Satas D., Tracton A.A. (ed.). Coatings Technology Handbook
Подождите немного. Документ загружается.

382
$
120-
-
110-
100-
-0
0
Q
6
5
80-
ln
90-
COATING ($/GAL)
=
$25.00
COATING USAGE
=
4
GALYDAY
P)
=
1,000 GALSNEAR
58
I
VOC
OF
COATING
=
2.8
LBSlGAL
%VOLUME SOLIDS
=
62%
70
FILM THICKNESS
=
2
MILS
Em
60-
If
a'E
50-
WE
LANDFILL DISPOSAL
=
$4.55/GAL
.E
U-
40-
By
30-
-E
0
S
20-
8Q
3'2
881
10-
TOTAL COVERAGE
=
150,000 FIWEAR
INCINERATION
=
$G.OO/GAL
ag
STALKER
$O*%
%Transfer Efficiency
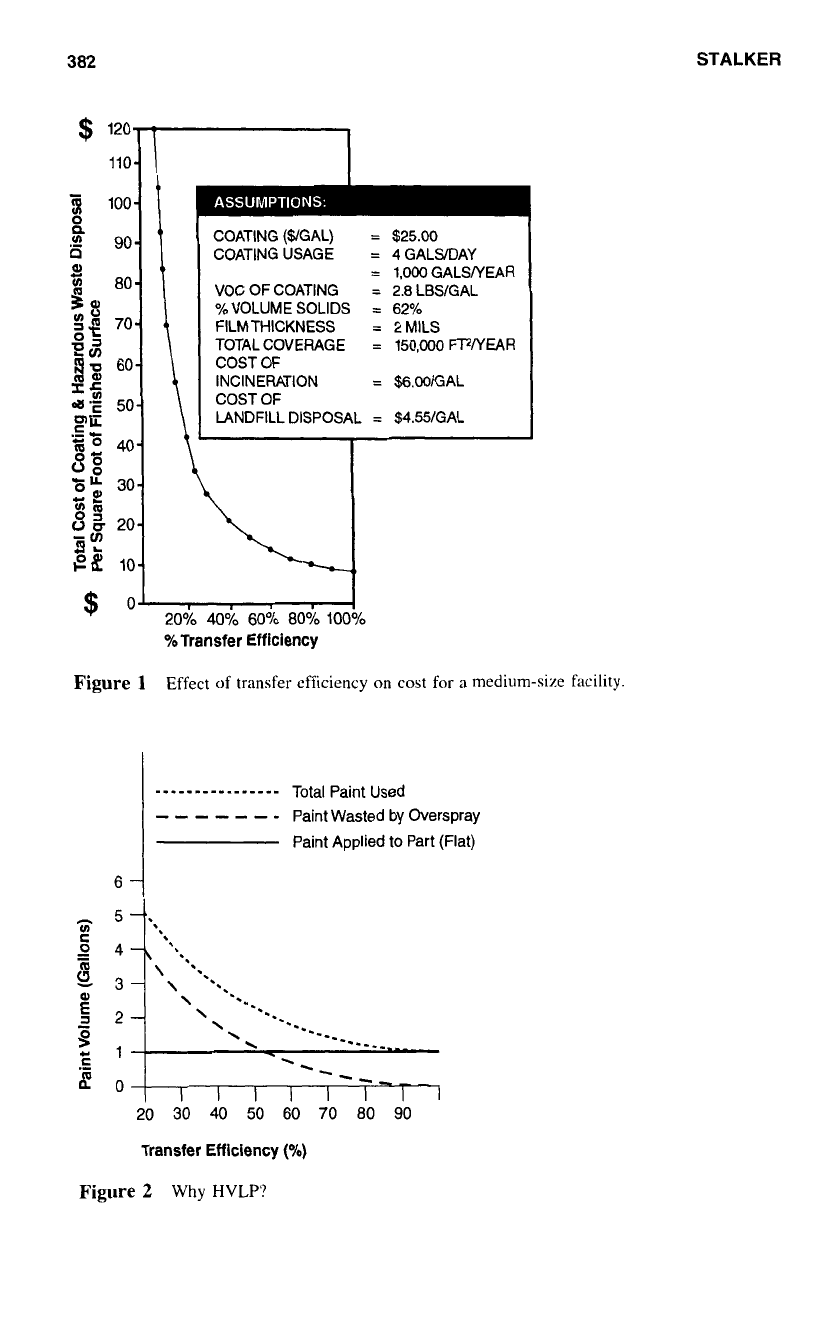
Figure
1
Effect of transfer efficiency
on
cost for a medium-size facility.
"""""""..
Total Paint
Used
- - -
-
-
-
-
Paint Wasted
by
Overspray
Paint Applied to Part (Flat)
CI
C
z
4
-\
'S,
3
-
\
**.
2-
\
**..
1
0
\
**.
\*
*.
