Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.

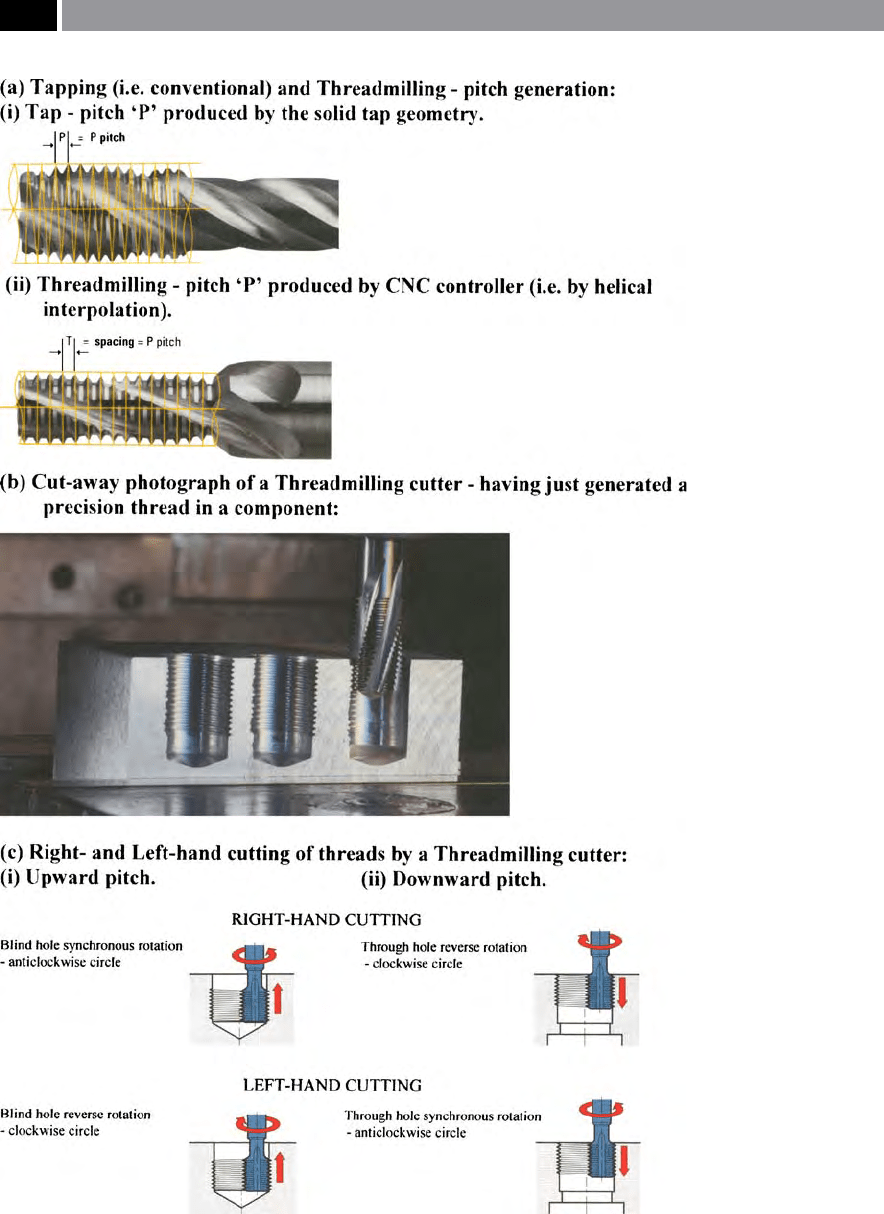
Figure 107. Threadmilling cutters and typical thread generation operations. [Courtesy of Sandvik Coromant].
