Румянцев С.И. и др. Ремонт автомобилей
Подождите немного. Документ загружается.

6) определить площадь участка:
.Руч
=
.Роб
Кпр,
где
F
o6
— площадь, занятая оборудованием;
К
п
„
—
коэффициент, учитывающий проходы, проезды и рабочие места
(/С
пр
=
=
3-4);
7) разработать планировку запроектированного участка.
Проектированию автоматических линий гальванопокрытий
(особенно линии осталивания) должны предшествовать подготови-
тельные работы, целью которых является обоснование номенкла-
туры деталей, подлежащих восстановлению на линии, качества
покрытий
Ну.
и его
толщины,
обоснование режимов наращива-
ния покрытия.
При выполнении подготовительных работ исходят из данных
о
состоянии
поступающих в ремонт деталей, которые могут быть
восстановлены с применением этого процесса (в данном случае
осталивания), главным образом данных об износах их рабочих
поверхностей. Данные об износах, полученные замером достаточ-
но
большой выборки таких деталей
(150—200
шт.), обрабатыва-
ются методами математической статистики. По результатам ма-
тематической обработки строятся графики, позволяющие обосно-
вать необходимые для дальнейших расчетов величины маршрут-
ных коэффициентов ремонта деталей и износов их рабочих
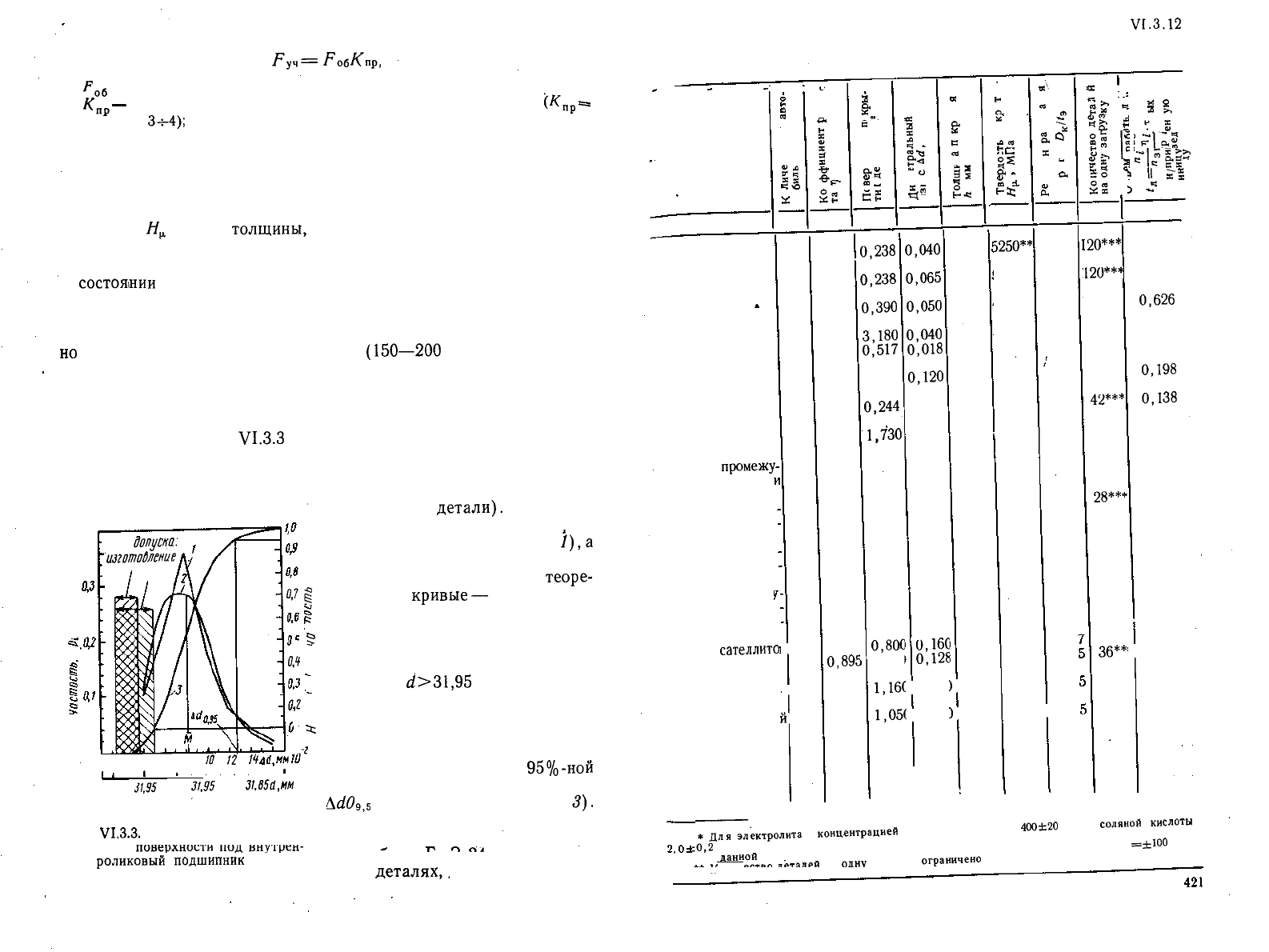
поверхностей. На рис.
VI.3.3
представлен- для примера график рас-
пределения износов посадочной поверхности под внутренний ро-
ликовый подшипник поворотной цапфы автомобиля ГАЗ-24 (она
является наиболее изнашивае-
мой для этой
детали).
По данным
замеров построен полигон рас-
пределения (ломаная линия
)),а
по результатам математической
обработки этих данных —
теоре-
]°'
7
it
тические
кривые
—
дифференци-
альная (2) и интегральная (3).
^
Из графика (кривая 3) видно,
'
*
что 10,5% деталей имеют раз-
"•*
§ меры, лежащие в допустимых
~
пределах
d>31,95
мм, и, следо-
ц
I вательно, не требуют ремонта.
'
1 Остальные 89,5%. деталей под-
'
^
лежат восстановлению. При этом
,-г
величина износа исследованной
поверхности детали с
95%-ной
Сводная расчетная
Таблица
VI.3.12
таблица для проектирования автоматической линии
осталивания
Поле
попуска:
'изготойление
ремонт
t г ч 6 s
w
12
if
i
i i
, ,
i
, ,
i
\ . ,
i
32,00
J1.35
31,95
31.85d,MM
вероятностью не превысит
/\d0
9
,5
= 0,128 мм (см. кривую
<?).
Полученные таким образом
данные о поворотной цапфе
посадочной
поверхности
под
ънутуеи-
.,
т->
л
о
ал
ний
роликовый
подшипник
поворот-
автомобиля ГАЗ-24.
и о
других
ной
цапфы
автомобиля
ГАЗ-24
его
деталях,.
которые могут
420
.
Рис.
VI.3.3.
Распределение износов
посадочной поверхности под внутрен-
,,
—
-
L'
Наименование детали
1
Q
м
л
я
о
в
8"
ia
ч
>о
0 0
« £
2
X
о
X
V •
шциент
]
•V
•©•с-
л
^
SS
3
2
о.
к
О
w
ХНОСТЬ
П(
:тали,
дм
0."
v
Ч
ш
_
о 2
eg
4
у«
;тральны]
Ad,
мм
5
u
5 о
S я
3«
Ч
я
5
К
Ж
S
0.
«
о
с
<а
X
5
ч
%*
%
-
!-•«
6
Клапан впуск-
ной
Клапан выпуск-
ной •
Толкатель кла-
пана
Ось коромысел
Поршневой па-
лец
Валик водяного
насоса
Ведущий вал
коробки передач
Ведомый вал
коробки передач
Ось
промежу
точной шестерн
заднего хода
Ось блока про
межуточных шесте
рен
Фланец ведомо
го вала коробки пе
редач
Фланец вед;
щей конической ше
стерни заднего мо
ста
Ось
сателлите
Поворотная
цапфа
Шкворень по
воротной цапфы
Вал рулево
сошки
4
4
8
1
4
1
1
1
1
1
1
1
в 1
2
- 2
и
1
0,57
0,77
0,51
0,65
0,975
0,50
0,35
0,31
0,08
0,80
0,95
0,95
0,75
0.89Е
0,64
0,50
0,238
0,238
0,390
3,180
0,517
0,750
0,244
1,730
0,660
0,750
0,600
0,600
0,80С
0,44С
1.16С
1,05(
0,040
0,065
0,050
0,040
0,018
0,120
0,095
0,080
0,075
0,090
0,150
0,150
0.16С
0,128
)
0,07(
)
0,08(
1
0,15
0,15
0,15
0,15
0,15
0,20
0,20
0,20
0,20
\
0,20
0,25
0,25
0,25
0,25
)
0,20
)
0,20
I
се
S
н
2
О.
