна
быть такой, чтобы стрелка стояла на
нуле. Через подвижную рамку пропус-
кается постоянный ток, сила которого
подбирается в соответствии с жела-
тельной чувствительностью прибора.
Магнитный
поток, создаваемый яр-
мом /, проходит исследуемый участок
детали. При встрече с дефектом маг-
нитный
поток изменяется, что вызывает
вращение катушки и замыкание стрел-
кой
3 контакта 4 сигнальной цепи.
На
рис. 9.5,6 изображен прибор для
контроля
длинных деталей —рельсов,
прутков. Магнит 2 выполнен в виде те-
лежки,
перемещающейся по детали на
роликах 1. Индикаторная катушка 3 и
катушка магнитопровода 2 питаются
от одного постоянного источника то-
ка
5. Сила тока регулируется реостата-
тами 4 и 6.
На
рис. 9.5, в показан прибор, при-
меняемый
для контроля проволочных
канатов и прутков. Большая наружная
т
•• - -. a ' - 5 в
К
• • ". • • •
I.
• • . ;:. Рис. 9.5. Индукционные магнитные приборы для определения дефектов
295
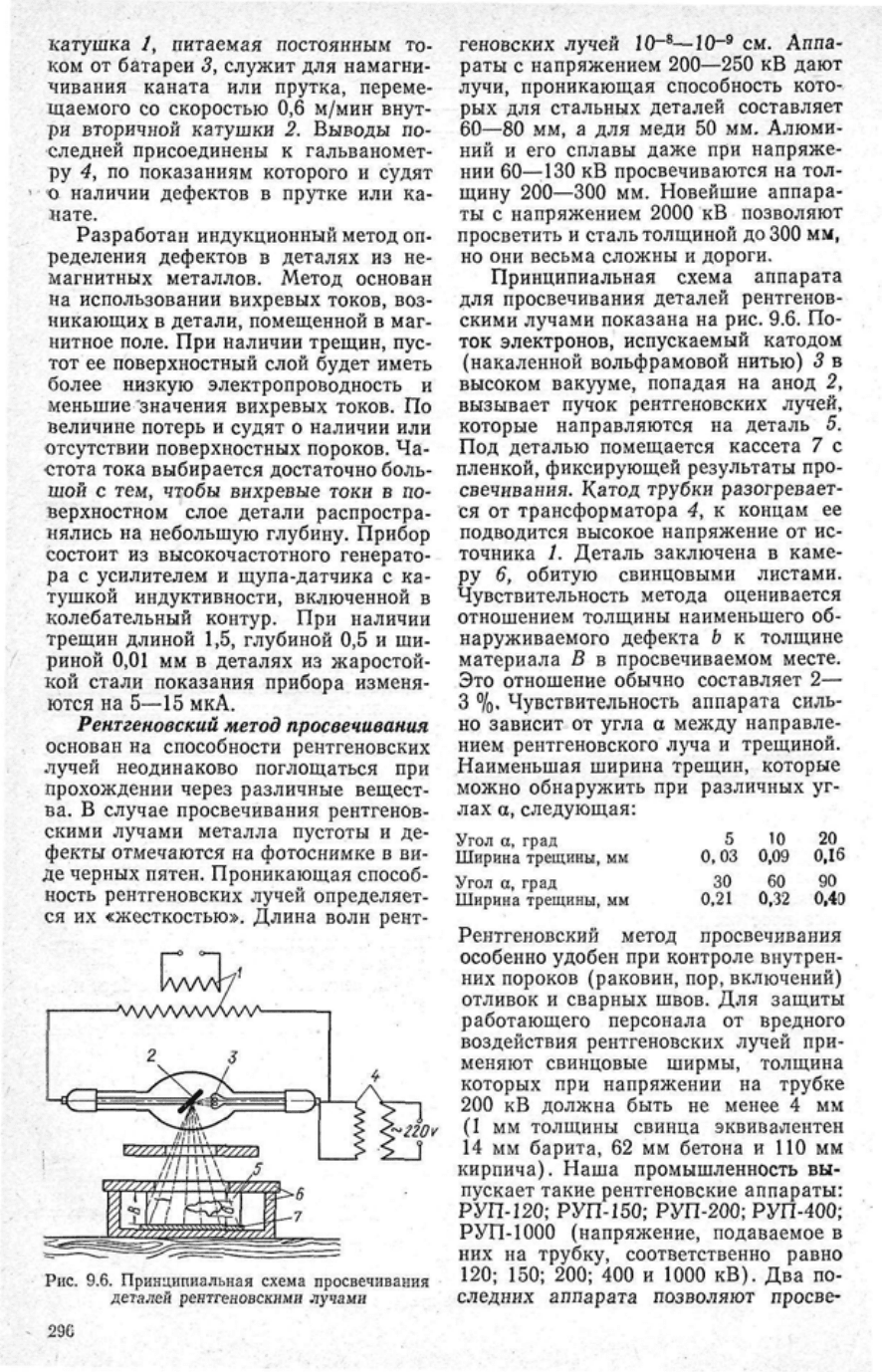
катушка 7, питаемая постоянным то-
ком
от батареи 3, служит для намагни-
чивания
каната или прутка, переме-
щаемого со скоростью 0,6 м/мин внут-
ри
вторичной катушки 2. Выводы по-
'Следней присоединены к гальваномет-
ру 4, по показаниям которого и
судят
«о наличии дефектов в прутке или ка-
нате.
