Соколов К.Н. Оборудование термических цехов
Подождите немного. Документ загружается.

за с эндогазом. Общий ее
расход
око-
ло 30 м
3
/ч. Нагревательные вертикаль-
ные
радиационные трубы, изготовляе-
мые из стали Х18Н25С2, имеют
вверху
ножи,
входящие в песочные затворы
печи,
коробки которых охлаждаются
водой (см. рис.
1.20,6).
Дымовые газы
из
радиационных
труб
отводятся по
секциям
через коробки 7 в общий тру-
бопровод. Для усиления циркуляции
газов через свод печи устанавливаются
вентиляторы 8. Описанная печь имеет
такие недостатки: сложную конструк-
цию
тамбура выдачи (два масляных
бака, три подъемные платформы, вы-
дающая лопата, приводимая в движе-
ние
двумя винтами); вентиляторы, ра-
ботающие как мешалки, не создают
направленного потока газов; электро-
двигатели вентиляторов находятся в
зоне
повышенной температуры; отпуск-
ная
печь имеет внешнюю циркуляцию
газов.
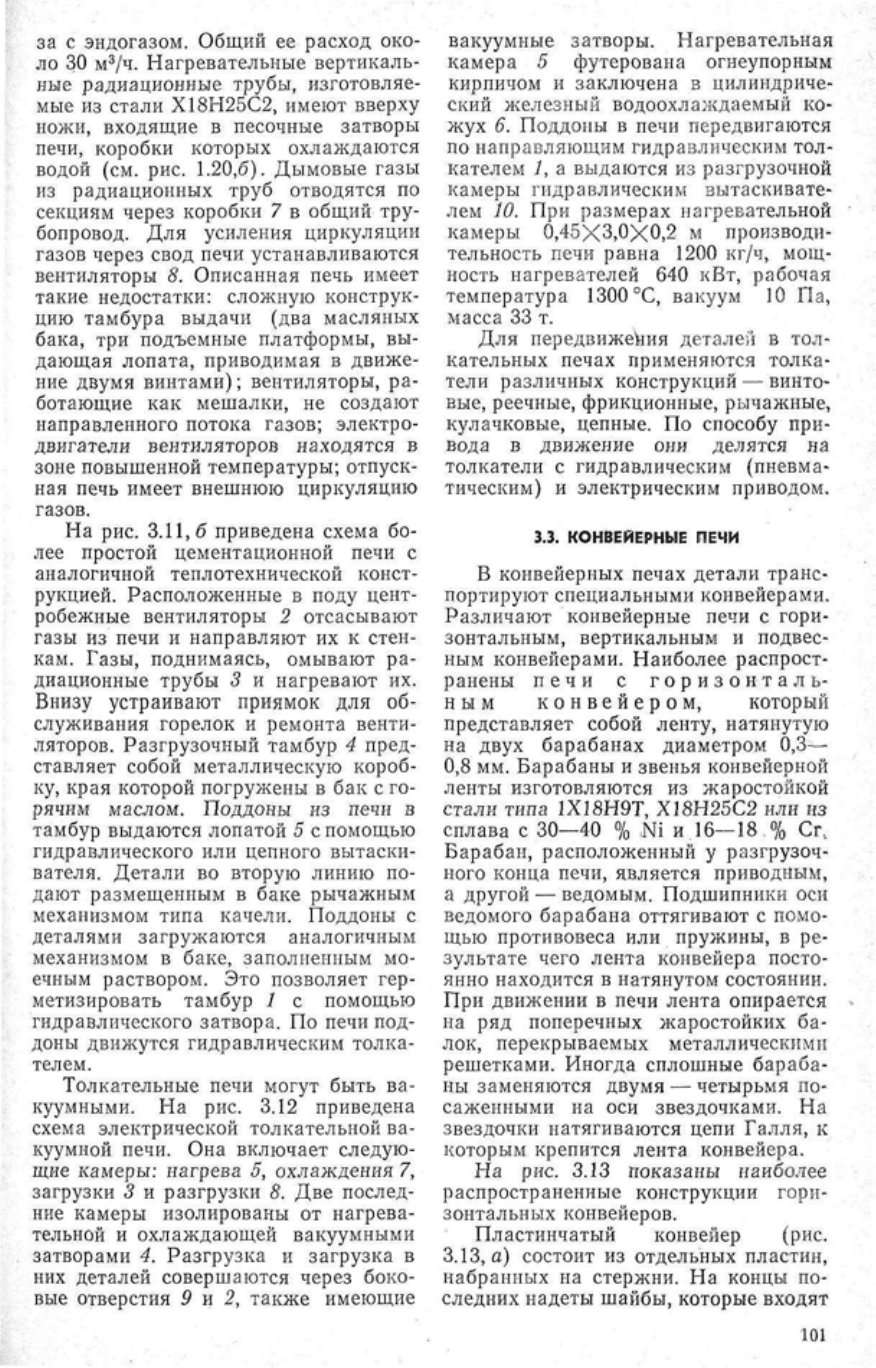
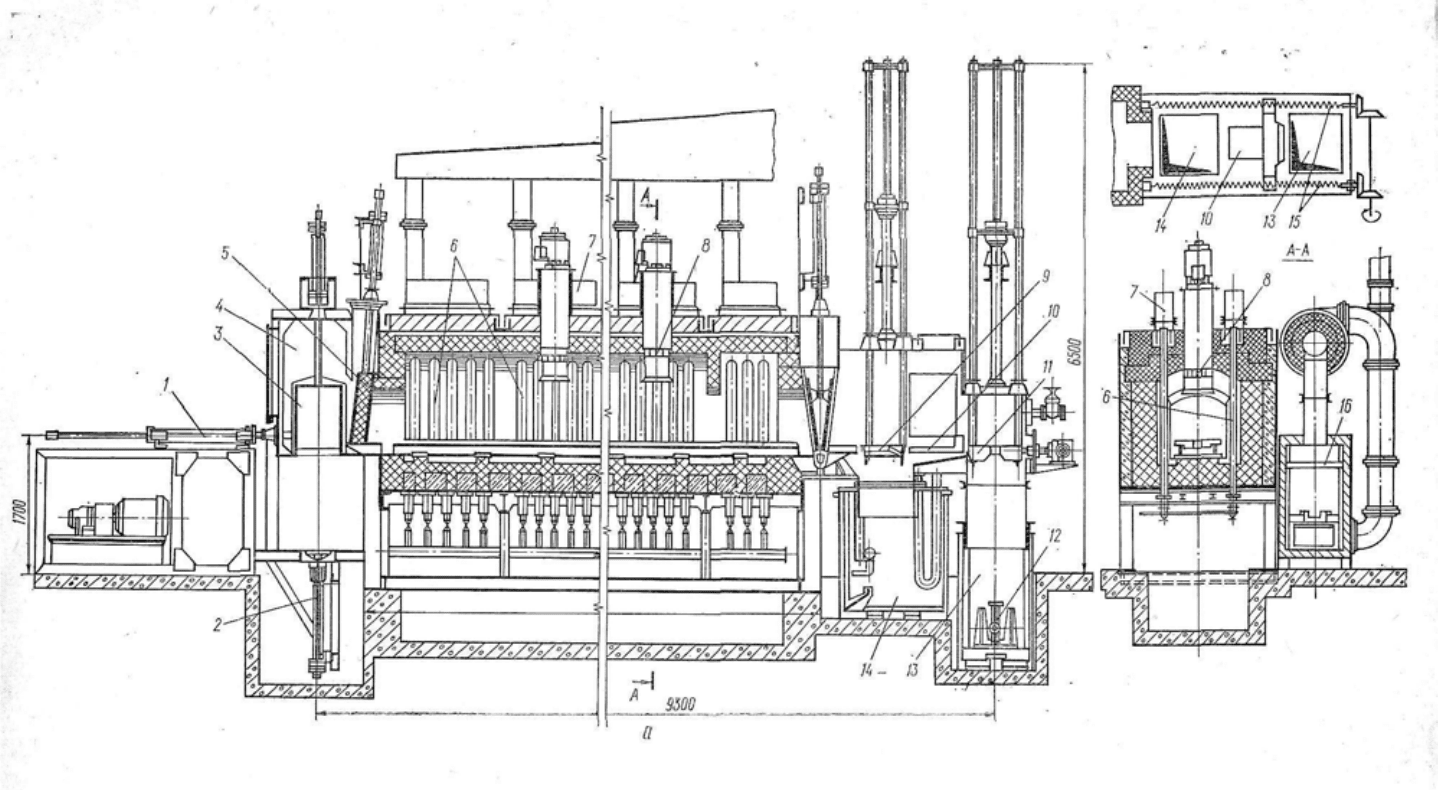
На
рис.
