Satas D., Tracton A.A. (ed.). Coatings Technology Handbook
Подождите немного. Документ загружается.

372
PASQUALE
cooled externally by a water bath and squeeze roll system, especially
if
the web is an
unsupported thermoplastic film having a tendency to adhere to a hot rubber surface.
Embossing of
a
web depends
on
many variables such as:
Degree of preheating and rheological properties
of
the product
Sheet thickness
Hardness
of
the rubber backup roll
Embossing roll pattern and its cooling capacity
Postemboss cooling
A
fine balance exits between the preheating and the removal of heat
to
set the pattern.
Applying the appropriate amount of preheat but insufficient cooling results in the inability
to deform the web, which has not been softened enough. The best embossing system is
one that optimizes heat input and removal for
a
given thickness and speed.
The hardness of the backup
roll
plays
a
role in the finished product's texture.
If
a
roll is too hard, a good definition
of
fine surface patterns might be achieved, however,
displacement of material within the product for deep embossings may
not
be possible. If
the roll is too soft, it will allow deep embossings to show through the back
of
the product,
an effect that is objectionable in some applications.
The need to cool the product after it has left the embossing roll is another important
factor. Appropriate postcooling facilities, usually cooling rolls, are used to bring the sheet
temperature as close to ambient conditions as possible before the product is rewound into
a roll. When cooling a thin sheet, the problem of retained heat is minor because a thin
sheet releases heat easily. In heavy sheet embossing, although the surface of the web might
feel cool, the heat is retained
in
the body of the sheet. This heat, if it remains, will cause
a
loss
of
embossed grain when the product is later rewound for further processing.
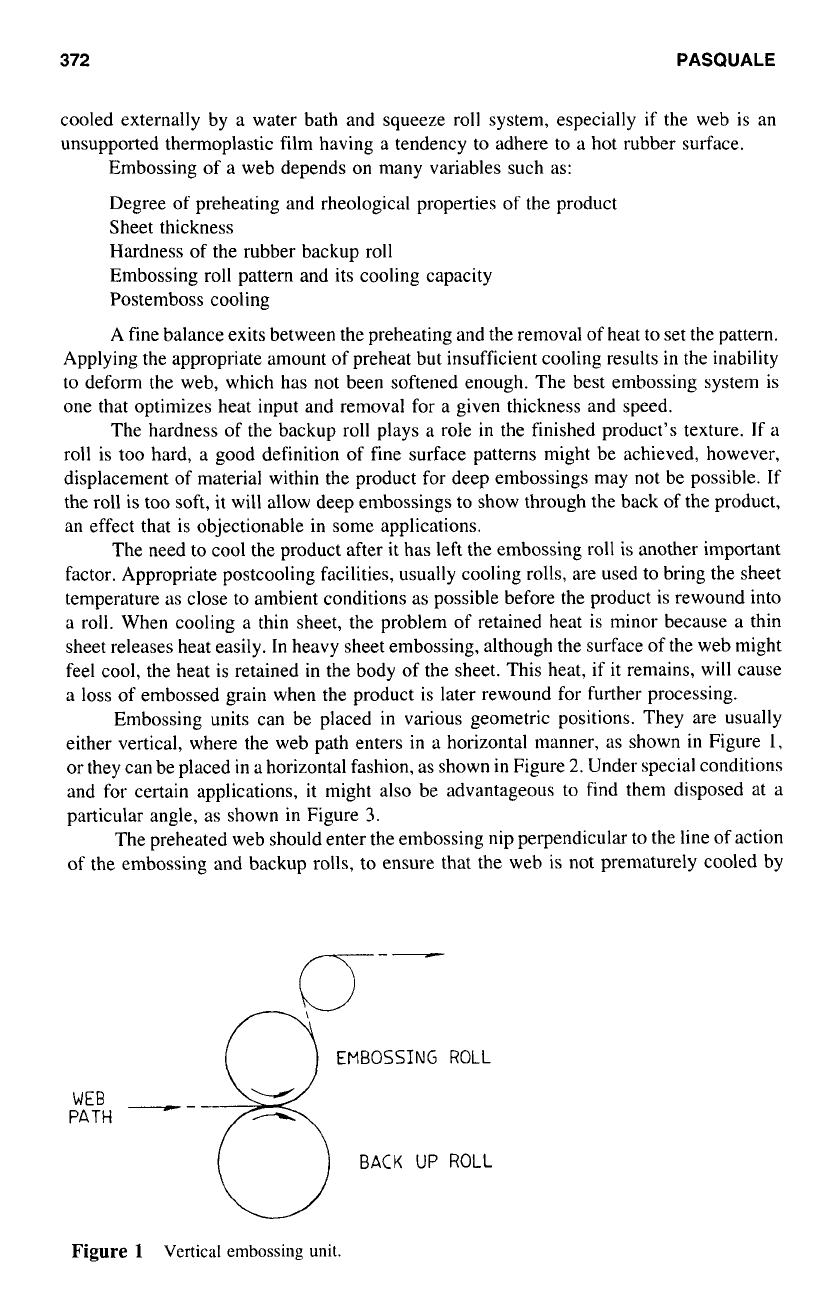
Embossing units can be placed in various geometric positions. They are usually
either vertical, where the web path enters
in
a
horizontal manner, as shown
in
Figure
I,
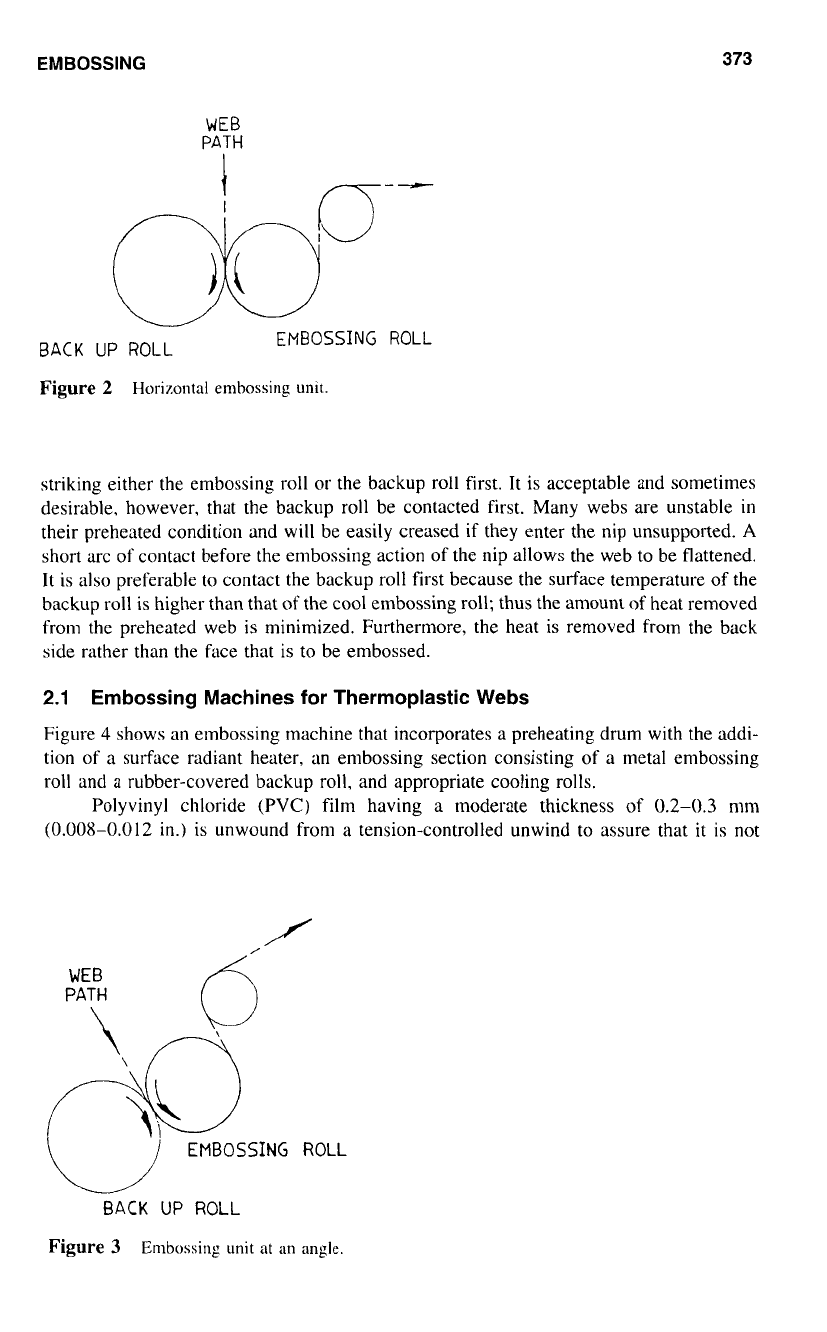
or they can be placed in a horizontal fashion, as shown in Figure
2.