U
о
с
'с
0
Е-
S*
Он
«
<U
^
В
i
Н1;
7
5250**
5250
4000
5250
5250
5250
5250
5250
5250
5250
6200
6200
5250
5500
6000
вЛ
5В
X
0)
ей *
m
1
^
3.
Q
? в
1
я
* 2
1
0,
X К
0)
О
о,
с
8
S
*
s
4» а
*
>,
*
?5
ч
a,
m
2
&
>>
t
О*
?•
Ц'
5=5
1
*°
i
SS
с
9
30/80
30/80
30/90
30/80
30/80
40/85
40/85
40/85
40/85
40/85
50/75
50/75
50/8
50/8
40/7
5250 40/8
20***
[
20
***
108
14
80
42
42***
18
48
28**
42
42
32
36**
28
30
S
g.
ffl X
Jpl
•фе-
c
U
n
|g
>
\\
*z
>
-
4
12
10
0,315
0,425
0,626
0,770
0,809
0,198
0,138
0,285
0,028
0,475
0,375
0,375
0,388
* 0,825
0,758
0,276
Т^лектролита
с
концентрацией
хлористого железа
400
±
20
г/л,
соляной
кислоты
-
:0,2
Г/Л.
** В
данной
графе указана средняя величина твердости; допустимое отклонение
=±100
МПа .
»*
,,
„„»„„
ЛОТЯЛРЙ
на
ОДНУ
загрузку
ограничено
габаритами деталей.
*** количество деталей на одну загрузку огр
быть
восстановлены
с применением осталивания, приведены в
табл. VI.3.12.
На основании данных об износах деталей устанавливают тол-
щину покрытия (графа 6 табл.
VI.3.12),
учитывая при этом при-
пуски на обработку, а также необходимость иметь возможно
меньшее количество групп деталей с различной толщиной по-
крытий.
Обоснование качества покрытия, определяемого его твердо-
стью
Яр.,
необходимого при восстановлении деталей (графа 7
табл.
VI.3.12),
и выбор условий их наращивания, обеспечивающих
получение покрытий требуемого качества (графа 8), осуществля-
ют с учетом соответствующих технологических
рекомендаций
1
.
При этом режимы устанавливают таким образом, чтобы обес-
печить получение всего многообразия качества покрытий и его
толщины для заданной номенклатуры деталей в условиях работы
автоматической линии по жесткому технологическому циклу. В
рассматриваемом примере
установленные
режимы обеспечивают
получение покрытий требуемой твердости и толщины при дли-
тельности основного времени
^
О
сн^=30
мин.
В ходе дальнейших работ устанавливают последовательность
и режимы остальных операций технологического процесса, подби-
рают по действующим каталогам типоразмеры электролизных и
промывочных ванн и других объектов оборудования линии, сос-
тавляют ее расчетную компоновочную схему и разрабатывают
циклограмму работы линии.
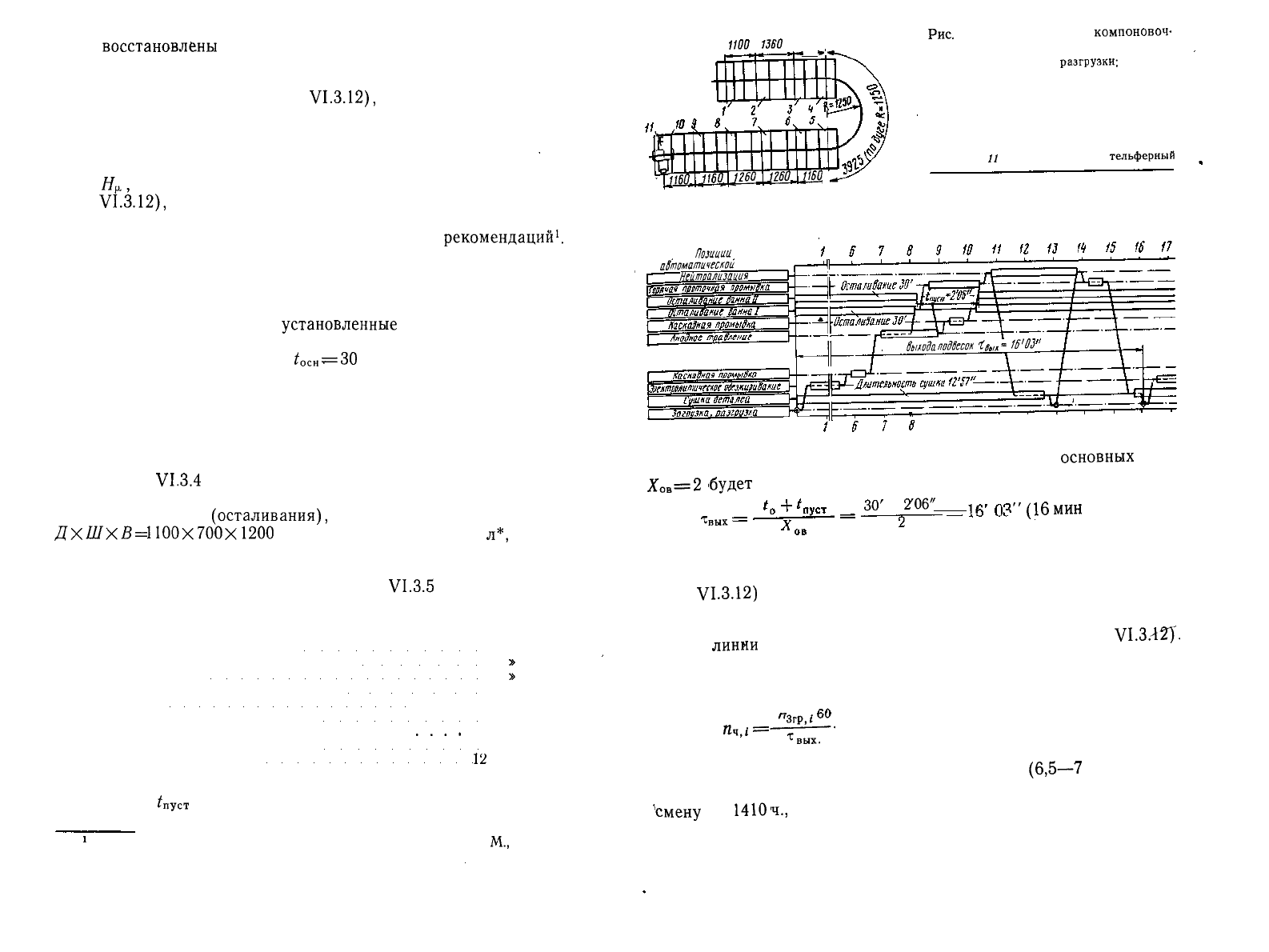
На рис.
VI.3.4
представлена расчетная компоновочная схема
автоматической автооператорной линии осталивания с двумя ос-
новными ваннами
(осталивания),
имеющими внутренние размеры
ДХШХВ=
1100X700X1200
мм,
рабочий объем
850
л*,
и
одним
автооператором тельферного типа грузоподъемностью до 500 кг,
скорость горизонтального перемещения 18 м/мин, скорость подъе-
ма (опускания) груза 8 м/мин. На рис.
VI.3.5
представлена цик- .
лограмма работы этой линии, предусматривающая осуществление
следующего технологического процесса:
Электролитическое обезжиривание 5,0 мин
Каскадная промывка (горячая + холодная) 0,5
»
Анодное травление 2,0
»
Каскадная промывка (холодная+горячая) 0,5 »
Осталивание • . . . 30,0 »
Промывка в горячей проточной воде 1 мин 45 с
Нейтрализация остатков электролита на деталях
....
3,0 мин
Промывка в проточной горячей воде 0,5 »
Сушка в сушильной камере
12
мин 57с.
При длительности основного времени 30 мин и времени пусто-
вания ванн
^
П
уст
= 2 мин 06 с (оно необходимо для освобождения
ванны от деталей с покрытием и подготовки новой партии их к
1
Справочник технолога авторемонтного производства.
М.,
Транспорт,
1977.
* В ряду типоразмеров ванн, предназначенных для комплектования авто-
матических линий, принятая ванна имеет наименьший рабочий объем.
422
ноо
то
two
-4
*•
•*—
и
rj
а
j
116U
11
60
J260
\№
JSO
_
Рис.