\
-.
\
\
-..
"
"
"""_
-
."
IIIIIIII
"_
20
30
40
50
60
70
80
90
Transfer Efficiency
(YO)
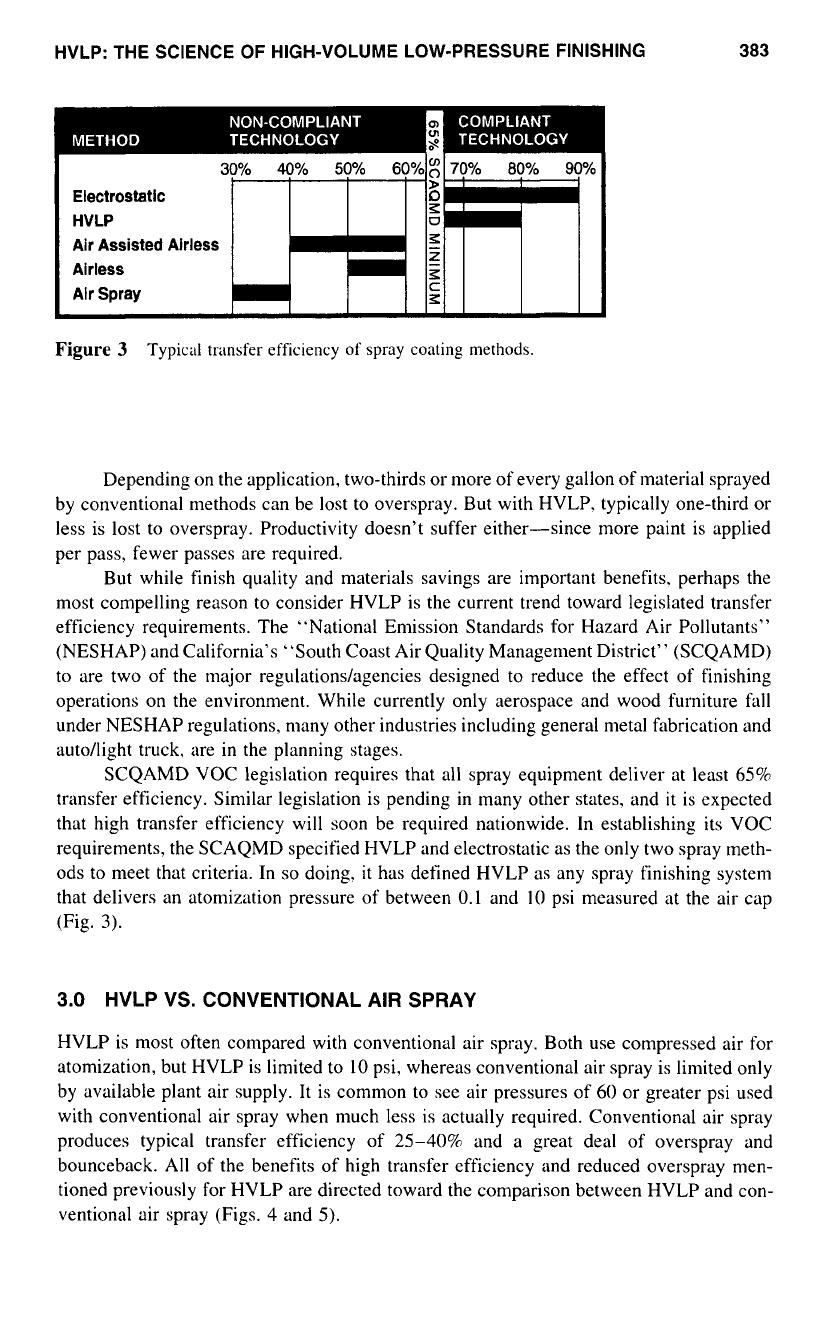
Figure 2
Why
HVLP'?
