Синица Л.М. Организация производства
Подождите немного. Документ загружается.

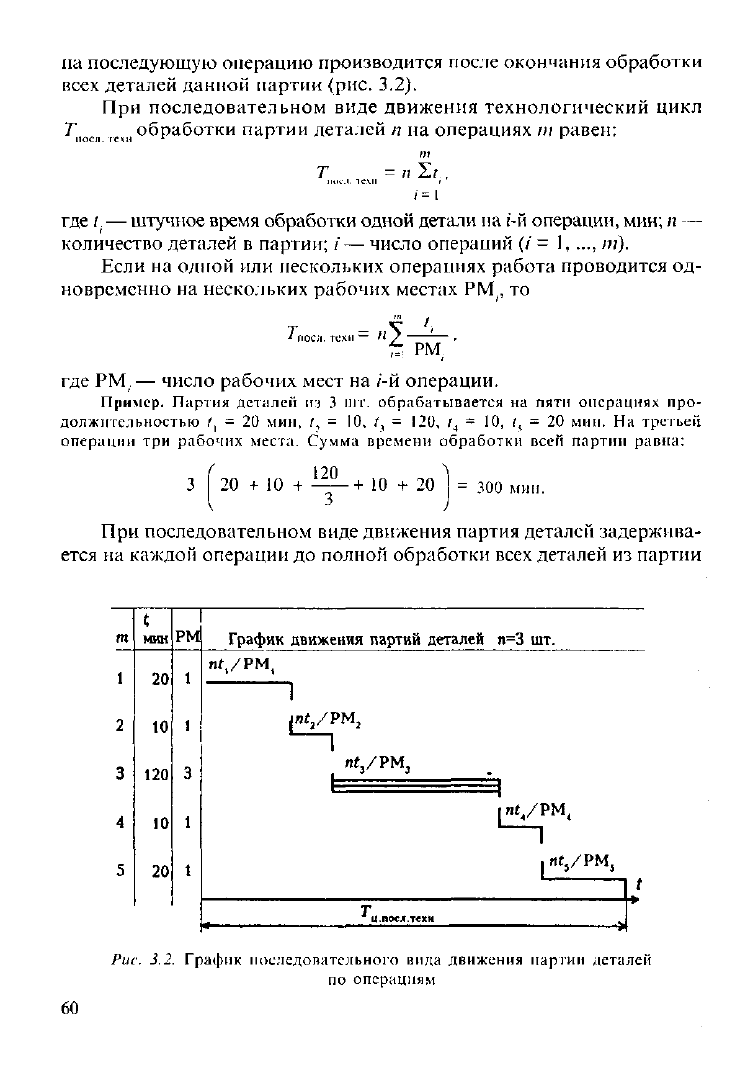
на последующую операцию производится после окончания обработки
всех деталей данной партии (рис. 3.2).
При последовательном виде движения технологический цикл
Т обработки партии деталей п на операциях m равен:
Т = п 2/.
поел,
техи
i
1 =
1
где
t.
— штучное время обработки одной детали на i'-й операции, мин; п —
количество деталей в партии; i— число операций (;' = 1, т).
Если на одной или нескольких операциях работа проводится од-
новременно на нескольких рабочих местах РМ., то
[
поел,
тсхн
"
РМ
где РМ.— число рабочих мест на /-й операции.
Пример. Партия деталей из 3 шт. обрабатывается на пяти операциях про-
должительностью 1
Х
= 20 мин, t
2
= 10, /
3
= 120, t
t
- 10, f
5
= 20 мин. На третьей
операции три рабочих места. Сумма времени обработки всей партии равна:
20 + 10 + Щ-+ 10 + 20 I = 300 мин.