202 Chapter 5

5.6 Thread Milling
Introduction
read milling geometry in contrast to that of a basic
tap (i.e. having a single spiral shaped tooth Fig. 107ai),
has a series of teeth which do not form a spiral, but
are congured without pitch (Fig. 107aii). is fun
-
d
amental dierence in tool design is attributed to the
dierent thread production processes, explained ear-
l
ier. Not only can a thread milling cutter have a similar
visual geometry to that of a machine tap (Fig. 107aii),
but it can occur with a single radially-mounted blade
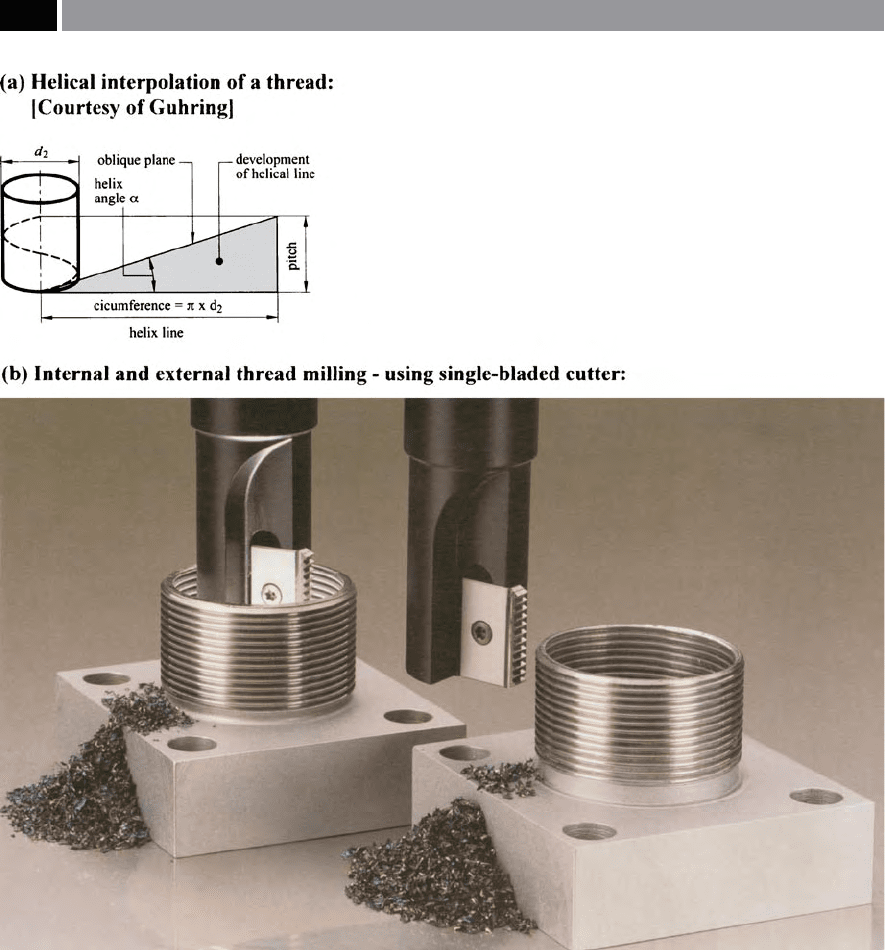
for milling both external and internal threads (Fig.
108b). Albeit for an internal thread production, there
must be sucient working space for the cutter to be
able to perform the thread milling task.
Tooth Profile and Dimensions
e thread milling cutter prole usually conforms to
that of the thread to be milled. In certain cases, it may
be essential to correct the milled thread’s prole. is
being the case, when the diameter of the thread to be
milled does not have a denite ratio to the diameter
of the thread milling cutter. A major advantage of em
-
p
loying thread milling in the production of threads,
is that it can mill a range of threads of diering diam-
e
ters. e one limitation here
b
eing that modications
of the thread’s pitch is not practicable.
If one discounts the tool’s thread pitch, then the de
-
s
ign of a thread milling cutter is remarkably similar
to that of a machine tap (Fig. 107a). A typical thread
milling cutter (Fig. 107aii), is characterised by its
cutting section’s size and dimensions. e total tool
length and its associated thread length are also part of
the cutter’s dimensions. read milling cutter designs
can also incorporate either a collar, or not – as the
milling situation dictates, together with either a coun
-
t
ersinking chamfer, or not. erefore, the thread mill-
i
ng cutter’s cutting section
(
Fig. 107aii), consists of its:
ute length, ute prole, tooth form together with its
associated form relief. In a similar fashion to that of a
machine tap, the ute length usually incorporates run-
out of the utes, although this ute run-out does not
have to be as great as that found on machine taps, due
to the smaller chips that are produced. read milled
chips do not remain in the cutter’s utes during the
thread milling process, and as such, will not restrict
further chip development. e tooth width is larger
than that found on machine taps, with relief grinding
creating
t
he necessary clearance angles, required for
milling threads.
Interference Ratio
If the thread milling cutter diameter to that of the
nominal thread diameter ratio of 70% is adhered to,
then no milled thread prole distortion should take
place (i.e. see Fig. 109a), irrespective of the thread’s
depth – this fact has been consistently well proven by
industrial applications.