Разработан индукционный метод оп-
ределения дефектов в деталях из не-
магнитных металлов. Метод основан
на
использовании вихревых токов, воз-
никающих в детали, помещенной в маг-
нитное
поле. При наличии трещин, пус-
тот ее поверхностный слой
будет
иметь
более низкую электропроводность и
меньшие 'значения вихревых токов. По
величине потерь и
судят
о наличии или
отсутствии поверхностных пороков. Ча-
стота тока выбирается достаточно боль-
шой
с тем, чтобы вихревые токи в по-
верхностном слое детали распростра-
нялись
на небольшую
глубину.
Прибор
состоит из высокочастотного генерато-
ра с усилителем и щупа-датчика с ка-
тушкой индуктивности, включенной в
колебательный контур. При наличии
трещин
длиной 1,5, глубиной 0,5 и ши-
риной
0,01 мм в деталях из жаростой-
кой
стали показания прибора изменя-
ются на 5—15 мкА.
Рентгеновский
метод
просвечивания
основан
на способности рентгеновских
лучей неодинаково поглощаться при
прохождении через различные вещест-
ва. В
случае
просвечивания рентгенов-
скими
лучами металла пустоты и де-
фекты
отмечаются на фотоснимке в ви-
де черных пятен. Проникающая способ-
ность рентгеновских лучей определяет-
ся
их
«жесткостью».
Длина волн рент-
220 v
1\У\\\
А
геновских лучей
10~
8
—10~
9
см. Аппа-
раты с напряжением
200—250
кВ
дают
лучи, проникающая способность кото-
рых для стальных деталей составляет
60—80
мм, а для меди 50 мм. Алюми-
ний
и его сплавы
даже
при напряже-
нии
60—130
кВ просвечиваются на тол-
щину
200—300
мм. Новейшие аппара-
ты с напряжением
2000
кВ позволяют
просветить и сталь толщиной до 300 мм,
но
они весьма сложны и дороги.
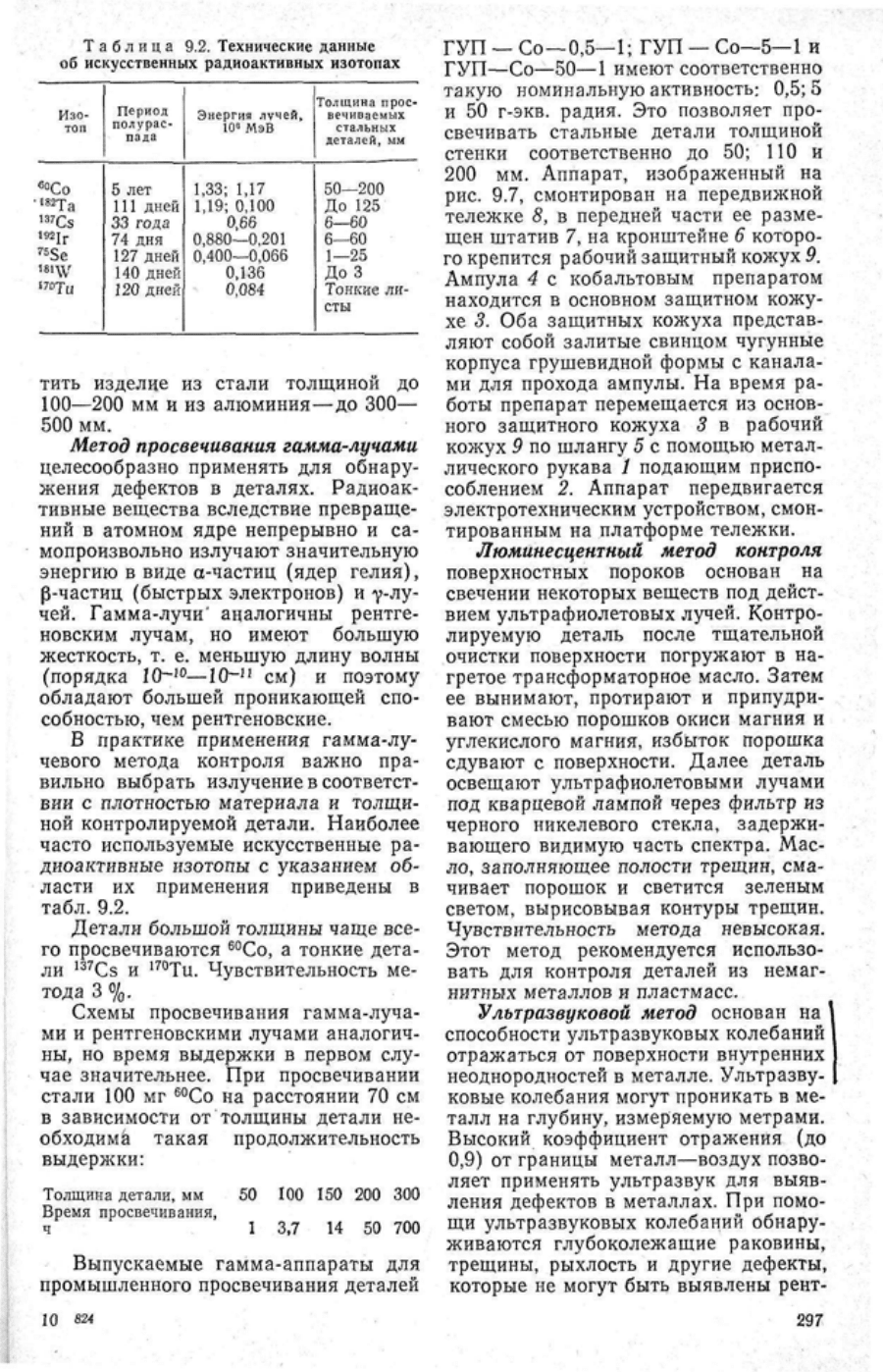
Принципиальная
схема аппарата
для просвечивания деталей рентгенов-
скими
лучами показана на рис. 9.6. По-
ток
электронов, испускаемый катодом
(накаленной
вольфрамовой нитью) 3 в
высоком вакууме, попадая на анод 2,
вызывает пучок рентгеновских лучей,
которые направляются на деталь 5.
