Синица Л.М. Организация производства
Подождите немного. Документ загружается.

6. Определите длительность технологического цикла при параллельном,
последовательном и параллельно-последовательном видах движения предметов
труда.
а) п £ t-
/ = I
т ш
б) пX t,-(n- 1)Е t
1=1
f=i
ш
в) Е<, + (ч - 1);
/=
1
ш ш
г) и Е г, -Е f,., (и - 1),
1=1
1=1
где я, ш — количества деталей в партии и операций в технологическом про-
цессе соответственно; Л — штучная норма времени обработки детали на /-й
операции; /
кор
— длительность менее трудоемкой операции из двух смежных;
t
ri
— длительность обработки на самой трудоемкой (главной) операции.
7.
Найдите соответствующее определение параллельного, последовательно-
го,
параллельно-последовательного вида движения предметов труда.
а) при изготовлении партии деталей каждая последующая операция начи-
нается только после выполнения предыдущей операции над всей отрабатыва-
емой партией;
б) при изготовлении партии деталей каждая деталь передается на после-
дующую операцию немедленно после окончания обработки на предшествую-
щей операции;
в) при изготовлении партии деталей выполнение последующей операции
начинается до окончания обработки всей партии на предшествующей опера-
ции;
г) при изготовлении партии деталей выделяется наиболее сложная деталь,
перемещение которой с операции на операцию организуется без пролеживания.
8. Определить длительность производственного цикла:
а)
it 2
/=1
т
m
111
б)
п 2
;=
1
t. +
2,
;= i
LLr
+ 2/ ;
i
=
1
"°
т in in III
в)
2 ,
1=1 '
-хн
+
2
r
;=i
CCT
+ Er +2/
i
=
i
,p
;=Г
ш
111 in m
г)
2 t
/=|
1
+ 2
/ =
1
/ +
ccr
2,
+ 2
(
i=i
ф
/=i
1
«
.;
Ш
где E 'i — сумма штучного времени;
(
icxu
— время технологических процессов,
/=
I
естественных операций; t — время транспотрировки; t
t
— время технн-
70

ческого контроля;
t
cci
— время естественных процессов; /
т
— время меж-
сменного пролеживания; t
u
^ — время случайного пролеживания; п — число
деталей в партии; 1
т
— время межоперационного пролеживания; т, i. х. /'. у.
_
/г
количество соответственно технологических, естественных, транс-
портных, контрольных операций, межоперационного, межсменного н случай-
ного пролеживания.
9. Как выразить часовую длительность производственного цикла в кален-
дарных днях при работе предприятия в две смены по 8 ч, если число рабочих
дней в году — 260?
а) часы • 365/2 • 8 • 260;
б) часы • 260/ 2 • 8 • 365;
в) часы • 260 • 2 • 8/365:
г) часы • 365 -2-8/ 260.
10.
Как строится график при последовательном, параллельно-последова-
тельном, параллельном виде движения предметов труда, непрерывном синхро-
низированном процессе?
а) сначала строится график движения первой детали из партии. Затем по
наибольшей операции строится непрерывный процесс и достраиваются опера-
ционные циклы для всех других деталей;
б) сначала строится график движения первой детали из партии, затем по
наименьшей операции строится непрерывный процесс и достраиваются опера-
ционные циклы для всех других деталей;
в) строятся операционные циклы по каждой операции для всей партии;
г) рассматриваются два варианта движения деталей: когда длительность
цикла на предшествующей операции меньше, чем на последующей, и па-
оборот. В первом случае график строится с первой детали партии, во вто-
ром — с последней.
11.
Какая из формул выражает равенство, обеспечивающее получение не-
прерывного синхронизированного процесса?
а) (, • РМ, = t, • РМ, = .... = г • РМ, = ... = 1
т
• РМ„, = const;
б) l
]
I РМ, = tj / PMJ = .... = /. / РМ'. = ... = Г / РМ™ = const;
в) tjr = tjr = .... = I. I г = ... = l
m
I г = const;
г) г I РМ, = г I РМ, = .... = г I РМ, '= ... = /•/ РМ„, = const,
где г — штучное время обработки детали на /-й операции (/ = I, ш); РМ. —
число рабочих мест на <-й операции; г — такт потока.
