Руководство по программированию Mazatrol Matrix
Подождите немного. Документ загружается.

ЗАПИСЬ ПРОГРАММЫ 3
3-129
4. Блок обработки по внешнему контуру (LINE OUT)
Данный блок выбирается для выполнения обработки, когда инструмент совершает
поворот с внешней стороны контура заготовки.
A. Установка данных
UNo. UNIT MODE POS-B POS-C SRV-A SRV-R RGH FIN-A FIN-R INTER-R CHMF
1 LINE OUT
SNo. TOOL NOM-φ No. # APRCH-1 APRCH-2 TYPE AFD DEP-A WID-R C-SP FR M M M
R1
F2
END MILL
END MILL
◆
◆
◆
◆
◆
: Установка данных необязательна.
Примечание1. В данном блоке концевые фрезы устанавливаются автоматически. Однако
данные фрезы могут быть заменены торцевой или концевой сферической
фрезой.
Примечание2. В последовательности инструментов автоматически устанавливается
максимум три инстурмента взависимости от данных SRV-A, SRV-R, FIN-A
и CHMF.
Обработка Схема
R1 (Черновая обработка) FIN-A = 0 and FIN-R = 0 : Выбирается один инструмент.
F2 (Чистовая обработка) SRV-A ≤ FIN-A or SRV-R ≤ FIN-R : Выбирается один
инструмент.
(Снятие фаски) CHMF≠ 0 : Выбирается один инструмент
Примечание3. Порядок установки данных последовательности инструмента см. в
подразделе 3-6-4.
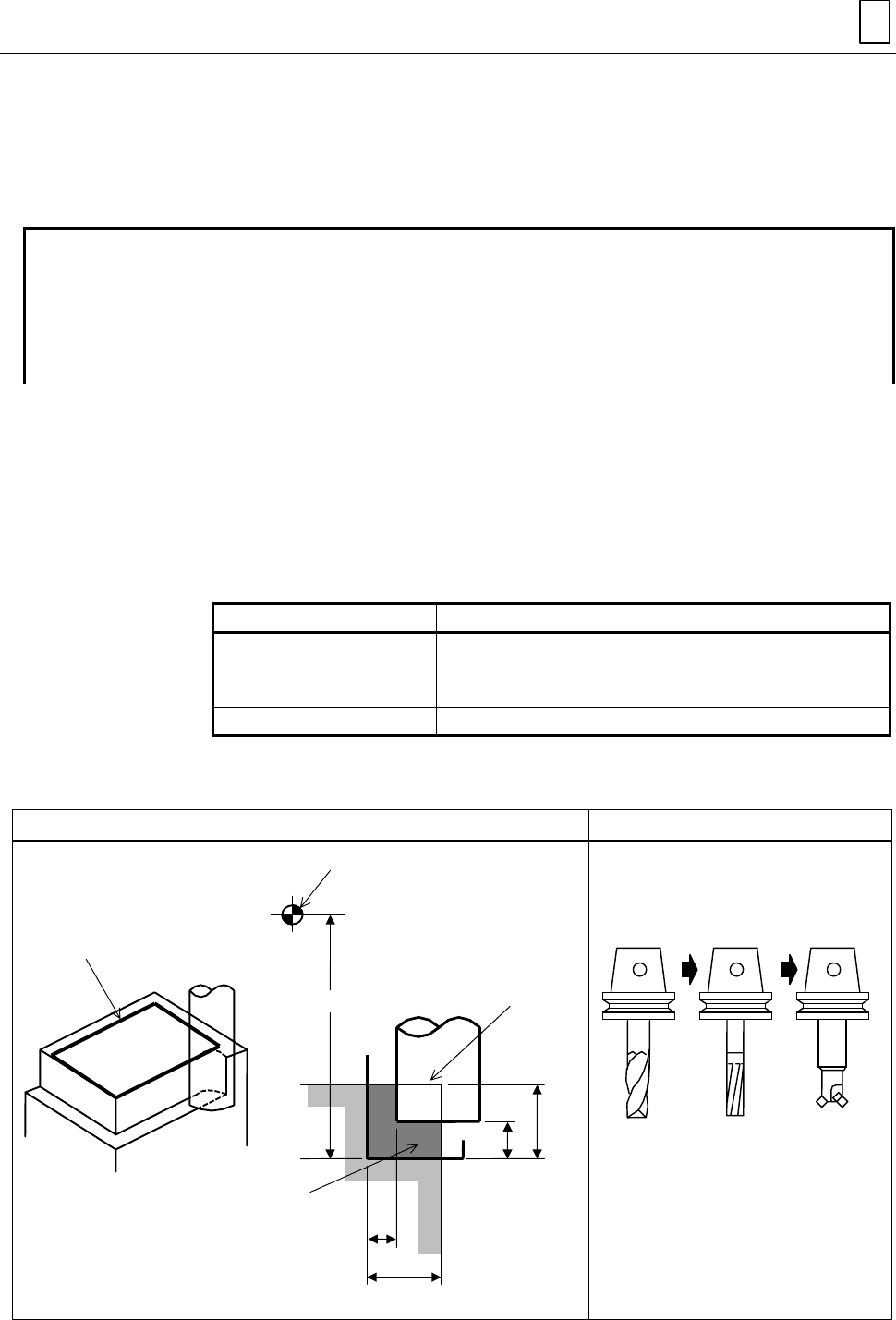
Блок обработки по внешнему контуру LINE OUT Последовательность инструмента
SRV-R
SRV-A
FIN-A
Начальная точка
заготовки
Установленный контур
заготовки
Глубина
Черновая
обработка
Чистовая обработка
FIN-R
.........