Под
деталью помещается кассета 7 с
пленкой,
фиксирующей результаты про-
свечивания.
Катод трубки разогревает-
ся
от трансформатора 4, к концам ее
подводится высокое напряжение от ис-
точника
1. Деталь заключена в каме-
ру 6
t
обитую свинцовыми листами.
Чувствительность метода оценивается
отношением
толщины наименьшего об-
наруживаемого дефекта Ь к толщине
материала В в просвечиваемом месте.
Это отношение обычно составляет 2—
3 %, Чувствительность аппарата силь-
но
зависит от
угла
а
между
направле-
нием
рентгеновского
луча
и трещиной.
Наименьшая
ширина трещин, которые
можно обнаружить при различных уг-
лах а, следующая:
Угол
а,
град
Ширина
трещины, мм
Угол
а,
град
Ширина
трещины, мм
5 10 20
0,03 0,09 0,16
30 60 90
0,21 0,32 0,40
Рис.
9.6. Принципиальная
схема
просвечивания
деталей рентгеновскими лучами
Рентгеновский
метод просвечивания
особенно
удобен при контроле внутрен-
них пороков (раковин, пор, включений)
отливок и сварных швов. Для защиты
работающего персонала от вредного
воздействия рентгеновских лучей при-
меняют свинцовые ширмы, толщина
которых при напряжении на трубке
200 кВ должна быть не менее 4 мм
{1 мм толщины свинца эквивалентен
14 мм барита, 62 мм бетона и ПО мм
кирпича).
Наша промышленность вы-
пускает такие рентгеновские аппараты:
РУП-120; РУП-150; РУП-200; РУП-400;
РУП-1000 (напряжение, подаваемое в
них на
трубку,
соответственно равно
120; 150; 200; 400 и 1000 кВ). Два по-
следних аппарата позволяют просве-
296
Таблица
9.2.
Технические данные
об искусственных радиоактивных изотопах
Изо-
топ
е
°Со
ш
Та
137
Cs
19Я
1г
?5
Se
E70
Tu
Период
полурас-
пада
5
лет
111 дней
33
года
74
дня
127 дней
140 дней
120 дней
Энергия
лучей.
10"
МэВ
1,33;
1,17
1,19;
0,100
0,66
0,880—0,201
0,400—0,066
0,136
0,084
Толщина
прос-
вечиваемых
стальных
деталей,
мм
50—200
До
125
6—60
6—60
1
9^
ДоЗ
Тонкие
ли-
сты
тить изделие
из
стали толщиной
до
100—200
мм и из
алюминия—до 300—
500 мм.
