Руководство по программированию Mazatrol Matrix
Подождите немного. Документ загружается.

ЗАПИСЬ ПРОГРАММЫ 3
3-119
C. Начальная точка (START) и Конечная точка (END)
Чрезмерное резание во время подвода или отвода инструмента можно предотвратить
при помощи установки защитных приспособлений в начальной и конечной точках
контурной обработки. Защитные приспособления – это поверхности в начальной и
конечной точках, перпендикулярные профилю.
Защитные приспособления можно установить в следующих пяти блоках.
- LINE CTR (Контурная обработка по
центру)
- LINE RGT (Контурная обработка справа от осевой)
- LINE LFT (Контурная обработка слева от осевой)
- CHMF RGT (Правосторонне снятие фаски)
- CHMT LFT (Левостороннее снятие фаски)
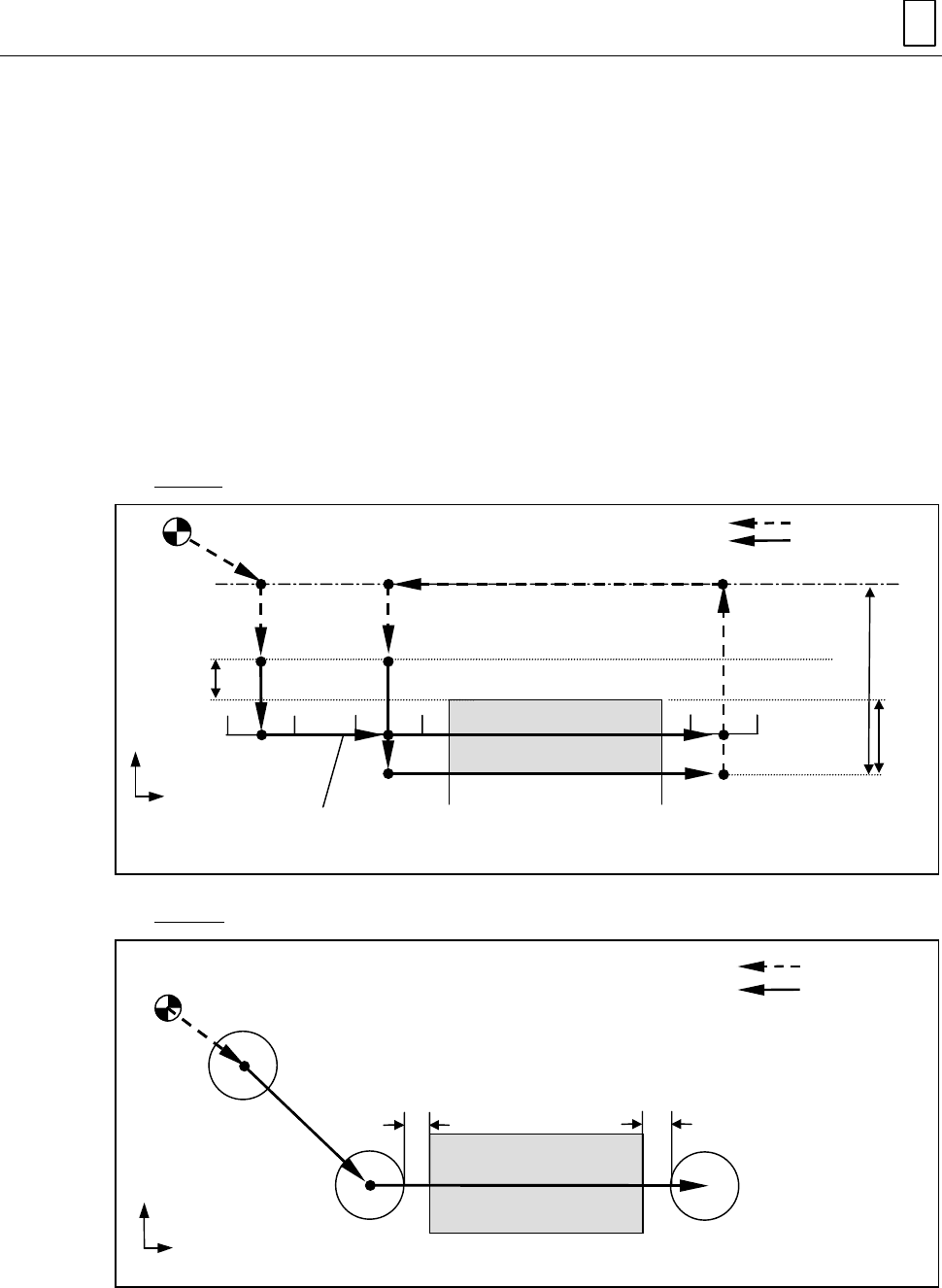