При последовательном виде движения партия деталей задержива-
ется на каждой операции до полной обработки всех деталей из партии
m мин РМ
График движения партий деталей п=3 шт.
nr./PM,
|
1 20 1
nr./PM,
|
2
10
1
|п^/РМ
}
л£,/РМ,
3 120 3
И--" -\
1
I
nt
4
/PM
4
|
4 10
1
I
nt
4
/PM
4
|
5
20
1
t t
Г
^ ц.посл.техн ^
Рис. 3.2. График последовательного вида движения партии деталей
по операциям
60
(
х
е. наблюдаются перерывы партионности). Это приводит к увеличе-
нию незавершенного производства, удлинению технологической час-
ти производственного цикла. Данный вид применяется в единичном и
мелкосерийном производстве.
Из рис. 3.2 видно, что длительность технологического цикла при
последовательном виде движения предметов труда складывается из
времени изготовления партии деталей на каждой операции, т. е. из опе-
рационных циклов.
Длительность операционного цикла обработки партии деталей на
/_й операции равна:
ш
Т = —-
>
РМ,
где п — количество деталей в партии; t — время обработки одной
детали на /-й операции, мин; РМ.— количество рабочих мест, на ко-
торых выполняется данная операция.
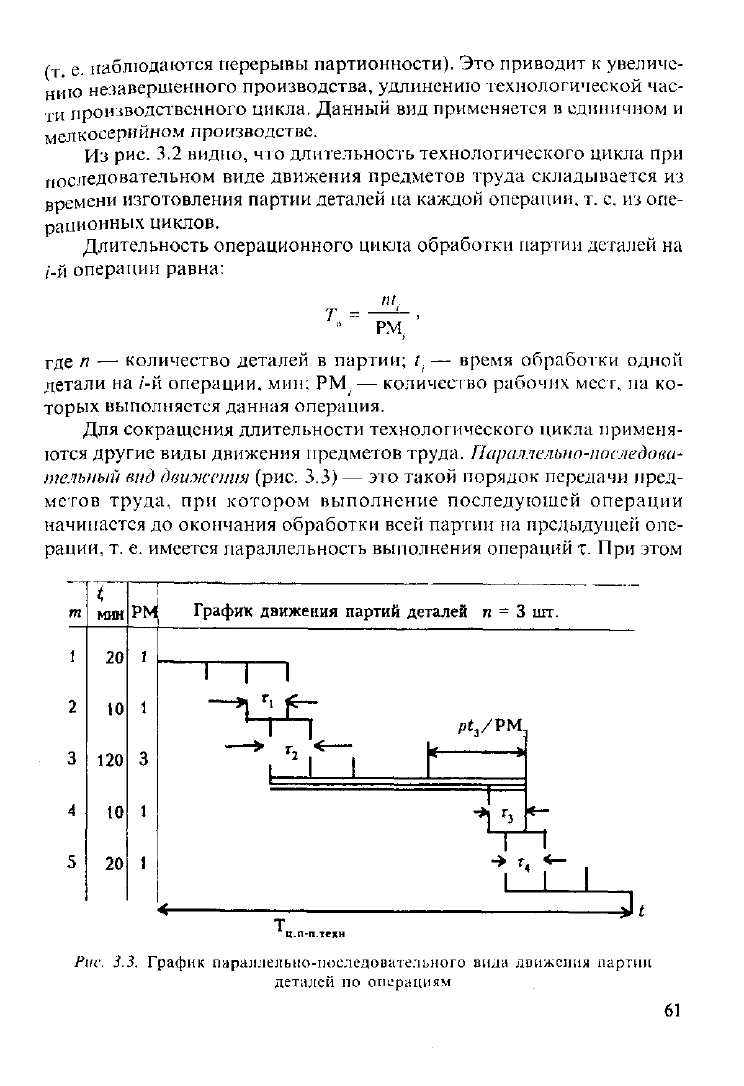
Для сокращения длительности технологического цикла применя-
ются другие виды движения предметов труда. Параллельно-последова-
тельный вид движения (рис. 3.3) — это такой порядок передачи пред-
метов труда, при котором выполнение последующей операции
начинается до окончания обработки всей партии на предыдущей опе-
рации, т. е. имеется параллельность выполнения операций т. При этом
мин
РМ
График движения партий деталей п = 3 шт.