3.11,6
приведена схема бо-
лее простой цементационной печи с
аналогичной теплотехнической конст-
рукцией.
Расположенные в поду цент-
робежные вентиляторы 2 отсасывают
газы из печи и направляют их к стен-
кам.
Газы, поднимаясь, омывают ра-
диационные
трубы
-5 и нагревают их.
Внизу устраивают приямок для об-
служивания горелок и ремонта венти-
ляторов. Разгрузочный
тамбур
4 пред-
ставляет собой металлическую короб-
ку, края которой погружены в бак с го-
рячим
маслом. Поддоны из печи в
тамбур
выдаются лопатой 5 с помощью
гидравлического или цепного вытаски-
вателя. Детали во
вторую
линию по-
дают
размещенным в баке рычажным
механизмом типа качели. Поддоны с
деталями загружаются аналогичным
механизмом в баке, заполненным мо-
ечным раствором. Это позволяет гер-
метизировать
тамбур
1 с помощью
гидравлического затвора. По печи под-
доны движутся гидравлическим толка-
телем.
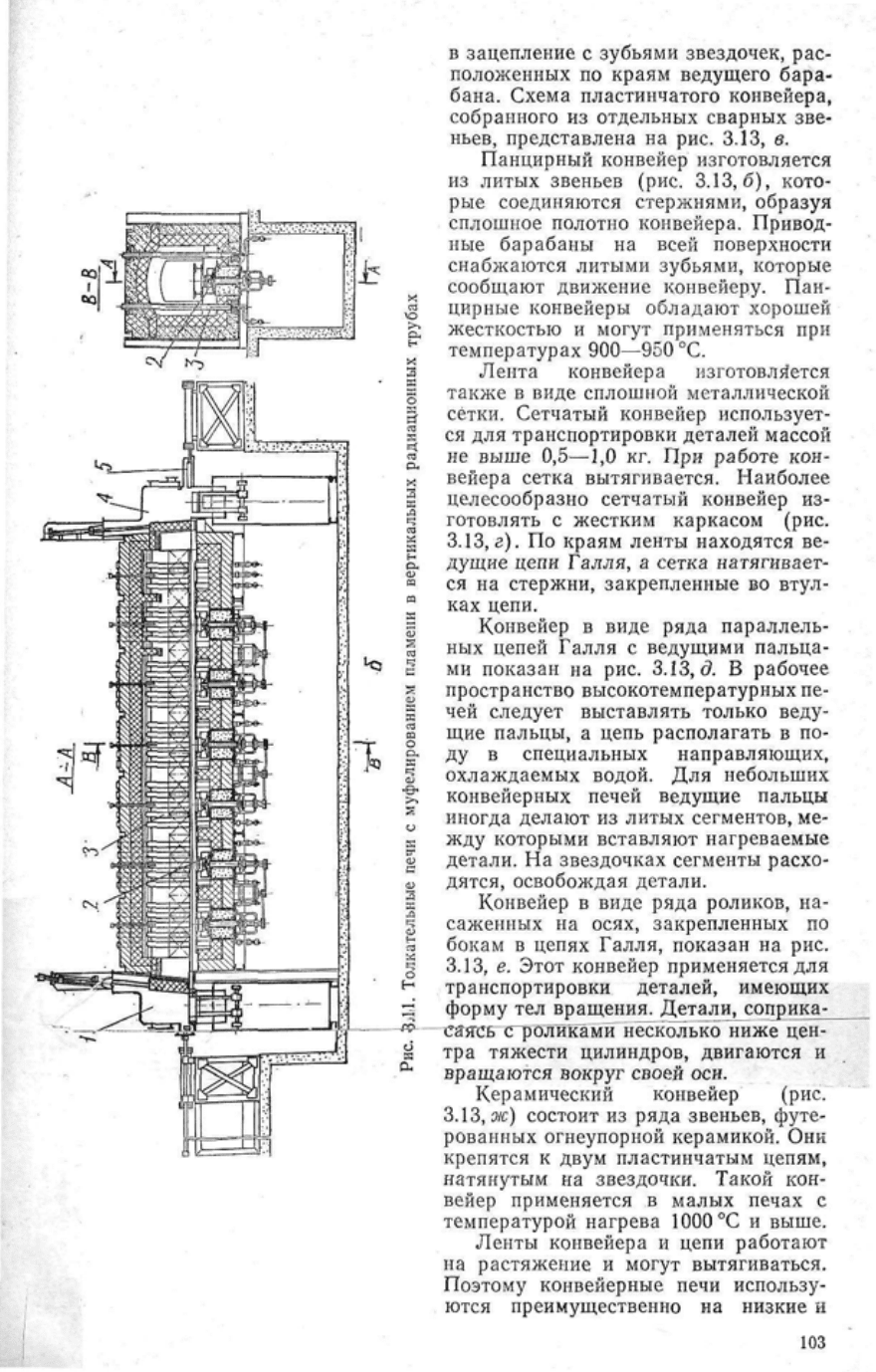
Толкательные печи
могут
быть ва-
куумными. На рис. 3.12 приведена
схема электрической толкателы-юй ва-
куумной печи. Она включает следую-
щие
камеры: нагрева 5, охлаждения 7,
загрузки 3 и разгрузки 8. Две послед-
ние
камеры изолированы от нагрева-
тельной и охлаждающей вакуумными
затворами 4. Разгрузка и загрузка в
них деталей совершаются через боко-
вые отверстия 9 и 2, также имеющие
вакуумные затворы. Нагревательная
камера 5 футерована огнеупорным
кирпичом
и заключена в цилиндриче-
ский
железный водоохлаждаемый ко-
жух 6. Поддоны в печи передвигаются
по
направляющим гидравлическим тол-
кателем J, а выдаются из разгрузочной
камеры гидравлическим вытаскивате-
лем 10. При размерах нагревательной
камеры
0,45X3,0X0,2
м производи-
тельность печи равна 1200 кг/ч, мощ-
ность нагревателей 640 кВт, рабочая
температура
1300°С,
вакуум 10 Па,
масса 33 т.