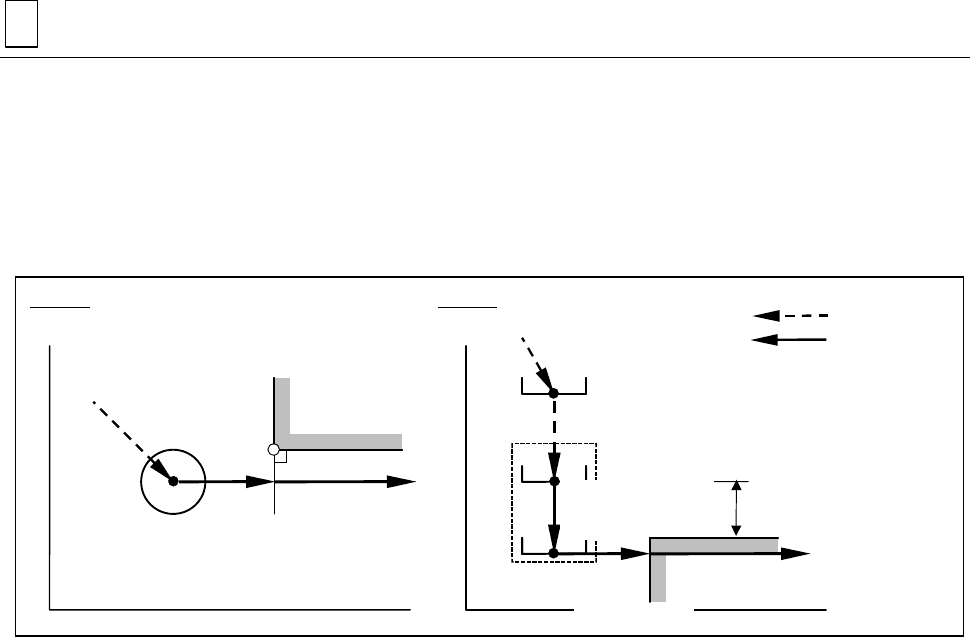
<Когда OPEN установлено для START и END>
оси X-Z
D740PA044
X
Z
E9
SRV-A
Глубина
[7]
[8]
[9]
[
10
]
[1] Перемещение в точку подвода инструмента
Быстрая подача
Рабочая подача
[2]Перемещение к
E9
[3]Перемещение к
рабочей
поверхности
[4] Перемещение в
точку начала
резания
[5]Перемещение
к точке отвода
инструмента
[6]Перемещение
в начальную
точку
оси X-Y
E2 E2
D740PA045
X
Y
[1] Перемещение в точку подачи инструмента
[2] Перемещение к
E9
[3] Перемещение к обрабатываемой
поверхности
Быстрая подача
Рабочая подача
[4] Перемещение в точку
начала резания
[5] Перемещение в
точку отвода
инструмента
[6] Перемещение в
начальную точку
3 ЗАПИСЬ ПРОГРАММЫ
3-120
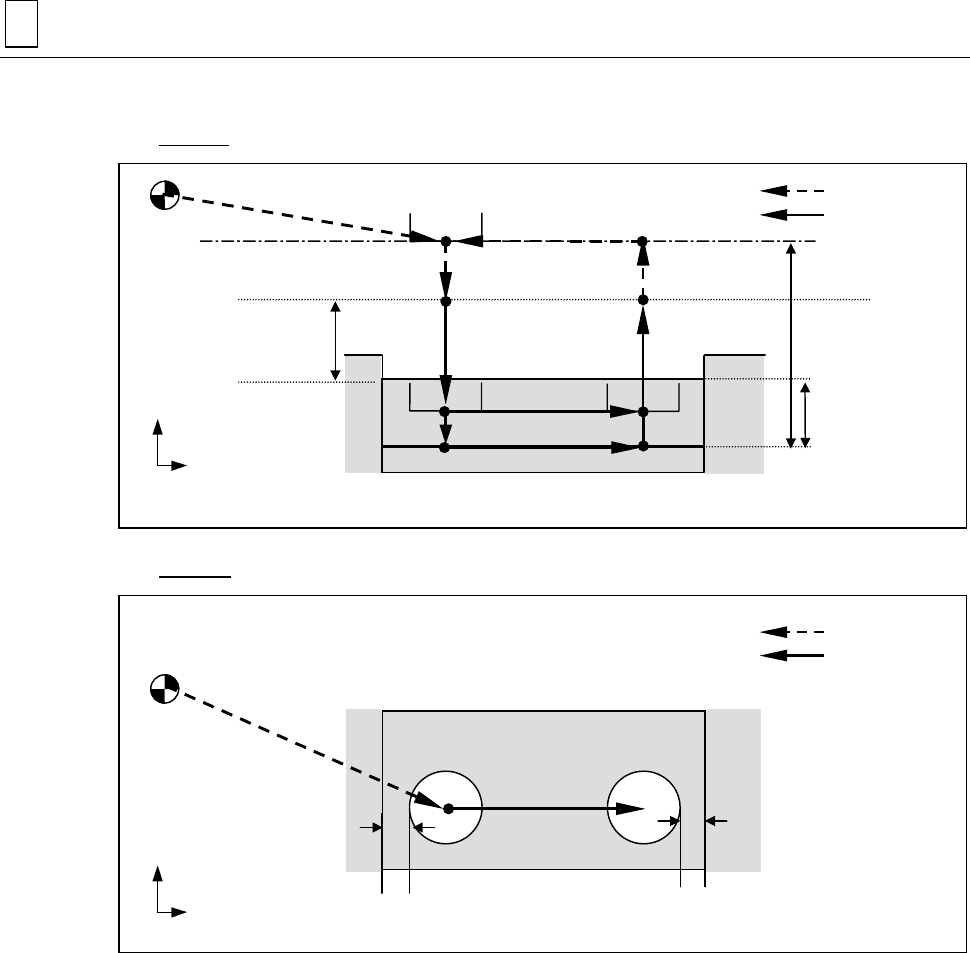
<Когда CLOSED установлено START и END>
оси X-Z
D740PA046
X
Z