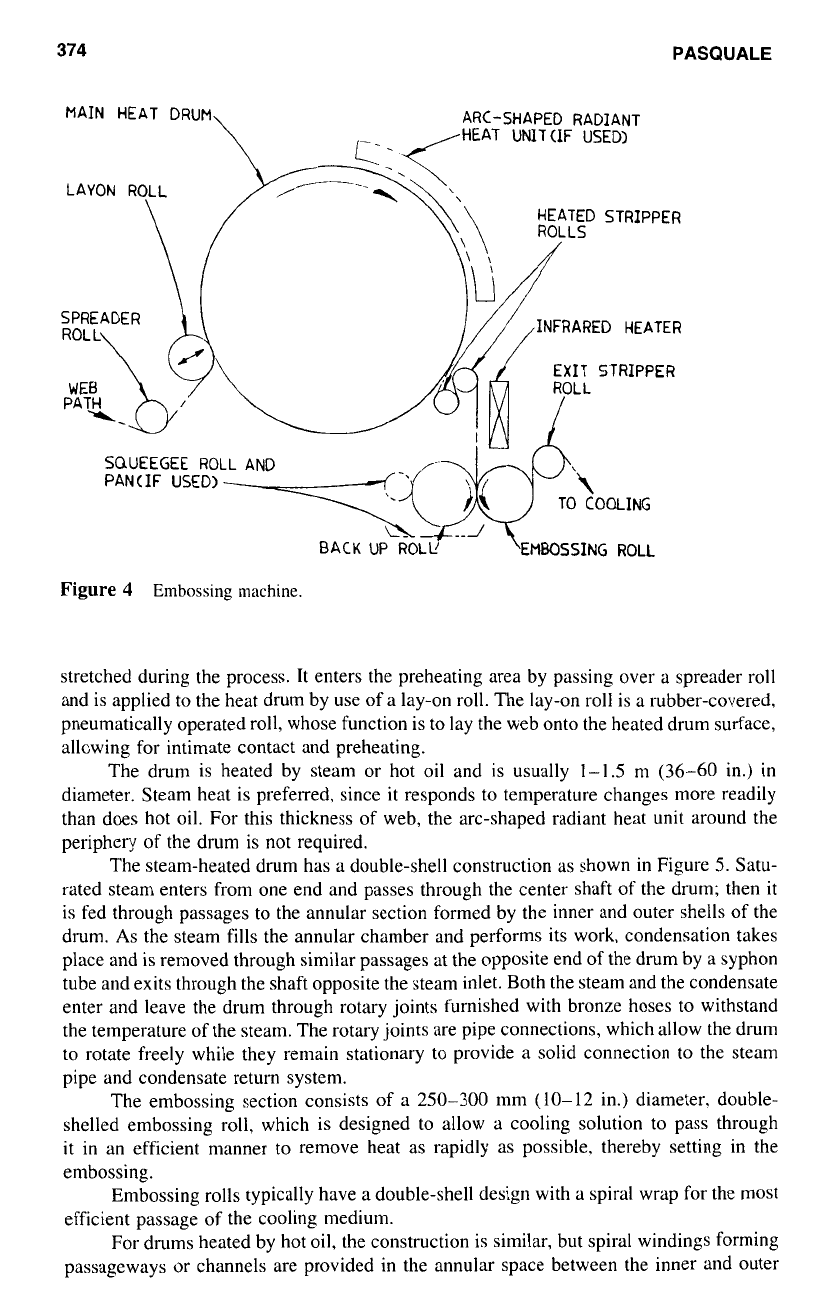
Under special conditions
and for certain applications, it might also be advantageous to find them disposed at a
particular angle,
as
shown in Figure
3.
The preheated web should enter the embossing nip perpendicular to the line of action
of the embossing and backup rolls, to ensure that the web is not prematurely cooled by
PATH
"
WEB
BACK
UP
ROLL
Figure
1
Vertical
embossing
unit.
EMBOSSING
373
WEB
PATH
Figure
2
Horizontal embossing
unit.
striking either the embossing
roll
or
the backup
roll
first. It is acceptable and sometimes
desirable, however, that the backup
roll
be contacted first. Many webs are unstable in
their preheated condition and will be easily creased if they enter the nip unsupported.
A
short arc
of
contact before the embossing action of the nip allows the web to be flattened.
It
is
also
preferable to contact the backup
roll
first because the surface temperature
of
the
backup
roll
is higher than that
of
the cool embossing
roll;
thus the amount of heat removed
from the preheated web
is
minimized. Furthermore, the heat is removed from the back
side rather than the face that is to be embossed.