In Fig. 109a, the illustration depicts the fact that the
diameter of the thread milling cutter and its associ
-
a
ted prole depth, determine the pressure angle of the
thread’s diameter.
Helical Interpolation
Helical interpolation (Fig. 108a), is the amalgama-
tion of two kinematic motions, these being: linear and
circular interpolations. erefore, in thread milling,
dierent threads can be manufactured by the form of
overlaying the pitch direction with that of the direc
-
t
ion of rotation of the circular movement.
read milling cutters are normally designed for
right-hand cutting, with the direction of rotation be
-
i
ng generally clockwise. However, by altering a range
of kinematic motions, such as: the axial direction of
the feed, reverse cutter rotation, or by synchronous
milling, all thread combinations can be manufactured
– some of which are depicted in Fig. 107c. Depending
upon the component features to be thread milled, such
as into blind, or through holes and
w
hether horizon
-
t
al, or vertical machining techniques are to be incor-
p
orated, together with the lubrication type and chip
removal strategies, these will determine the correct
choice of milling procedure to be adopted. Generally,
for thread milling production,
synchronous milling
methods
19
(i.e. Fig. 109b) should be applied whenever
possible, as they achieve the following intrinsic ben-
e
ts: lower cutting forces, improved chip formation,
longer tool life and improved surface quality.
19 Synchronous milling methods, can be identied when the
thread milling cutting edge emerges with a chip thickness of
zero (i.e. h = 0).
Threading Technologies 203
Speed Ratio
When thread milling, the cutter edge’s speed is cal-
culated by the cutting speed (i.e. revolutions) and the
feedrate per tooth. With linear movement, the cutting
edge’s feedrate is identical to that at the tool’s centre.
However, with helical interpolation, it follows a path
of a circle in the plane (Fig. 108a). All machine tool
CNC controllers will calculate speeds from the tool’s
centre, it is necessary to program a command for con
-
v
erting the cutting speed (i.e. a contour-related pro-
g
ram). When such a program does not exist, or the
central point is programmed, it is necessary to con-
v
ert the feedrate accordingly.
I
t should be mentioned,
that the interactive control at the CNC control panel
will always indicate the speed at the centre point of
the tool and, when running with no load (i.e. usu
-
a
lly termed a ‘dry-run’), this speed is simple to check.
Furthermore, if this speed is disregarded, the thread
milling cutter will run at a speed many times greater
than that of the feed, which shortly leads to the cut
-
t
er’s breakage.
Figure 108. Thread milling using a single-edged insert for either internal/external threading operations, can be achieved via a
complex simultaneous circular interpolation of the ‘x’ and ‘y’ axes and a ‘z’ axis linear motion. [Courtesy of Stellram]
.
204 Chapter 5

Figure 109. Threadmilling interference ratio, plus cutter
positioning and feeding. [Courtesy of Guhring]
.
Threading Technologies 205
Internal Thread Milling: Radial Positioning
to Nominal Diameter, Via Entry Cycles
e thread milling cutter’s radial positioning to the
nominal diameter at the start of the thread’s produc-
t
ion, is achieved by so-called ‘entry cycle’
20
(Fig. 109c),
while the movement following the thread’s milling op-
e
ration is achieved by cutter motion from the nomi-
n
al diameter to the hole’s centre, via a corresponding
‘exit cycle’.
read milling cutter approaches to that of
the start of the thread, via suitable ‘entry cycles’ can be
achieved by several dierent ways, these are:
•
Linear plunging (Fig. 109ci) – of the thread milling
cutter into the workpiece material, creates a very
large contact angle at the cutter’s periphery, lead-
i
ng to the
u
ndesirable situation of high tool loading
and long chips. is problem is particularly acute
w
hen the dierences between the thread milling
cutter’s diameter to that of the hole’s size is small.
Moreover, this radial entry linear plunging tech-
n
ique can leave a small ‘delay mark’
21
on a portion
of the milled thread.
NB Linear plunging i
s not an advisable thread mill-
ing technique for the production of accurate and
precise small threads.
•
90° quarter circle entry cycle (Fig. 109cii) – allows
just a small dierence in the diameter between the
tool and the thread to remove a large part of the
chip volume, during the linear section of the entry
cycle. is particular entry cycle strategy, is nor
-
m
ally only utilised for relatively large dierences
in diameter between the hole size and the cutter’s
diameter.