20
10
120
10
20
pt,/PM
ли
Рис. 3.3. График параллельно-последовательного вида движения партии
деталей по операциям
61
обработка деталей всей партии на каждой операции производится не-
прерывно. Возможны два варианта параллельно-последовательного
вида движения:
а) длительность операционного цикла на предшествующей опера-
ции меньше, чем на последующей (сочетание 2-й и 3-й, 4-й и 5-й опера-
ций).
В этом случае детали на последующую операцию передаются
поштучно по мере их готовности, при этом они (кроме первой) будут
пролеживать в ожидании освобождения рабочего места на последую-
щей операции;
б) продолжительность операционного цикла на предшествующей
операции больше, чем на последующей (сочетание 1-й и 2-й, 3-й и 4-й
операций). Для обеспечения непрерывной работы на последующей (ко-
роткой) операции на предшествующих создается задел готовых деталей.
При передаче деталей на последующую операцию ориентируются на
последнюю деталь. Ко времени начала работы над ней на последующей
операции надо закончить обработку всех остальных деталей в партии.
При больших партиях передача предметов труда осуществляется
не поштучно, а частями, на которые делится обрабатывающая партия.
Эти количества предметов труда называют транспортной (или переда-
точной) партией р.
Общая продолжительность технологического цикла при парал-
лельно-последовательном движении Т
п п техн
сокращается по сравнению
с последовательным движением на сумму тех отрезков времени т, в
течение которых смежные операции выполнялись параллельно, т.е.
т-
1
Т = Т - 2 т.
п.-и техн поел, техн
1
В практических расчетах эта экономия может быть вычислена по
наиболее короткой операции из двух смежных, т. е. т = /
кор
(п - 1).
Таким образом, получаем
t. "'J г.
Т
=Й2——
-(/!-/;)!(——) , (3.1)
п.-п
техн
_^ pj^j
4
1 РМ
I.
где 2 (——)„„—сумма коротких операций, выбираемых из двух смежных.
, =
1
РМ
Если передача предметов труда осуществляется поштучно, то в
формуле (3.1) вместо величины транспортной партии р подставляется 1.
Для нашего примера Т
п птсхн
= 300 - (3 - 1) (10 + 10 + 10 + 10) =
= 220 мин. Сокращение времени составило 80 (300 - 220) мин.
Этот метод применяется при значительном выпуске одноименной
продукции на участках с неравномерной мощностью оборудования на
62

предприятиях серийного и крупносерийного выпуска продукции при
больших партиях деталей и значительной трудоемкости операций. Его
применение требует постоянного поддержания между операциями ми-
нимальных запасов предметов труда, тщательных предварительных
расчетов, четкого планирования и регулирования производства.
Еще большее сокращение технологического цикла достигается при
параллельном виде движения предметов труда.