2.1
Embossing Machines for Thermoplastic Webs
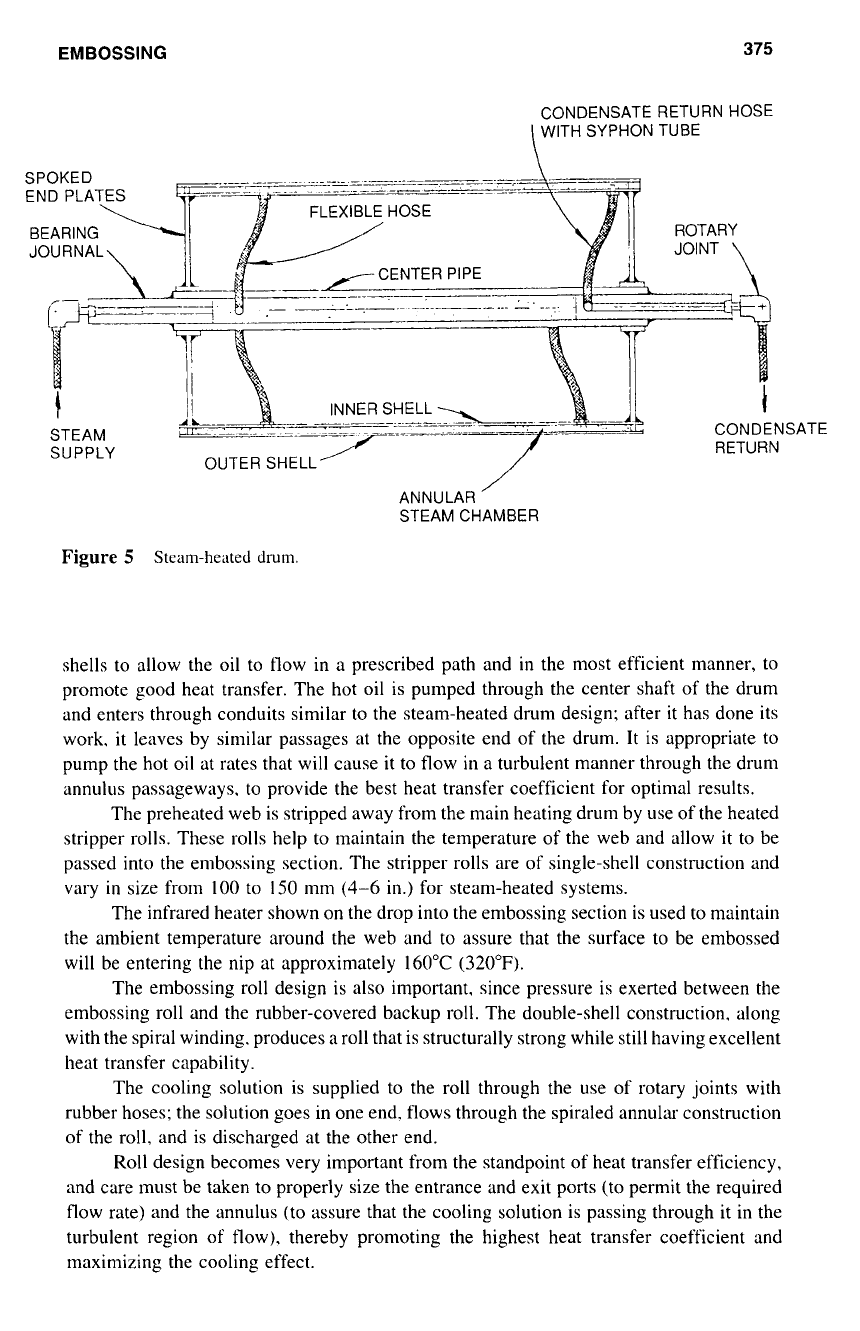
Figure
4
shows an embossing machine that incorporates a preheating drum with the addi-
tion of a surface radiant heater, an embossing section consisting
of
a metal embossing
roll and a rubber-covered backup
roll.
and appropriate cooling rolls.
Polyvinyl chloride
(PVC)
film having
a
moderate thickness of 0.2-0.3 mm
(0.008-0.012
in.)
is unwound from a tension-controlled unwind
to
assure that
it
is
not
WEB
PATH
Q
&
EMBOSSING
ROLL
BACK
UP
ROLL
Figure
3
Embossing
unit
at
an
angle.