HVLP: THE SCIENCE
OF
HIGH-VOLUME LOW-PRESSURE FINISHING
383
Electrostatlc
HVLP
Air Assisted Airless
Airless
Air Spray
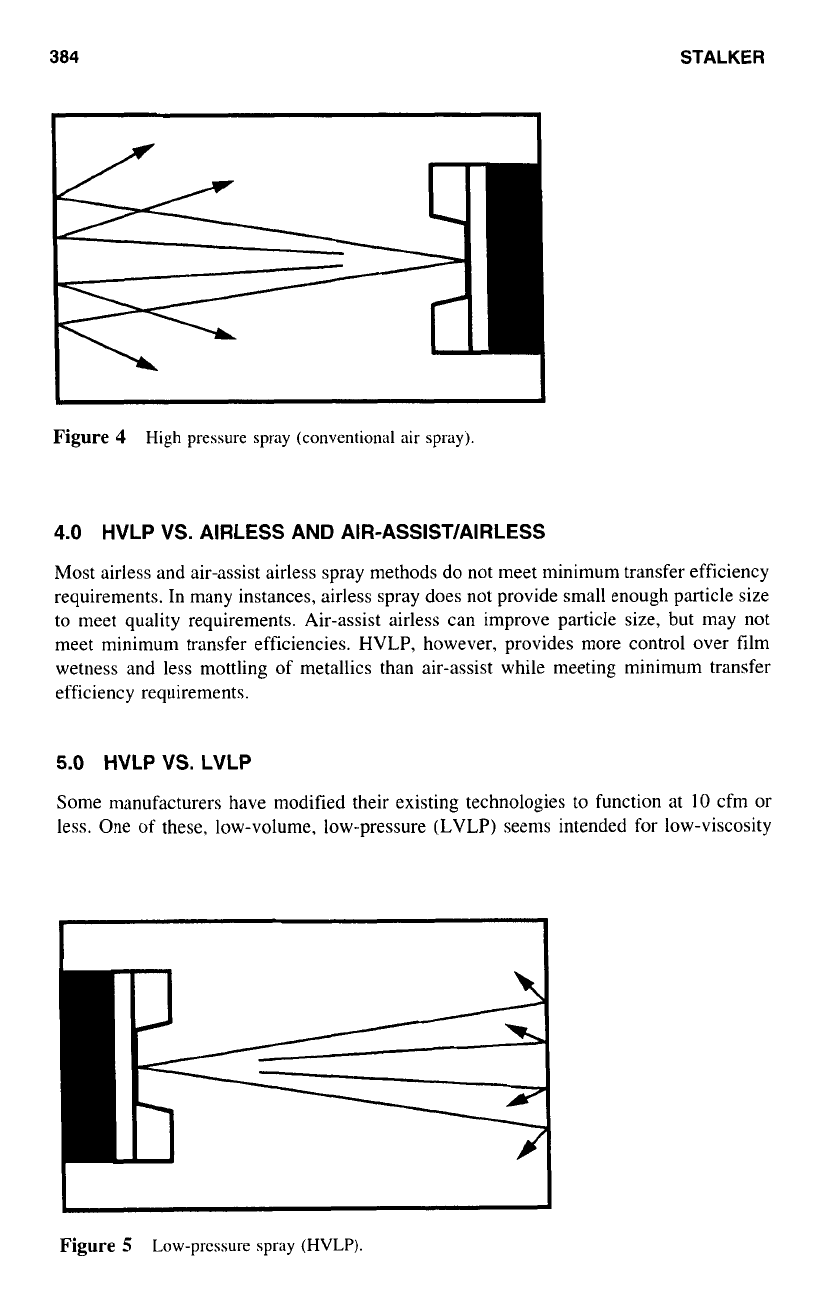
Figure
3
Typical trnnsfer efficiency
of
spray coating methods.
Depending on the application, two-thirds or more
of
every gallon
of
material sprayed
by conventional methods can be lost
to
overspray. But with HVLP, typically one-third or
less
is
lost to overspray. Productivity doesn’t suffer either-since more paint is applied
per pass, fewer passes are required.
But while finish quality and materials savings are important benefits. perhaps the
most compelling reason to consider HVLP is the current trend toward legislated transfer
efficiency requirements. The “National Emission Standards for Hazard Air Pollutants”
(NESHAP) and California’s “South Coast Air Quality Management District” (SCQAMD)
to are two
of
the major regulations/agencies designed
to
reduce the effect
of
finishing
operations on the environment. While currently only aerospace and wood furniture fall
under NESHAP regulations, many other industries including general metal fabrication and
auto/light truck. are in the planning stages.
SCQAMD VOC legislation requires that all spray equipment deliver at least
65%
transfer efficiency. Similar legislation is pending in many other states. and it is expected
that high transfer efficiency will soon be required nationwide. In establishing its VOC
requirements, the SCAQMD specified HVLP and electrostatic as the only two spray meth-
ods to meet that criteria. In
so
doing. it has defined HVLP as any spray finishing system
that delivers an atomization pressure of between
0.1
and
IO
psi measured at the air cap
(Fig.
3).
3.0
HVLP VS. CONVENTIONAL
AIR
SPRAY
HVLP is most often compared with conventional air spray. Both use compressed air for
atomization, but HVLP is limited to
10
psi, whereas conventional air spray is limited only
by available plant air supply. It
is
common
to
see air pressures of
60
or greater psi used
with conventional air spray when much less is actually required. Conventional air spray
produces typical transfer efficiency of
25540%
and a great deal
of
overspray and
bounceback. All of the benefits of high transfer efficiency and reduced overspray men-
tioned previously for HVLP are directed toward the comparison between HVLP and con-
ventional air spray (Figs.