.........
.........
.........
.........
.........
Инструмент
снятия
фаски
Концевая
фреза
(для
черновой
обработки
)
Концевая
фреза
(для
чистовой
обработки
)
M3P185 D740PA048
RGH: Код шераховатости выбирается из меню.

3 ЗАПИСЬ ПРОГРАММЫ
3-130
FIN-A: Припуск на чистовую обработку в осевом направлении устанавливается
автоматически после выбора кода шероховатости.
FIN-R: Припуск на чистовую обработку в радиальном направлении устанавливается
автоматически после выбора кода шероховатости.
ЗАПИСЬ ПРОГРАММЫ 3
3-131
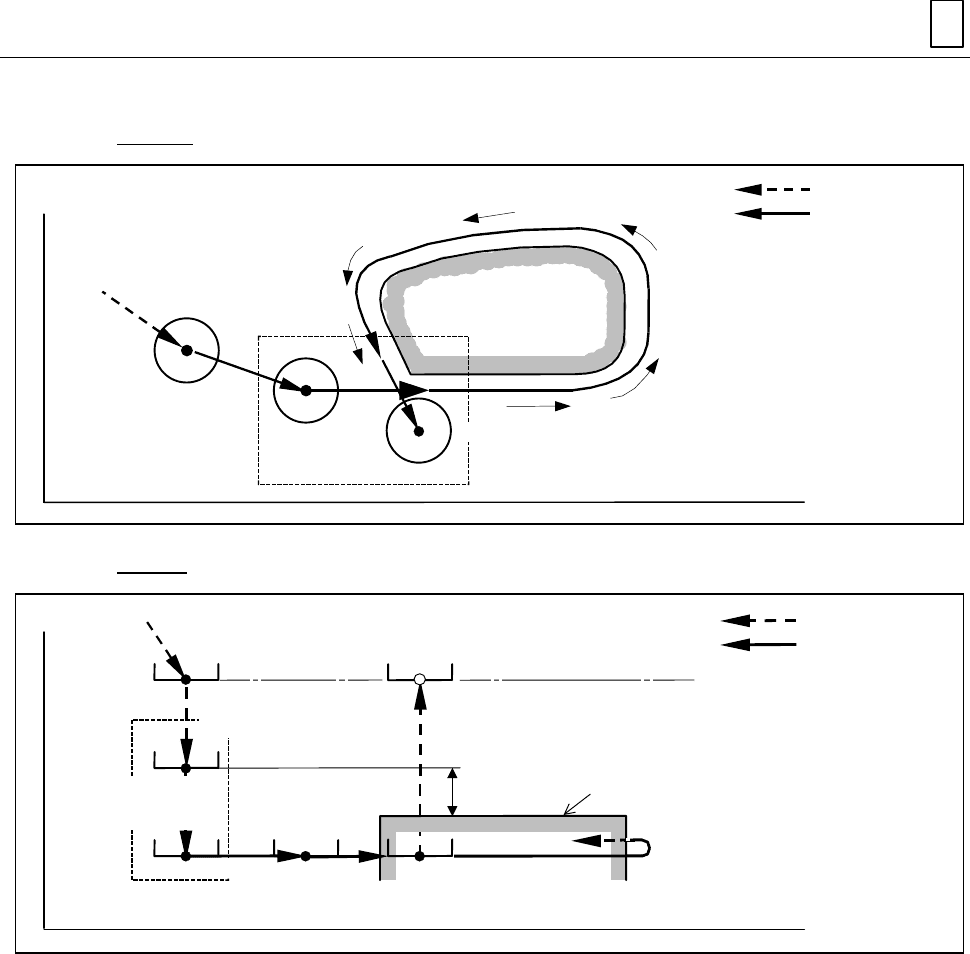
B. Траектория инструмента
Оси X-Y
M3P186
Pe
X
Быстрая подача
Рабочая подача
Y
[1] Перемещение в точку подвода
Pa
[4]
[5]
Примечание 1
Заготовка
Pc
Обработка
вдоль
контура
Перемещение в
точку начала
резания
[6] Перемещение в точку отвода
оси X-Z
M3P187
Z
[1] Пермещение в точку подвода
[3] Перемещение к
обрабатываемой
пове
р
хности
Pa
Примечание 2
Перемещение в
точк
у
начала
р
езания
[4]
Pc
[5]
Обработка вдоль
конт
ур
а
Pi
[7] Перемещение в начальную точку
Зазор
X
Быстрая подача
Рабочая подача
[2] Перемещение на
расстояние зазора
Заготовка
[6]
Перемещение в
точку отвода
Pe
Выделенные полужирным шрифтом коды указывают адреса параметров.
Pi: Начальная точка
Pa: Точка подвода, заданная данными APRCH-1, -2 в последовательности инструмента.