Метод
просвечивания
гамма-лучами
целесообразно применять
для
обнару-
жения
дефектов
в
деталях. Радиоак-
тивные вещества вследствие превраще-
ний
в
атомном ядре непрерывно
и са-
мопроизвольно излучают значительную
энергию
в
виде а-частиц (ядер гелия),
р-частиц (быстрых электронов)
и у-лу-
чей.
Гамма-лучи' аналогичны рентге-
новским
лучам,
но
имеют большую
жесткость,
т. е.
меньшую длину волны
(порядка
10~
10
—10~
11
см) и
поэтому
обладают большей проникающей
спо-
собностью, чем рентгеновские.
В практике применения гамма-лу-
чевого метода контроля важно
пра-
вильно выбрать излучение
в
соответст-
вии
с
плотностью материала
и
толщи-
ной
контролируемой детали. Наиболее
часто используемые искусственные
ра-
диоактивные изотопы
с
указанием
об-
ласти
их
применения приведены
в
табл.
9.2.
Детали большой толщины чаще все-
го просвечиваются
60
Со,
а
тонкие
дета-
ли
137
Cs
и
|70
Ти. Чувствительность
ме-
тода
3 %.
Схемы просвечивания гамма-луча-
ми
и
рентгеновскими лучами аналогич-
ны,
но
время выдержки
в
первом
слу-
чае значительнее.
При
просвечивании
стали
100 мг
60
Со
на
расстоянии
70 см
в зависимости от'толщины детали
не-
обходима такая продолжительность
выдержки:
Толщина
детали,
мм 50 100 150 200 300
Время просвечивания,
ч
1 3,7 14 50 700
Выпускаемые гамма-аппараты
для
промышленного просвечивания деталей
ГУП
—
Со—0,5—1;
ГУЛ —
Со—5—1
и
ГУП—Со—50—1 имеют соответственно
такую номинальную активность: 0,5;
5
и
50
г-экв. радия.
Это
позволяет
про-
свечивать стальные детали толщиной
стенки
соответственно
до 50; 110 и
200
мм.
Аппарат, изображенный
на
рис.
9.7,
смонтирован
на
передвижной
тележке
8, в
передней части
ее
разме-
щен
штатив
7, на
кронштейне
6
которо-
го крепится рабочий защитный
кожух
9.
Ампула
4 с
кобальтовым препаратом
находится
в
основном защитном кожу-
хе
3. Оба
защитных
кожуха
представ-
ляют собой залитые свинцом чугунные
корпуса грушевидной формы
с
канала-
ми
для
прохода ампулы.
На
время
ра-
боты препарат перемещается
из
основ-
ного защитного
кожуха
3 в
рабочий
кожух
9 по
шлангу
5 с
помощью метал-
лического рукава
1
подающим приспо-
соблением
2.
Аппарат передвигается
электротехническим устройством, смон-
тированным
на
платформе тележки.
Люминесцентный метод контроля
поверхностных пороков основан
на
свечении некоторых веществ под дейст-
вием ультрафиолетовых лучей. Контро-
лируемую деталь после тщательной
очистки
поверхности погружают
в на-
гретое трансформаторное масло. Затем
ее вынимают, протирают
и
припудри-
вают смесью порошков окиси магния
и
углекислого магния, избыток порошка
сдувают
с
поверхности. Далее деталь
освещают ультрафиолетовыми лучами
под кварцевой лампой через фильтр
из
черного никелевого стекла, задержи-
вающего видимую часть спектра. Мас-
ло,
заполняющее полости трещин, сма-
чивает порошок
и
светится зеленым
светом, вырисовывая контуры трещин.
Чувствительность метода невысокая.
Этот метод рекомендуется использо-
вать
для
контроля деталей
из
немаг-
нитных металлов
и
пластмасс.
Ультразвуковой
метод
основан
на
способности ультразвуковых колебаний
отражаться
от
поверхности внутренних
неоднородностей
в
металле.
Ультразву-
ковые колебания
могут
проникать
в ме-
талл
на
глубину,
измеряемую метрами.