Для передвижения детален в тол-
кательных печах применяются толка-
тели различных конструкций — винто-
вые, реечные, фрикционные, рычажные,
кулачковые, цепные. По способу при-
вода в движение они делятся на
толкатели с гидравлическим (пневма-
тическим) и электрическим приводом.
3.3.
КОНВЕЙЕРНЫЕ ПЕЧИ
В конвейерных печах детали транс-
портируют специальными конвейерами.
Различают конвейерные печи с гори-
зонтальным, вертикальным и подвес-
ным
конвейерами. Наиболее распрост-
ранены
печи с горизонталь-
ным
конвейером, который
представляет собой ленту, натянутую
на
двух
барабанах диаметром 0,3—
0,8 мм. Барабаны и звенья конвейерной
ленты изготовляются из жаростойкой
стали типа 1Х18Н9Т, Х18Н25С2 или из
сплава с
30—40
% ,Ni и.16—18,% Сг..
Барабан,
расположенный у разгрузоч-
ного конца печи, является приводным,
а
другой
— ведомым. Подшипники оси
ведомого барабана оттягивают с помо-
щью противовеса или пружины, в ре-
зультате
чего лента конвейера посто-
янно
находится в натянутом состоянии.
При
движении в печи лента опирается
на
ряд поперечных жаростойких ба-
лок,
перекрываемых металлическими
решетками. Иногда сплошные бараба-
ны
заменяются двумя — четырьмя по-
саженными
на оси звездочками. На
звездочки натягиваются цепи Галля, к
которым крепится лента конвейера.
На
рис. 3.13 показаны наиболее
распространенные конструкции гори-
зонтальных конвейеров.
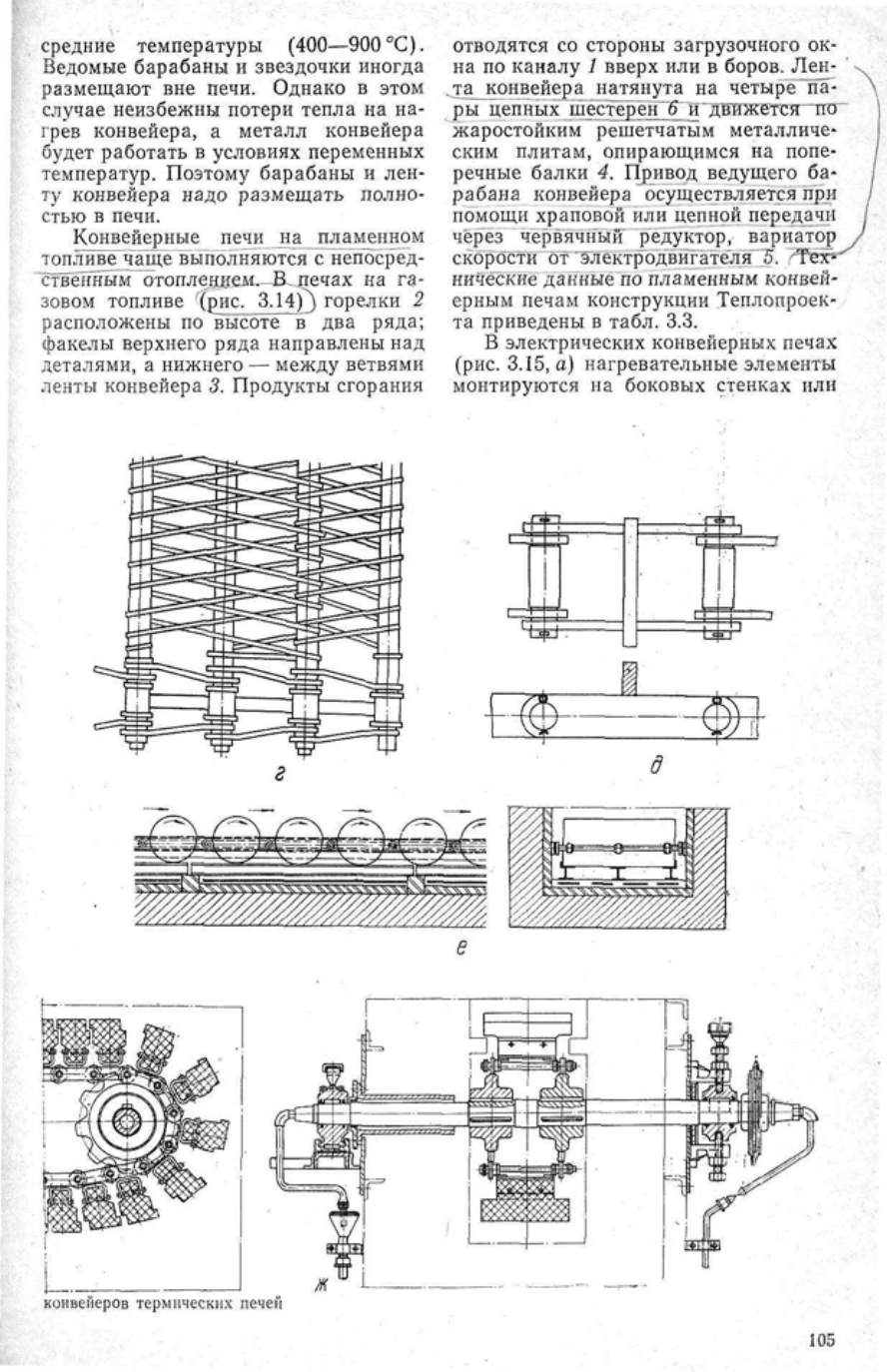
Пластинчатый конвейер (рис.
3.13, а) состоит из отдельных пластин,
набранных на стержни. На концы по-
следних надеты шайбы, которые
входят
101
в
зацепление с зубьями звездочек, рас-
положенных по краям
ведущего
бара-
бана. Схема пластинчатого конвейера,
собранного из отдельных сварных зве-
ньев,
представлена на рис. 3.13, в.
Панцирный
конвейер изготовляется
из
литых звеньев (рис.
3.13,6),
кото-
рые соединяются стержнями, образуя
. сплошное полотно конвейера. Привод-
ные
барабаны на всей поверхности
снабжаются литыми зубьями, которые
сообщают движение конвейеру. Пан-
цирные
конвейеры обладают хорошей
жесткостью и
могут
применяться при
температурах
900—950
°С.
Лента конвейера изготовляется
также в виде сплошной металлической
сетки.
Сетчатый конвейер использует-
ся
для транспортировки деталей массой
не
выше
0,5—1,0
кг. При работе кон-
вейера сетка вытягивается. Наиболее
целесообразно сетчатый конвейер из-
готовлять с жестким каркасом (рис.
3.13, г). По краям ленты находятся ве-
дущие цепи Галля, а сетка натягивает-
ся
на стержни, закрепленные во
втул-
ках цепи.
Конвейер
в виде ряда параллель-
ных цепей Галля с ведущими пальца-
ми
показан на рис.
3.13,(9.
В рабочее
пространство высокотемпературных пе-
чей
следует
выставлять только
веду-
щие
пальцы, а цепь располагать в по-
ду в специальных направляющих,
охлаждаемых водой. Для небольших
конвейерных печей ведущие пальцы
иногда
делают
из литых сегментов, ме-
жду которыми вставляют нагреваемые
детали. На звездочках сегменты расхо-
дятся, освобождая детали.