12.
Какой график разрабатывается для определения общего производствен-
ного цикла изготовления сложной продукции с взаимной увязкой во времени
отдельных его элементов (деталей, сборочных единиц, изделия)?
а) цикловой;
б) синхронизированный;
в) параллельный;
г) последовательный.
71

Задачи
Задача 3.1. Исходные данные приведены в табл. 3.1 и 3.2.
Определить длительность производственного цикла сборки блоков ЭВМ
при последовательном виде движения предметов труда.
Как изменится длительность производственного цикла, если величина
партии: а) уменьшится в 2 раза; б) увеличится в 2 раза?
Задача 3.2. Продолжительность операции: (, = 10 мин, /, = 5, /, = 6, (
4
= 1,
/
5
= 2 и I, = 4 мин.
Таблица 3.1. Число деталей в партии
Показатель
Вариант
Показатель
1-й 2-й
3-й
4-й
5-й
6-й 7-й
8-й
9-й
Число деталей в
партии, шт.
20
22
24
26 28 30
32 34 36
Таблица 3.2. Нормы затрат времени
Операция
Продолжительность
операции, мин
Число рабочих
мест
Пайка перемычек и радиодеталей 40
5
Очистка флюса с мест паск 20
1
Покрытие контактов разъемов
К)
2
Маркировка
10
1
Контроль:
электромонтажа
сопротивления
50
60
4
4
Определить длительность технологической части производственного цик-
ла в зависимости от изменения количества деталей в партии от пяти до десяти
при параллельном виде движения предметов труда.
Задача 3.3. Партия деталей обрабатывается при параллельно-последова-
тельном виде движения предметов труда на восьми операциях производственно-
го процесса. Продолжительность операций следующая: t
t
= 4 мин, t
2
= 5, (, = 2,
/
4
= 6, (
5
= 1, /
6
= 2, /
7
= 3, /, = 7 мин. Число деталей в партии по вариантам
определяется по табл. 3.1. Величина передаточной партии равна 4 шт.
Определить продолжительность изготовления пар*тии деталей. Исследовать
изменение продолжительности при:
а) уменьшении длительности четвертой операции на 2 мин;
б) объединении третьей и пятой операций в одну без изменения длитель-
ности каждой в отдельности;
в) увеличении седьмой и восьмой операций на 1 мин.
Задача 3.4. Определить длительность технологического и производствен-
ного никла обработки партии деталей при последовательном, параллельно-пос-
ледовательном и параллельном видах движения транспортной партии из 5 де-
талей. Обработка производится на четырех операциях, норма времени по
операциям — 2, 3, 4 и 5 мнн/шт. На первой, второй и четвертой операциях ус-
72
тановлено по одному станку, на третьей — 2. Время пролеживания деталей между
операциями — 3 мин. Участок работает в две смены, продолжительность смс-
! 8 ч. Длительность естественных процессов — 60 мин. Число деталей в
партии по вариантам определяется по табл. 3.1.
Построить графики производственных процессов.