Высокий коэффициент отражения
(до
0,9)
от
границы
металл—воздух
позво-
ляет применять ультразвук
для
выяв-
ления
дефектов
в
металлах. При помо-
щи
ультразвуковых колебаний обнару-
живаются глубоколежащие раковины,
трещины,
рыхлость
и
другие
дефекты,
которые
не
могут
быть
выявлены рент-
10
824
297
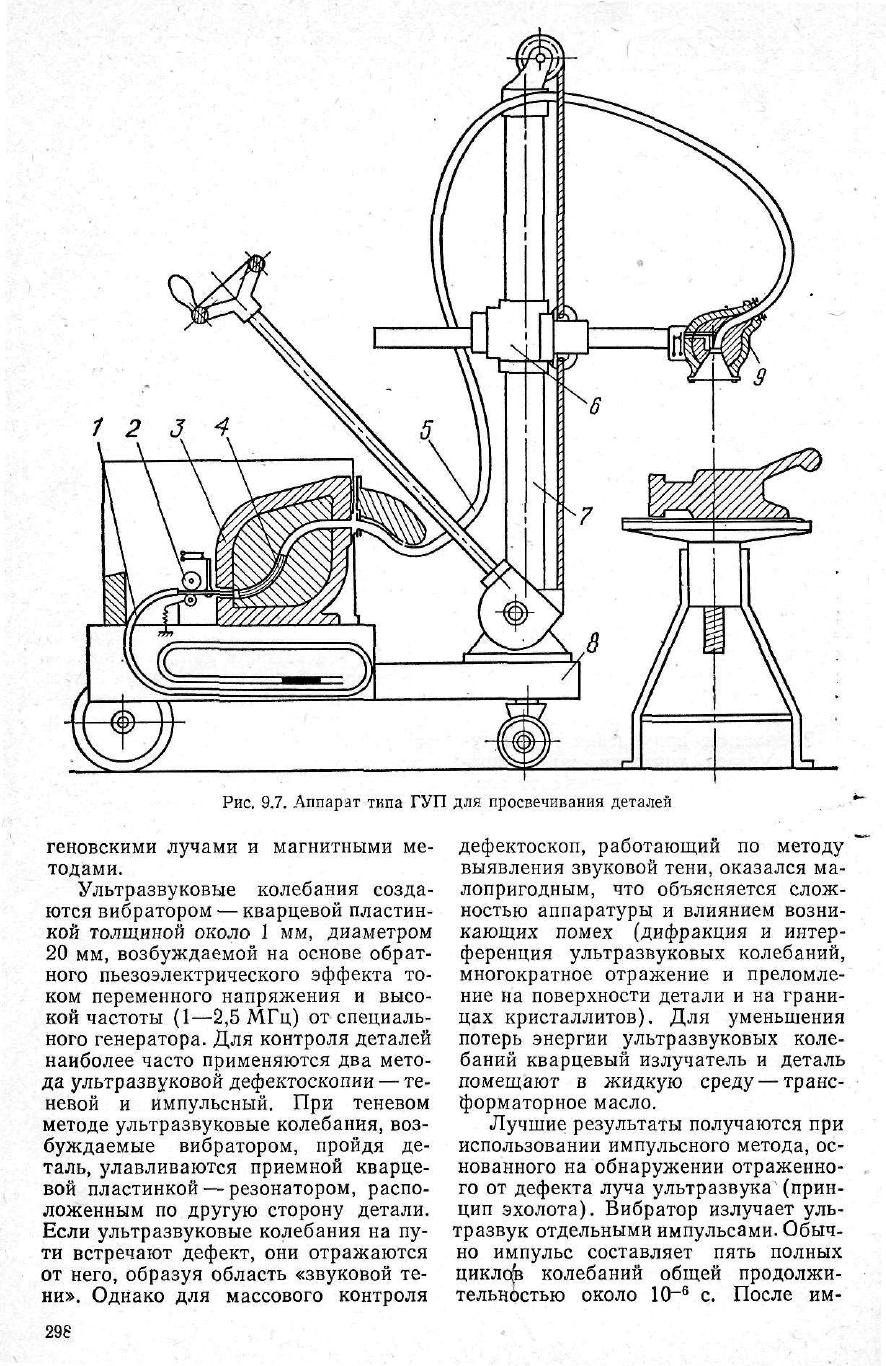
Рис.
9.7. Аппарат типа ГУП для просвечивания деталей
геновскими лучами и магнитными ме-
тодами.
Ультразвуковые колебания созда-
ются вибратором — кварцевой пластин-
кой
толщиной около 1 мм, диаметром
20 мм, возбуждаемой на основе обрат-
ного пьезоэлектрического эффекта то-
ком
переменного напряжения и высо-
кой
частоты
(1—2,5
МГц) от специаль-
ного генератора. Для контроля деталей
наиболее часто применяются два мето-
да ультразвуковой дефектоскопии — те-
невой и импульсный. При теневом
методе ультразвуковые колебания, воз-
буждаемые вибратором, пройдя де-
таль, улавливаются приемной кварце-
вой пластинкой — резонатором, распо-
ложенным по
другую
сторону детали.