Конвейер
в виде ряда роликов, на-
саженных на осях, закрепленных по
бокам в цепях Галля, показан на рис.
3.13, е. Этот конвейер применяется для
транспортировки деталей, имеющих
форму тел вращения. Детали, соприка-
-сая"Сь~с~ролйкамй~нёскЬлько
ниже цен-
тра тяжести цилиндров, двигаются и
вращаются вокруг своей оси.
Керамический
конвейер (рис-
3.13,
о/с)
состоит из ряда звеньев, футе-
рованных огнеупорной керамикой. Они
крепятся
к
двум
пластинчатым цепям,
натянутым на звездочки. Такой кон- ".
вейер применяется в малых печах с
температурой нагрева 1000 °С и выше. ••
Ленты конвейера и цепи работают
на
растяжение и
могут
вытягиваться.
Поэтому конвейерные печи использу-
. ются преимущественно на низкие и
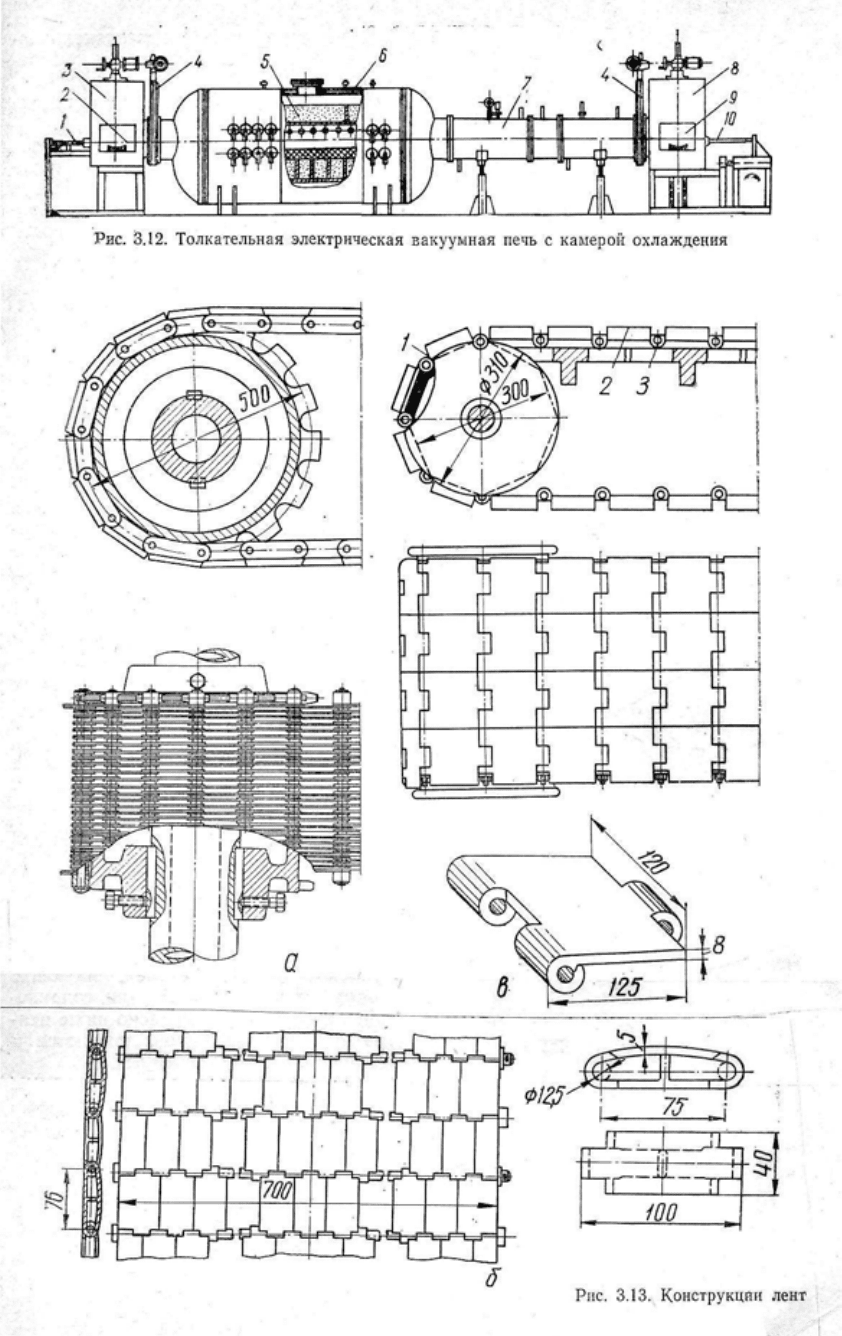
Рис.
3.12. Толкательная электрическая вакуумная печь с камерон охлаждения
Рис.
3.13. Конструкции лент \.
средние температуры
(400—900
°С).
Ведомые барабаны и звездочки иногда
размещают вне печи. Однако в этом
случае
неизбежны потери тепла на на-
грев конвейера, а металл конвейера
будет
работать в условиях переменных
температур. Поэтому барабаны и лен-
ту конвейера надо размещать полно-
стью в печи.
Конвейерные
печи__на_ пламенном
топливе чащё~¥ыполняются с непосред-
ственным отоплещ1е:м.-В-.печах на га-
зовом топливе '(рис.
3.14)j
горелки 2
расположены по высо~те в два ряда;
факелы
верхнего ряда направлены над
деталями, а нижнего —
между
ветвями
ленты конвейера 3. Продукты сгорания
отводятся со стороны загрузочного ок-
на
по каналу / вверх или в боров. JleHj
.та конвейера натянута на четыре па-
ры цепных шестерён'6' и "Дв¥жется"~гяг"
жаростойким решетчатым металличе*
ским
плитам, опирающимся на попе-
речные балки 4. Привод
ведущего
ба-
рабана конвейера осуществляется при
помощи
храповой или цепной передачи
через червячный редуктор, вариатор
скорости от электродвигателя "5. -Тех
нические
данные по пламенным конвей-
ерным
печам конструкции Теплопроек-
та приведены в табл. 3.3.
В электрических конвейерных печах
(рис.