4
and
5).
384
STALKER
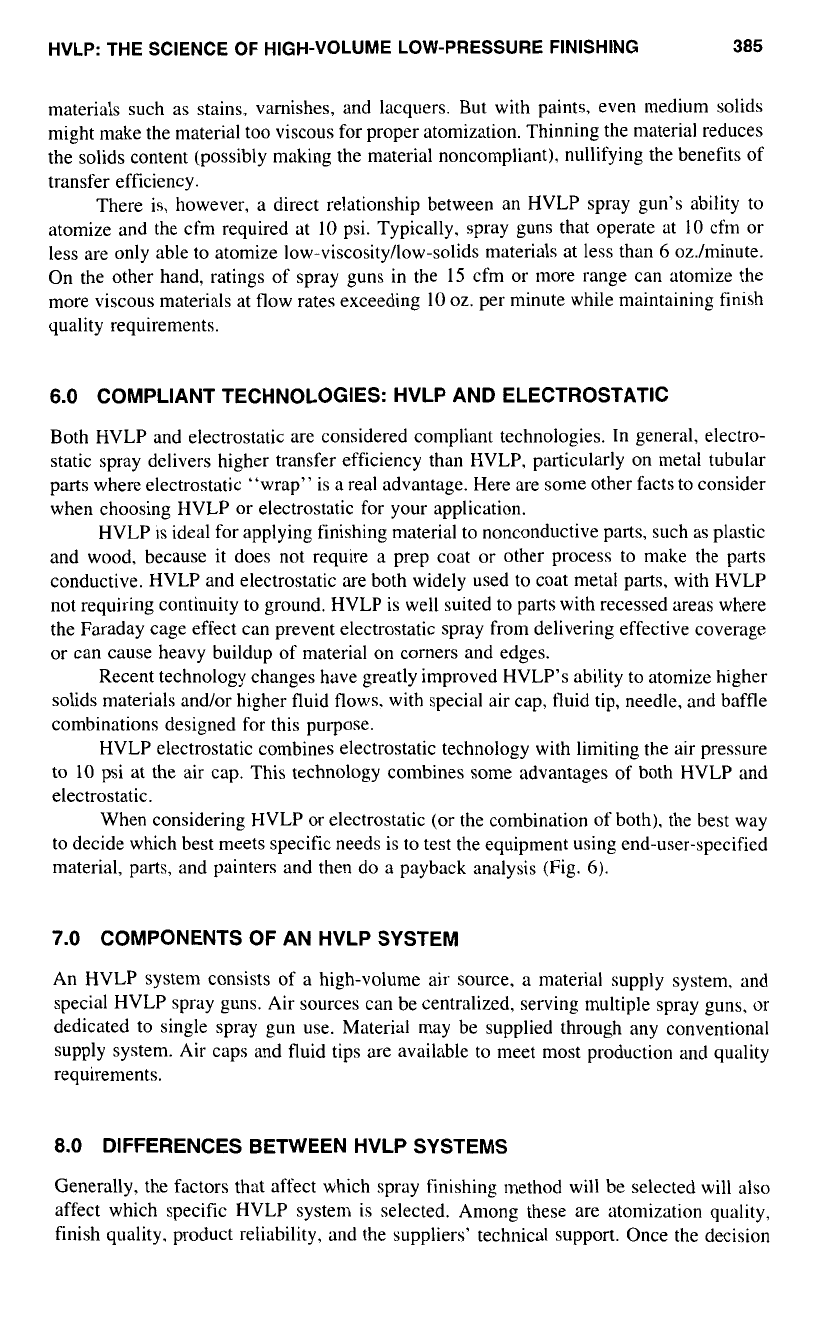
Figure
4
High pressure
spray
(conventional
air
spray).
4.0
HVLP VS. AIRLESS AND AIR-ASSIST/AIRLESS
Most airless and air-assist airless spray methods do not meet minimum transfer efficiency
requirements. In many instances, airless spray does not provide small enough particle size
to meet quality requirements. Air-assist airless can improve particle size, but may not
meet minimum transfer efficiencies. HVLP, however, provides more control over film
wetness and less mottling
of
metallics than air-assist while meeting minimum transfer
efficiency requirements.
5.0
HVLP VS. LVLP
Some manufacturers have modified their existing technologies
to
function at
10
cfm or
less. One of these, low-volume, low-pressure (LVLP) seems intended for low-viscosity
Figure
5
Low-pressure
spray
(HVLP).