VI.3.4. Расчетная
компоновоч-
ная схема
1 — пост загрузки и
разгрузки;
2 — су-
шильная камера; 3 — ванна электроли-
тического обезжиривания; 4 — ванна
каскадной промывки (горячая+холодная);
5 — ванна анодной обработки; 6 — ван-
на каскадной промывки (холодная+горя-
чая); 7 — ванна осталивания I; 8 — ван-
на осталивания II; 9 — ванна горячей
проточной промывки; 10 — ванна нейтра-
лизации;
//
— автооператор
тельферный
Рис. VI.3.5. Циклограмма работы
автоматической линии осталивания
Потиш
автоматической
линии
Нейтрализация
Темп
ИшаЯн
поёвесок
1е
ш
=
16'03
9 10 11 12 13 ft 15 16 17
Время, мин
завеске) темп выхода подвесок при наличии двух
основных
ванн
Х
ов
=2
'будет
30'
+
2
W
1
,
"Свых
:
г
(16
мин
3
С).
Для расчетов по производительности линии определяют коли-
чество деталей каждого наименования на одну загрузку (графа 9
табл.
VI.3.12)
с учетом площади покрытия, габаритных размеров
деталей, катодной плотности тока рабочего объема ванн и при\
нятого значения объемной плотности тока, и определяют объем
работы
линии
на приведенную единицу (графа 10 табл.
VI.3.-12)'.
Выполненные в рассмотренном примере расчеты показывают, что
часовая производительность данной линии при установившемся
режиме работы определяется количеством восстановленных дета-
лей в час
Пч,1
=—^^—
^вых.
' ,
Годовой фонд времени работы линии с учетом потерь на ра-
зогрев рабочих растворов в начале смены
(6,5—7
ч в неделю)
и коэффициента надежности 0,85 составит при работе в одну
'смену
—
1410ч.,
а в две смены — 3110ч. В этих условиях запро-
ектированная автоматическая линия может обеспечить восста-
новление комплектов деталей автомобиля ГАЗ-24 при односмен-
ной и двухсменной работе соответственно — 12 и 27 тыс. капи-
тальных ремонтов в год.
423
Стоки.,соОер№1ци.е
катионы тяжелых
метаппоб
иеУь,
ни-
кепь,
же
пезо
игд
Очищенная
сточная
Soda
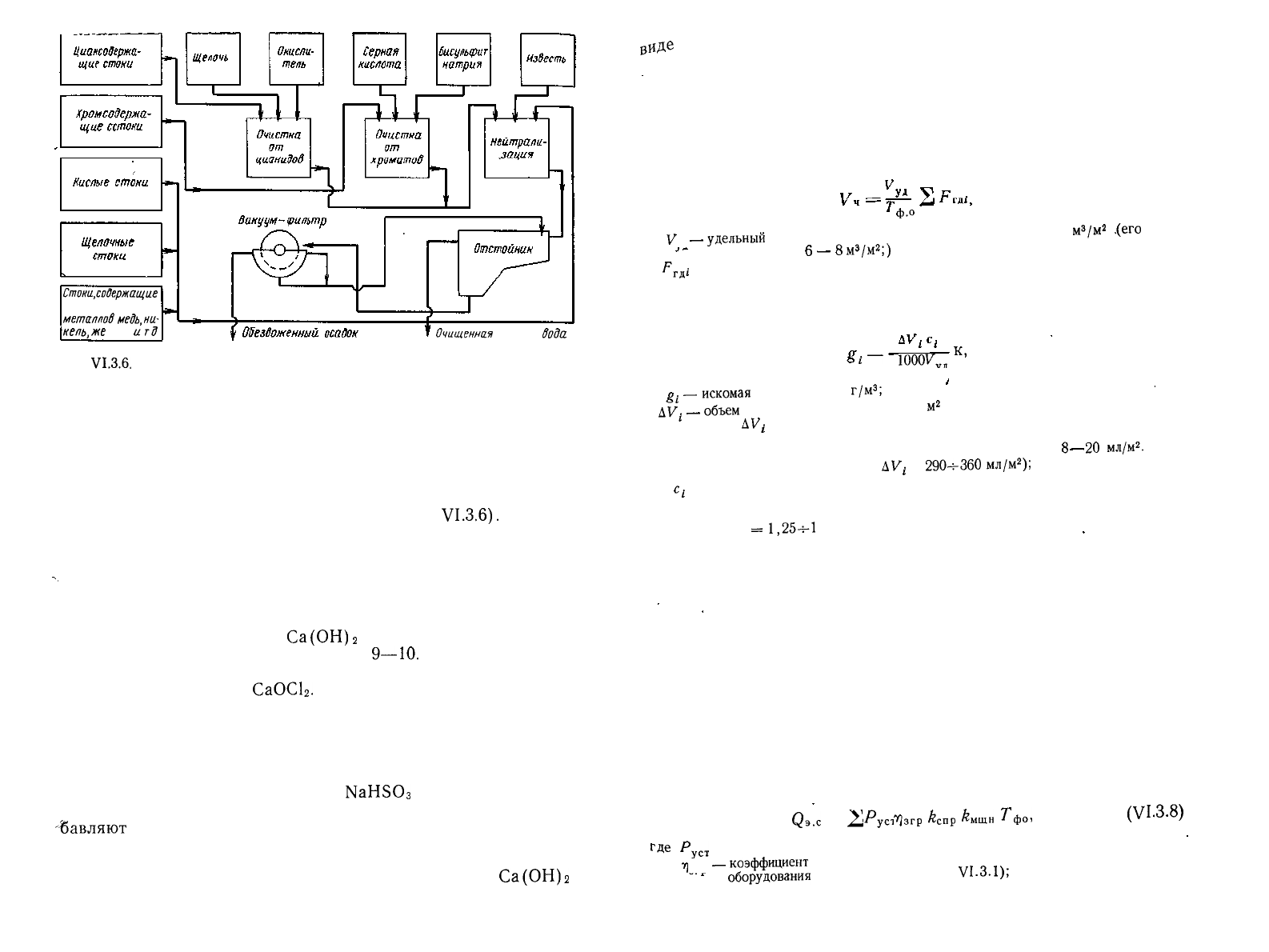
Рис.
VI.3.6.
Общая схема канализации и очистки сточных вод цеха гальвани-
ческих покрытий (рекомендация СЭВ)
Неотъемлемой частью проекта промышленного предприятия
является проработка мероприятий по защите окружающей среды,
как это предусмотрено инструкцией СН 202-76. При проектирова-
нии гальванического участка должно быть предусмотрено обез-
вреживание его производственных стоков.
Принципиальное решение проблемы обезвреживания стоков це-
хов гальванических покрытий дает схема (рис.
VI.3.6).
Как видно
из схемы, обезвреживание производится раздельно для трех ос-
новных групп стоков: циансодержащих, хромсодержащих и сто-
ков, содержащих кислоты, щелочи и катионы тяжелых металлов
(медь, никель, железо).
Стоки, содержащие цианистые соединения, сначала подщела-
чивают. Для этого в них добавляют так называемое известковое
молоко — водный раствор
Са(ОН)
2
в таком количестве, чтобы
величина рН стоков была в пределах
9—10.
Собственно обезвре-
живание цианидов достигается их окислением путем введения в
стоки хлорной извести
СаОС1
2
.
При этом происходит распад циа-
нидов и образование других соединений (соды, аммиака). Про-
дукты реакции направляются затем на нейтрализацию и далее
в отстойник, куда для ускорения осаждения вводится раствор ор-
ганического вещества полиакриламида (ПАА).
Обезвреживание хромсодержащих стоков достигается путем
введения в них бисульфита натрия
NaHSO
3
при величине рН сто-
ков, равной 3,0. Для доведения рН до этого уровня в стоки до-
бавляют
серную кислоту. Введение бисульфита натрия приводит
к восстановлению шестивалентного хрома до трехвалентного, ко-
торый легко образует нерастворимые соединения. Это происходит
в нейтрализационной камере, куда подается раствор
Са(ОН)
2
в
424
в
иде
известкового молока. Направленные в отстойник продукты
реакции выпадают в осадок.
Все остальные стоки обезвреживаются только нейтрализацией
их известковым молоком.
При проектировании гальванических участков ремонтных пред-
приятий определяют часовой расход сточных вод участка и кон-
центрацию в этих стоках веществ, подлежащих обезвреживанию.
Часовой расход сточных вод рассчитывают по формуле
ф.о
где
V
—
удельный
расход стоков на 1 м
2
поверхности покрытия,
м
3
/м
2
.(его
при-
2
нимают равным
6
—
8
м
3
/м
2
;)
F
TJil
—
годовая
программа участка
по
г'-му покрытию.
Концентрация в сточных водах веществ, подлежащих обезврежи-
ванию, рассчитывается по формуле
К
'
_
i~
1000K
V]T
УД ft
где
g
t
—
искомая
концентрация,
г/м
3
;
ду"
г
—
объем
электролита, уносимого с 1
м
2
поверхности покрытия деталей (вели-
чина
AV
i
для основных гальванических процессов в зависимости от кон-
фигурации деталей составляет от 50 до 125 мл/м
2
, при наличии ванн-уло-
• вителей электролитов она снижается соответственно до
8
—
20
мл/м
2
.