3.15, а) нагревательные элементы
монтируются на боковых стенках или
•>
. •.*
конвейеров
термических печей
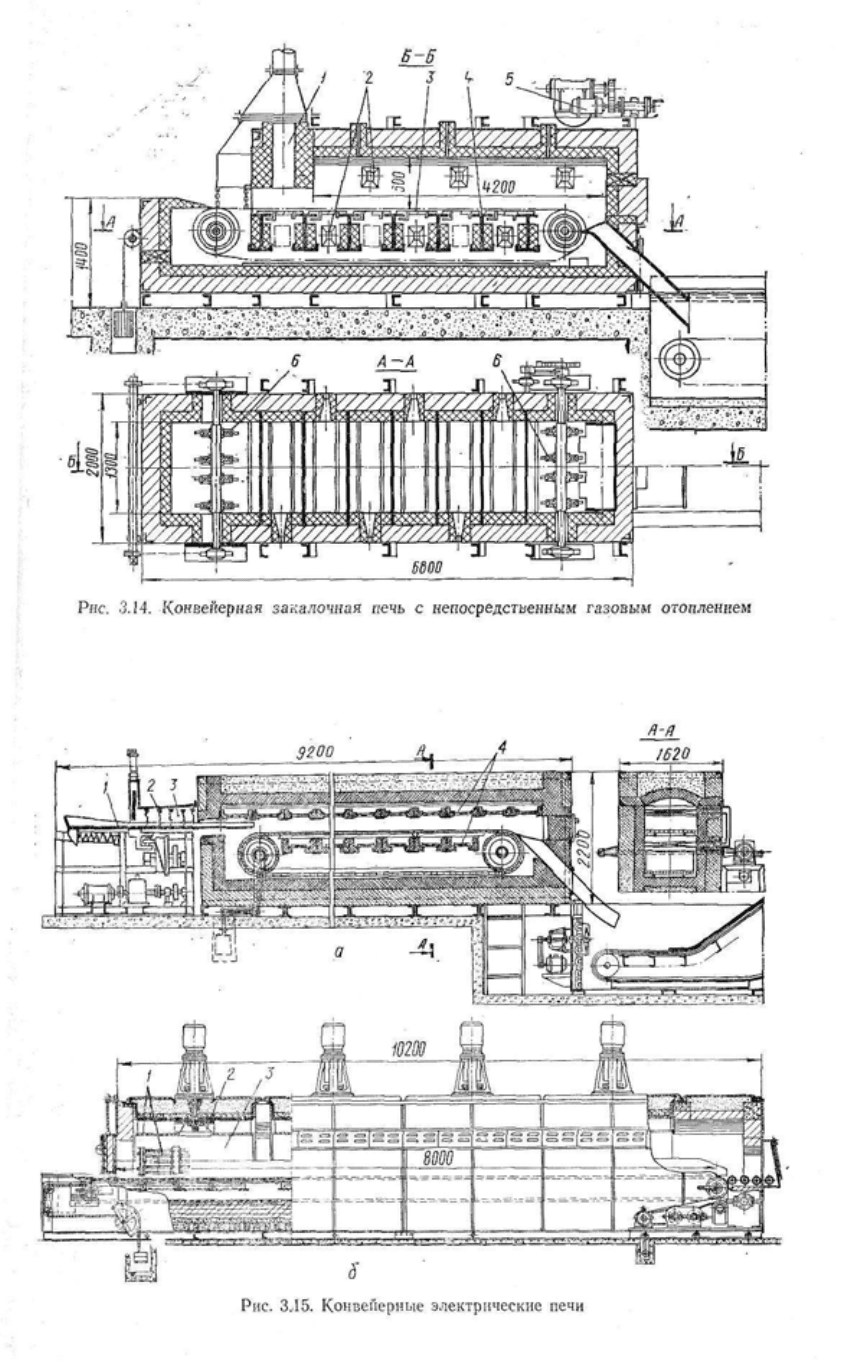
Рис.
3.14. Конвейерная закалочная печь с непосредственным газовым отоплением
Рис.
3,15. Конвейерные электрические печи
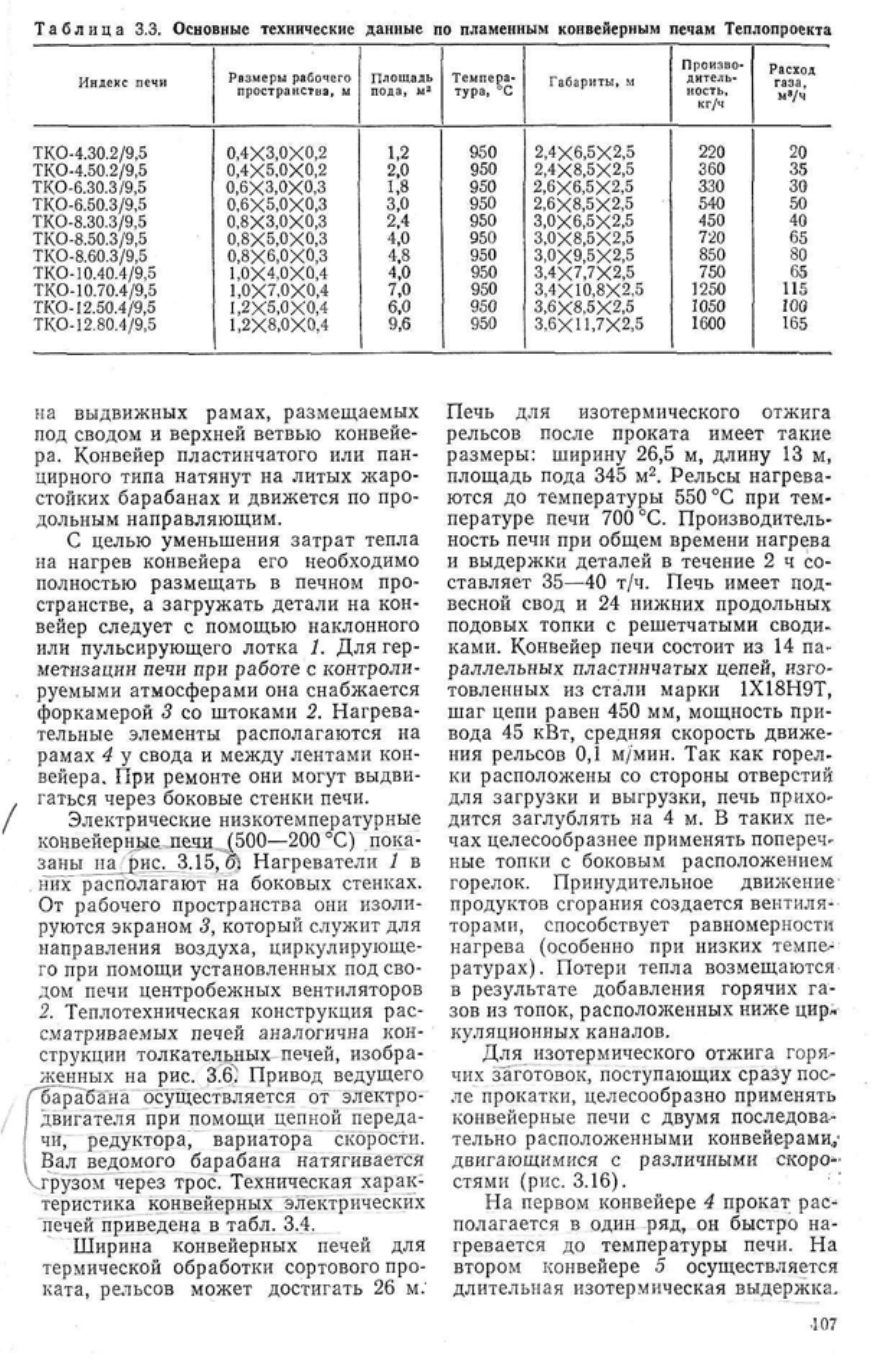
Таблица 3.3. Основные технические данные по пламенным конвейерным печам Теплопроекта
Индекс
печи
ТКО-4.30.2/9,5
ТКО-4.50.2/9,5
ТКО-6.30.3/9,5
ТКО-6.50.3/9,5
ТКО-8.30.3/9,5
ТКО-8.50.3/9,5
ТКО-8.60.3/9,5
ТКО-10.40.4/9,5
ТКО-10.70.4/9,5
ТКО-12.50.4/9,5
ТКО-12.80.4/9,5
Размеры рабочего
пространстца, м
0,4X3,0X0,2
0,4X5,0X0,2
0,6X3,0X0,3
0,6X5,0X0,3
0,8X3,0X0,3
0,8X5,0X0,3
0,8X6,0X0,3
1,0X4,0X0,4
1,0X7,0X0,4
1,2X5,0X0,4
1,2X8,0X0,4
Площаль
пода, ы
2
1,2
2,0
1,8
3,0
2,4
4,0
4,8
4,0
7,0
6,0
9,6
Темпера-
тура,
°С
950
950
950
950
950
950
950
950
950
950
950
Габариты, м
2,4X6,5X2,5
2,4X8,5X2,5
2,6X6,5X2,5
2,6X8,5X2,5
3,0X6,5X2,5
3,0X8,5X2,5
3,0X9,5X2,5
3,4X7,7X2,5
3,4X10,8X2,5
3,6X8,5X2,5
3,6X11,7X2,5
Произво-
дитель-
ность,
кг/ч
220
360
330
540
450
720
850
750
1250
1050
1600
Расход
газа,
20
35
30
50
40
65
80
65
115
100
165
на
выдвижных рамах, размещаемых
под сводом и верхней ветвью конвейе-
ра. Конвейер пластинчатого или пан-
цирного типа натянут на литых жаро-
стойких барабанах и движется по про-
дольным направляющим.