[4]
E9
[6]
[7]
[8]
SRV-A
Глубина
[1] Перемещение в точку начала резания X,
Y
Быстрая подача
Рабочая подача
[2] Перемещение к
E9
[3], [7] Перемещения в точку начала
резания
[4], [8] Перемещение в точку отвода
инструмента
[5] Перемещение в
начальную
точк
у
[3]
оси X-Y
D740PA047
X
Y
[1][2][3][6][7] [4][5][8]
E30 E30
Быстрая подача
Рабочая подача
ЗАПИСЬ ПРОГРАММЫ 3
3-121
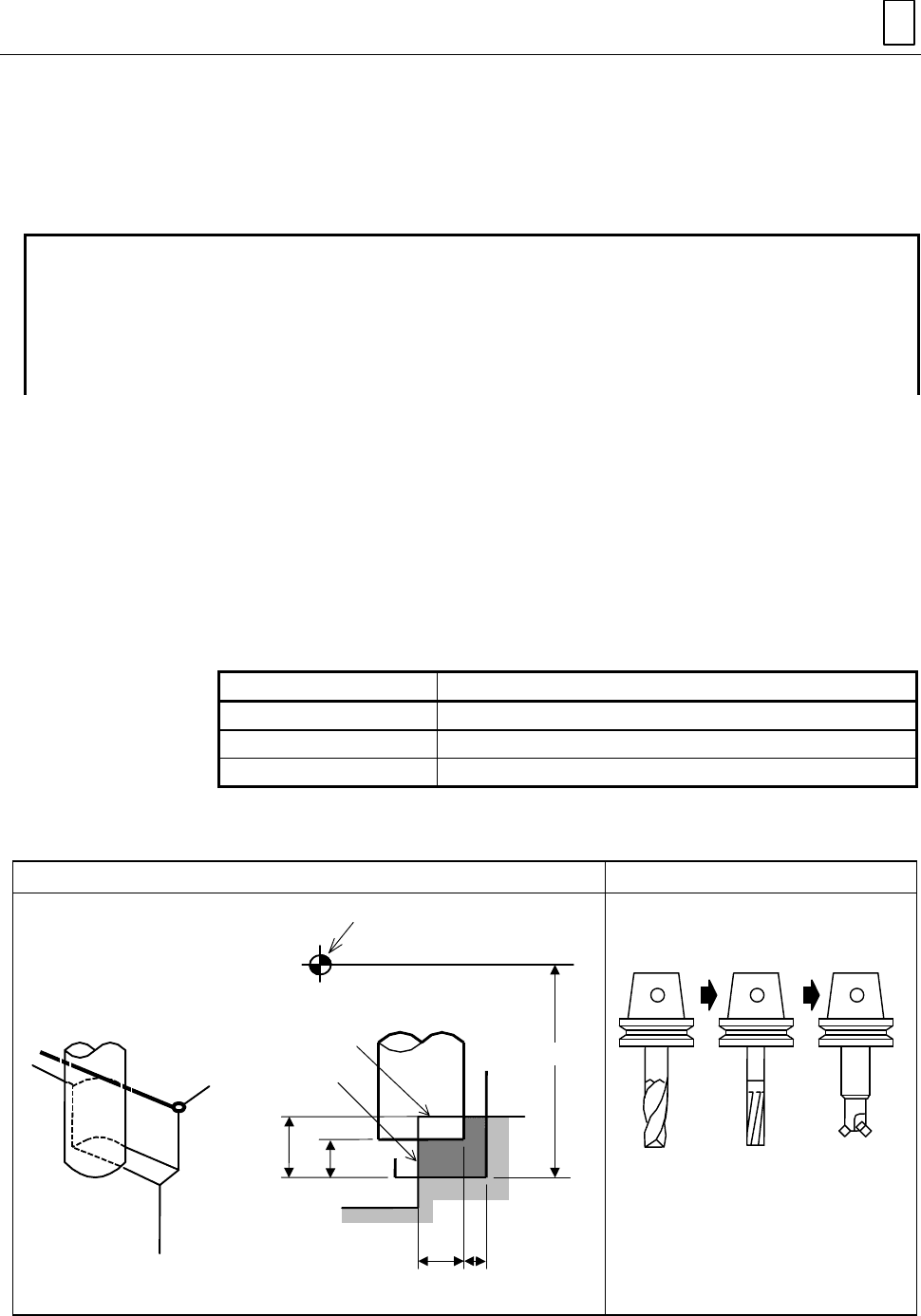
2. Блок правосторонней обработки (LINE RGT)
Данный блок выбирается для выполнения обработки, когда инструмент движется по
правой стороне контура заготовки.
A. Установка данных
UNo. UNIT MODE POS-B POS-C SRV-A SRV-R RGH FIN-A FIN-R START END INTER-R CHMF
1 LINE RGT
SNo. TOOL NOM-φ No. # APRCH-1 APRCH-2 TYPE AFD DEP-A WID-R C-SP FR M M M
R1
F2
END MILL
END MILL
◆
◆
◆
◆
◆
: Установка данных необязательна
Примечание1. Относится к блоку «1. Блок обработки по центру(LINE CTR).», для данных,
устанавливаемых в START и END.
Примечание2. В данном блоке концевая фреза устанавливается автоматически. Однако
данная фреза может быть заменена торцевой или концевой сферической
фрезой.
Примечание3. В последовательности инструментов автоматически устанавливается
максимум три инстурмента взависимости от данных SRV-A, SRV-R, FIN-A
и
CHMF.
Обработка Схема
R1 (Черноваыя обработка) FIN-A = 0 and FIN-R = 0 : Выбирается один инструмент
F2 (Чистовая обработка) SRV-A ≤ FIN-A or SRV-R ≤ FIN-R : Выбирается один инструмент
(Снятие фаски) CHMF≠ 0 : Выбирается один инструмент
Примечание4. Порядок установки данных последовательности инструмента см. в
подразделе 3-6-4.