Для
ванны анодного травления
AV^
=
290ч-360
мл/м
2
);
c
l
— концентрация в электролите компонента, подлежащего обезврежива-
нию, г/л;
к — коэффициент, учитывающий периодический сброс отработавших электроли-
тов (к
=
1,25-И
,35).
Полученные таким образом данные передаются специализиро-
ванной проектной организации для детальной разработки проекта
очистных сооружений.
6. Расчет потребности в энергоресурсах
Данные о потребности производственных участков и предприя-
тия в целом в различных видах энергии и материалов необходи-
мы для разработки энергетической и других частей проекта. По-
этому при проектировании производственных участков рассчиты-
вают их потребности в электроэнергии, сжатом воздухе, произ-
водственной воде, паре и др.
Годовой расход силовой электроэнергии рассчитывают, поль-
зуясь выражением
Q
9
.c
=
2jP
y
c?
^згр
£спр
&мщн
Тф
0
,
(VI.
3.8)
г
Де
Ру
ст
—
установленная
мощность
токоприемников данной группы,
кВт;
•»]
—
коэффициент
загрузки (берется из расчетов количества соответствующего
оборудования
(см., например, табл.
VI.
3.1);
425
*спр
~~
коэффициент спроса,
*
спр
=
*„*
макс
,
где
*
и
—
коэффициент использо-
вания токоприемника, равный отношению средней нагрузки в наиболее
загруженной смене,
к
установленной мощности;
*
макс
—
коэффициент
максимума, определяемый на основании графиков изменения нагрузки на
протяжении смены
(*
макс
=
1
,0-4-2,0;
при
укрупненных
'
расчета^
принимают среднее значение коэффициента 1,16);
k
мщн
— коэффициент мощности cos
<р.
\
Расход электроэнергии на освещение определяют отдельно из
выражения
Qs.o
=
Т
т
2
Fl
pi
kcnp,
где
Т
г
— количество часов горения в год (для средней полосы страны
Г
г
=2200
ч);
F
t
— площадь освещаемого помещения (территории), м
2
;
PI
—
удельная
установленная мощность осветительных устройств, Вт/м
2
;
k
—
коэффициент
спроса, равный 0,8.
При расчетах потребности в сжатом воздухе определяют его
минутный расход отдельными группами потребителей, что необ-
ходимо для обоснования мощности компрессорной станции.
Расход сжатого воздуха определяют по формуле
QCB
=
где
k
n
— коэффициент потерь, учитывающий утечку воздуха через неплотности
трубопровода
(Л
п
=
1,2-5-1,4);
q — минутный расход воздуха единицей оборудования данного типа по паспор-
ту или по норме;
л — количество единиц такого оборудования;
*спр
~
коэффициент спроса, равный отношению длительности включения потре-
бителя воздуха в течение цикла к длительности цикла;
*одн
—
коэффициент одновременности,
£
одн
=
1,17п~°'
21
.
При определении потребности в воде рассчитывают годовой и
часовой
расходы
1
для следующих четырех категорий потребите-
лей.
I — потребители, имеющие емкости V,
м
3
,
периодически за-
полняемые и ежедневно доливаемые (например, моечные маши-
ны, гальванические ванны и т.
п.)
:
Ql.n=Va
+
Vk253,
м»,
где t — время заполнения емкости, ч;
а
—
кратность заполнения;
k
—
коэффициент, учитывающий ежедневный долив (k =
0,1
-И),2);
253
—число
рабочих дней в году.
II — потребители с установившимся расходом воды (напри-
мер, ванны проточной промывки, установки т.в.ч., выпрямитель-
Часовой расход необходим для расчетов сечения трубопроводов.
в.—
устройства с водяным
охлаждением):
!
<2
п
в
.ч—по
паспортным
данным или нормативам;
n
iii
п
т
г
.
Хв.гд—
VB.4
*
ф.о
"-спр.
III — потребители с нормированным расходом на одно изде-
лие
(например, шланговая мойка автомобиля, гидравлическое ис-
пытание изделий, заполнение системы
охлаждения):
Q
B
'.4
=
-p-;
QB.™
=
qN,
on
где
q
—
норма расхода на единицу,
м
3
;
t
on
—длительность
операции, ч;
N — годовая программа.
IV — поглощение тепловыделений при испытании двигателей
внутреннего сгорания:
с?в
у
гд=дё)илг,
где
Qg
V
4
—
часовой расход одним двигателем,
м
3
/ч;
^
—
длительность приработки
и.испытания,
ч;
N
—
программа,
шт./год.
Часовой расход можно с достаточной точностью определить по
мощности двигателя
Л/
дв
,
пользуясь выражением
Q
B
,
4
=
к.
N
№
,
где k — коэффициент пропорциональности (для карбюраторных
двигателей k
=
0,01, для дизельных —
&
=
0,04).
Расход пара на поддержание теплового режима в моечных ма-
шинах, выварочных ваннах, на обогрев сушильных камер прини-
мают из расчета
80—100
кг/ч на 1000 кг массы нагреваемых де-
талей и элементов конструкций установок транспортера. Этот
расход в период разогрева увеличивается в
2—2,5
раза.
Расход пара его потребителями в гальваническом цеху опре-
деляют по паспортным данным потребителей или тепловым рас-
четом.
Годовой расход ацетилена определяют из выражения
Уац
гд
=
qJ
св.гд
n!
C
np,
где
q
—
среднечасовой расход ацетилена одной горелкой,
м
3
/ч,
принимается по пас-
портным данным горелок (для горелки с наконечниками № 3,
4,
5 это бу-
дет соответственно: 0,5; 0,7; 1,2
м
3
/ч);
^св.гд—годовой
объем газосварочных работ;
*спр
—
коэффициент спроса (его
принимают
равным 0,5).
Расход кислорода на 10% больше расхода ацетилена.
7. Проектирование участков вспомогательного производства
Вспомогательное производство включает в себя инструмен-
тальное отделение и службы отдела главного механика.
В функции инструментального отделения
входит,
ремонт, изго-
товление режущего, мерительного, слесарно-монтажного инстру-
427
426
мента, приспособлений, оснастки для кузнечно-прессового
обору,
дования, а также централизованная заточка инструмента.
Инструментальное отделение составляют: слесарно-механиче-
ский и заточный участки, инструментально-раздаточная кладовая
и центральный инструментальный склад.
При проектировании слесарно-механического участка опреде-
ляют прежде всего количество металлорежущих станков. При ук-
рупненных расчетах количество станков слесарно-механического
участка инструментального отделения принимают в размере 14—
16% от общего количества единиц станочного оборудования ос-
новного производства.
Для условий крупносерийного производства количество станоч-
ного оборудования слесарно-механического участка инструмен-
тального отделения определяют исходя из
годового
объема работ
участка, который рассчитывают на основе данных о годовой пот-
ребности оборудования основного производства в инструментах и
приспособлениях (в единицах массы) и удельной трудоемкости
их изготовления
(чел-ч/кг).
Определенное тем или иным методом количество станков сле-
сарно-механического участка распределяется по группам в про-
центном отношении примерно так:
Токарные и
затыловочные
40—50
Расточные
4—6
Фрезерные
10—14
Шлифовальные
16—22
Сверлильные
8—12
Прочие
8—12
Явочное количество станочников участка определяют по коли-
честву станков с учетом одинаковой с основным производством
сменности работы:
/Ияв
==
Л ст
К,
где
k
— коэффициент,
учитывающий
неполноту загрузки станков и совмещение про-
фессий станочников (k =
0,8-нО,9).
Количество слесарей-лекальщиков принимается в размере до
60% от количества станочников, а количество вспомогательного
персонала'
—
15—20%
от общего количества станочников и сле-
сарей.
Выполнение кузнечных, термических, гальванических и сва-
рочных работ для инструментального отделения предусматрива-
ется на соответствующих участках основного производства.
Площадь участка рассчитывают по площади, занятой обору-
дованием.
Заточный участок входит, как правило, в состав слесарно-ме-
ханического. Данные, необходимые для расчета по заточному уча-
стку, приведены в табл.
VI.3.13.
На заточном участке используются: универсально-заточной
станок ЗА64М, станок для заточки сверл ЗБ652, для заточки зен-
керов 3659А, для заточки и доводки резцов ЗБ625,
обдирочно-шли-
фовальный станок ЗМ634.