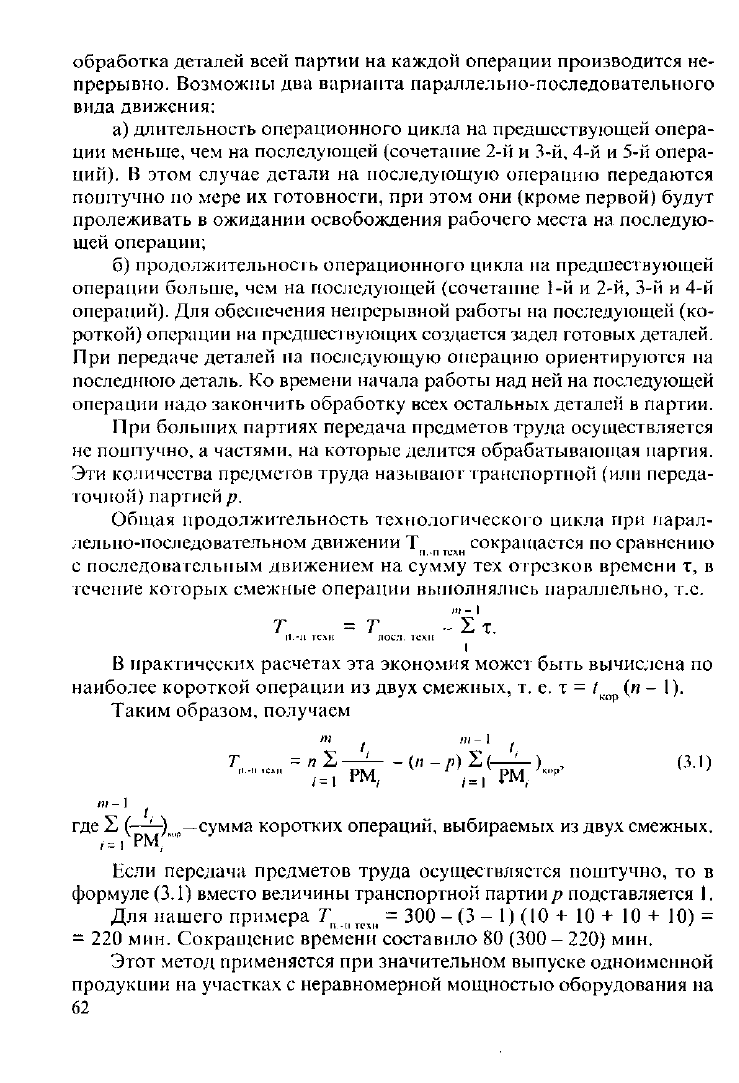
Параллельный вид движения (рис. 3.4) — это такой порядок пере-
дачи предметов труда, при котором каждая деталь (или транспортная
партия) передается на последующую операцию немедленно после окон-
чания обработки на предыдущей операции. Таким образом, обработ-
ка деталей партии осуществляется одновременно на многих операци-
ях. Здесь нет пролеживания деталей по причине ожидания обработки
других деталей из партии (перерывов партионности), что приводит к
сокращению длительности технологической части производственного
цикла и уменьшению незавершенного производства.
При построении графика параллельного вида движения сначала
отмечается технологический цикл для первой детали или транспорт-
ной партии р. Затем на операции с самым продолжительным операци-
онным циклом (г
гл
— главная операция) строится цикл проведения ра-
бот по всей партии п без перерывов. Для всех деталей (транспортных
партий), кроме первой, достраиваются операционные циклы на всех
других операциях.
т
t
мин
РМ
График
движения партий деталей п
=3
шт.
1
20
1
—,
__, ,
2
10
1
ч
Ч ч .
3
120
3
К/РМ
3
|
4
10
1
1
1
Ч
Ч
н
rt
t
/PM
t
5
20
1
^
^пар.техн
ч,
Рис.
3.4. График параллельного вила движения партии деталей по операциям
63

Общая длительность технологической части производственного
цикла Т
ш тсхн
определяется по формуле
t.
т
пар.
РМ.
+ (п~р) (•
РМ
t
где(р
М
)
г7Г
—
время наиболее продолжительной операции (главной).
При поштучной передаче р = 1. В нашем примере Т
тсх|1
=100 +
Однако, как видно из рис. 3.4, при параллельном методе обработ-
ки деталей на операциях, выполняемых до и после главной, возника-
ют простои оборудования и рабочих. Данные простои возникают
вследствие различий в длительности операций. Они оказываются тем
больше, чем значительнее разность между временем выполнения глав-
ной и остальных операций. Эффективное применение этого вида дви-
жения требует установления равенства или кратности всех операций
по обработке данного наименования деталей, т. е. их синхронизации.
Практически это обеспечивается только при поточной организации
производства, где можно получить синхронизированный график парал-
лельного процесса, обеспечив равенство
где ч — такт потока.