С
целью уменьшения затрат тепла
на
нагрев конвейера его необходимо
полностью размещать в печном про-
странстве, а загружать детали на кон-
вейер
следует
с помощью наклонного
или пульсирующего лотка L Для гер-
метизации печи при работе с контроли-
руемыми атмосферами она снабжается
форкамерой 3 со штоками 2. Нагрева-
тельные элементы располагаются на
рамах 4 у свода и
между
лентами кон-
вейера. При ремонте они
могут
выдви-
гаться через боковые стенки печи.
Электрические низкотемпературные
конвейерные_-.пенд
(500—200
°С) пока-
заны
1_1а__р_ис,_3.15,%
Нагреватели 1 в
. них" "располагают на боковых стенках.
От рабочего пространства они изоли-
руются экраном 3, который служит для
направления
воздуха,
циркулирующе-
го при помощи установленных под сво-
дом печи центробежных вентиляторов
2. Теплотехническая конструкция рас-
сматриваемых печей аналогична кон-
струкции толкательных печей, изобра-
женных на рис. 3.6; Привод
ведущего
/""барабана" осуществляется от~~электро-
двигателя при помощи цепной переда-
чи,
редуктора, вариатора скорости.
1
Вал ведомого барабана натягивается
чгрузбм "через трос. Техническая харак
:
теристика конвейерных электрических
'печей приведена в табл. 3.4.
Ширина
конвейерных печей для
термической обработки сортового про-
ката, рельсов может достигать 26 м:
Печь для изотермического отжига
рельсов после проката имеет такие
размеры: ширину 26,5 м, длину 13 м,
площадь пода 345 м
2
. Рельсы нагрева-
ются до температуры 550 °С при тем-
пературе печи
700°С.
Производитель-
ность печи при общем времени нагрева
и
выдержки деталей в течение 2 ч со-
ставляет
35—-40
т/ч. Печь имеет под-
весной свод и 24 нижних продольных
подовых топки с решетчатыми своди-
ками.
Конвейер печи состоит из 14 па-
раллельных пластинчатых цепей, изго-
товленных из стали марки 1Х18Н9Т,
шаг цепи равен 450 мм, мощность при-
вода 45 кВт, средняя скорость движе-
ния
рельсов 0,1 м/мин. Так как горел-
ки
расположены со стороны отверстий
для загрузки и выгрузки, печь прихо-
дится заглублять на 4 м, В таких пе-
чах целесообразнее применять попереч*
ные топки с боковым расположением
горелок. Принудительное движение
продуктов сгорания создается вентиля-
торами, способствует равномерности
нагрева (особенно при низких темпе-
ратурах). Потери тепла возмещаются
в
результате
добавления горячих га-
зов из топок, расположенных ниже
цир*
куляционных каналов.
Для изотермического отжига горя-
чих заготовок, поступающих сразу пос-
ле прокатки, целесообразно применять
конвейерные печи с двумя последова-
тельно расположенными конвейерами;
двигающимися с различными скоро-'
стями (рис.
3.16).
•
:
На
первом конвейере 4 прокат рас^
полагается в один ряд, он быстро на-
гревается до температуры печи. На
втором конвейере 5 осуществляется
длительная изотермическая выдержка.
107
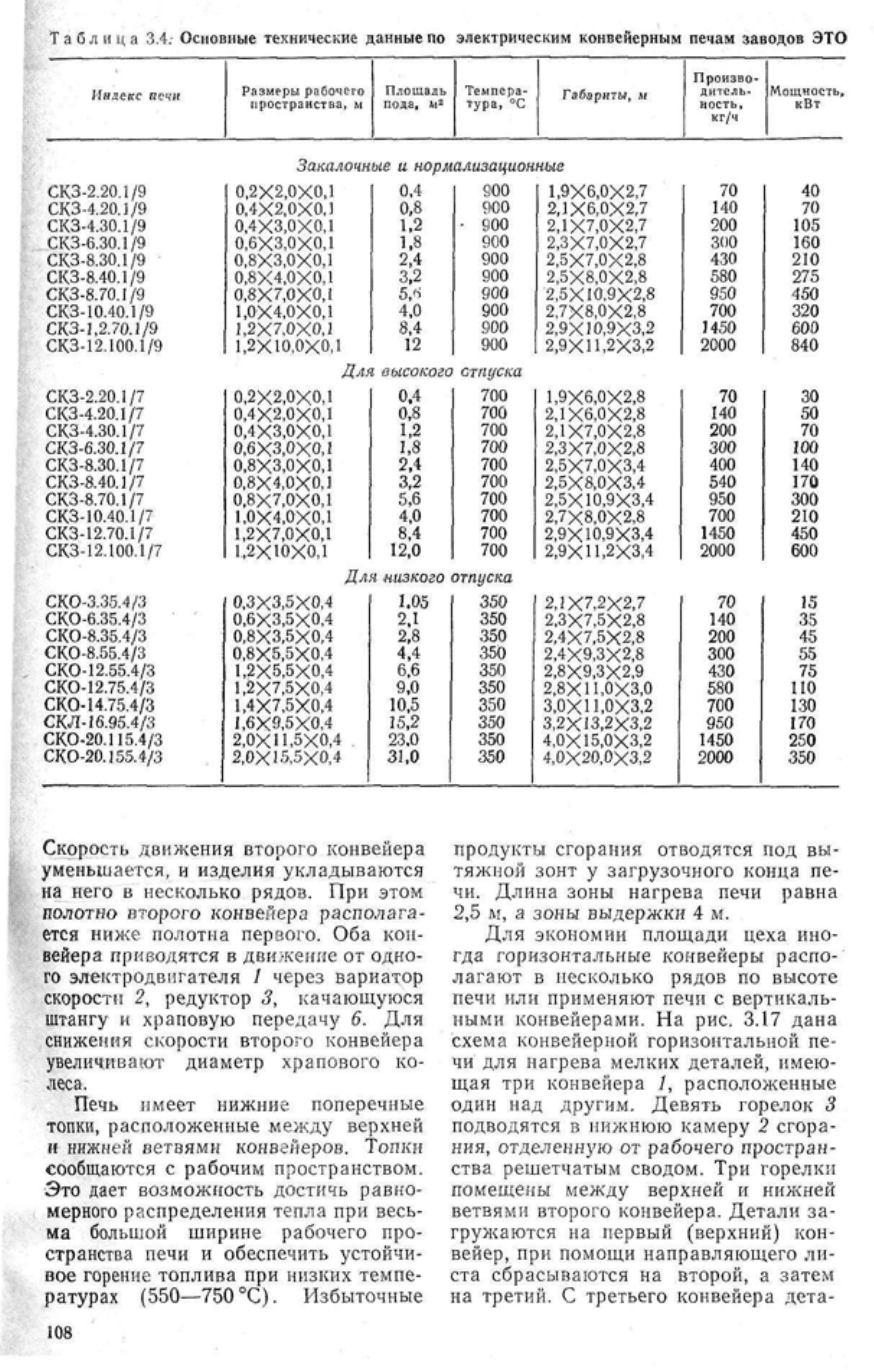
Таблица
3.4.