428
Таблица'У1.3.13
Ориентировочные данные для проектирования заточного участка
количество
обслуживае-
мых
станков
До 50
50-ЮО
Количество
заточных
станков
3
4
заточников
1
2
Количество
обслуживаемых
станков
100—150
150—200
Количество
заточных
станков
6
9
заточников
2
3
При проектировании инструментально-раздаточной кладовой
(ИРК)
и центрального инструментального склада (ЦИС) расче-
ты сводятся к определению их площадей
Fирк
=
/уд1
-Л
ст
"Г/уд2
ftlp.pu,
где
/
,—удельная
площадь на один станок основного производства, работающий
в две смены
(/
уд1
=
0,55-=-0,65
м
2
/ст);
/
уд2
— удельная площадь на одного работающего ручным инструментом (/
2
=
=
0,15-4-0,20
=
u,iu—«,«.w
„.
,
.~.
v
,
m
D.DH—число
работающих ручным инструментом;
=
/
УЯ1
/
УД1
-
где
/
уд1
— удельная площадь на один станок основного производства без шлифо-
вальных
(/
уд1
=0,4-f-0,6
м2/ст);
/"
—то
же, на
один
шлифовальный
станок
(/
уд1
=
0,2-7-0,3
м
2
/ст);
-Y
CT
— число станков (без шлифовальных);
^с
т
—
число шлифовальных станков.
В функции служб отдела главного механика (ОГМ) входит:
обслуживание, ремонт и модернизация основного производствен-
ного оборудования и изготовление нестандартизированного обо-
рудования; обслуживание и ремонт энергетического и подъемно-
транспортного оборудования, осветительных устройств и сетей;
обслуживание и ремонт зданий и сооружений, а также коммуни-
каций завода своими силами и силами подрядчиков.
Для выполнения этих функций ОГМ располагает слесарно-ме-
ханическим, электроремонтным участками и ремонтно-строитель-
ной группой.
,,
При расчетах годового объема работ производственных участ-
ков ОГМ исходят из потребности технологического, подъемно-
транспортного, энергетического и другого оборудования предпри-
ятия в ремонтных воздействиях и их трудоемкости. Потребность
оборудования в различных ремонтных воздействиях (осмотрах,
малых, средних и капитальных ремонтах) определяется установ-
ленной для данного вида оборудования структурой и длительно-
429
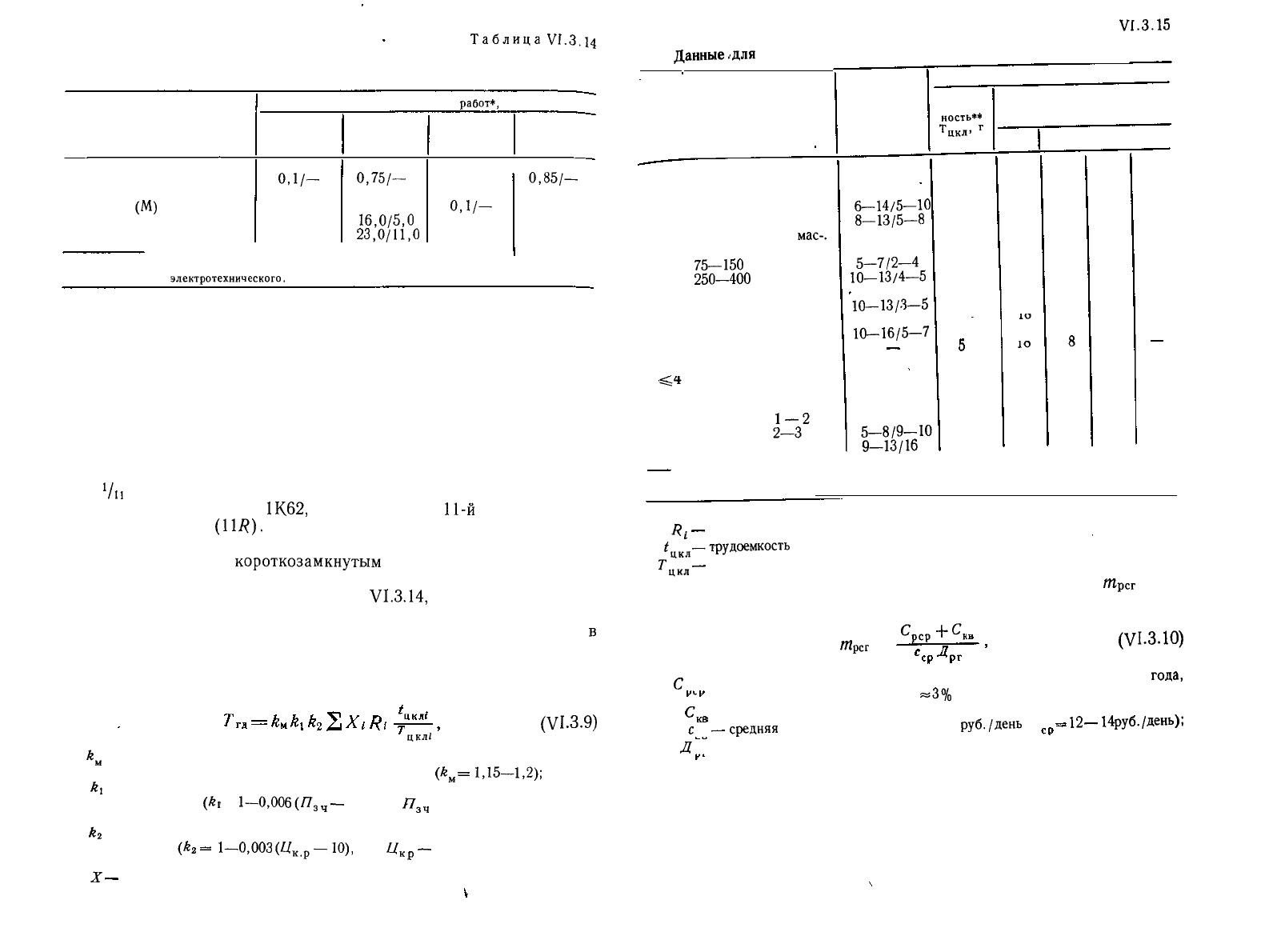
Таблица
VI.3.14
Трудоемкость работ по ремонту оборудования (на единицу
ремонтосложности)
Вид ремонтных воздействий
Осмотр (О)
Ремонт:
малый
(М)
средний (С)
капитальный (К)
Трудоемкость по видам
работ*,
чел-ч
Станочные
0,1/-
2,0/0,2
7,0/1,0
10,0/2,0
Слесарные
0,75/—
4,0/1,0
16,0/5,0
23,0/11,0
Прочие
-/-
0,1/-
0,5/1,0
2,0/2,0
Всего
0,85/—
0,1/1,2
23,5/7,0
35,0/15,0
* Данные в числителе — для технологического и подъемно-транспортного оборудования, в
знаменателе — для
электротехнического.
стью ремонтного цикла. Трудоемкость ремонтных воздействий на
оборудование определяется в свою очередь категорийностью объ-
ектов оборудования, выражаемой в единицах ремонтосложности
R, и удельной, т. е. приходящейся на единицу ремонтосложности,
трудоемкостью всех видов работ.
Единица ремонтосложности — это простейший объект обору-
дования данного вида или условный механизм, трудоемкость всех
видов работ по ремонту которого принимается за единицу. Для
металлорежущих станков за единицу ремонтосложности принят
условный механизм с трудоемкостью ремонтных воздействий, рав-
ной
Vn
части трудоемкости всех видов работ по ремонту токар-
но-винторезного станка
1К62,
отнесенного к
11-й
категории ре-
монтО'Сложности
(11/?).
Для электротехнического оборудования
единица ремонтосложности — асинхронный электродвигатель
мощностью 0,6 кВт с
короткозамкнутым
якорем.
Виды ремонтных воздействий и их трудоемкость на единицу
ремонтосложности приведены в табл.
VI.3.14,
категории основных
видов производственного оборудования, а также данные о струк-
туре и длительности соответствующих ремонтных циклов —
в
табл. VI.3.15.
Данные табл. VI.3.14 и 15 позволяют рассчитать годовой объ-
ем работ производственных участков ОГМ, пользуясь формулой
(VI.3.9)
~
ЦКЛ(
где
k
u
— коэффициент, учитывающий модернизацию оборудования, а также ремонт
оборудования, не вошедшего в расчетное число
(£
м
=
1,15—1,2);
ki
— коэффициент, учитывающий получение запасных частей к оборудованию
со стороны
(k
t
=
1—0,006(/7
3
ч
—
20), где
П
3
ч
— фактический процент
поставок запасных частей);
£а
— коэффициент, учитывающий централизованный капитальный ремонт обору-
дования
(&
2
=
1—0,003
(Ц
к
.
р
—10),
где
Ц
к
р
—
фактический
процент
ка-
питальных ремонтов, выполняемых централизованно);
X
—
количество оборудования, шт.;
430
Таблица
VI.3.15
Данные/для
проектирования слесарно-механического участка ОГМ
.