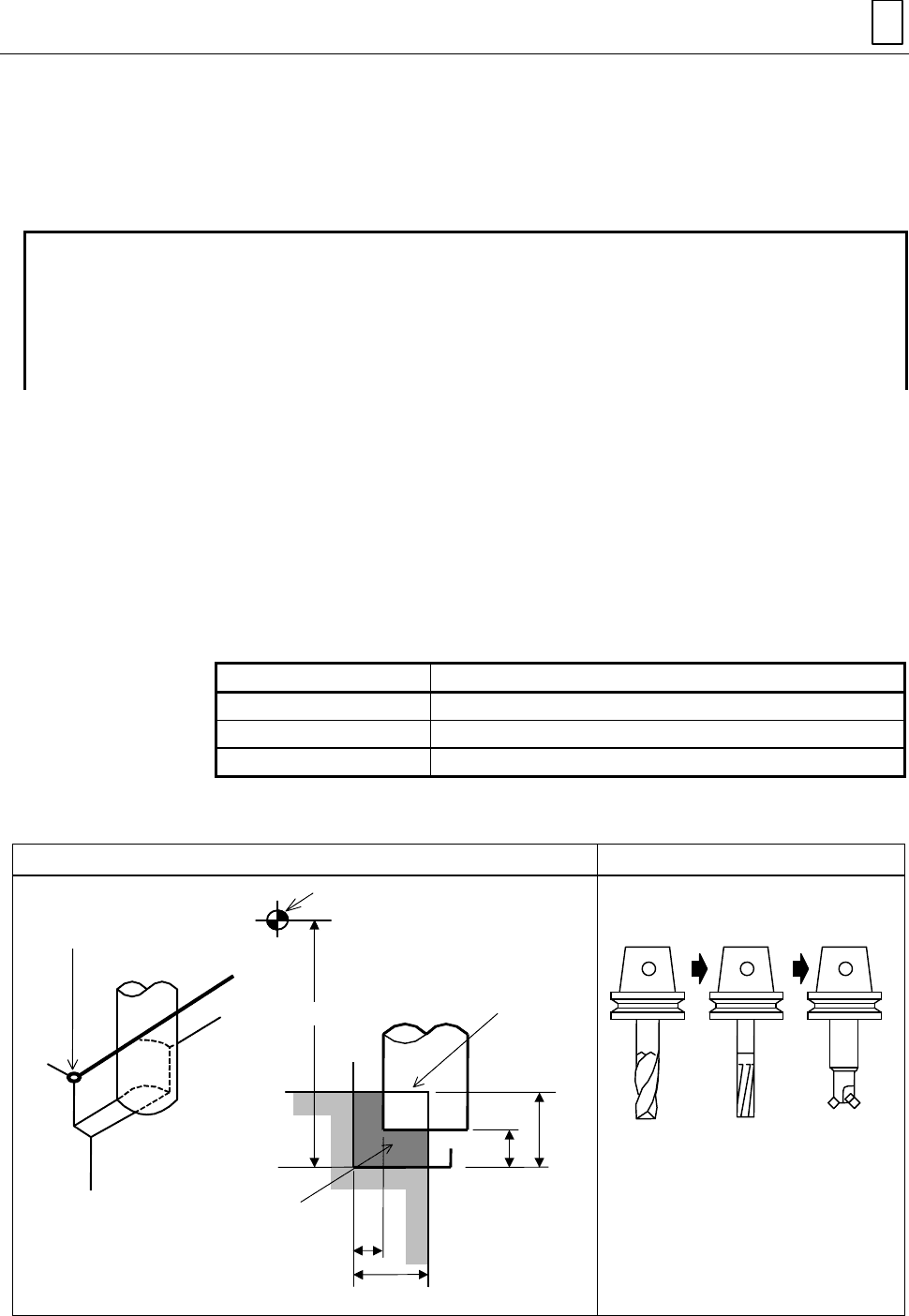
Блок правосторонней обработки LINE RGT Последовательность инструмента
.........
.........
.........
.........
.........
.........