Если ультразвуковые колебания на пу-
ти встречают дефект, они отражаются
от него, образуя область «звуковой те-
ни». Однако для массового контроля
дефектоскоп, работающий по
методу
выявления звуковой тени, оказался ма-
лопригодным, что объясняется слож-
ностью аппаратуры и влиянием возни-
кающих помех (дифракция и интер-
ференция
ультразвуковых колебаний,
многократное отражение и преломле-
ние
на поверхности детали и на грани-
цах кристаллитов). Для уменьшения
потерь энергии ультразвуковых коле-
баний
кварцевый излучатель и деталь
помещают в жидкую
среду
— транс-
форматорное масло.
Лучшие результаты получаются при
использовании импульсного метода, ос-
нованного на обнаружении отраженно-
го от дефекта
луча
ультразвука
(прин-
цип
эхолота). Вибратор излучает уль-
тразвук отдельными импульсами. Обыч-
но
импульс составляет пять полных
циклф
колебаний общей продолжи-
тельностью около 10-
6
с. После им-
298
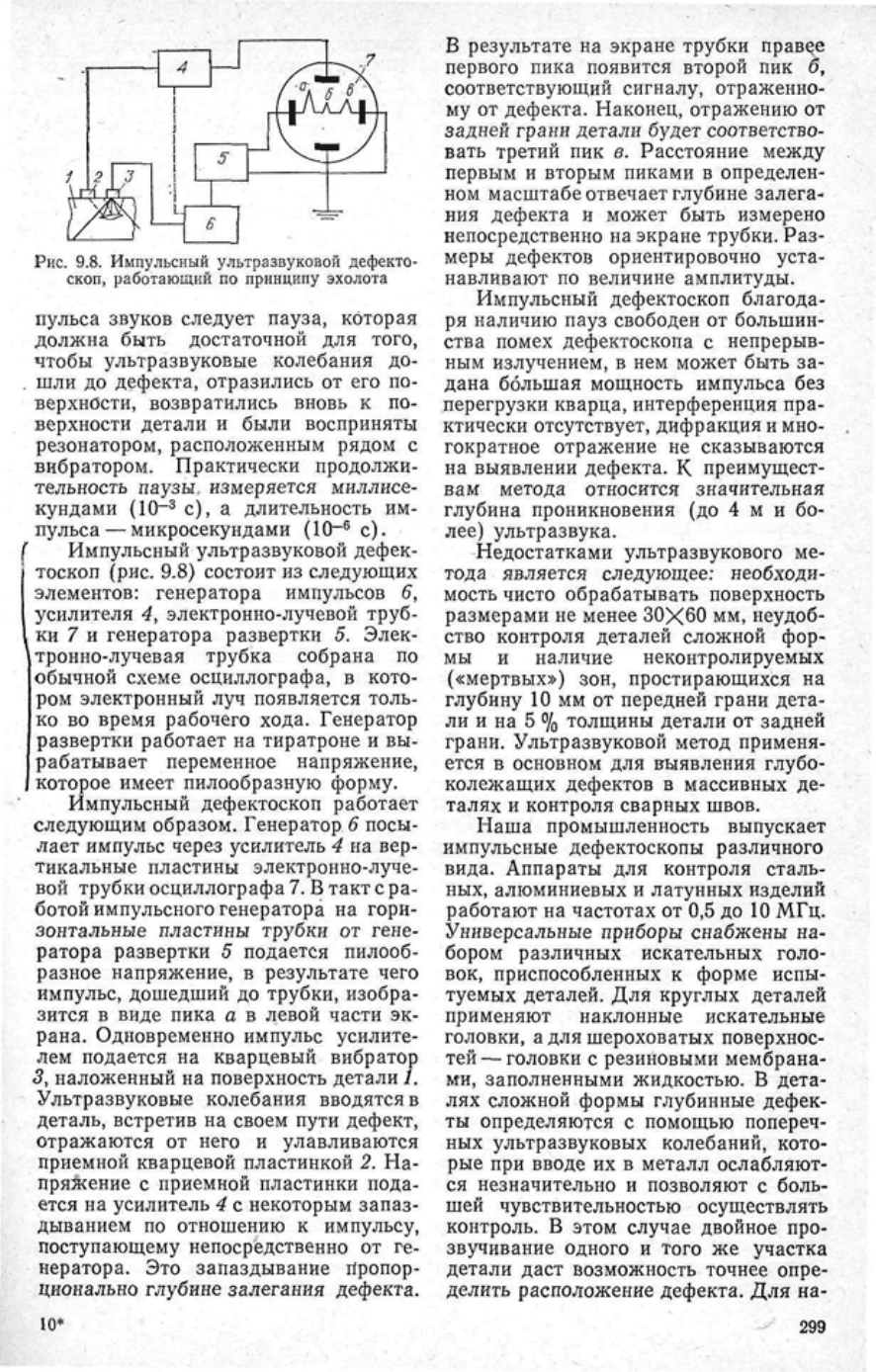
Рис.