NB
e 90° quarter circle entry cycle has the advan-
tage of a relatively short e
ntry path, together with a
simple C
NC program.
•
180° semi-circle entry cycle (Fig. 109ciii) – the cut-
ting force loading of the tool is at its lowest when
20 Entry-cycles, allow the thread milling cutter to be moved in a
circular arc to the nominal thread’s diameter.
21 Delay marks, a
re the result of a slight dwell, prior to the next
command line activation in the thread milling program, caus-
ing cutting forces to ‘slightly relax’ and then impinge into the
machined thread’s surface.
the cutter is plunging, due to the contact angle be-
ing relatively small during the complete cycle en-
t
ry.
NB
e 180° semi-circle entry cycle necessitates
a slightly more sophisticated CNC program, al-
t
hough it has been found to be the most cost-e-
c
ient thread milling technique overall. In Fig. 110,
is depicted a step-by-step visual interpretation of
this actual thread milling process, along with a typ
-
i
cal programming example.
One distinct advantage that utilising
thread milling
tooling g
ives to the quality and tment of matching
threads, is that minute variations i
n the pitch and to a
lesser degree its associated depth, can be programmed-
in b
y the operator to modify ‘working clearances’.
is has the distinct benet of providing control over
the ‘backlash’ between the two mating thread milled
parts.
5.7 Thread Rolling –
Introduction
It is normal to specify thread rolling when substantial