374
PASQUALE
MAIN HEAT DRUM ARC-SHAPED RADIANT
HEAT UNITUF USED)
INFRARED
HEATER
EXIT STRIPPER
SQUEEGEE
ROLL
AND
PAN
C
IF
USED)
EMBOSSING
ROLL
Figure
4
Embossing machine.
stretched during the process. It enters the preheating area by passing over a spreader roll
and is applied
to
the heat drum by use of a lay-on roll. The lay-on roll is a rubber-covered,
pneumatically operated roll, whose function is
to
lay the web
onto
the heated drum surface,
allowing for intimate contact and preheating.
The drum is heated by steam or hot oil and is usually
1-1
.S
nl (36-60 in.)
in
diameter. Steam heat is preferred, since
it
responds
to
temperature changes more readily
than does hot oil. For this thickness of web, the arc-shaped radiant heat unit around the
periphery of the drum is
not
required.
The steam-heated drum has a double-shell construction as shown
in
Figure
S.
Satu-
rated steam enters from one end and passes through the center shaft
of
the drum; then it
is fed through passages to the annular section formed by the inner and outer shells
of
the
drum.
As
the steam fills the annular chamber and performs its work, condensation takes
place and is removed through similar passages at the opposite end
of
the drum by a syphon
tube and exits through the shaft opposite the steam inlet. Both the steam and the condensate
enter and leave the drum through rotary joints furnished with bronze hoses to withstand
the temperature of the steam. The rotary joints are pipe connections, which allow the drum
to
rotate freely while they remain stationary to provide
a
solid connection
to
the steam
pipe and condensate return system.
The embossing section consists of a 250-300 mm
(10-
12 in.) diameter. double-
shelled embossing roll, which is designed to allow a cooling solution to pass through
it in an efficient manner
to
remove heat as rapidly as possible, thereby setting in the
embossing.
Embossing rolls typically have a double-shell design with a spiral wrap for the most
efficient passage of the cooling medium.
For drums heated by
hot
oil, the construction is similar, but spiral windings forming
passageways or channels are provided in the annular space between the inner and outer
EMBOSSING
375
CONDENSATE RETURN HOSE
l
WITH SYPHON TUBE
ANNULAR
STEAM CHAMBER
Figure
5
Steam-heated
drum.
shells to allow the
oil
to flow in a prescribed path and in the most efficient manner, to
promote good heat transfer. The hot oil is pumped through the center shaft
of
the drum
and enters through conduits similar to the steam-heated drum design; after it has done its
work.
it
leaves by similar passages at the opposite end of the drum.
It
is appropriate to
pump the hot
oil
at rates that will cause it to flow in a turbulent manner through the drum
annulus passageways. to provide the best heat transfer coefficient for optimal results.
The preheated web is stripped away from the main heating drum by use of the heated
stripper rolls. These rolls help
to
maintain the temperature of the web and allow
it
to be
passed into the embossing section. The stripper rolls are of single-shell construction and
vary
in
size from
100
to
150
mm
(4-6
in.) for steam-heated systems.
The infrared heater shown on the drop into the embossing section is used
to
maintain
the ambient temperature around the web and to assure that the surface to be embossed
will be entering the nip at approximately
160°C
(320°F).
The embossing roll design is also important. since pressure is exerted between the
embossing roll and the rubber-covered backup roll. The double-shell construction. along
with the spiral winding. produces a roll that is structurally strong while still having excellent
heat transfer capability.
The cooling solution is supplied
to
the roll through the use of rotary joints with
rubber hoses; the solution goes in one end. flows through the spiraled annular construction
of the roll, and
is
discharged at the other end.
Roll design becomes very important from the standpoint of heat transfer efficiency,
and care must be taken
to
properly size the entrance and exit ports (to permit the required
flow rate) and the annulus (to assure that the cooling solution is passing through it in the
turbulent region of flow). thereby promoting the highest heat transfer coefficient and
maximizing the cooling effect.
376
PASQUALE
The backup roll is rubber covered and is cored
for
internal cooling. but primarily
to keep the interface of the steel and rubber covering cool
to
avoid premature bond failure.
The covering used on the roll should be abrasion resistant and able to withstand heat.
The two rolls are brought together hydraulically or pneumatically, with the em-
bossing roll usually being the nondriven roll, while the backup roll is motor driven. To
prevent stretching the product as it passes from one section to the other,
it
is important that
synchronization between the main heating drum and the embossing section be accurately
maintained.