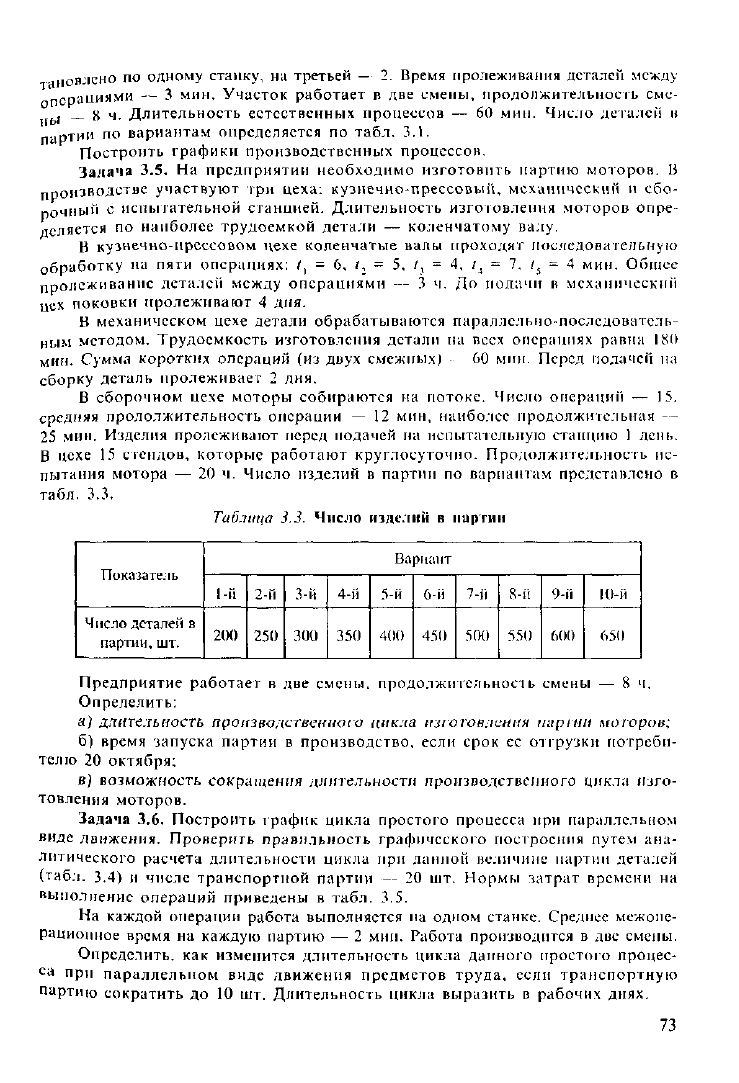
Задача 3.5. На предприятии необходимо изготовить партию моторов. В
производстве участвуют три цеха: кузнечно-прессовый, механический и сбо-
рочный с испытательной станцией. Длительность изготовления моторов опре-
деляется по наиболее трудоемкой детали — коленчатому валу.
В кузнечно-нрессовом цехе коленчатые валы проходят последовательную
обработку на пяти операциях: t
]
= 6, /, = 5, /, = 4, /
4
= 7, /, = 4 мин. Общее
пролеживание деталей между операциями — 3 ч. До подачи в механический
цех поковки пролеживают 4 дня.
В механическом цехе детали обрабатываются параллельно-последователь-
ным методом. Трудоемкость изготовления детали па всех операциях равна 180
мин. Сумма коротких операций (из двух смежных) — 60 мин. Перед подачей на
сборку деталь пролеживает 2 дня.
В сборочном цехе моторы собираются на потоке. Число операций — 15.
средняя продолжительность операции — 12 мин, наиболее продолжительная —
25 мин. Изделия пролеживают перед подачей на испытательную станцию 1 день.
В цехе 15 стендов, которые работают круглосуточно. Продолжительность ис-
пытания мотора — 20 ч. Число изделий в партии по вариантам представлено в
табл. 3.3.
Таблица 3.3. Число изделий в партии
Показатель
Вариант
Показатель
1-й
2-й 3-й
4-й 5-й
6-й 7-й
8-й
9-й
10-й
Число деталей в
партии, шт.
200
250 300 350 400 450
500 550
600 650
Предприятие работает в две смены, продолжительность смены — 8 ч.
Определить:
а) длительность производственного никла изготовления партии моторов;
б) время запуска партии в производство, если срок ее отгрузки потреби-
телю 20 октября;
в) возможность сокращения длительности производственного цикла изго-
товления моторов.
Задача 3.6. Построить график цикла простого процесса при параллельном
виде движения. Проверить правильность графического построения путем ана-
литического расчета длительности цикла при данной величине партии деталей
(табл. 3.4) и числе транспортной партии — 20 шт. Нормы затрат времени на
выполнение операций приведены в табл. 3.5.
На каждой операции работа выполняется на одном станке. Среднее межопе-
рационное время на каждую партию — 2 мин. Работа производится в две смены.
Определить, как изменится длительность цикла данного простого процес-
са при параллельном виде движения предметов труда, если транспортную
партию сократить до 10 шт. Длительность цикла выразить в рабочих днях.