HVLP: THE SCIENCE
OF
HIGH-VOLUME LOW-PRESSURE FINISHING
385
materials such as stains, varnishes, and lacquers. But with paints, even medium solids
might make the material too viscous for proper atomization. Thinning the material reduces
the solids content (possibly making the material noncompliant), nullifying the benefits
of
transfer efficiency.
There is, however, a direct relationship between an HVLP spray gun’s ability to
atomize and the cfm required at
10
psi. Typically. spray guns that operate at
IO
cfm or
less are only able to atomize
low-viscosity/low-solids
materials at less than
6
oz./minute.
On the other hand, ratings of spray guns in the
15
cfm or more range can atomize the
more viscous materials at flow rates exceeding
IO
oz. per minute while maintaining finish
quality requirements.
6.0
COMPLIANT TECHNOLOGIES: HVLP AND ELECTROSTATIC
Both HVLP and electrostatic are considered compliant technologies. In general, electro-
static spray delivers higher transfer efficiency than HVLP. particularly on metal tubular
parts where electrostatic “wrap” is a real advantage. Here are some other facts to consider
when choosing HVLP or electrostatic for your application.
HVLP is ideal for applying finishing material to nonconductive parts, such as plastic
and wood, because it does not require a prep coat or other process to make the parts
conductive. HVLP and electrostatic are both widely used
to
coat metal parts, with HVLP
not requiring continuity to ground. HVLP is well suited to parts with recessed areas where
the Faraday cage effect can prevent electrostatic spray from delivering effective coverage