It is important that the embossing roll be wrapped by the thermoplastic web. This
enables cooling to take place while the web is still in intinlate contact with the textured
embossing roll.
Postcooling is more important on heavier gage materials, where residual heat
in
the
web will later result in temperature rise in the rewound roll, causing a
loss
of embossing.
In a sheet of this thickness, most of the cooling is achieved by the embossing roll and
exit cooling roll. For the heavier sheets, it is recommended that dual-shell cooling rolls
averaging
460-610
mm
(18-24
in.) diameter and cooled through rotary joints be used to
complete the cooling system.
3.0
NONTHERMOPLASTIC EMBOSSING
Nonthermoplastic materials are embossed in a manner similar
to
the thermoplastic materi-
als except that the force between the embossing roll and the backup roll is greater,
so
that
the elastic limit of the material being deformed can be exceeded.
The predominant factor in embossing nonthermoplastic materials is the use of male
and female rolls. This roll combination includes either metal male and female rolls, a
metal embossing roll operating against a filled roll,
or
a metal embossing roll acting against
a
special compound, rubber-covered roll.
The use
of
metal male and female embossing rolls gives the most concise and
definitive texture possible. The engraved patterns on both rolls are carefully matched
to
allow for insertion of the respective male parts into their counterparts.
The most commonly used combination of rolls is the metal embossing roll and the
filled backup roll. This backup roll has either a saturated paper or a textile fabric composi-
tion, both
of
which are densely packed to form a very solid homogeneous structure. The
roll is then finished to a specific diameter and when placed in the embossing machine is
usually “run in” by bringing the metal embossing roll into contact with the filled roll
under load. By continually running the two rolls
in
contact with each other. the ernbossing
roll pattern is imparted to the surface
of
the backup roll. giving a male-female characteristic
without the use of two mating metal rolls. This combination is excellent for thin
as
well
as heavier materials, since embossing roll-backup roll contact is inconsequential with one
metal roll and a composition backup roll.
The use of a rubber-covered backup roll for nonthermoplastic materials depends
strictly
on
the embossing load. There are certain rubber compositions. such
as
cast ure-
thanes, which will act similar to a composition roll. They do not require “running in”
but will deform under the load of the embossing roll.
The backup rolls for nonthermoplastic materials have a much larger diameter than
those used for the thermoplastic webs. This is due to embossing loads and wear. The
larger surface gives less revolution of the roll, hence less wear
of
the surface
as
compared
to
a similar roll. The larger diameter gives
a
better structural member to resist deflection.
40
In-Mold Finishing
1
.O
INTRODUCTION
In the past few years a lot
of
attention has been focused on the utilization of in-mold
finishing of thermoplastic parts. In-mold foiling, available since the early
197Os,
has re-
cently developed into an important market because of refinements in tool design and
improvements in foils, and through the expansion of in-mold capabilities. Insert molding
has also been available for a number
of
years and has continued to develop as manufactur-
ers’ search for technologies that will provide them with superior part quality.
In-mold foiling offers the customer a product that benefits from the economics of
having the part finished simultaneously with the injection molding process. The part is
also more durable than a component finished with one of the conventional techniques
because of foil quality and the inherent benefits of transferring the finish at the melt
temperature
of
the thermoplastic. In-mold foiling also provides the designer with new
opportunities, since this application of finishes is not restricted to flat surfaces.
Developing technologies include the application of specialized films such as wood.
vinyls, and leathers, and the expansion of design capabilities through interfacing in-mold
components with other techniques like electroplating.
With the opportunity to look at designs in their earliest stages, instead of trying to
fit the process to an awkward design, the processors began to fully utilize the benefits
afforded by in-mold applications. The obvious benefits lie in the reductions in labor and
burden because the part is partially or completed finished in the molding cycle, and
in
many cases without a drastic change in the cycle time required. Another positive aspect
of
the in-mold processes is the ability to conform to geometries that would be impractical
or impossible to finish by more conventional techniques. A third benefit is the variety
of
materials that may be utilized in the process, which allows for efficiencies
of
scale when
a single mold is utilized to produce a variety of versions with different colors or patterns;
377
378
CARPENTER
moreover. the tnaterials selected can be customized without regard to physical
or
chemical
properties.
In-mold decoration has
a
long history. Inserts. preformed and trimmed, have been
utilized for decorative components with deep draws for at least two decades. and commer-
cial applications of in-mold foiling began in the early
1970s.