73
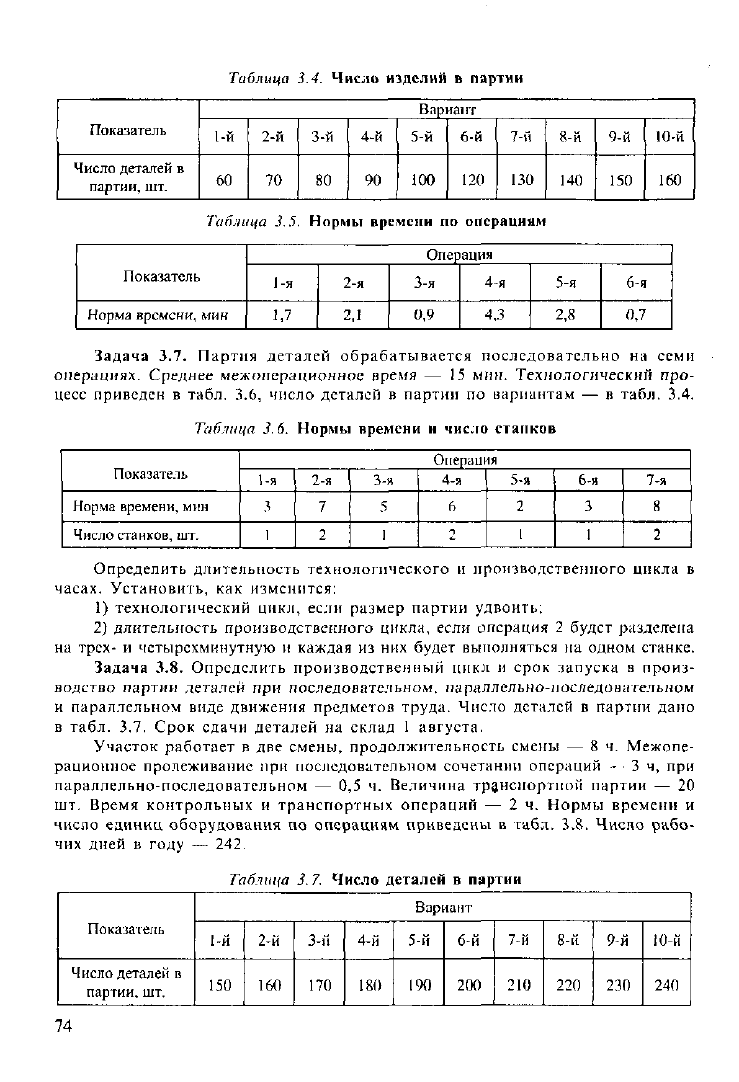
Таблица 3.4. Число изделий в партии
Показатель
Вариант
Показатель
1-й 2-й 3-й 4-й 5-й 6-й 7-й
8-й 9-й
10-й
Число деталей в
партии, шт.
60 70
80
90 100 120
130
140 150
160
Таблица 3.5. Нормы времени по операциям
Показатель
Операция
Показатель
1-я 2-я 3-я
4-я 5-я 6-я
Норма времени, мин
1,7 2,1
0,9 4,3
2,8 0,7
Задача 3.7. Партия деталей обрабатывается последовательно на семи
операциях. Среднее межоперационное время — 15 мин. Технологический про-
цесс приведен в табл. 3.6, число деталей в партии по вариантам — в табл. 3.4.
Таблица 3.6. Нормы времени и число станков
Показатель
Операция
Показатель
1-я 2-я
3-я
4-я 5-я 6-я 7-я
Норма времени, мин
3
7
5
6
2
3 8
Число станков, шт. 1 2 1
2
1 1 2
Определить длительность технологического и производственного цикла в
часах. Установить, как изменится:
1) технологический цикл, если размер партии удвоить;
2) длительность производственного цикла, если операция 2 будет разделена
на трех- и четырехминутную и каждая из них будет выполняться на одном станке.
Задача 3.8. Определить производственный цикл и срок запуска в произ-
водство партии деталей при последовательном, параллельно-последовательном
и параллельном виде движения предметов труда. Число деталей в партии дано
в табл. 3.7. Срок сдачи деталей на склад 1 августа.
Участок работает в две смены, продолжительность смены — 8 ч. Межопе-
рационное пролеживание при последовательном сочетании операций — 3 ч, при
параллельно-последовательном — 0,5 ч. Величина транспортной партии — 20
шт. Время контрольных и транспортных операций — 2ч. Нормы времени и
число единиц оборудования по операциям приведены в табл. 3.8. Число рабо-
чих дней в году — 242.