Pc: Точка начала резания, устанавливаемая автоматически
Pe: Точка отвода, устанавливаемая автоматически
3 ЗАПИСЬ ПРОГРАММЫ
3-132
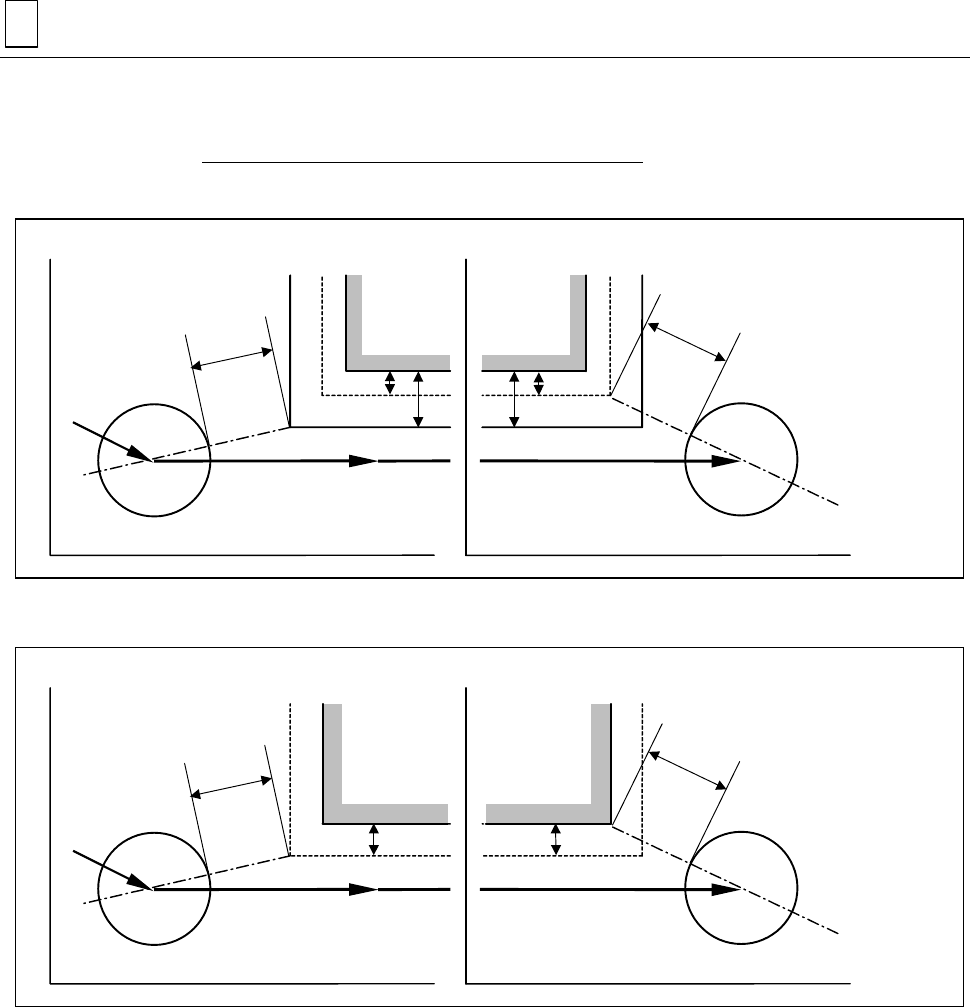
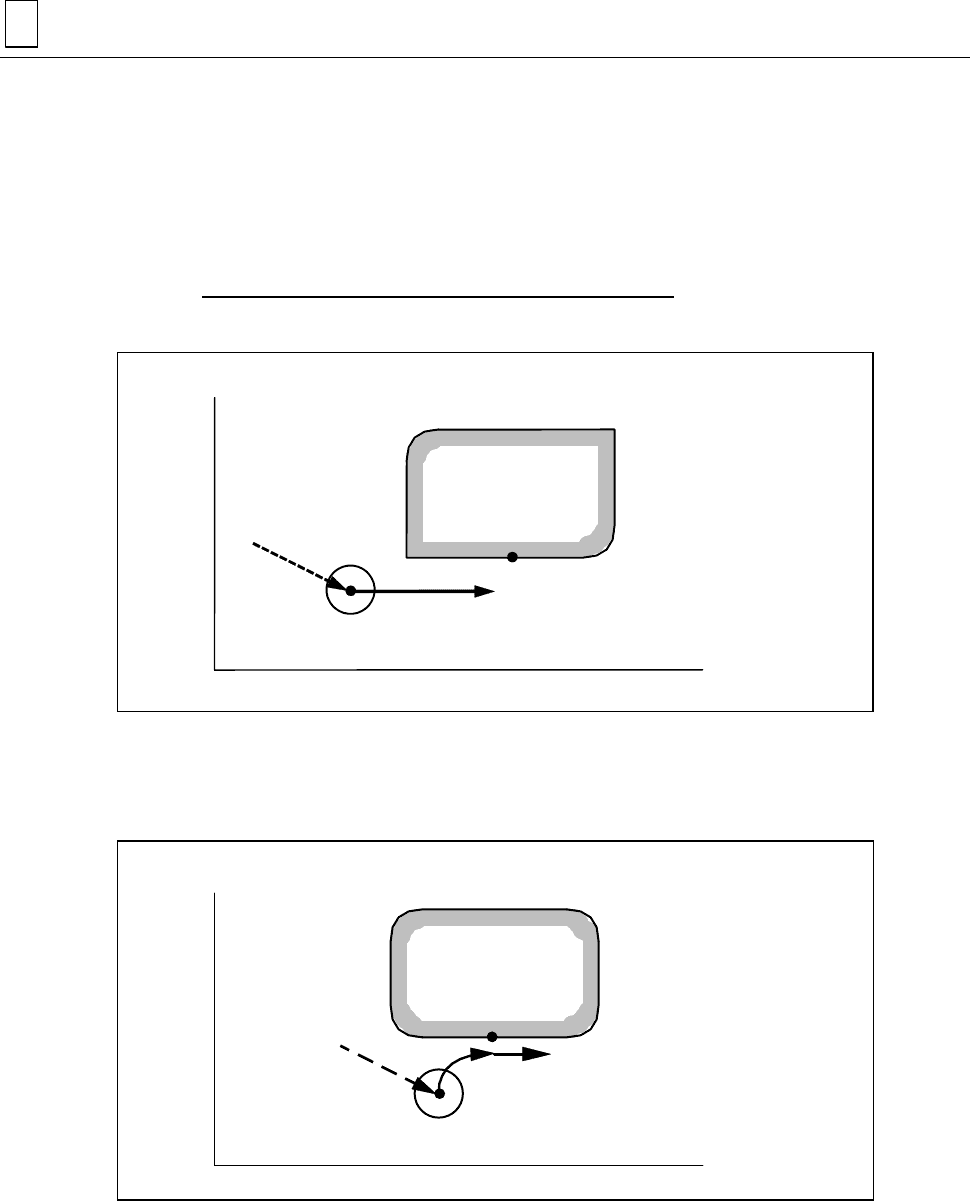
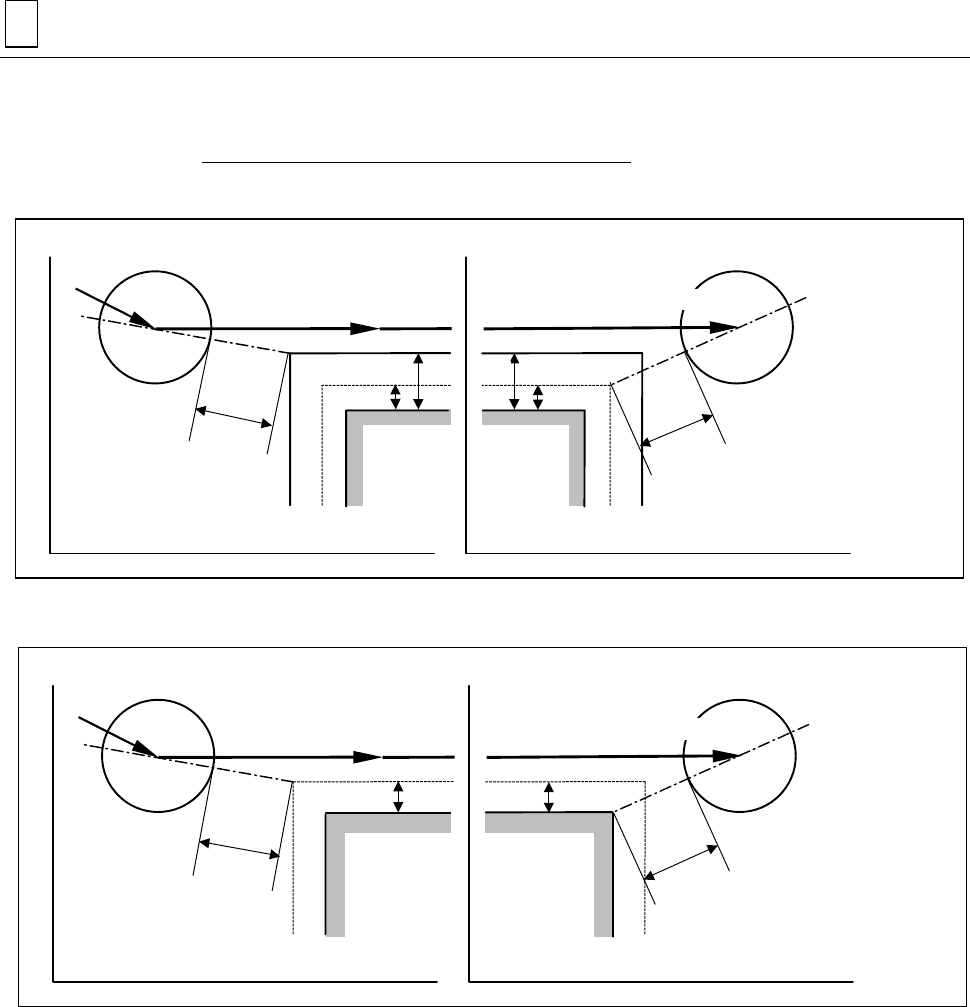
Примечание1. Подробное объяснение траектории инструмента рядом с точками подвода
и отвода инструмента:
Резание начинается возле выпуклого контура
- При черновой обработке
M3P188
<Pc сторона>
Y
X
<Pe сторона>
Y
X
Pc
Pe
Заготовка
Заготовка
tr trsr sr
[4]
Пер
емещение в
точку начала
[6]Перемещение в
точку отвода
[5] Обработка вдоль контура
E2
E2
- При чистовой обработке
M3P189
sr sr
<Pc сторона>
Y
X
<Pe сторона>
Y
X
Pc Pe
Заготовка Заготовка
[4]Перемещение
в точку
начала
резания
[6] Пермещение в
точку отвода
[5] Обработка вдоль контура
E2
E2
Выделенные полужирным шрифтом коды указывают адреса параметров.