or can cause heavy buildup of material on corners and edges.
Recent technology changes have greatly improved HVLP’s ability to atomize higher
solids materials and/or higher fluid flows. with special air cap, tluid tip, needle, and baffle
combinations designed for this purpose.
HVLP electrostatic combines electrostatic technology with limiting the air pressure
to
10
psi at the air cap. This technology combines some advantages of both HVLP and
electrostatic.
When considering HVLP or electrostatic (or the combination of both). the best way
to decide which best meets specific needs is to test the equipment using end-user-specified
material, parts, and painters and then do a payback analysis (Fig.
6).
7.0
COMPONENTS OF AN HVLP SYSTEM
An HVLP system consists of a high-volume air source, a material supply system. and
special HVLP spray guns. Air sources can be centralized, serving multiple spray guns, or
dedicated to single spray gun use. Material may be supplied through any conventional
supply system. Air caps and fluid tips are available to meet most production and quality
requirements.
8.0
DIFFERENCES BETWEEN HVLP SYSTEMS
Generally, the factors that affect which spray finishing method will be selected will also
affect which specific HVLP system is selected. Among these are atomization quality,
finish quality. product reliability, and the suppliers’ technical support. Once the decision
386
STALKER
F;
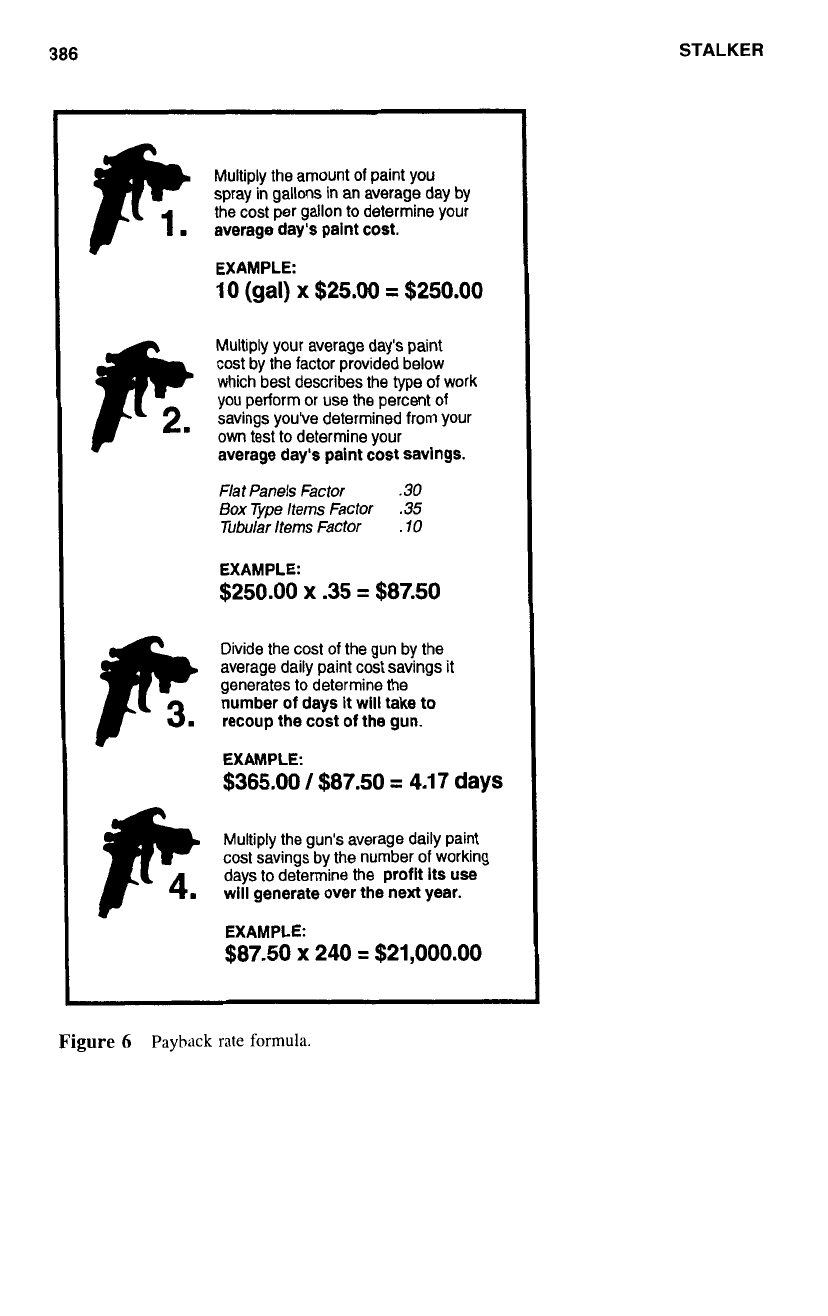
Multiply the amount
of
paint you
spray in gallons in an average day by
the cost per gallon to determine your