Таблица 3.7. Число деталей в партии
Вариант
Показатель
1-й 2-й 3-й 4-й 5-й 6-й
7-й 8-й
9-й 10-й
Число деталей в
партии, шт.
150
160
170 180
190 200 210 220 230 240
74
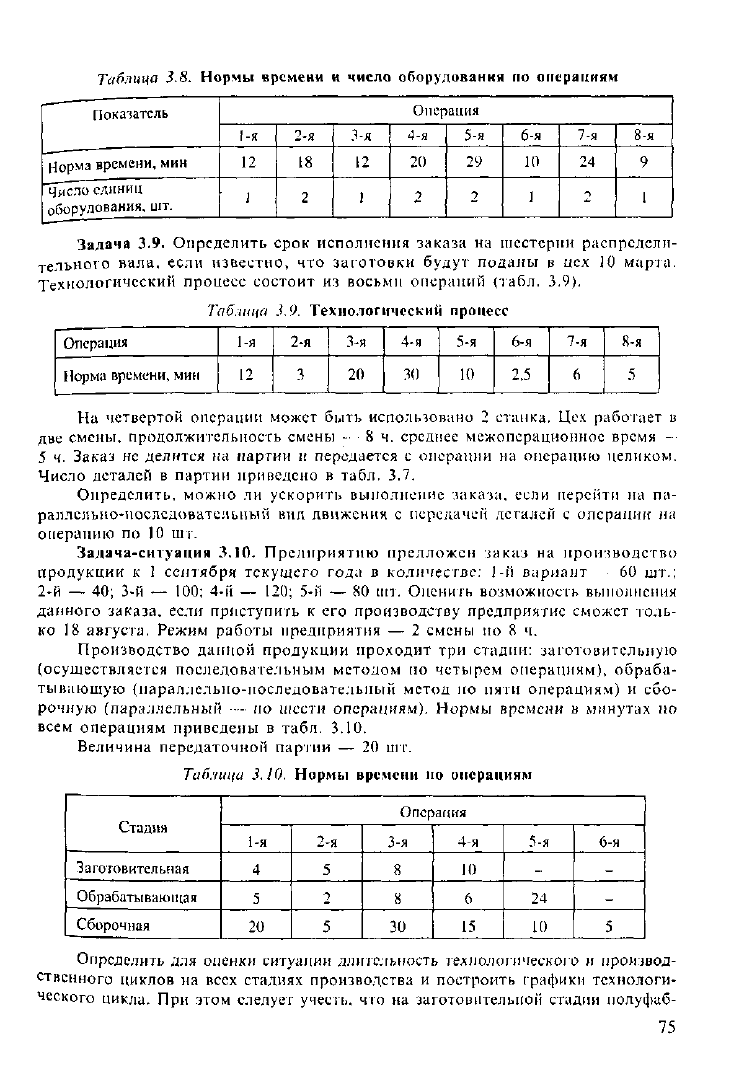
Таблица 3.8. Нормы времени и число оборудования по операциям
Показатель
Операция
1-я 2-я 3-я
4-я 5-я 6-я
7-я 8-я
Норма времени, мин
12 18 12
20 29 10 24
9
Число единиц
оборудования, шт.
1 2 1
2
2
1
2
1
Задача 3.9. Определить срок исполнения заказа на шестерни распредели-
тельного вала, если известно, что заготовки будут поданы в цех 10 марта.
Технологический процесс состоит из восьми операций (табл. 3.9).
Таблица 3.9. Технологический процесс
Операция 1-я 2-я 3-я
4-я 5-я 6-я 7-я
8-я
Норма времени, мин
12
3
20 30 10 2.5 6
5
На четвертой операции может быть использовано 2 станка. Цех работает в
две смены, продолжительность смены — 8 ч, среднее межоперационное время —
5 ч. Заказ не делится на партии и передается с операции на операцию целиком.
Число деталей в партии приведено в табл. 3.7.
Определить, можно ли ускорить выполнение заказа, если перейти на па-
раллельно-последовательный вид движения с передачей деталей с операции на
операцию по 10 шт.