Наиболее распространенными способами синхронизации (вы-
равнивания времени по операциям технологического процесса) яв-
ляются:
• расчленение операций на переходы и комбинирование различ-
ных вариантов порядка их выполнения;
• группирование переходов нескольких операций;
• концентрация операций;
• введение параллельных рабочих мест на операциях, длитель-
ность которых кратная такту;
• рационализация рабочих приемов;
• интенсификация режимов работы;
• совмещение времени машинной и ручной работы и др.
120
+ (3-1)
3
= 180 мин.
64
В нашем примере, где установлена кратная продолжительность
операций, используя введение параллельных рабочих мест, можно
организовать выполнение 1-й и 5-й операций на двух параллельно ра-
ботающих станках, а выполнение 3-й — на 12. В результате можно
организовать работу непрерывным потоком.
Особого внимания при параллельном виде движения заслуживает
главная операция. Всякое сокращение времени на нее приведет к умень-
шению простоев на всех остальных операциях.
По приведенным графикам и формулам определяется длительность
технологической части производственного цикла. Остальные его эле-
менты определяются по нормативам, расчетам и опытным путем. Ве-
личина подготовительно-заключительного времени определяется по
нормативным картам, время естественных процессов — на основе тре-
бований технологии. Время на транспортировку и контроль учитыва-
ется только неперекрываемое другими элементами цикла и определя-