Вид оборудования
Станки металлорежущие,
работающие инструментом:
лезвийным
абразивным
Молоты кузнечные с
мае-.
сой падающих частей, кг:
75—150
250—400
Прессы:
фрикционные и гид-
равлические
кривошипные
Все виды технологичес-
кого оборудования категории
D
*^
А
К
^
Ч
Грузоподъемные устрой-
ства:
электротали
1
—
2
т
кран-балки
2—3
т
кран мостовой 5 т
Категория
ремонтослож-
ности*
6—14/5—10
8—13/5—8
5—7/2—4
Ю—13/4—5
10—13/3—5
10—16/5—7
—
•
2-3/3-4
5—8/9—10
9—13/16
Ремонтный цикл
Длитель-
ность**
Т
ЦКЛ'
Г
6,5
5,4
5,3
3,8
4,8
4,0
5
л
,4
7,0
Количество воздействий за
цикл по их видам
о
1
9
12
18
1U
18
ю
32
м |
6
3
6
§
7
с |
2
2
2
1
—
к
1
1
1
1
* В числителе — категория механической части, в знаменателе — электрической.
** При двухсменной работе.
R
t
—
категория ремонтосложности;
<
цкл
—трудоемкость
работ
на
единицу
ремонтосложности
за
цикл,
чел-ч;
Г
цкл
—
длительность
ремонтного
цикла,
г.
Количество рабочих ремонтно-строительной группы
т
рсг
рас-
считывают по эмпирической формуле
(VI.3.10)
/Ярсг
—
СРСР+СН
где
С
— стоимость ремонтно-строительных работ, выполняемых в течение
года,
руб. (ее принимают в размере
—3%
от стоимости зданий и сооружений);
С
кв
— объем капитальных вложений, реализуемых в течение года, руб.;
в
с
—
средняя
выработка одного рабочего,
руб.
/день
(с
Д
— число рабочих дней в году.
12
—
14
руб.
/день);
8. Проектирование складов, лабораторий
и расчет транспортных средств
Складское хозяйство авторемонтного предприятия включает в
себя склады производственные — комплектовочный; склад дета-
лей, ожидающих ремонта (ДОР); промежуточные кладовые;
431
ИРК,
и общезаводские — запасных частей; основных и вспомога-
тельных материалов; химикатов; лакокрасочных изделий; топли-
во-смазочных материалов; металлов; метизов; лесоматериалов;
карбида кальция; утиля; ремонтного фонда; готовой продукции;
ЦИС.
При определении площади складов расчеты ведут, как прави-
ло, по формуле
п-
Гскл
=
,
К,
(VI.3.11)
где
Q
xp
;
—
хранимый
запаса-го
материала, т;
д
—грузонапряженность
полезной площади склада,
т/м
2
;
k
—
коэффициент, учитывающий проходы и проезды.
Хранимый запас материалов определяют на основании данных
о годовой программе предприятия N шт./год, о нормах расхода
материалов на единицу продукции gi кг/шт., а
также
о расчетных
нормах запаса данного материала
Рг,
выражаемых в днях запаса,
пользуясь следующим выражением
где
Д
р
г
— число рабочих дней в году;
1000
—
коэффициент пересчета.
Расчетные нормы запаса для основных материалов, изделий,
деталей приведены в табл.
VI.3.16.
Грузонапряженность полезной площади склада
<7у
Д
принима-
ют при хранении на стеллажах
0,3—0,4
т/м
2
,
при хранении на
полу в штабелях —
4,5—6,0
т/м
2
.
Величину
коэффициента,
учи-
тывающего проходы и проезды, принимают в пределах
&=1,7—
4-3,0.
Таблица
VI.3.16
Нормы запаса
Материалы, изделия, детали
Запасные части
Комплектующие изделия, металлы,
лакокрасочные
изделия,
химикаты
Вспомогательные материалы, ГСМ
Метизы, пиломатериалы
Ремонтный фонд
Готовая продукция
Расчетная норма
запаса,
дней
25—30*
20—25
15—25
15—20
10—15
4—6
* Приведены нормы запаса для условий снабжения с
местных
баз. При снабжении заводами-
поставщиками нормы увеличиваются в
1,3—1,5
раза.
^
432
Лесоматериалы хранят в
штабелях,
площадь склада для их
хранения рассчитывают по формуле
/*скл.л —
Q:
хр.л
funk,
(VI.3.12)
где
<Э
хр
.
л
—хранимый
запас
лесоматериалов,
плотн. м
3
;
<?
шт
—
объем лесоматериалов в штабеле, плотн. ,
м
3
;
/
шт
—
площадь, занимаемая штабелем,
м
2
;
k
— коэффициент, учитывающий проезды
(k
—
2-=-3).
Количество,
рабочих на складе
рассчитывают
по формуле
т =
(VI.3.13)
где
(?
гд
— годовое поступление материалов, т;
£
гп
—коэффициент
грузопереработки
(&
гп
=
2ч-6);
q
CM
— норма переработки грузов одним рабочим, т/смена;
Д
р
г
—число
рабочих дней в
году.
Внутризаводской транспорт авторемонтного
предприятие
предназначается для обеспечения перемещения объектов ремонта
при осуществлении технологического процесса
внутри
производ-
ственных участков и между ними, а также для подвоза основ-
ных и вспомогательных материалов, комплектующих изделий
и т. п. При проектировании ремонтных предприятий виды транс-
портных средств, их типоразмеры подбирают по соответствую-
щим проспектам и каталогам с учетом опыта действующих
предприятий, особенностей объектов ремонта и требований техно-
логии.
Количество
потребного оборудования рассчитывают. Ко-
личество мостовых кранов для отдельного пролета цеха опреде-
ляют исходя из количества крановых операций за смену
п
ко
и
средней длительности крановой операции
^
К
о,
мин, по формуле
•Хмк
—
(VI.3.14)
где t
см
длительность смены, ч;
^—коэффициент,
учитывающий простои крана в ремонтах
(rj
=
0,96-нО,97).
Среднюю длительность крановой операции определяют из
выражения
t
KO
=-ZB-+
tu
+
;
где
/
С
р-—
длина пробега, м, равная
~0,5
длины обслуживаемого участка;
v
—
скорость передвижения крана, м/мин;
п
и
t
—соответственно
время на погрузку и разгрузку, включая подъем и опус-
кание груза, мин.
15—5592
433
Количество электрокаров для межцеховых перевозок
Х
як
рас-
считывают по формуле
Х
эк
=
°^
ПСР
^
>
Т°
(VI.3.15)
где
Q
—масса
объектов ремонта и материалов, транспортируемых в течение года, т;
п
с
—средняя
кратность транспортировки
(п
ср
=
3-f-5);
^
0
— средняя длительность транспортной операции, определяемая аналогично
р
'
длительности крановой операции, мин;
<7
ЭК
— грузоподъемность электрокара, т;
т)
исп
—
коэффициент использования грузоподъемности
(т)
исп
=
0,8-f-0,85);
Т
1
—фонд
времени оборудования.
В
функции лабораторий авторемонтного предприятия входит
решение следующих основных задач:
контроль, ремонт и юстировка измерительных средств, а так-
же контроль режущего и другого инструмента, приспособлений,
приборов;
испытание, исследование и анализ производственных матери-
алов для установления их соответствия действующим стандар-
там и ТУ;
контроль и химический анализ производственных растворов,
стоков и выбросов;
участие в совершенствовании действующей технологии, а так-
же оборудования и оснастки для ее осуществления, в выявлении
причин производственного брака и выработке мер по их устра-
нению, в освоении новой технологии и оборудования;
оказание помощи ОТК в анализе причин в случаях прежде-
временного отказа в работе продукции завода.
Состав лабораторий, численность их персонала, состав обору-
дования и занимаемые площади
зависят
от производственной
мощности и специализации предприятий.
Наиболее полная номенклатура лабораторий — измеритель-
ная, лаборатория механических испытаний и металлографичес-
ких и других исследований, химическая, фотолаборатория —
предусматривается для предприятий с программой более 7000
приведенных капитальных ремонтов в год. На предприятиях с
меньшей программой последние три лаборатории могут входить
в состав объединенной лаборатории в качестве ее отделений.
Численность персонала измерительной лаборатории (включая
ИТР) определяют из расчета
1,5—1,7%
от общей численности
станочников, слесарей и дефектовщиков
(контролеров),
занятых
в основном и вспомогательном производствах. Персонал других
лабораторий насчитывает
обычно
2—5
чел.,
в числе которых
должны
быть металловеды и химики.
Площадь лабораторий определяют по площади их оборудо-
вания, которое подбирают с учетом особенностей предприятия по
1
В е р е щ а к Ф. П., Абелевич Л. А. Проектирование авторемонтных
предприятий.