tr: Припуск резания в радиальном направлении, устанавливаемый данными
SRV-R в блоке обработки
sr: Припуск на чистовую обработку в радиальном направлении,
устанавливаемый данными FIN-R в блоке обработки
ЗАПИСЬ ПРОГРАММЫ 3
3-133
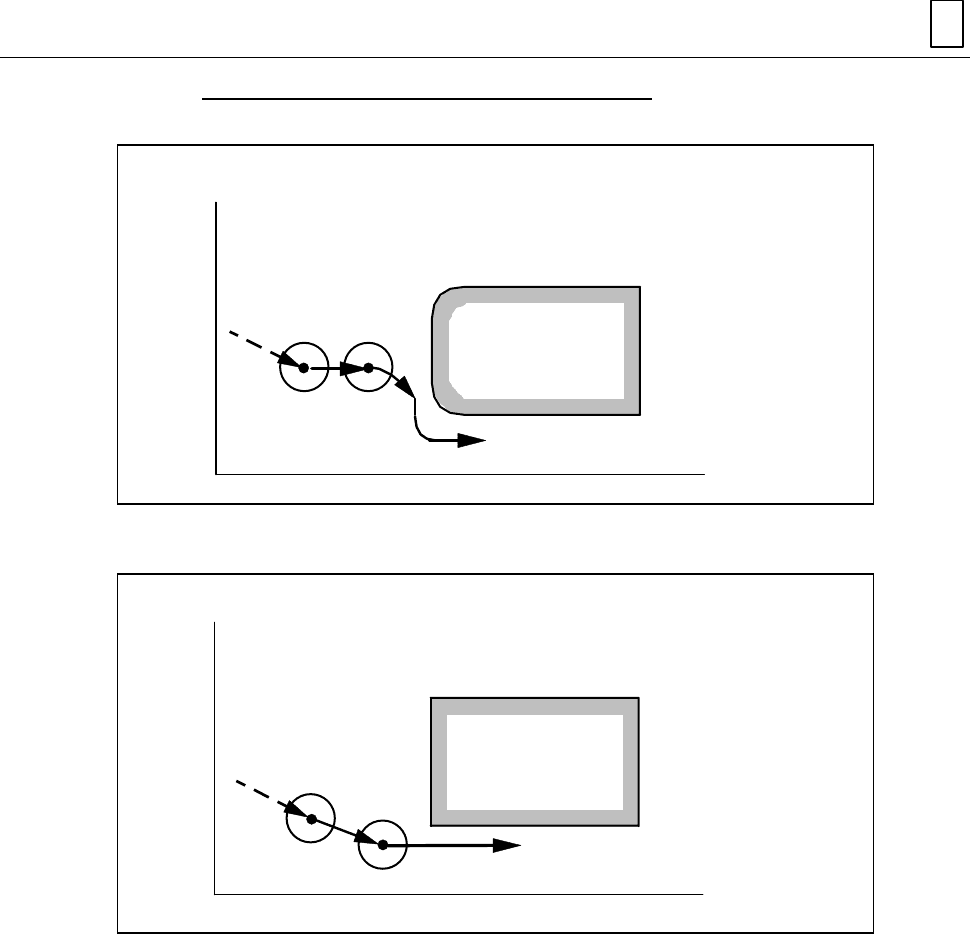
Резание начинается возле вогнутого контура
- При черновой обработке
M3P190
X
Y
E1
E21 E1
E2
E2
Pc
Pe
Обработка
вдоль
контура
[6]
[5]
Заготовка
trsr
Перемещение
в точку отвода
[4] Перемещение в
точку начала
резания
- При чистовой обработке
M3P191
Y
[6]
[5]
tr
Заготовка
sr
E2
Pc
Pe
E2
Обработка
вдоль
контура
Перемещение
в точку отвода
E1
E21 E1
X
[4] Перемещение в
точку начала
резания
Выделенные полужирным шрифтом коды указывают адреса параметров.
tr: Припуск резания в радиальном направлении, устанавливаемый данными
SRV-R в блоке обработки
sr: Припуск на чистовую обработку в радиальном направлении,
устанавливаемый данными FIN-R в блоке обработки
Примечание1. См. подраздел 3-6-6 «Меры предосторожности при контурной обработке».
Примечание2. Подача на траектории инструмента [3] зависит от данных AFD (осевая
подача) в последовательности инструмента.