average day's paint cost.
EXAMPLE:
10
(gal)
x
$25.00
=
$250.00
Multiply your average day's paint
cost by the factor provided below
which best describes the
type
of work
you perform
or
use
the percent of
savings you've determined from your
own
test to determine your
average day's paint cost savlngs.
Flat Panels Factor
.30
Box
Type Items Factor
.35
Tubular
Items
Factor
.l0
EXAMPLE:
$250.00
X
.35
=
$87.50
Divide the cost of the gun by the
average daily paint cost savings it
generates to determine the
number
of
days it
will
take
to
recoup the cost
of
the gun.
EXAMPLE:
$365.00
/
$87.50
=
4.17
days
Multiply the gun's average daily paint
cost savings by the number of working
days to determine
the
proflt
its
use
will
generate over the next year.
EXAMPLE:
$87.50
X
240
=
$21,000.00
Figure
6
Payback
rate
formula
HVLP: THE SCIENCE OF HIGH-VOLUME LOW-PRESSURE FINISHING
387
/
TURBINE
UNIT
MATERIAL
SUPPLY
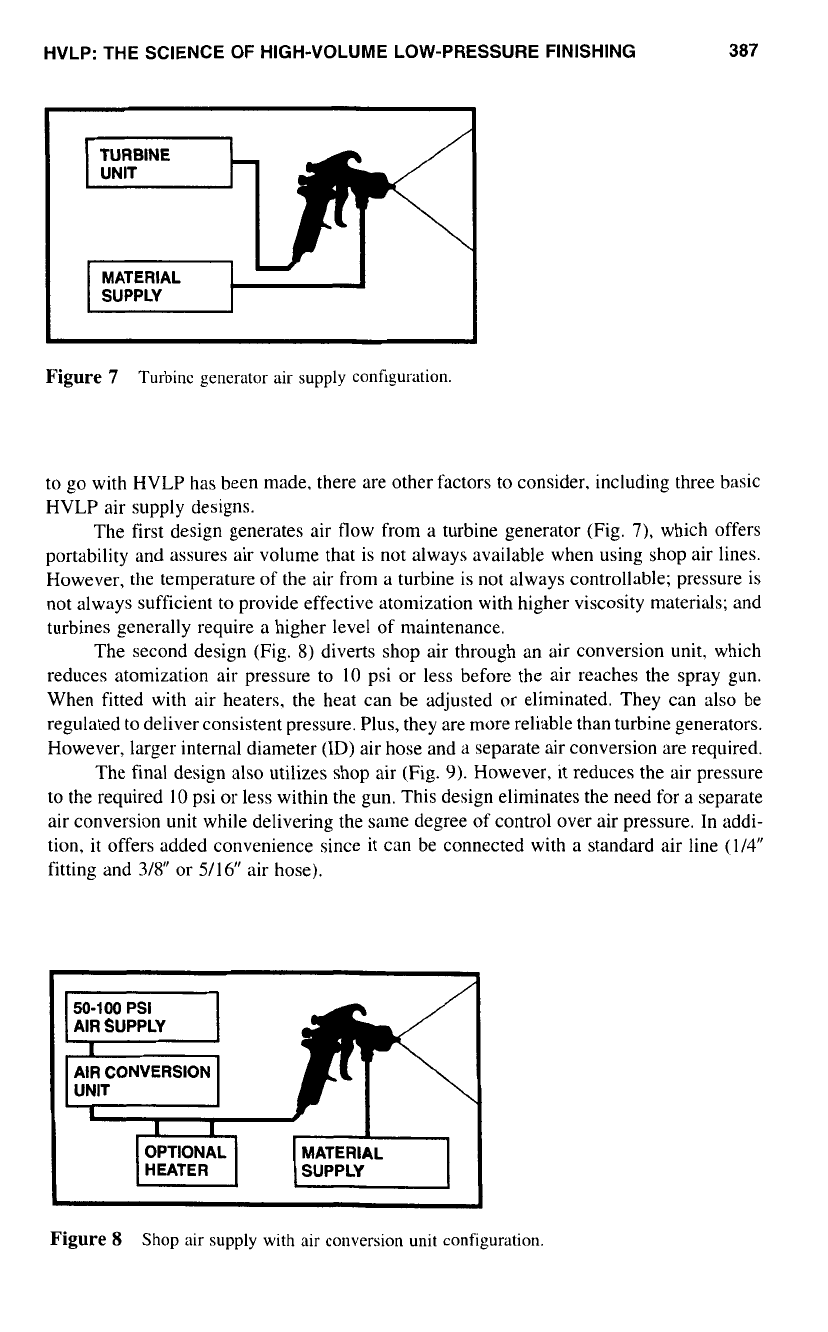
Figure
7
Turbinc generator air
supply
configuration.
to go with HVLP has been made, there are other factors
to
consider, including three basic
HVLP air supply designs.
The first design generates air flow from a turbine generator (Fig.
7),
which offers
portability and assures air volume that is not always available when using shop air lines.
However, the temperature of the air from a turbine is not always controllable; pressure is
not always sufficient
to
provide effective atomization with higher viscosity materials; and
turbines generally require a higher level of maintenance.
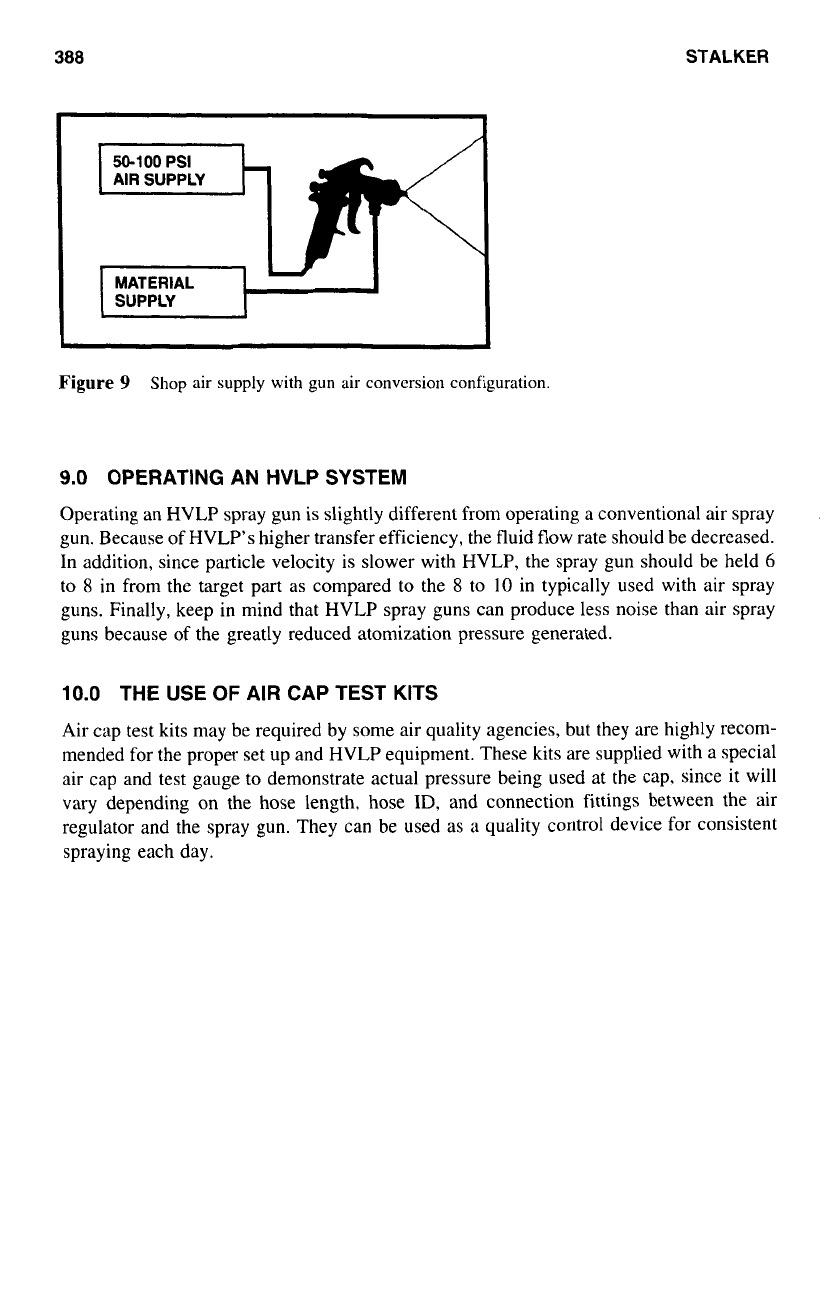
The second design (Fig.