Задача-ситуация 3.10. Предприятию предложен заказ на производство
продукции к 1 сентября текущего года в количестве: 1-й вариант — 60 шт.;
2-й — 40; 3-й — 100; 4-й — 120; 5-й — 80 шт. Оценить возможность выполнения
данного заказа, если приступить к его производству предприятие сможет толь-
ко 18 августа. Режим работы предприятия — 2 смены по 8 ч.
Производство данной продукции проходит три стадии: заготовительную
(осуществляется последовательным методом по четырем операциям), обраба-
тывающую (параллельно-последовательный метод по пяти операциям) и сбо-
рочную (параллельный — по шести операциям). Нормы времени в минутах по
всем операциям приведены в табл. 3.10.
Величина передаточной партии — 20 шт.
Таблица 3.10. Нормы времени по операциям
Стадия
Операция
Стадия
1-я
2-я
3-я 4-я 5-я 6-я
Заготовительная
4 5 8
10
_
Обрабатывающая
5
2 8 6
24
_
Сборочная
20 5 30 15 10 5
Определить для оценки ситуации длительность технологического и производ-
ственного циклов на всех стадиях производства и построить графики технологи-
ческого цикла. При этом следует учесть, что на заготовительной стадии полуфаб-
75

рикаты пролеживают после каждой операции по 2 ч, а перед их поступлением на
обработку — одни сутки на складе. По технологии перед сборкой требуются одни
сутки на естественные процессы. Число рабочих дней в году — 242.
Разработать и начертить непрерывный синхронизированный график сбор-
ки изделий.
Задача 3.11. При изготовлении изделия И используются 32 детали. Дли-
тельность производственного никла для 1-й группы деталей (16 шт.) — 3 дня,
для 2-й — (6 шт.) — 4, для 3-й (10 шт.) — 5 дней.
Из 1-й группы деталей собираются четыре промежуточных узла — А, Б,
В,
Г, входящие в сборочный узел Д. Длительность сборки узлов: А, Б, В, Г —
5 дней, Д — 2 дня. Из 2-й группы деталей собирается узел Е, длительность
цикла сборки которого — 7 дней, из 3-й группы деталей собираются узлы Ж и
3 с длительностью цикла сборки 8 дней. Цикл сборки узлов Д, Е, Ж и 3 в из-
делие И составляет 3 дня.
Построить цикловой график изготовления изделия И. Определить общую
длительность производственного цикла изделия И. Установить сроки запуска
в производство всех деталей и узлов, если изделие И должно быть изготовле-
но к 25 декабря текущего года.
Глава
4
ТИПЫ
И МЕТОДЫ ОРГАНИЗАЦИИ
ПРОИЗВОДСТВА
4.1.
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ТИПОВ
И МЕТОДОВ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
С целью изучения характерных особенностей организации произ-
водства
на
различных предприятиях требуется
их
группировка
по ти-
пам
в
соответствии
с
общностью основных показателей, определяющих
выбор методов организации производства.
Тип производства
— это
комплексная характеристика техничес-
ких, организационных
и
экономических особенностей промышленно-
го производства, обусловленная
его
специализацией, объемом
и
повто-
ряемостью выпуска изделий.
Различают
три
основных типа организации производства: массо-
вое,
серийное
и
единичное.
В
свою очередь серийное производство
подразделяется
на
крупно-, средне-
и
мелкосерийное.
Основой
для
определения типа производства являются программа
выпуска, вид изделия
и
трудоемкость его изготовления.
В
качестве пока-
зателей для определения типа производства можно использовать коэффи-
циент закрепления операций
К ,
который определяется
по
формуле
К
о
= ш/РМ,
где
т —
количество деталеопераций
по
технологическому процессу
выполняемых
в
данном цехе (участке);
РМ —
количество рабочих мест
(единиц оборудования), необходимых для выполнения данного техно-
логического процесса
в
данном цехе (участке).
На практике принимаются следующие значения
К :
массовое про-
изводство
— 1-2,
крупносерийное производство
—
3-5, среднесерий-
ное производство
—
5-20, мелкосерийное производство
—
20-40, еди-
ничное производство
—
свыше
40.