Основные
технические
данные
по
электрическим
конвейерным
печам
заводов
ЭТО
Индекс
печи
Размеры
рабочего
пространства,
м
П
лошадь
пода,
цг
Темпера-
тура,
°С
Габариты,
м
Произво-
дитель-
ность,
кг/ч
Мощность,
кВт
СКЗ-2.20Л/9
СКЗ-4.20.1/9
СКЗ-4.30.1/9
СКЗ-б.30.1/9
СКЗ-8.30.1/9
СКЗ-8.40.1/9
СКЗ-8.70.1/9
СКЗ-10.40.1/9
СКЗ-1,2.70.1/9
СКЗ-12.100.1/9
СКЗ-2.20.1/7
СКЗ-4.20.1/7
СКЗ-4.30.1/7
СКЗ-6.30.1/7
СКЗ-8.30.1/7
СКЗ-8.40.1/7
СКЗ-8.70.1/7
СКЗ-Ю.40.1/7
СКЗ-12.70.1/7
СКЗ-12.100.1/7
закалочные
0,2X2,0X0,1
0,4X2,0X0,1
0,4X3,0X0,1
0,6X3,0X0,1
0,8X3,0X0,1
0,8X4.0X0,1
0,8X7,0X0,1
1,0X4,0X0,1
1,2X7,0X0,1
1,2X10,0X0,1
Для
о
0,2X2,0X0,1
0,4X2,0X0,1
0,4X3,0X0,1
0,6X3,0X0,1
0,8X3,0X0,1
0,8X4,0X0,1
0,8X7,0X0,1
1,0X4,0X0,1
1,2X7,0X0,1
1,2X10X0,1
и
нормализационныз
0,4
0,8
1,2
1,8
2,4
3,2
5,4
4,0
8,4
12
600
900
-
900
900
900
900
900
900
900
900
1,9X6,0X2,7
2,1X6,0X2,7
2,1X7,0X2,7
2,3X7,0X2,7
2,5X7,0X2,8
2,5X8,0X2,8
2,5X10,9X2,8
2,7X8,0X2,8
2,9X10,9X3,2
2,9X11,2X3,2
0.4
0,8
1,2
1,8
2,4
3.2
5,6
4,0
8.4
12,0
700
700
700
700
700
700
700
700
700
700
70
140
200
300
430
580
950
700
1450
2000
40
70
105
160
210
275
450
320
600
840
1,9X6,0X2,8
2,1X6,0X2,8
2,1X7,0X2,8
2,3X7,0X2,8
2,5X7,0X3,4
2,5X8,0X3,4
2,5X10,9X3,4
2,7X8,0X2,8
2,9X10,9X3,4
2,9X11.2X3,4
70
140
200
300
400
540
950
700
1450
2000
30
50
70
100
140
170
300
210
450
600
СКО-3.35.4/3
СКО-6.35.4/3
СКО-8.35.4/3
СКО-8.55.4/3
СКО-12.55.4/3
СКО-12.75.4/3
СКО-14.75.4/3
СКЛ-16.95.4/3
СКО-20.115.4/3
СКО-20.155.4/3
Для низкого
0,3X3,5X0,4
0,6X3,5X0,4
0,8X3,5X0,4
0,8X5,5X0,4
1,2X5,5X0,4
1,2X7,5X0,4
1,4X7,5X0,4
1,6X9.5X0,4
2,0X11,5X0,4
2,0X15,5X0,4
1.05
2,1
2,8
4,4
6,6
9,0
10,5
15,2
23,0
31,0
отпуска
350
350
350
350
350
350
350
350
350
350
2,1X7,2X2,7
2,3X7,5X2,8
2,4X7,5X2,8
2,4X9,3X2,8
2,8X9,3X2,9
2,8X11,0X3,0
з,охп,охз,2
3,2X13,2X3,2
4,0X15,0X3,2
4,0X20,0X3,2
70
140
200
300
430
580
700
950
1450
2000
15
35
45
55
75
ПО
130
170
250
350
Скорость движения второго конвейера
уменьшается,
и
изделия укладываются
на
него
в
несколько рядов.
При
этом
полотно второго конвейера располага-
ется ниже полотна первого.
Оба кон-
вейера приводятся
в
движение
от
одно-
го электродвигателя
/
через вариатор
скорости
2,
редуктор
3,
качающуюся
штангу
и
храповую передачу
6. Для
.снижения
скорости второго конвейера
увеличивают диаметр храпового
ко-
леса.
Печь
имеет нижние поперечные
топки,
расположенные между верхней
и
нижней ветвями конвейеров. Топки
сообщаются
с
рабочим пространством.
Это дает возможность достичь равно-
мерного распределения тепла
при
весь-
ма большой ширине рабочего
про-
странства печи
и
обеспечить устойчи-
вое горение топлива
при
низких темпе-
ратурах (550—750
°С).
Избыточные
продукты сгорания отводятся
под вы-
тяжной
зонт
у
загрузочного конца
пе-
чи.
Длина зоны нагрева печи равна
2,5
м, а
зоны выдержки
4 м.
Для экономии площади цеха
ино-
гда горизонтальные конвейеры распо-
лагают
в
несколько рядов
по
высоте
печи
или
применяют печи
с
вертикаль-
ными
конвейерами.
На рис. 3.17
дана
схема конвейерной горизонтальной
пе-
чи
для
нагрева мелких деталей, имею-
щая
три
конвейера
1,
расположенные
один
над
другим. Девять горелок
3
подводятся
в
нижнюю камеру
2
сгора-
ния,
отделенную
от
рабочего простран-
ства решетчатым сводом.
Три
горелки
помещены
между верхней
и
нижней
ветвями второго конвейера. Детали
за-
гружаются
на
первый (верхний)
кон-
вейер,
при
помощи направляющего
ли-
ста сбрасываются
на
второй,
а
затем
на
третий.