2.0
PROCESS
2.1
Laminates
Insert molding consists of using pressure or heat to form
a
laminate with matched metal
dies and inserting the formed laminate
in
the mold before each shot. Tooling to remove
excess laminate from the edges is normally required and. where openings are required to
match the molded part. cutting dies must be capable of locating these openings
in
the
laminate within
0.002
in. Through the development of melt flow and laminate construction,
extremely deep draws and complicated geometries have been accomplished with this tech-
nique. The laminate is
a
very important consideration
in
this technique, since the physical
properties of the finished part are totally reliant on its construction. Utilizing heavy clear
films as top coats, these laminates have developed systems capable of high abrasion resis-
tance. In some
of
the earliest laminate films, tradeoffs existed between abrasion and weath-
ering.
In
these cases the laminate film would pass
1000
cycles on
a
Taber Abrader with
a
CS-l7
wheel and a
1000
g load, but would be subject to delamination when subjected
to severe weathering conditions involving heat. humidity. and UV exposure. Through
years of development. present systems have been improved. and now specialized laminate
formulations utilizing fluorocarbon-based systems are being designed for use on exterior
automotive applications.
2.2
Foiling
In-mold foiling has been gaining more acceptance
in
the past
5
years. although
as
men-
tioned. the technology existed in the early
1970s.
In-mold foiling differs from insert mold-
ing
in
that the foil is transferred from
a
carrier that is continuously fed through the molding
machine: moreover. the carrier is not preformed. but is formed in the cavity during the
injection cycle.
To
acconlplish this a foil must be selected with
a
carrier substantially
different from that conventionally used for hot stamping. This is necessary because
of
the
potential for stretching and wrinkling
as
the
foil
is moved through the tool and as it is
formed during illjection.
In
addition. the release must not allow premature flaking when
the melt contacts the foil surface. and the bonding coat must be compatible with the
temperatures and pressures associated with injection molding. Foil development for in-
mold applications has resulted in dramatic improvements for this process throughout the
1980s.
Not only have many of the concerns over splitting, stretching. and wrinkling been
resolved. but more advanced top coat systems have improved resistance to abrasion expo-
sure.
The in-mold foiling process produces an excellent bond between the substrate and
the foil. because the transfer occurs at the melt temperature of the substrate material.
Because the foil is formed in the
tool,
there is no requirement for performing, trimming,
or cutting. as
in
insert applications. The foil can be fed on
a
continuous carrier without
interrupting the molding cycle, and the relatively thin film will conform
to
surface patterns
utilized to enhance the visual characteristics of the part. such as ticking for woodgrain
IN-MOLD
FINISHING
379
applications. In-mold foiling can be successfully incorporated where windows and slots
are required, since the film is relatively thin
(0.0003
in.). and after the transfer any excess
covering the opening can be removed with a simple blowoff operation at the molding
machine.
To further enhance the capabilities
of
in-mold techniques, processors have begun
to look
into
ways to accurately register foils to allow for the application of patterns and
graphics in specific areas. Such registration can be accomplished through a guidance
mechanism based on holes punched in the side
of
the foil, or by utilizing an electronic
scanning device that locates voids along the edge
of
the foil and registers the foil accord-
ingly. Since this system requires locating
a
specific pattern at
a
point on the molded
surface, accuracy in both lateral and transverse alignments is more critical, and the use
of statistical process controls for gaging and appearance values is highly recommended.
Generally. the development work in this area is performed with the application of
logos
on flat surfaces.
Successful experiments have been run in which the logo is transferred
to
a nonflat
surface, such as radiused sidewalls or recessed graphics, however. In conjunction with
these attempts. work has been done to accomplish the simultaneous transfer of registered
foils on both the first and second surfaces of a clear methacrylate part. By starting with
a preprinted foil and utilizing this latter technique, some sample parts have been produced
by in-mold means that would have required as many as
10
additional secondary operations
to achieve the required finish. Still in its early stages of development, this process holds
promise for providing the domestic supplier with a competitive technique for decorative
acrylic
logos.
2.3 New Materials
In addition to the processing innovations for in-mold applications. the use of unconven-
tional materials offers opportunities for the market expansion of in-mold products. Al-
though some restrictions do apply, vinyls. leathers, and even wood materials have been
successfully applied to plastic substrates. These materials not only offer the designer
a
much greater variety of colors and textures, but also provide the opportunity to add a
tactile element to the design through the feel of the materials themselves and through the
use
of
techniques such as backing the selected material with a compatible carrier. Testing
to determine the effect of environmental exposures is underway at this time to analyze
the properties
of
these new materials and thereby their application potentials. Work is
also being done at present
to
apply conductive films in-mold
to
effect shielding from
electromagnetic interference, and basic development work is under way to electroplate a
film onto a mold surface and then injection mold the part structure behind the plate surface
to produce an electroplated part in the mold.