quantities of threads need to be manufactured. In es-
s
ence, the production process i
s one of ‘cold-forming’ ,
in which the threaded features on the
w
orkpiece are
formed by rolling a thread blank between hardened
dies (Fig. 111). is rolling action, causes the metal
to ow radially into the required V-form prole (i.e.
see Fig. 111a – inset schematic diagrammatic com
-
p
arison between a cut and rolled thread – indicating
the ‘directionality of the grain-ow’
22
). Due to the fact
that no workpiece material is removed in the form of
chips, there is no waste material – resulting in substan-
22 ‘Directionality of the grain-ow’ , this anisotropic behaviour
of the manipulated grain structure aer rolling is one of plas-
tic deformation of the local material (i.e. Fig.111a – inset dia-
gram, indicating the V-from rolled thread). is local plastic
deformation, raises the material’s: hardness, tensile and fa-
tigue strengths, together with its proof stress. However, there
is some ‘drop-o’ in both the thread’s creep strength and its
ductility as a result of rolling, but this is tolerated – due to the
major benets described.
206 Chapter 5
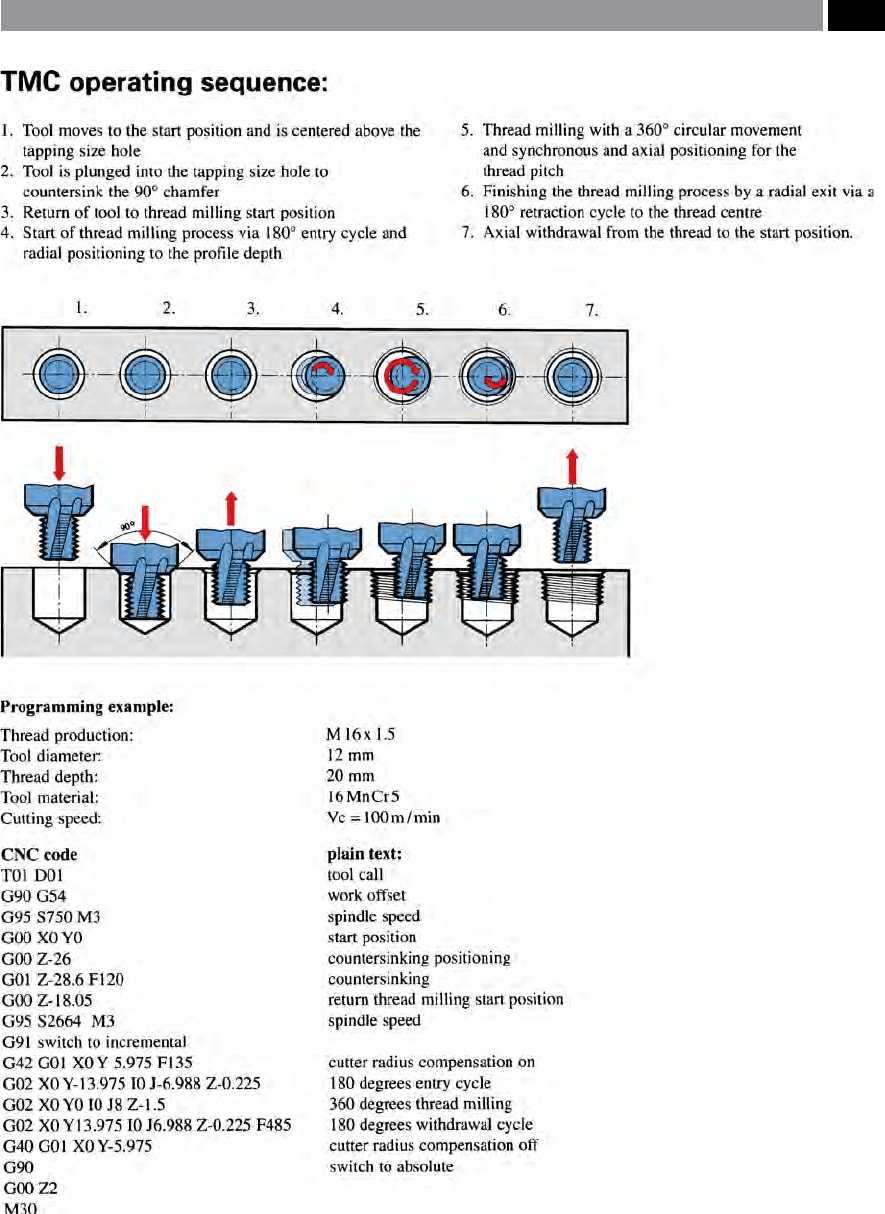
Figure 110. A typical threadmilling cutter operational sequence, with an illustrated series of cutter motions and a ‘practical’
word-address CNC program. [Courtesy of Guhring]
.
Threading Technologies 207
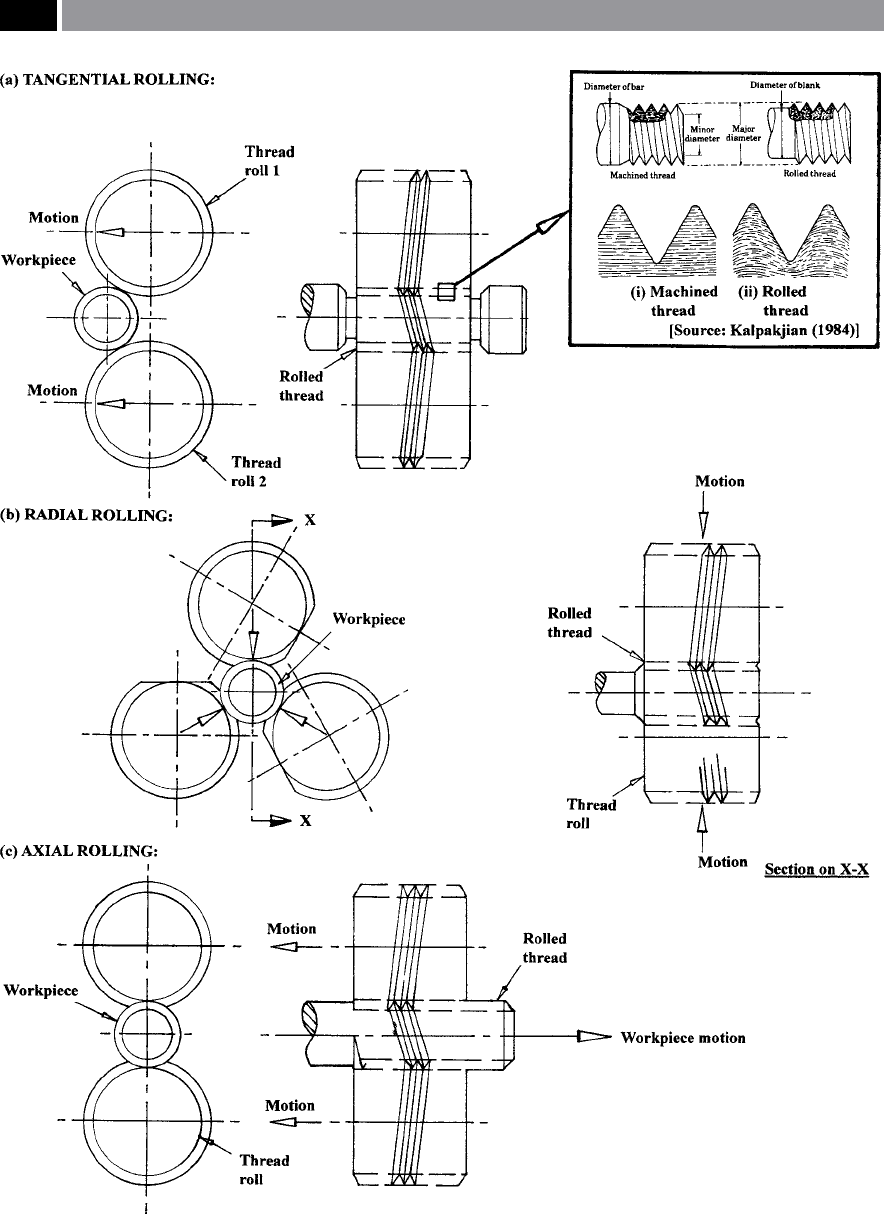
Figure 111. Thread rolling techniques – produce a strong thread form.