ется расчетным путем. Длительность межоперационного и межсменного
пролеживания находится расчетным путем на основе графиков загруз-
ки рабочих мест, обработки отдельных партий деталей.
Для выражения длительности производственного цикла в кален-
дарных днях учитывается соотношение календарных и рабочих дней
в году, т. е. коэффициент календарное™. Например, 365 : 255 = 1,4.
Длительность цикла, исчисленная в рабочих днях (как отношение дли-
тельности цикла в часах на количество часов работы в течение суток),
умножается на коэффициент календарности.
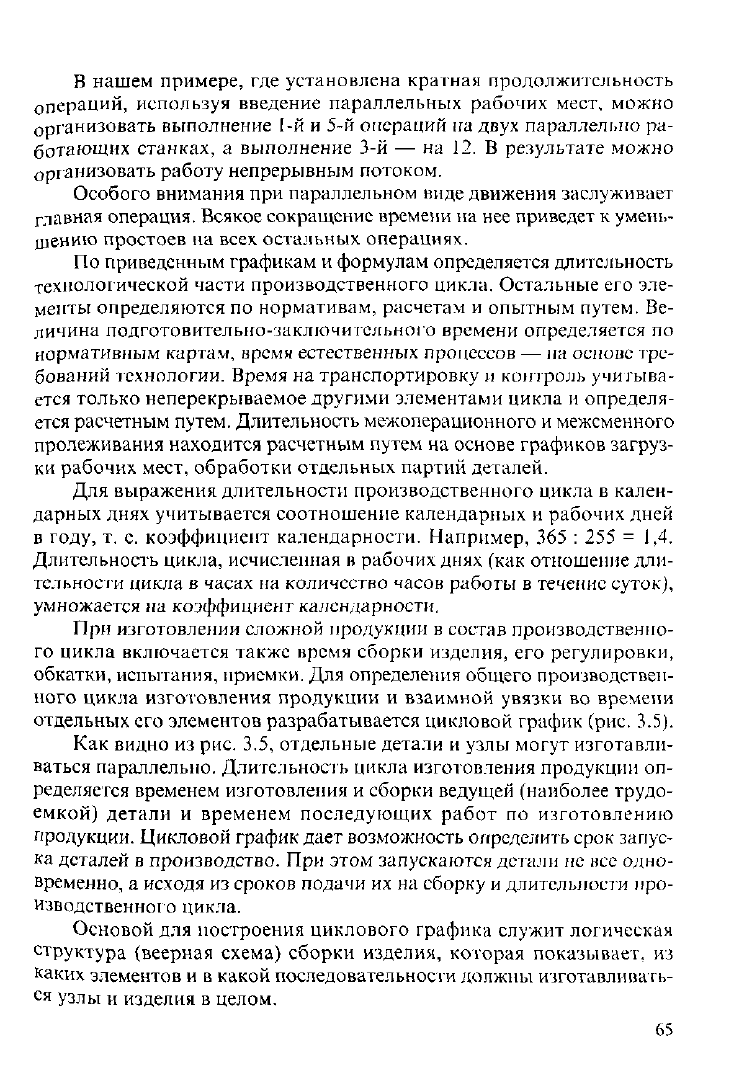
При изготовлении сложной продукции в состав производственно-
го цикла включается также время сборки изделия, его регулировки,
обкатки, испытания, приемки. Для определения общего производствен-
ного цикла изготовления продукции и взаимной увязки во времени
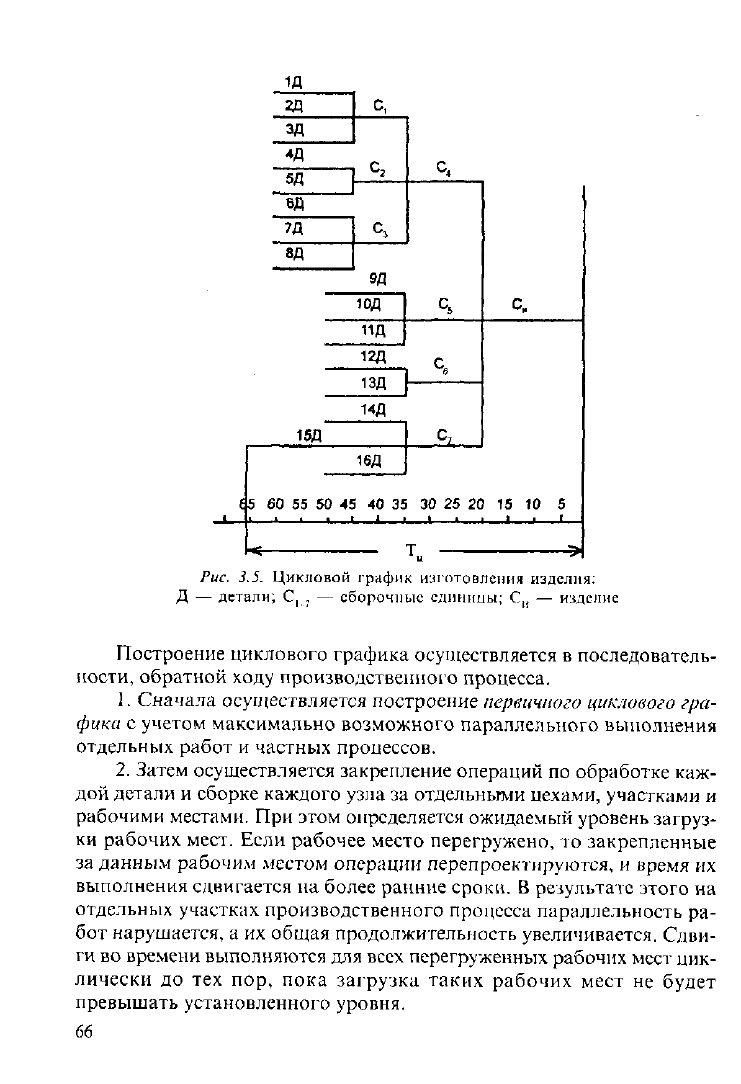
отдельных его элементов разрабатывается цикловой график (рис. 3.5).
Как видно из рис. 3.5, отдельные детали и узлы могут изготавли-
ваться параллельно. Длительность цикла изготовления продукции оп-
ределяется временем изготовления и сборки ведущей (наиболее трудо-
емкой) детали и временем последующих работ по изготовлению
продукции. Цикловой график дает возможность определить срок запус-
ка деталей в производство. При этом запускаются детали не все одно-
временно, а исходя из сроков подачи их на сборку и длительности про-
изводственного цикла.