8)
diverts shop air through an air conversion unit, which
reduces atomization air pressure to
10
psi or less before the air reaches the spray gun.
When fitted with air heaters. the heat can be adjusted or eliminated. They can also be
regulated
to
deliver consistent pressure. Plus, they are more reliable than turbine generators.
However, larger internal diameter
(ID)
air hose and a separate air conversion are required.
The final design also utilizes shop air (Fig.
9).
However, it reduces the air pressure
to the required
10
psi or less within the gun. This design eliminates the need for a separate
air conversion
unit
while delivering the same degree of control over air pressure. In addi-
tion. it offers added convenience since it can be connected with
a
standard air line
(1/4”
fitting and
3/8“
or 5/16” air hose).
Figure
8
Shop
air
supply
with
air conversion
unit
configuration.
388
STALKER
I
c
/
50-1
00
PSI
AIR SUPPLY
MATERIAL
SUPPLY
I-
Figure
9
Shop air supply with gun air convcrsion configuration.
9.0
OPERATING AN
HVLP
SYSTEM
Operating an HVLP spray gun
is
slightly different from operating
a
conventional air spray
gun. Because
of
HVLP’s higher transfer efficiency, the fluid flow rate should be decreased.
In addition, since particle velocity is slower with HVLP, the spray gun should be held
6
to
8
in from the target part
as
compared
to
the
8
to
10
in typically used with air spray
guns. Finally, keep in mind that HVLP spray guns can produce less noise than air spray
guns because of the greatly reduced atomization pressure generated.
10.0
THE
USE
OF
AIR CAP TEST KITS
Air cap test kits may be required by some air quality agencies, but they are highly recom-
mended for the proper set up and HVLP equipment. These kits are supplied with
a
special
air cap and test gauge to demonstrate actual pressure being used at the cap, since it will
vary depending on the hose length, hose
ID,
and connection fittings between the air
regulator and the spray gun. They can be used
as a
quality control device for consistent
spraying each day.
Part
3
Materials
This Page Intentionally Left Blank
42
Acrylic Polymers
Ronald
A.
Lombardi and James
D.
Gasper
IC1
Resins
US,
Wiltllirtgton.
Ma,s.srrclt~t.srtts
1
.O
INTRODUCTION
Since their introduction decades ago, acrylic polymers have gained
a
strong foothold in
the coatings and allied industries
as
a result of their improved flexibility and adhesion
compared to polyvinyl acetate emulsions, phenolics, and styrene-butadiene latex combined
with their moderate cost. In addition, their significantly improved outdoor durability, in-
cluding resistance to
UV
degradation, has mandated their use in several applications. In
many respects the name “acrylic” has become synonymous with
a
high performance level
in
a
polymer system.
Presently, acrylics are available in three physical forms: solid beads, solution poly-
mers, and emulsions. The emulsion form is by far the dominant form
in
use today. This
is due generally to the ease of tailoring properties, and the lower hazards and manufacturing
costs compared to the solid and solution polymers.
2.0
CHEMISTRY AND MANUFACTURE
2.1
Monomers
Acrylic monomers are esters
of
acrylic and methacrylic acid. Some common esters are
methyl, ethyl, isobutyl, n-butyl, 2-ethylhexyl, octyl, lauryl, and stearyl. The esters can
contain functional groups such as hydroxyl groups (e.g., hydroxyethyl methacrylate),
amino groups (e.g., dimethylaminoethyl methacrylate), amide groups (acrylamide), and
so
on,
in
addition to the carboxylic acid functionality of the unesterified monomer. Acrylic
monomers can be multifunctional (e.g., trimethylolpropane triacrylate, or butylene glycol
diacrylate, to mention two). The polymer chemist has
a
wide range of monomers to select
from when designing a specialty polymer system.
Typically mixtures of comonomers are chosen for the properties they impart to the
polymer. Adhesive strength, for example, is increased by using monomers with low glass
391