208 Chapter 5

tial economic savings as a result
23
. e main benets
of thread rolling on CNC machine tools, is that due
to this cold-working process, rolled threads have high
strength, are smoother and more wear resistant then
there machined counterparts. e thread rolling pro
-
d
uction rates are fast, typically a complete thread can
be formed in a second, with the thread quality being
consistently high.
A principal characteristic of a thread rolling op
-
e
ration is that the rolled thread’s diameter is always
greater t
han the original blank diameter. If the pro-
spective thread must have an accurate ‘class of t’ , then
its blank diameter is marginally increased by 0.05 mm
with respect to the thread pitch diameter. When it is
desired to have say, the body of a bolt larger than the
outside diameter of the rolled thread, then the thread’s
blank diameter is produced smaller than the body.
5.7.1 Thread Rolling Techniques
In Fig. 111, can be seen the three basic techniques
used to thread roll employed on CNC machine tools,
these are:
•
Two-roll tangential rolling (Fig. 111a), is a similar
process to that of ‘knurling’
24
. As the spindle turns,
the workpiece’s pre-rolled diameter is progressively
raised to its nal shape, normally over the course
of between
2
0 to 30 revolutions. e tangential
thread rolls are fed from the X-axis, at a tangent
to the workpiece. When the centreline of the rolls
line-up with that of the centreline of the workpiece,
the process is complete. Usually rolling a
φ2
0 mm
thread at 1200 rpm, takes about 1 second, con-
v
ersely, a single-point turned thread would require
23 read rolling, is known as a ‘chipless operation’ and as a re-
sult of the ‘cold rolling’ production process , the operation is
cleaner and material savings in blank stock weight are of the
order of between 15% to 20% – depending upon the size and
length of the threaded feature manufactured.
24 Knurling (
i.e not illustrated), utilises either two, or three
hardened rotating knurls which are pressed into the previ-
ously turned outside diameter, thereby giving a ‘gripping’ sur-
face pattern – and hence aids in purchase for one’s grip, with
normally either a straight-, or diamond-shaped knurl.
NB It is possible to utilise tangential sliding knurls to impart
the desired ‘imprinted patterned surface’ onto the workpiece’s
periphery.
10 times longer to manufacture the same threaded
feature,
•
ree-roll radial rolling (Fig. 111b), is similar in
operation to tangential heads, in so far as the work-
p
iece is normally approached from the side, per-
p
endicular to the major thread’s axis. e radial
rolls are sprung-loaded and when they are brought
over the workpiece, the tension is released, causing
the rolls to rotate and produce a thread. Flats on
the rolls allow for work to be inserted and removed.
In both the tangential and radial rolling techniques,
they are limited to thread lengths that are no greater
than the thread roll widths. e principal dierence
between these two heads, is that with
radial heads
t
he form is completed in just one r
evolution, as op-
posed to the 20 to 30 revolutions necessary with
tangential rolling methods. is fact, makes the ra-
dial rolling t
he fastest of all rolling techniques. For
example, if the workpiece spindle is rotating at 1200
rpm, and a φ1
0 mm thread is to be rolled, it would
take just 0.5 seconds to complete,
•
Two-roll axial rolling (Fig. 111c), these rolls engage
the workpiece from its front, along the workpiece’s
centreline (i.e. Z-axis). is rolling action is analo-
g
ous to a threading die, or thread-chaser, traversing
from one end of the workpiece to the other. Hence,
this rolling arrangement is capable of producing
very long threads, or threaded portions on the
workpiece, moreover, the axial heads support the
part during the thread’s manufacture, eliminating
the need of a supporting tailstock.