3 ЗАПИСЬ ПРОГРАММЫ
3-134
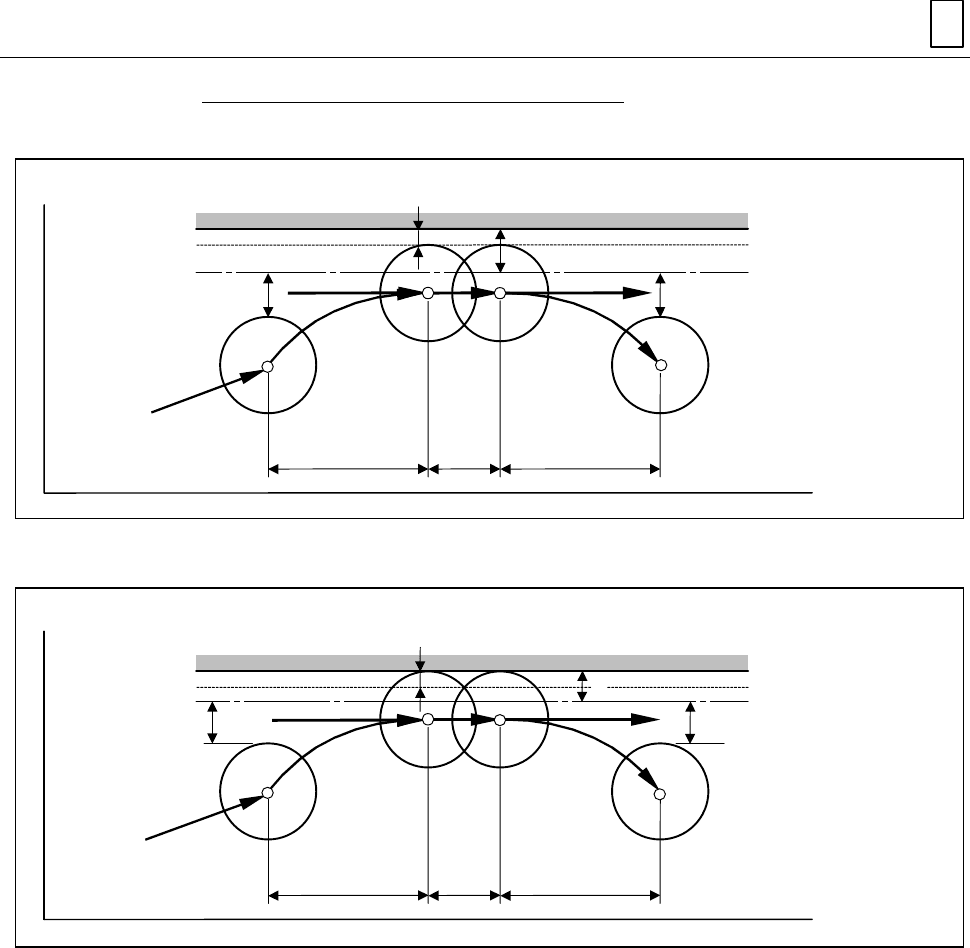
Примечание3. Точка начала резания и метод резания варьируются исходя из точки
подвода инструмента, установленной в последовательности инструмента,
и обрабатываемого контура, установленного в последовательности
контура, как указано ниже:
* Описание, данное ниже, полностью соотвествует направлению резанья против
хода часовой стрелки.
При отображении знака ? в разделах APRCH-1, -2
- Контур имеющий точку изгиба:
M3P192
Y
X
Pc
Fs
Резанье начинается в точке изгиба ближайшей к начальной точке (Fs),
установленной в последовательности контура.
- Контур неимеющий точку изгиба:
M3P193
Y
X
Fs
Pc
Резанье начинается в начальной точке (Fs), установленной в
последовательности контура.
ЗАПИСЬ ПРОГРАММЫ 3
3-135
Когда данные введены в разделы APRCH-1, -2
Если не существует точки изгиба вблизи точки подвода:
M3P194
Y
X
Pa Pc
- Если существует точка изгиба вблизи точки подвода:
M3P195
Y
X
Pa
Pc
Pc: Точка начала резания, устанавливаемая автоматически
Fs: Начальная точка контура, устанавливаемая в последовательности контура
Pa: Точка подвода устанавливается с помощью числовых клавиш.
При отображении знака ? при нажатии клавиши меню AUTO SET
(Автоматическая установка), координаты точки начала резания будут
установлены автоматически.
3 ЗАПИСЬ ПРОГРАММЫ
3-136
5. Блок обработки по внутреннему контуру (LINE IN)
Данный блок выбирается для выполнения обработки, когда инструмент совершает
поворот с внутренней стороны контура заготовки.
A. Данные установки
UNo. UNIT MODE POS-B POS-C SRV-A SRV-R RGH FIN-A FIN-R INTER-R CHMF
1 LINE IN
SNo. TOOL NOM-φ No. # APRCH-1 APRCH-2 TYPE AFD DEP-A WID-R C-SP FR M M M
R1
F2
END MILL
END MILL
◆
◆
◆
◆
◆
: Установка данных необязательна.
Примечание1. В данном блоке концевые фрезы устанавливаются автоматически. Однако
данные фрезы могут быть заменены торцевой или концевой сферической
фрезой.
Примечание2. В последовательности инструментов автоматически устанавливается
максимум три инстурмента взависимости от данных SRV-A, SRV-R, FIN-A
и CHMF.