М.,
Транспорт, 1973.
434
соответствующим примерным
перечням
1
.
Общая площадь лабо-
раторий крупного предприятия составляет
ПО—120
м
2
. Общая
площадь распределяется между лабораториями в процентном от-
ношении примерно так: измерительная
34%,
механо-металлогра-
фическая 30, химическая 27, фотолаборатория 9%.
Согласно рекомендациям Комитета Стандартов СССР для об-
служивания объединений ремонтных предприятий целесообразно
создавать базовые лаборатории, оснащенные полным набором
необходимого оборудования.
9. Компоновочные и планировочные решения
Выполнение
всех предшествовавших этапов проектирования
позволяет разработать комцоновку
производственно-
го
корпуса,
т. е. план размещения производственных и склад-
ских помещений, обеспечивающий: наилучшую технологическую
взаимосвязь между ними, наиболее рациональные грузопотоки,
соблюдение действующих строительных, санитарно-технических
и противопожарных норм и правил.
Основу
компоновочного
решения составляет принятый вари-
ант схемы технологического потока — прямой поток,
Г-образный
или
П-образный.
'
На выбор схемы технологического потока оказывают влияние:
объект ремонта, принятые
технологические
решения, габаритные
размеры и рельеф участка, отведенного под строительство, а так-
же экономические соображения.
На рис.
VI.3.7
представлены варианты схемы технологического
потока применительно к предприятию
по
ремонту полнокомп-
лектных автомобилей. Общая
площадь производственного кор-
а
)
пуса во всех трех вариантах
принята одна и та же, а соотно-
шение размеров сторон корпуса
и расположение административ-
ного корпуса отражают реаль-
ные решения.
Ремонт полнокомплектных ав-
томобилей обусловливает боль-
шую протяженность технологиче-
ского потока по сравнению, на-
пример, с
.ремонтом
агрегатов.
„
WI
g-,
г
тт.,,,
*
-
из.
Р
ИС
-
VI.3.7.
Схема
размещения групп
Ьри
вытянутой
в
глубину форме
производственных
участков
авторе-
5 1
I
* i
J
2
v
--*
участка строительства предпоч-
тительна схема с прямым пото-
ком. Следует, однако,
иметь
в
виду, что при большой протяжен-
ности прямого потока производ-
ственный корпус будет слишком
15*
производственных участков авторе-
монтного завода при: прямом (а),
Г-образном (б) и
П-образном
(в)
технологических потоках
1 — участки восстановления и изготов-
ления деталей; 2 —
разборочные
участ-
ки; 3 — кузовные участки; 4 — сбороч-
ные участки; 5 — административный кор-
пус
435
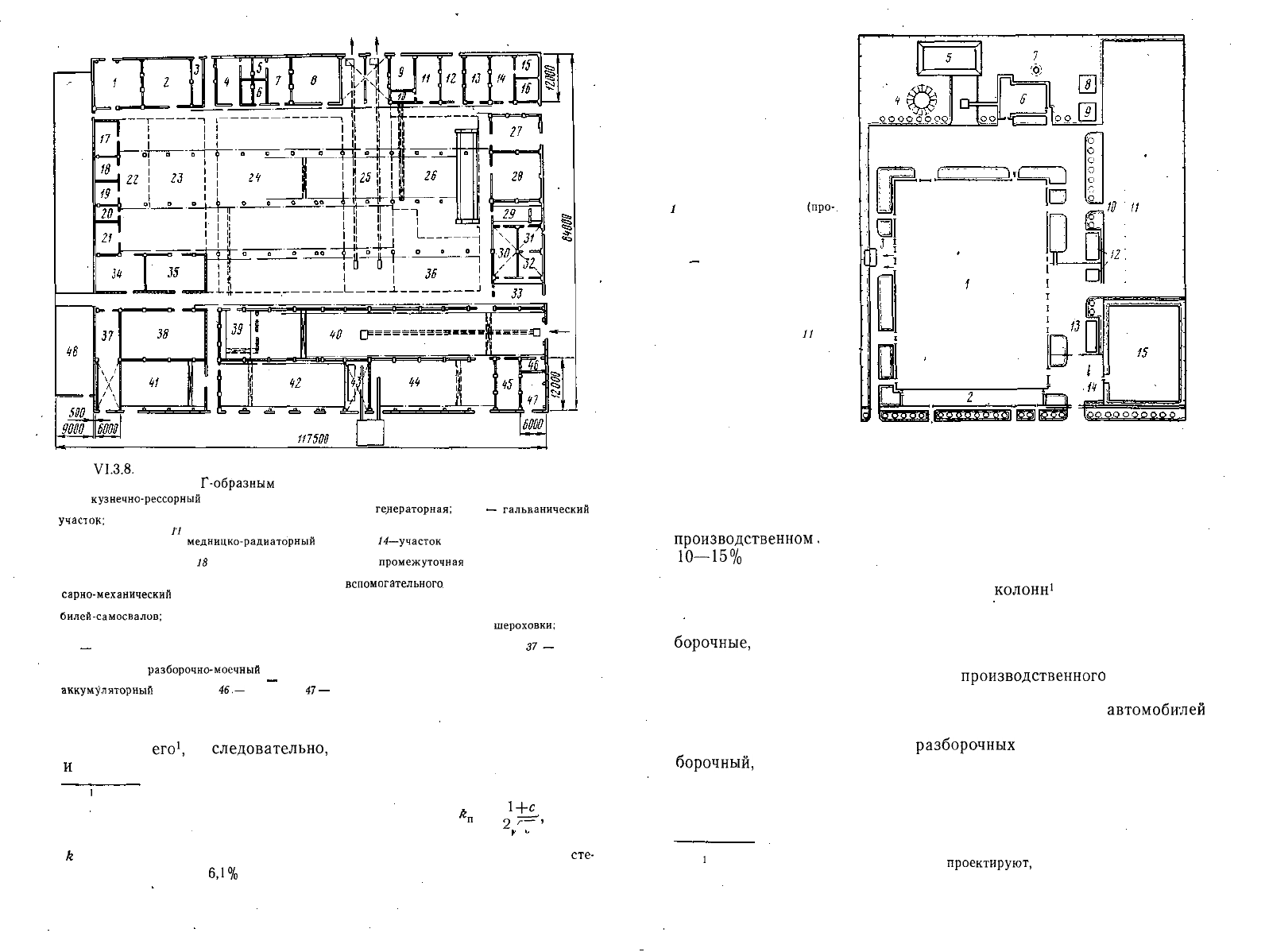
Рис.
VI.3.8.
Компоновка производственного корпуса авторемонтного завода с
Г-образным
технологическим потоком:
1 —
кузнечно-рессорный
участок; 2 — сварочный участок; 3 — газогенераторная станция;
4 — термический участок, 5 — полировальная; 6 —
генераторная;
7
•—
гальванический
участок;
8 — испытательная станция; 9 — трансформаторная подстанция; 10 — кладовая
обойного участка;
/'/
— обойный участок; 12 — склад химикатов, лакокрасочных матери-
алов и мазута; 13 —
медницко-радиаторный
участок;
14—участок
ремонта электрооборудо-
вания; 15 — участок ремонта приборов питания; 16 — санузел; 17 — инструментально-
раздаточная кладовая;
IS
— заточный участок; 19 —
промежуточная
кладовая; 20 — про-
межуточная кладовая вспомогательного участка; 21 — электроремонтный участок главного
механика; 22 — слесарно-механический участок
вспомогательного,
производства; 23 — сле-
сарно-механический
участок восстановления деталей; 24 — участок двигателей и агрега-
тов; 25 — участок сборки автомобилей; 26 — участок ремонта кабин и кузовов автомо-
билей-самосвалов;
27 — малярный участок; 28 — жестяницкий участок; 29 — участок
вулканизации; 30 — склад шин; 31 — участок намазки; 32 — участок
шероховки;
33 —
шиномонтажный и подготовительный участки; 34 — склад деталей, ожидающих ремонта;
35
—
участок комплектовки и слесарной подгонки; 36 — участок ремонта рам;
37
—
склад
металла и материалов; 38 — склад запасных частей; 39 — контрольно-сортировочный
участок; 40 —
разборочно-моечный
участок; 41 — склад отремонтированных агрегатов;
42 — регулировочный участок; 43
—-
лесосушилка; 44 — деревообделочный участок; 45 —
аккумуляторный
участок;
46.—
контора;
47
—
компрессорная; 48 — административно-быто-
вые помещения
вытянутым. Это приведет (при данной площади) к увеличению
периметра
его
1
,
а
следовательно,
и к удорожанию строительства,
и
к увеличению расходов на отопление.