С
третьего конвейера дета-
108
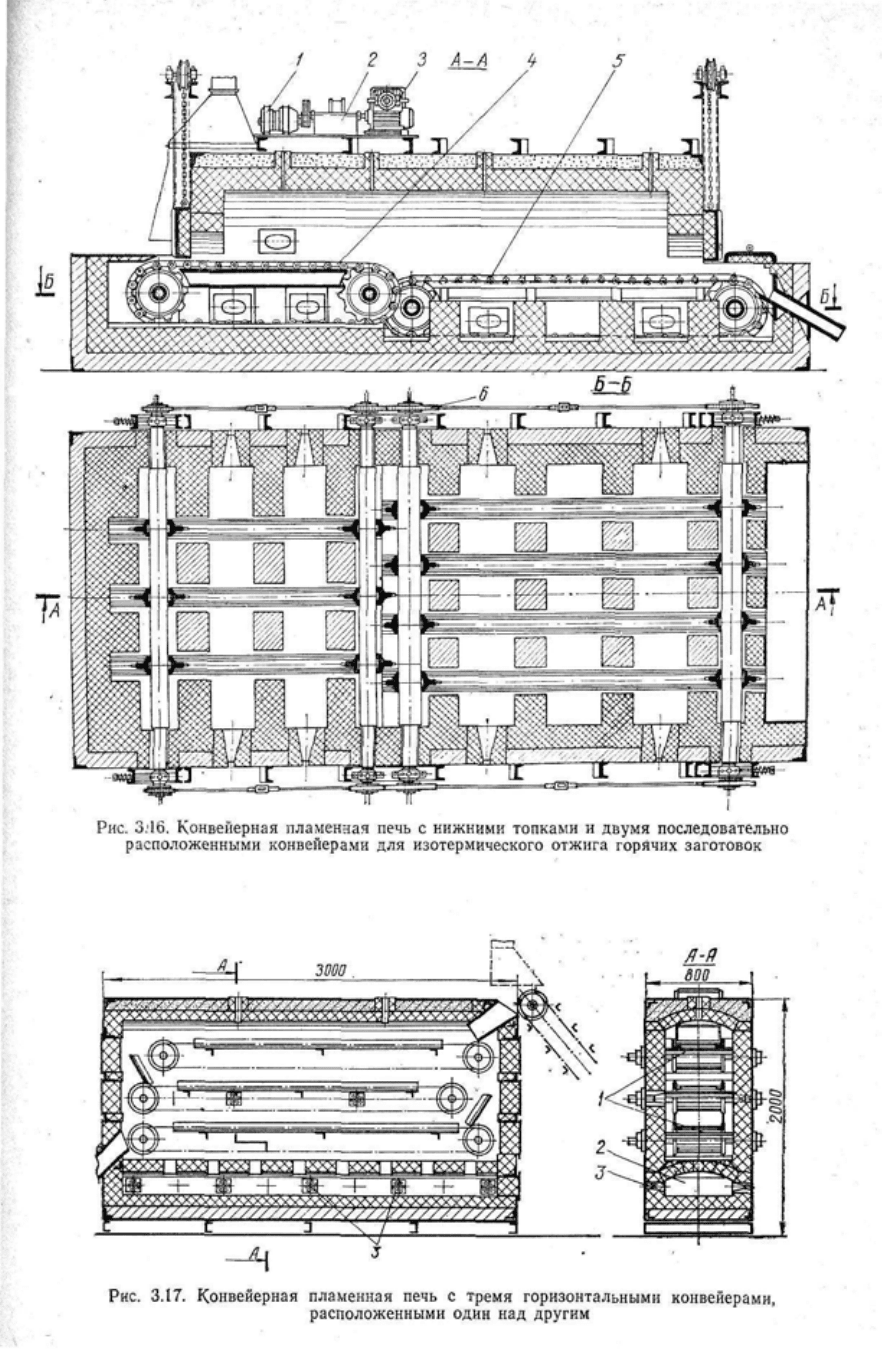
Рис.
З.'Ш, Конвейерная пламенная печь с нижними топками и двумя последовательно
расположенными конвейерами для изотермического отжига горячих заготовок
Рис.
3.17. Конвейерная пламенная печь с тремя горизонтальными конвейерами,
расположенными один над
другим
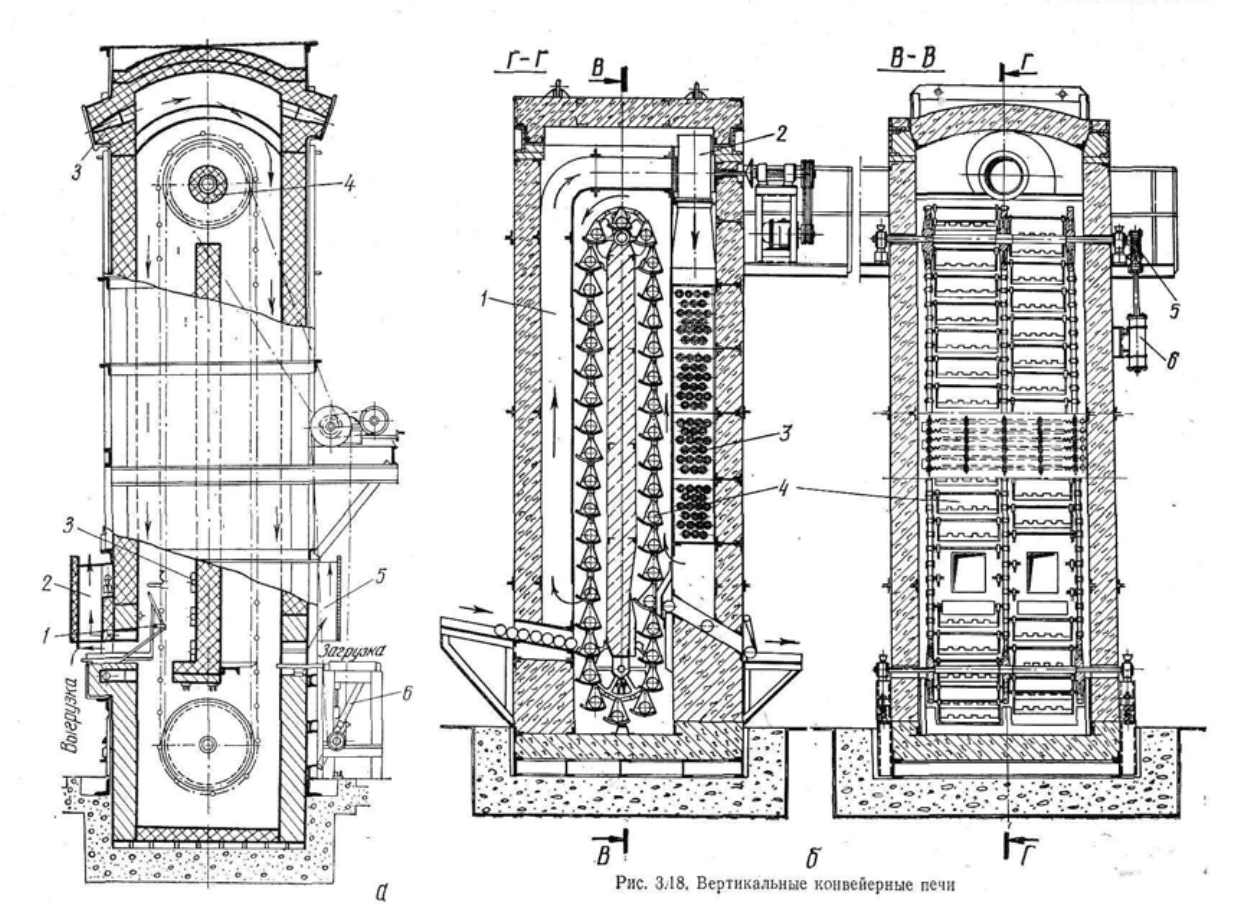
Рис.
ЗЛ8. Вертикальные конвейерные печи