Обработка Pattern
R1 (Черновая обработка) FIN-A = 0 and FIN-R = 0 : Выбирается один инструмент.
F2 (Чистовая обработка) SRV-A ≤ FIN-A or SRV-R ≤ FIN-R : Выбирается один
инструмент.
(Снятие фаски) CHMF≠ 0 : Выбирается один инструмент
Примечание3. Порядок установки данных последовательности инструмента см. в
подразделе 3-6-4.
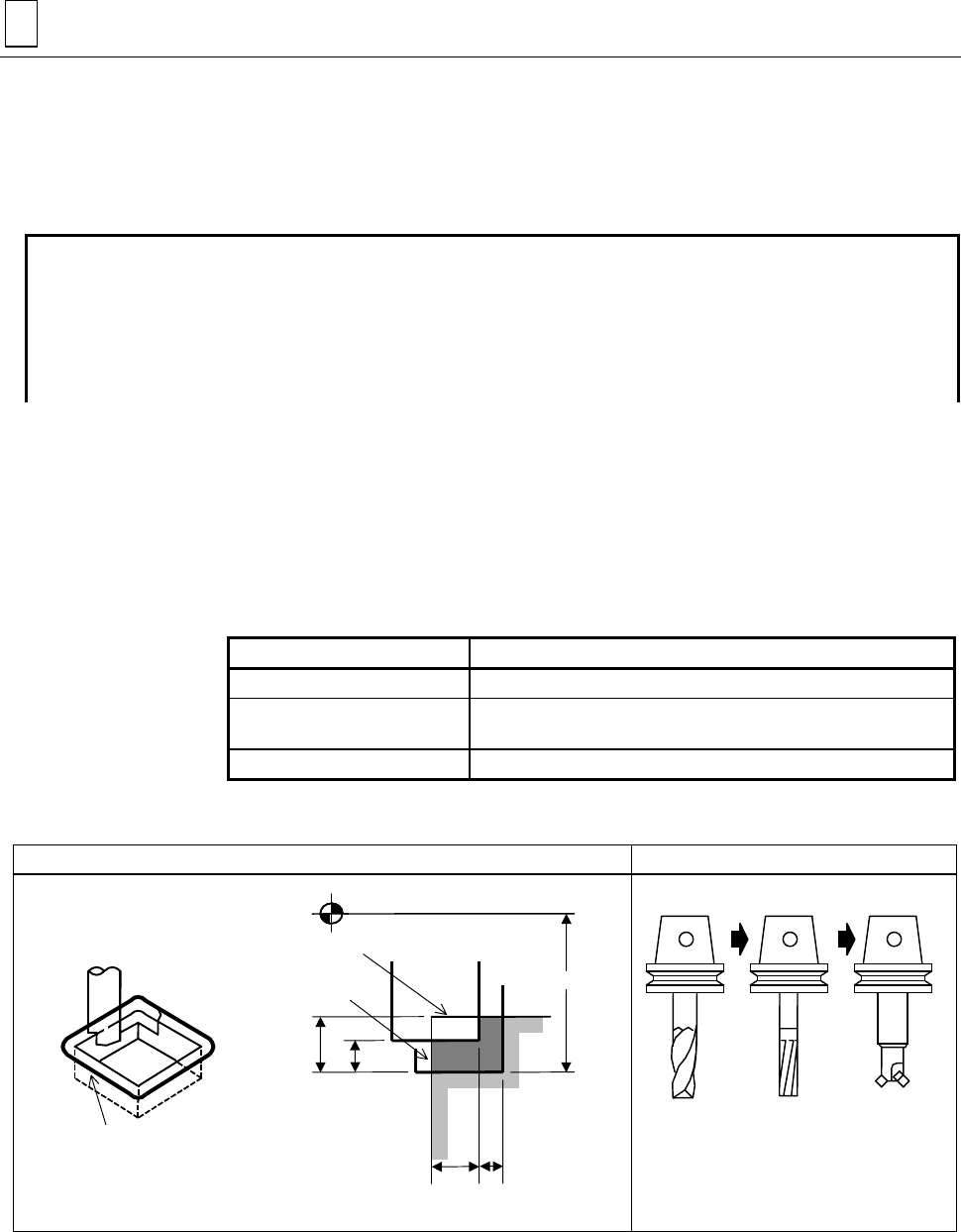
Блок обработки по внутреннему контуру LINE IN Последовательность инструмента
SRV-A
FIN-A
FIN-RSRV-R
Гл
у
бина
Начальная точка заготовки
Установленный контур
заготовки
Черновая обработка
Чистовая обработка
........
........
........
........
Инструмент
для снятия
фаски
Концевая
фреза
(для
черновой
обработки)
Концевая
фреза
(для
чистовой
обработки)
M3P196 D740PA048
RGH: Код шераховатости выбирается из меню.
FIN-A: Припуск на чистовую обработку в осевом направлении устанавливается
автоматически после выбора кода шероховатости.
FIN-R: Припуск на чистовую обработку в радиальном направлении устанавливается
автоматически после выбора кода шероховатости.