1
Увеличение периметра прямоугольника по сравнению с периметром квад-
ь
_
1+
с
рата с данной площадью можно оценить коэффициентом
к
п
^
/~">
где с — отношение длины прямоугольника к ширине. При с = 2, например,
k
=1,061. Следовательно, для строительства такого корпуса потребуется
сте-
новых материалов на
6,1%
больше; чем для квадратного корпуса.
436
Рис. VI.3.9. Схема гене-
рального плана авторе-
монтного завода:
/
_ главный корпус
(про-
изводственная часть); 2 —
главный корпус (админи-
стративная часть); 3 —
топливозаправочный пункт;
4
—
резервуар для воды;
5 — площадка для топли-
ва; 6 — котельная; 7 —
дымовая труба котельной;
8 — площадка для строи-
тельных материалов; 9 —
площадка для утиля; 10 —
крановая эстакада;
//
—
площадка ремонтного фон-
да; 12 — площадка для ле-
са; 13 — площадка для ме-
талла; 14 — площадка для
приема и сдачи автомоби-
лей; 15 — площадка для
готовой продукции
При разработке компоновки производственного корпуса при-
держиваются следующего порядка выполнения работ:
суммируют площади всех производственных участков, склад-
ских и других помещений, подлежащих размещению в основном
производственном.
корпусе, и увеличивают полученную сумму на
10—15%
для учета межцеховых проходов и проездов;
определяют габаритные размеры корпуса с учетом принятой
схемы технологического потока, сетки
колонн
1
и протяженности
запроектированных поточных линий;
делят все производственные участки на четыре группы: раз-
борочные,
кузовные, участки восстановления и изготовления де-
талей и сборочные и, определив суммарные площади этих групп
участков, размещают их на плане
производственного
корпуса в
соответствии с принятой схемой технологического потока.
Для заводов по ремонту полнокомплектных
автомобилей
производственные участки распределяют по группам обычно сле-
дующим образом. К группе
разборочных
относят участки: раз-
борочный,
моечный, контроля и сортировки, комплектовки и сле-
сарной подгонки; к группе кузовных — участок ремонта кабин
и оперения, кузовной, малярный (при прямом потоке также ре-
гулировочный, аккумуляторный, электроремонтный, медницко-
1
Для авторемонтных предприятий
проектируют,
как правило, одноэтаж-
ные здания с сеткой колонн 18X12 или 24X12 м.
437
Участок ремонта
двигателей.
Слесарно-
мехами
чеспий
участок
Участок
ремонта
агрегатов
Ф
А-|
П-
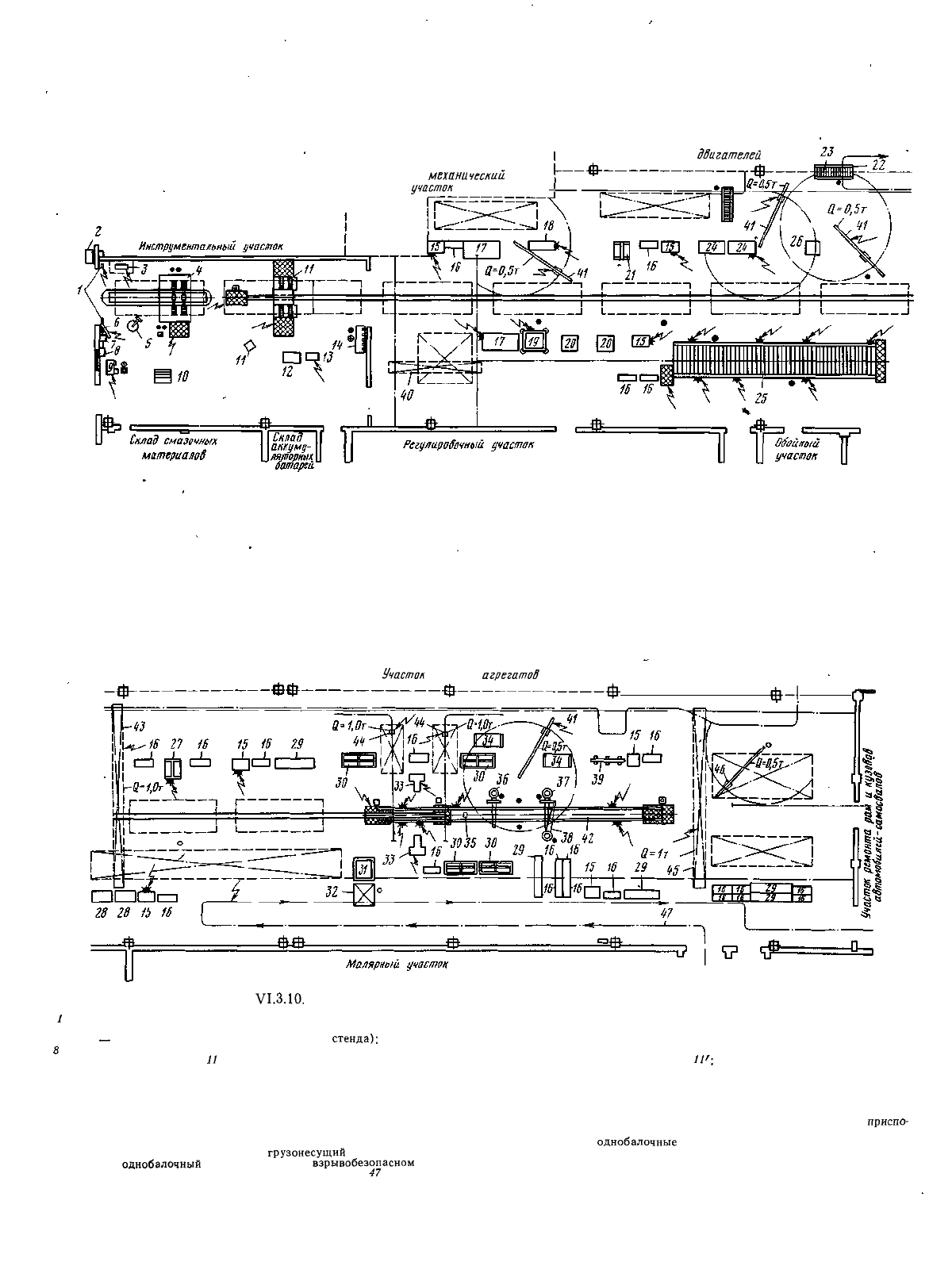
Рис.
VI.3.10.
Планировка участка сборки автомобилей авторемонтного завода:
7
— механизм открывания-закрывания распашных ворот; 2 — топливный бак (расположен вне помещения); 3 — вихревой насос для подачи
топлива; 4 — стенд для проверки тяговых качеств автомобиля: 5 — измерительная установка с тахометром (входит в комплект стен-
да); б
•—
световое табло (входит в комплект
стенда);
7 — весовая установка для замера расхода топлива (входит в комплект стенда);
g
— топливный бак (входит в комплект стенда); 9 — регулировочный реостат (входит в комплект стенда); 10 — пульт управления стенда
для тяговых испытаний;
//
— стенд для проверки тормозных качеств автомобиля с пультом управления
11';
12 — конторский стол; 13 —
топливозаправочная колонка; 14 — смазочно-заправочная установка; /5 — слесарный верстак; 16 — стеллаж для деталей; 17 — стеллаж для
подушек и спинок сидений; 18 — стеллаж для аккумуляторных батарей; 19 — стеллаж для крыльев; 20 — стенд для сборки кабин с
оперением; 21 — стеллаж для рулевых колонок; 22 — подъемный стол; 23 — рольганг; 24 — стеллаж для радиаторов и топливных баков;
25 — конвейер для сборки кабин; 26 — стенд для сборки двигателя с коробкой передач; 27 — стеллаж для карданных валов; 28 — стеллаж
для хранения автомобильных стекол; 29 — полочный стеллаж; 30 — одноярусный стеллаж для колес; 31 — склизля; 32 — подъемный
стол; 33 — гайковерт для завертывания гаек колес; 34 — стеллаж для рессор; 35 — кантователь рам с ручным приводом; 36 —
приспо-
собл'ение для установки передних рессор; 37 — приспособление для установки задних рессор; 38 — приспособление для установки задней
дополнительной рессоры; 39 — стеллаж для трубок; 40 и 43 — электрические подвесные
однобалочные
краны (1,0 т); 41 — кран консольный
поворотный с электроталью; 42 —
грузонесущий
конвейер с тяговой цепью; 44 — электрическая таль на монорельсе; 43 — электрический
подвесной
однобалочный
кран (1,0 т) во
взрывобезопасном
исполнении; 46 — консольный поворотный кран с пневматической талью (0,5 т);
47
— подвесной конвейер непрерывного действия