9.8. Импульсный ультразвуковой дефекто-
скоп,
работающий по принципу эхолота
пульса звуков
следует
пауза, которая
должна быть достаточной для того,
чтобы ультразвуковые колебания до-
. шли до дефекта, отразились от его по-
верхности, возвратились вновь к по-
верхности детали и были восприняты
резонатором, расположенным рядом с
вибратором. Практически продолжи-
тельность паузы измеряется миллисе-
кундами (10~
3
с), а длительность им-
пульса— микросекундами (10—
6
с).
f Импульсный ультразвуковой дефек-
тоскоп
(рис. 9.8) состоит из следующих
элементов: генератора импульсов 6,
усилителя 4, электронно-лучевой
труб-
ки/и
генератора развертки 5. Элек-
тронно-лучевая трубка собрана по
обычной
схеме
осциллографа, в кото-
ром электронный луч появляется толь-
ко
во время рабочего
хода.
Генератор
развертки работает на тиратроне и вы-
рабатывает переменное напряжение,
которое имеет пилообразную форму.
Импульсный
дефектоскоп работает
следующим образом. Генератор 6 посы-
лает импульс через усилитель 4 на вер-
тикальные пластины электронно-луче-
вой
трубки осциллографа 7. В такт с ра-
ботой импульсного генератора на гори-
зонтальные пластины трубки от гене-
ратора развертки 5 подается пилооб-
разное напряжение, в
результате
чего
импульс, дошедший до трубки, изобра-
зится
в виде пика а в левой части эк-
рана.
Одновременно импульс усилите-
лем подается на кварцевый вибратор
3, наложенный на поверхность детали 1.
Ультразвуковые колебания вводятся в
деталь, встретив на своем пути дефект,
отражаются от него и улавливаются
приемной
кварцевой пластинкой 2. На-
пряжение
с приемной пластинки пода-
ется на усилитель 4 с некоторым запаз-
дыванием по отношению к импульсу,
поступающему непосредственно от ге-
нератора. Это запаздывание Лропор-
ционально
глубине залегания дефекта.
№•
• . •. • • , •
В
результате
на экране трубки правде
первого пика появится второй пик б,
соответствующий сигналу, отраженно-
му от дефекта. Наконец, отражению от
задней грани детали
будет
соответство-
вать третий пик в. Расстояние
между
первым и вторым пиками в определен-
ном
масштабе отвечает глубине залега-
ния
дефекта и может быть измерено
непосредственно на экране трубки. Раз-
меры дефектов ориентировочно
уста-
навливают по величине амплитуды.
Импульсный
дефектоскоп благода-
ря
наличию пауз свободен от большин-
ства помех дефектоскопа с непрерыв-
ным
излучением, в нем может быть за-
дана большая мощность импульса без
перегрузки кварца, интерференция пра-
ктически
отсутствует,
дифракция и мно-
гократное отражение не сказываются
на
выявлении дефекта. К преимущест-
вам метода относится значительная
глубина проникновения (до 4 м и бо-
лее) ультразвука.
Недостатками ультразвукового ме-
тода является следующее: необходи-
мость чисто обрабатывать поверхность
размерами не менее
30X60
мм, неудоб-
ство контроля деталей сложной фор-
мы и наличие неконтролируемых
(«мертвых»)
зон, простирающихся на
глубину 10 мм от передней грани
дета-
ли
и на 5 % толщины детали от задней
грани.
Ультразвуковой метод применя-
ется в основном для выявления глубо-
колежащих дефектов в массивных де-
талях и контроля сварных швов.
Наша
промышленность выпускает
импульсные дефектоскопы различного
вида. Аппараты для контроля сталь-
ных, алюминиевых и латунных изделий
работают на частотах от 0,5 до 10 МГц.
Универсальные приборы снабжены на-
бором различных искательных голо-
вок,
приспособленных к форме испы-
туемых
деталей. Для круглых деталей
применяют наклонные искательные
головки, а для шероховатых поверхнос-
тей— головки с резиновыми мембрана-
ми,
заполненными жидкостью. В
дета-
лях сложной формы глубинные дефек-
ты определяются с помощью попереч-
ных ультразвуковых колебаний, кото-
рые при вводе их в металл ослабляют-
ся
незначительно и позволяют с боль-
шей
чувствительностью осуществлять
контроль.