Коэффициент массовости
К
м
,
определяется
по
формуле
77
к
2Zt
i=l
ш
где
t
mr
.—
норма штучного времени на /-й операции с учетом коэффи-
циента выполнения норм времени, мин; т — количество операций по
данному технологическому процессу; г — такт выпуска изделий, мин.
При К
м
> 1 имеет место массовый тип производства, так как каж-
дая операция технологического процесса полностью загружает мини-
мум одно рабочее место на протяжении всего планируемого периода.
В зависимости от типа производства на предприятии по-разному •
решаются вопросы его организации, планирования и управления. Осо-
бенности типа производства отражаются на форме протекания произ-
водственного процесса — непрерывной или прерывной, на уровне тех-
нологического процесса, границах экономически целесообразного
использования автоматического и специального оборудования, соста-
ве оборудования и применяемой оснастки, организации рабочих мест,
составе и квалификации работающих, системе планирования и управ-
ления производством.
Правильное определение типа производства позволяет выбрать
эффективный метод его организации, т. е. ответить на вопрос, как эф-
фективнее осуществить производственный процесс. Метод организа-
ции производства представляет собой совокупность приемов и средств
реализации производственного процесса. Для единичного и мелкосе-
рийного типов производства характерен единичный (индивидуальный)
метод организации производства с использованием метода групповой
технологии, для среднесерийного — партионный, с использованием как
группового метода, так и элементов поточного, для крупносерийного
и массового типов производства — поточный.
Единичный тип производства характеризуется штучным выпуском
изделий, повторяемость выпуска однородных изделий нерегулярна либо
вовсе отсутствует. Поэтому индивидуальный (единичный) метод орга-
низации производства предполагает изготовление изделий или деталей
небольшими неповторяющимися партиями или отдельными образцами.
Индивидуальному (единичному) методу организации производства
характерно:
• большое разнообразие изготавливаемой продукции;
• преобладание технологической специализации рабочих мест и
отсутствие постоянного закрепления за ними определенных деталеопе-
раций. С целью ограничения разнообразия работ в единичном произ-
водстве за отдельными рабочими местами закрепляют определенный
78

вид работ. Такая технологическая специализация рабочих позволяет
повысить производительность их труда;
« большой удельный вес нестандартных, оригинальных деталей и
узлов. Возможность использования стандартизированных конструктив-
но-технологических решений здесь ограничена в связи с неустойчиво-
стью и разнотипностью номенклатуры выпускаемой продукции;
• разработка укрупненных технологических процессов. Для рег-
ламентации технологического процесса используются маршрутные
карты, в которых указываются только наименование операций, груп-
пы оборудования и укрупненные нормы времени. Детализация техно-
логических операций осуществляется непосредственно в цехах масте-
рами и рабочими;
• применение универсального оборудования и приспособлений,
позволяющих обрабатывать широкий перечень деталей из-за часто ме-
няющейся номенклатуры изделий. Здесь широко применяются универ-
сально-сборные приспособления (УСП), которые собираются из нор-
мализованных элементов, а после использования расчленяются на
элементарные детали;
• относительно большой удельный вес ручных, сборочных и до-
водочных операций;
• преобладание рабочих-универсалов высокой квалификации.
Этого требует большое разнообразие работ, которое приходится вы-
полнять рабочим. Они должны обладать широким кругом разнообраз-
ных навыков;
• децентрализация оперативного руководства производством;
• выполнение работ на универсальном оборудовании без специ-
альной оснастки, большая доля ручных работ, в том числе доводоч-
ных, значительно удлиняют производственный цикл.
Высокая квалификация рабочих, повышенные затраты материа-
лов и трудоемкость обусловливают высокую себестоимость выпуска-
емой продукции. Единичный тип производства характерен для пред-
приятий тяжелого, транспортного и энергетического машиностроения,
судостроения, опытного производства и т. д. С ускорением техничес-
кого прогресса доля единичного типа производства повышается. Его
совершенствование идет по линии применения современного быстро-
переналаживаемого оборудования — станков с ЧПУ, которые могут
выполнять разнообразные операции. Важной задачей единичного про-
изводства является использование типизированных производственных
процессов, а также расширение применения нормативных, унифициро-
ванных и даже стандартных деталей и узлов при подготовке производ-
ства новой продукции.
79