In all these thread rolling processes, the operation of
thread rolling remains primarily identical in its nal
rolled threaded feature on the workpiece and the pro
-
c
ess of imparting threads on ductile and to a lesser
extent some work-hardening materials, should be en-
c
ouraged. ere are other techniques for the produc-
t
ion of rolled threads that have not been shown here,
including: reciprocating and at die designs, planetary
rolling, etc., they have not been incorporated into this
review, because of the diculty of utilising them on
CNC machine tools.
References
Journals and Conference Papers
Bolden, A. Tapping Troubles: the Hidden Causes. Cutting
Tool Eng’g., 20–25, April 1990.
Threading Technologies 209

Burns, S. Keep the Tool Cool during Tapping. Cutting Tool
Eng’g., 33–37, April 1990.
Hanson, K.
Roll your Own [
read Rolling]. Cutting Tool
Eng’g., 54–58, May 2002.
Hazelton, J.L.
Tapping the Hard Stu. C
utting Tool Eng’g.,
62–68, Mar. 2007.
Henderer, T.
Solid Synchronicity [
Solid Tapping].Cutting
Tool Eng’g., 58–63, Feb. 2006.
Jonah, A.K.
Standard Taps for Exotic Materials. C
utting
Tool Eng’g., 26–30, April 1990.
Kennedy, B.
What’s on Tap? [
Tapping Advances]. Cutting
Tool Eng’g., 26–35, May 2002.
Lewis, B.
Challenge on Tap [
Tapping Problems]. Cutting
Tool Eng’g., 44–48, April 2003.
Nelson. D.
Swiss reads [
Swiss-type, segmented thread-
ing]. Cutting Tool Eng’g., 56–62, April 2007.
Pontius, K.
Low-silicon Lowdown [
Tapping Si-Al Parts].
Cutting Tool Eng’g., 58–64, May 2001.
Restall, M.
e Ins and Outs of read Milling. C
utting Tool
Eng’g., 28–33, Aug. 2001.
Richter, A.
Know your Limits [
read Limits and Classes].
Cutting Tool Eng’g., 36–41, Jan. 2005.
Rowe, J.
e Lowdown on Laydown Inserts [
Laydown
threading systems]. Cutting Tool Eng’g., 45–48, Oct.
2002.
Books, Booklets and Guides
A
ltan, T. Oh, S-I. and Gegel, H.L. Metal Forming: Funda-
mentals and Applications. A
SM Int. Pub. (Matls. Park,
Ohio), 1983.
Burrows, L. and Hancox, D.
Cra Engineering Data Book.
Stanley ornes Pub., 1978.
Cottrell, A.
An Introduction to Metallurgy. E
dward Arnold
Pub., 1975.
Degamo, E.P., Black, J.T., Kosher, R.A.
Materials and Pro-
cesses in Manufacturing. J
ohn Wiley and Sons Inc.,
2003.
Precision Cutting Tools. G
uhring Pub. 8
th
Ed., 2004.
Inuence of Metallurgy on Hole Making Operations. A
SM
Pub. (Ohio), 1978.
Kalpakjian, S.
Manufacturing Processes for Engineering Ma-
terials. A
ddison Wesley Pub., 1984.
Modern Metal Cutting – Part 11: Other Tools. A
B Sandvik
Coromant Pub., 1981.
Modern Metal Cutting. A
B Sandvik Coromant Pub., 1994.
Reed-Hill, R.E. Physical Metallurgy Principles. V
an Nos-
trand Reinhold 2
nd
Ed., 1973.
Rollason, E.C. Metallurgy for Engineers. E
dward Arnold
Pub. 4
th
Ed., 1973.
Schey, J.A. Introduction to Manufacturing Processes. M
c-
Graw-Hill Book Co. 3
rd
Ed., 1999.
Wick, C. et al. Tool and Manufacturing Engineers Hand-
book – Vol. II: Forming. 4
th
Ed., Society of Manuf. Engrs.
(Dearborn Mich.), 1984.
210 Chapter 5
6
Modular Tooling
and Tool Management
‘A place for everything
and everything in its place.’
SAMUEL SMILES
(1812 – 1904)
[In: Thrift, Chap. 5]