В этом
случае
двойное про-
звучивание одного и того же участка
детали
даст
возможность точнее опре-
делить расположение дефекта. Для на-
..--.•• . ~- 299
хождения дефектов в очень массивных
изделиях применяется дефектоскоп
ДУК-66, а при контроле сварных швов
труб
— дефектоскопы УД М-1М и
УДЦ-15Т с искательными головками
ИЦ-2.
Ультразвуковой дефектоскоп
«Днестр-1»
позволяет автоматически
контролировать качество сварного шва
труб
диаметром до 800 мм с толщиной
стенки
6—12 мм, движущихся со ско-
ростями 80 м/мин. В последнее время
'ультразвуковой метод применяют для
структурного анализа металлов. При
этом используются эталонные образцы,
имеющие те же размеры, чистоту по-
верхности и марку стали, что и изме-
ряемые изделия.
9.3.
КОНТРОЛЬ
РАЗМЕРОВ
ИЗДЕЛИИ
Толщину изделий, а также
глубину
разнообразных покрытий определяют с
помощью таких методов неразрушаю-
щего контроля: индукционных (вихре-
вых токов), электромагнитных, акусти-
ческих, ультразвуковых резонансов,
радиационных,
лучей
лазера.
Распространенным
и простым мето-
дом является
индукционный
метод,
ос-
нованный
на возбуждении и регистра-
ции
вихревых токов.
Возбуждаемые
в
изделии вихревые токи
действуют
на
электромагнитное поле, изменяя элек-
трические пара-метры или э. д. с, наве-
денную в измерительной обмотке. Ре-
зультаты
контроля изделия зависят от
его свойств и размеров, параметров ка-
тушек преобразователя. Для контроля
размеров изделий наиболее часто ис-
пользуется три типа первичных измери-
тельных преобразователей: проходные,
накладные и экранные.
Проходные преобразовате-
л
и применяются для контроля диа-
метра прутков и толщины
труб.
В этом
случае
измерительная катушка охваты-
вает изделие.
В преобразователях на-
кладного типа измерительная ка-
тушка накладывается торцом к поверх-
ности
контролируемого изделия. Наи-
более эффективно они используются
при
контроле тонких стенок металли-
ческих изделий и толщины покрытий (в
несколько
миллиметров).
Вэкранных преобразовате-
лях возбуждающая и измерительные
катушки располагаются по обе стороны
изделия и позволяют контролировать
толщину до нескольких десятков мил-
лиметров, но при этом необходимо, что-
бы к изделию был
доступ
с
двух
сторон.
Толщину стенок
труб,
баллонов ча-
ще всего определяют электромагнитны- .
ми
амплитудными преобразователями "•
(двухчастотными типа ТВ-2Ч и ампли-
тудно-фазовыми типа ТВФ), предназ-
наченными
для бесконтактного измере-
ния
труб
с толщиной стенки
0,8—5
мм .
из
аустенитных сталей, алюминиевых и
медных сплавов. Разработан ряд при-
боров для контроля толщины стенки
труб
диаметром
30—100
м в процессе
горячей прокатки.
Для бесконтактного контроля раз-
;
меров и толщины изделий перспектив-
ным
является
электромагнитный
акус-
тический
метод
(ЭМА). Он представ-
ляет собой комбинацию методов вихре- .
вых токов и ультразвукового. В резуль-,
тате
взаимодействия вихревых токов с
внешним
магнитным полем возникают
механические напряжения, вызываю- .
щие ультразвуковые колебания в мате-
риале изделия. Возбуждение и прием .
ультразвуковых колебаний осуществ-
ляются с помощью бесконтактных
электромагнитно-акустических преоб-
разователей. Положительным качест-
вом последних являются большая про-
никающая
способность и незначитель- •
ная
зависимость от электромагнитных
характеристик контролируемых изде-
лий.
Разработан преобразователь типа
УТ-80Б для автоматического бескон-
тактного контроля
труб
из ферромаг-
нитных материалов диаметром 30—
150 мм и толщиной стенки 3—15 мм.
Для контроля толщины гальваничес-
ких электропроводящих покрытий из- .
тотовляется большое количество элек-
тромагнитных преобразователей, из ко- '._
торых наибольшее распространение "'•
получили приборы типа ЭМТ-2Б,
КТЦ-1А (завод «Контрольприбор») и
ППМ-6
и ВИГП-1Ф (завод
«Эталон»)
]
для измерения толщин покрытий до м
50 МКМ. ;!
Более эффективными для контроля
покрытий
являются фазовые электро-
магнитные преобразователи. Самый _
;
.
простой из них ИТГП-1 предназначен .'•
для контроля кадмиевых, никелевых, •••;•
цинковых
и медных покрытий толщи- \
ной
до
30—50
мкм.
Для измерения толщины изделий
используют
метод
ультразвуковых
ре-
зонансов.
С помощью генератора, на-
300