One important note to both the designer and the processor: the in-mold processes
must be viewed as integral parts of system designs. It is difficult to retrofit an in-mold
process for an existing component, and the conversion is less cost effective if the job is
at a mature market stage. Practice early involvement. determine whether an in-mold appli-
cation will be cost effective, design the part to accommodate the technique, and interface
the in-molded part with other decorative components
to
maximize the appearance and
economic values.
A
case in point is a door trim panel.
The interior trim panel assembly consists
of
the chrome-plated back bezel. a custom
color-injection-molded support bezel, and an overlay that has been produced with an
in
380
CARPENTER
mold foil process. With respect to its impact on the electroplating-on-plastics industry,
this application broadens the scope for decorative interiors because
of
its unique design
and cost effectiveness.
Before this three-component system was developed, such parts were produced by
an insert molding process followed by masking
a
vacuum metallization. The major benefit
was that the component part was
of
a one-piece construction. It was felt that this was the
most cost-effective way of producing interior trim panels. As a result, less chrome plating
was required for interiors.
In this new application, chrome plating the backup bezel adds rigidity to the overall
construction, and through this rigidity. large areas of plastic may be removed without
affecting the integrity
of
the overall assembly. Once assembled, the chrome-plated backup
bezel also serves
to
form the bright bead to frame the color and foil applications utilized
in the assembly.
These three components are essentially assembled by
a
series of snap fits. This
assembly arrangement produces
a
tight, secure assembly and since each decorative element
is a separate component, the lines
of
separation between the color. foil, and the brightwork
are very crisp and distinct.
A benefit of multiple-component assembly over one-piece assembly is that a variety
of
color combinations can be achieved with the basic set of tools by changing the custom
color or by changing the foil. A large number of color and design variations can be
achieved. This enables the manufacturer to utilize his tooling over a number of years. An
additional advantage is the natural appearance and inherent integrity
of
the chrome-plated
bead, which are superior
to
these properties in products made by conventional metallization
or foiling. Because no top coating is required and no individual masking, secondary tooling
costs can also be reduced. This means that the assembly is cost competitive as well. This
product
is
an example of what early involvement and preengineering can accomplish.
3.0
CONCLUSION
One of the most formidable arguments for the use of in-mold products is the potential
requirement in the future for the reduction of volatile organic compounds (VOCs) in the
finishing
of
plastics. The printing of the carriers produces far less VOC emissions than
does the painting of the part, and since the in-mold process does not degrade the transferred
film, release of volatiles at the molding machine is minimal. In the final analysis, in-mold
finishing techniques offer great promise because they simultaneously address the areas of
quality improvement, environmental control, and cost effectiveness, and these are precisely
the factors that have plagued the domestic processor for the past decade.
41
HVLP: The Science
of
High-Volume
Low-Pressure Finishing
1.0
THE PRINCIPLES BEHIND HVLP
HVLP atomization utilizes
a
high volume
of
air delivered at
10
psi or less to atomize
fluid material into
a
soft, low-velocity pattern. This reduction in the velocity of the air
stream over the
40
to
70
psi typically delivered by conventional spray methods results in a
more controlled spray pattern, less bounceback, and enhanced transfer efficiency. Transfer
efficiency can be defined
as
the amount of paint sprayed that goes onto the part
as
compared
to the amount lost due to overspray and bounceback.
In general, HVLP can be used with most low-to-medium solids materials including
two-component paints, urethanes, acrylics, epoxies, enamels. lacquers, stains, and primers.
Some HVLP application equipment can atomize higher viscosity materials and/or higher
fluid flow rates.
2.0
THE BENEFITS OF HVLP
High transfer efficiency enhances both productivity and finish quality. Less overspray
improves visibility, which limits operator error. It
also
reduces deposits on adjacent sur-
faces, which typically results in
a
dry, sandy finish. Reducing overspray will reduce spray
booth maintenance, filter replacement, waste disposal, and materials costs (Figs.
l
and
2).
Steve Stalker. Training Manager. Binks
&
DeVilbiss. can be contacted at
ITW
Industrial
Finlshmg,
195
Interna-
tionale
Blvd..
Glendale Heights,
IL
60139. Phone 630-237-5000.
Fax
630-237-501
l.
381