Основой для построения циклового графика служит логическая
структура (веерная схема) сборки изделия, которая показывает, из
каких элементов и в какой последовательности должны изготавливать-
ся узлы и изделия в целом.
65
1Д
2Д
ЗД
4Д
5Д
7Д
8Д
15Д
С,
С
3
ад
ид
12Д
13Д
14Д
16Д
(5
60 55 50 45 40 35 30 25 20 15 10 5
Рис. 3.5. Цикловой график изготовления изделия:
Д — детали; С,
7
— сборочные единицы; С
|(
— изделие
Построение циклового графика осуществляется в последователь-
ности, обратной ходу производственного процесса.
1.
Сначала осуществляется построение первичного циклового гра-
фика с учетом максимально возможного параллельного выполнения
отдельных работ и частных процессов.
2.
Затем осуществляется закрепление операций по обработке каж-
дой детали и сборке каждого узла за отдельными цехами, участками и
рабочими местами. При этом определяется ожидаемый уровень загруз-
ки рабочих мест. Если рабочее место перегружено, то закрепленные
за данным рабочим местом операции перепроектируются, и время их
выполнения сдвигается на более ранние сроки. В результате этого на
отдельных участках производственного процесса параллельность ра-
бот нарушается, а их общая продолжительность увеличивается. Сдви-
ги во времени выполняются для всех перегруженных рабочих мест цик-
лически до тех пор, пока загрузка таких рабочих мест не будет
превышать установленного уровня.
66
3.
С учетом запланированных изменений в ходе производственно-
го процесса строится итоговый вариант циклового графика, на осно-
ве которого определяется ожидаемая длительность производственно-
го цикла, устанавливается опережение запуска в обработку отдельных
деталей и узлов и фиксируется срок начала всего производственного
процесса,
В нашем примере за 65 дней до срока изготовления продукции
должна быть запущена в производство только деталь № 15. Все дру-
гие будут запускаться позже, исходя из сроков опережения запуска по
сравнению с выпуском.
При изготовлении сложной продукции применяются сетевые гра-
фики и длительность производственного цикла определяется длиной
критического пути.
Для сложных многокомпонентных изделий построение и оптими-
зация цикловых и сетевых графиков достаточно трудоемки, поэтому
выполнение таких расчетных операций целесообразно осуществлять с
помощью специализированных программ для ЭВМ.
3.2.4.
Пути сокращения производственного
цикла
В интересах экономии оборотных средств, ускорения их оборачи-
ваемости необходимо сократить длительность производственного цик-
ла, что достигается путем уменьшения времени рабочего периода и пе-
рерывов в производственном процессе. Это обеспечивается двумя
путями: а) совершенствованием техники и технологии и б) повышени-
ем уровня организации производства.
Технологическое время и время перерывов значительно сокраща-
ется в результате совершенствования конструкций выпускаемой про-
дукции, повышения уровня ее технологичности, внедрения наиболее
рациональных высокоэффективных технологических процессов, повы-
шения уровня механизации и автоматизации, применения робототехни-
ки.
Сокращение трудоемкости технологических операций достигается
путем использования более совершенного инструмента, замены метал-
ла пластмассами, применения эффективной специальной и универсаль-
ной оснастки, использования ПЭВМ, позволяющих выбирать опти-
мальные режимы обработки деталей.
Для совершенствования процессов контроля, транспортировки и
складирования деталей целесообразно их совмещение по времени с
технологическим циклом, как это происходит, например, на роторных
автоматических линиях. Использование статистических методов кон-
троля качества продукции и регулирование технологических процес-
67
сов позволяет перейти от сплошного контроля к выборочному, снижая
тем самым время контрольных операций.