ЗАПИСЬ ПРОГРАММЫ 3
3-137
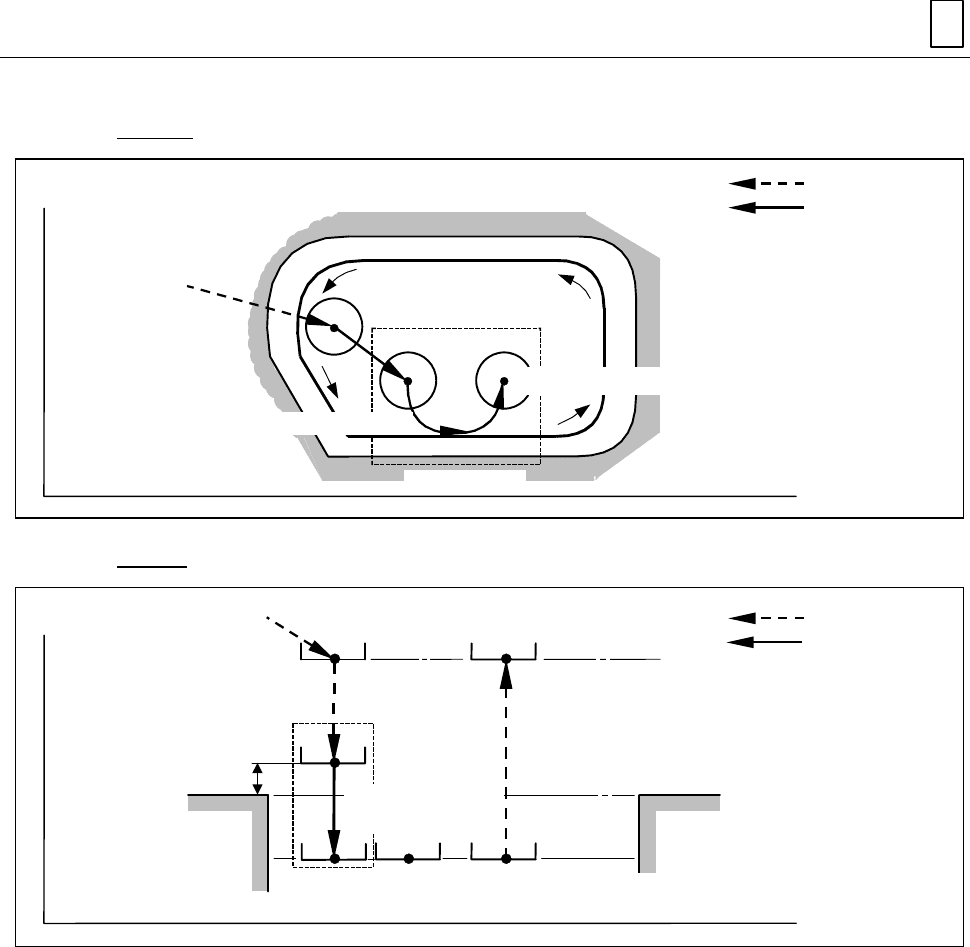
B. Траектория инструмента
Оси X-Y
M3P197
X
Y
Заготовка
Pc
[1] Перемещение в
точку подвода
[4]
Перемещение в
точку начала
р
езания
Примечание 2
Pa
Pe
Быстрая подача
Рабочая подача
Обработка вдоль контура
[5]
[6] Перемещение в точку отвода
оси X-Z
[1] Перемещение в
точку подвода
[2] Перемещение на
расстояние
зазора
Z
Pc
Pe
Pa
Pi
[7] Перемещение в начальную точку
[3] Перемещение к
обрабатываеомой
поверхности
[4] Перемещение в
точку начала
резания
[5]Обработка
вдоль
контура
Зазор
X
Быстрая подача
Рабочая подача
Примечание 3
Заготовка
Заготовка
[6]Перемещение в
точку отвода
M3P198
Выделенные полужирным шрифтом коды указывают адреса параметров.
Pi: Начальная точка
Pa: Точка подвода, заданная данными APRCH-1, -2 в последовательности инструмента.
Pc: Точка начала резания, устанавливаемая автоматически
Pe: Точка отвода, устанавливаемая автоматически
Примечание1. Подача на траектории инструмента [3] зависит от данных AFD (осевая
подача) в последовательности инструмента.
3 ЗАПИСЬ ПРОГРАММЫ
3-138
Примечание2. Подробное описание траеткории инстурмнета возле точек подвода и
отвода
Резание начинается возле выпуклого контура
- При черновой обработке
M3P199
<Pc сторона>
X
<Pe сторона>
X
Y Y
Pc
Pe
Заготовка Заготовка
E2
E2
tr
tr
sr sr
[5] Обработка вдоль контура [6] Перемещение в точку отвода
[4] Перемещение в точку начала резания
- При чистовой обработке
M3P200
sr sr
<Pc сторона>
X
<Pe сторона>
X
Y Y
Pc
Pe
E2
E2
[5] Обрабокта вдоль контура
[6] Перемещение в точку отвода
it
[4] Перемещение в точку начала резания
Заготовка
Заготовка
Выделенные полужирным шрифтом коды указывают адреса параметров.
tr: Припуск резания в радиальном направлении, устанавливаемый данными
SRV-R в блоке обработки
sr: Припуск на чистовую обработку в радиальном направлении,
устанавливаемый данными FIN-R в блоке обработки