Сокращение времени транспортных и складских операций дости-
гается с помощью их механизации и автоматизации, благодаря чему
не только ускоряется их выполнение, но и создается высокая степень
надежности обслуживания производственного процесса.
Сократить производственный цикл можно путем снижения време-
ни естественных процессов, например внедрения при естественном
охлаждении принудительной циркуляции воздуха, а также путем сокра-
щения времени перерывов, вызываемых авариями оборудования, не-
хваткой материалов, оснастки и другими причинами неудовлетвори-
тельной организации производства.
Применяемые методы организации производства оказывают вли-
яние на все элементы производственного цикла.
Повышение параллельности выполняемых работ сокращает тех-
нологическую трудоемкость и время на транспортировку.
Сокращение перерывов достигается путем увеличения сменности
работы, применения параллельно-последовательного способа обработки
партии вместо последовательного, рационализации отдыха рабочих, при-
менения эффективных систем оперативно-календарного планирования.
С целью выявления резервов сокращения длительности производ-
ственного цикла проводятся маршрутные фотографии. Их анализ по-
зволяет выявить отдельные стадии цикла, где имеются возможности их
сокращения, благодаря чему может быть получен значительный эффект.
В результате анализа формул расчета длительности производствен-
ного цикла можно выявить такие пути его сокращения, как уменьшение
партии деталей, определение порядка запуска деталей в обработку, рас-
ширение сменности работы оборудования, оптимизация производственного
цикла при обработке деталей нескольких наименований за счет опреде-
ления очередности их запуска. Последняя задача может решаться мето-
дами линейного и динамического программирования, последовательного
конструирования с помощью ветвей и графов в виде дерева, матричными
методами моделирования производственного процесса.
При разработке сетевых графиков изготовления сложной и тру-
доемкой продукции анализируется критический путь с целью его со-
кращения.
Задания для самостоятельной работы
1.
Рассмотрите принципы рациональной организации производственного
процесса. Дайте анализ полноты их применения в конкретном производстве.
68
2.
Проведите сравнительный анализ структуры длительности производствен-
ного цикла продукции предприятий машиностроения и пищевой промышленности.
3.
Какие факторы влияют па длительность производственного цикла?
4.
Какие различают виды движения предметов труда? В чем их суть?
5.
Как определяется длительность технологического цикла при различных
видах движения предметов труда?
6. Как достигается синхронизация и непрерывность технологического
процесса?
7.
Оцените возможность выполнения заказа к определенному сроку. Что
необходимо для этого знать? Каков порядок Ваших действий с целью принятия
решения?
8. Определите порядок построения циклового графика изготовления конк-
ретной сложной продукции.
9. В чем состоит экономическое значение сокращения длительности про-
изводственного цикла? Каковы пути его сокращения?
Тесты
1.
Что понимается под принципом непрерывности?
а) сокращение всех перерывов как в использовании трудовых и техничес-
ких ресурсов, так и в продвижении предметов труда в процессе производства;
б) равенство пропускных способностей всех подразделений предприятия
(цехов, участков, рабочих мест) по выпуску продукции, определенной задани-
ями плана;
в) одновременное выполнение отдельных частей производственного про-
цесса, т. е. создание широкого фронта работ по изготовлению данного изделия;
г) обеспечение кратчайшего пути прохождения изделием всех стадий п
операций производственного процесса — от запуска в производство исходных
материалов до выхода готовой продукции.
2.
Что понимается под принципом параллельности?
(Варианты ответа см. к тесту 1.)
3.
Что понимается под принципом прямоточности?
(Варианты ответа см. к тесту 1.)
4. Что понимается под принципом пропорциональности?
(Варианты ответа см. к тесту 1.)
5.
В каких случаях возникают простои рабочих мест при параллельном виде
движения предметов труда?
а) вследствие пролеживания предметов труда между операциями;
б) вследствие межсменного пролеживания;
в) вследствие поштучной передачи предметов труда с операции на опе-
рацию;
г) вследствие различий в длительности операций.
69