Начальная точка
заготовки
Черновая
обработка
Чистовая обработка
SRV-R
Установленный контур
заготовки
SRV-A
FIN-Z
FIN-R
Глубина
Инструмен
т
д
ля снятия
фаски
Концевая
фреза
(для черновой
обработки)
Концевая
фреза
(для чистовой
обработки)
M3P177 D740PA048
RGH: Код шераховатости выбирается из меню.
FIN-A: Припуск на чистовую обработку в осевом направлении устанавливается

3 ЗАПИСЬ ПРОГРАММЫ
3-122
автоматически после выбора кода шероховатости.
FIN-R: Припуск на чистовую обработку в радиальном направлении устанавливается
автоматически после выбора кода шероховатости.
ЗАПИСЬ ПРОГРАММЫ 3
3-123
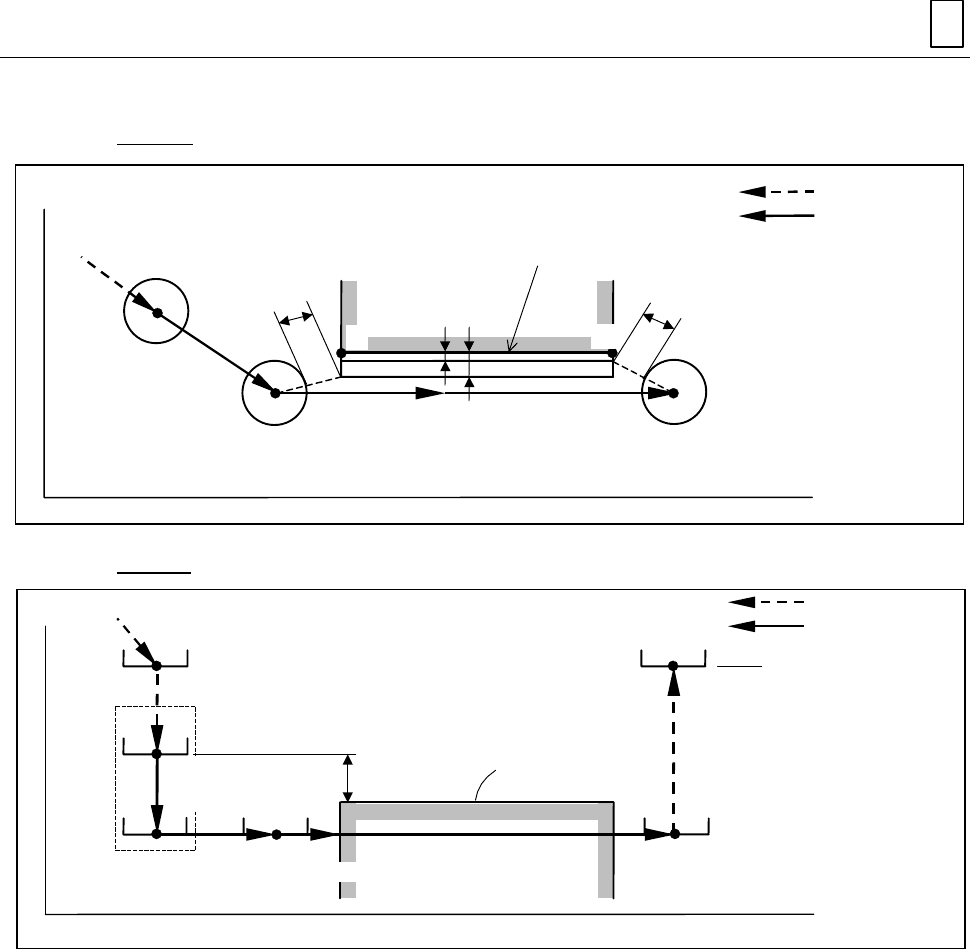
B. Траектория инструмента
Оси X-Y
M3P178
Pc
[5] Обработка
вдоль
конт
ур
а
Перемещение
в точку начала
резания
X
Y
[1] Перемещение в точку подвода инструмента
Pe
[4]
[6] Перемещение в точку отвода
инструмента
E2
E2
Fe
sr tr
Установленный контур заготовки
Pa
Fs
Быстрая подача
Рабочая подача
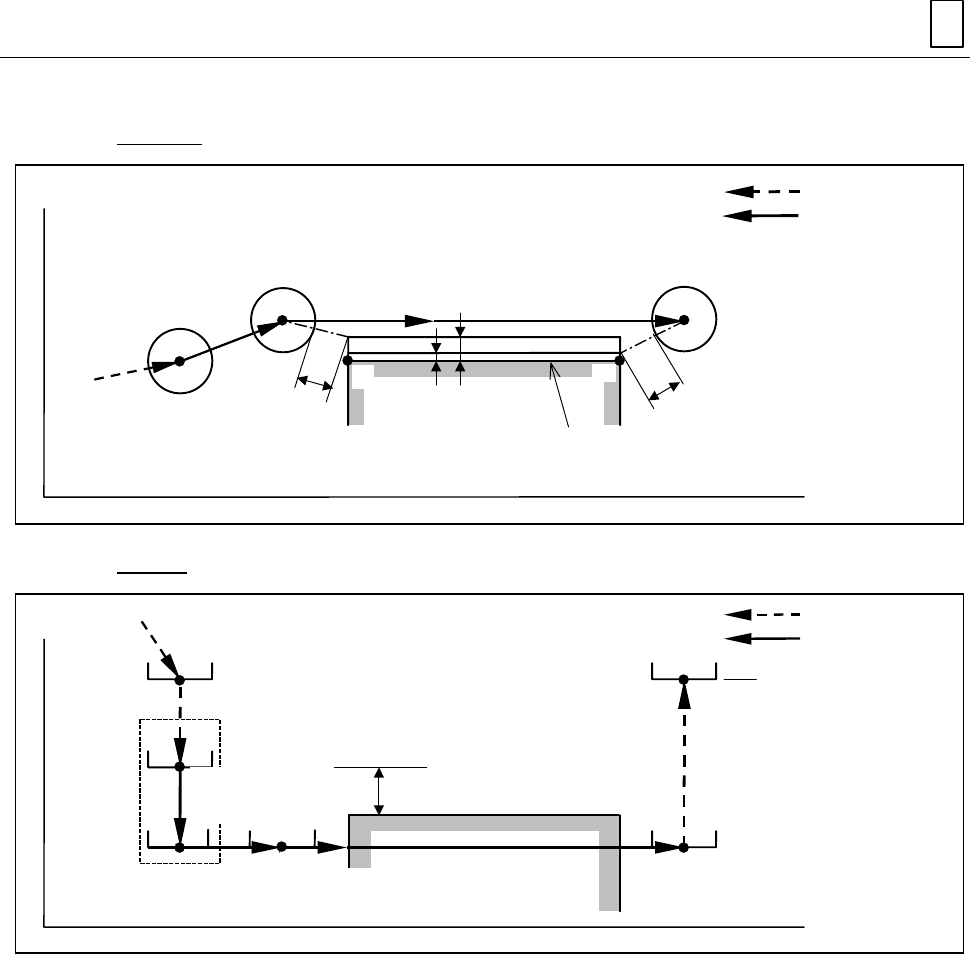
Оси X-Z
M3P179
PePa
Заготовка
Z
Pi
Зазор
[7] Пермещение в начальную точку
[6] Перемещение в точку отвода
инструмента
Примечание2
[2] Пермещение на расстояние зазора
X
Быстрая подача
Рабочая подача
[1] Перемещение в точку подвода инструмента
[3] Пермещение к
рабочей
поверхности
[5]
Pc
[4]
Пермещения в
точке начала
р
езания
Обработка вдоль контура
Выделенные полужирным шрифтом коды указывают адреса параметров.
Pi: Начальная точка
Pa: Точка подвода, заданная данными APRCH-1, -2 в последовательности инструмента
Pc: Точка начала резания, устанавливаемая автоматически
Fs: Начальная точка контура, устанавливаемая в последовательности контура
Fe: Конечная точка контура, устанавливаемая в последовательности контура
Pe: Escape point to be automatically established
tr: Припуск резания в радиальном направлении, устанавливаемый данными SRV-R в
блоке обработки
sr: Припуск на чистовую обработку в радиальном направлении,
устанавливаемый
данными FIN-R в блоке обработки
3 ЗАПИСЬ ПРОГРАММЫ
3-124
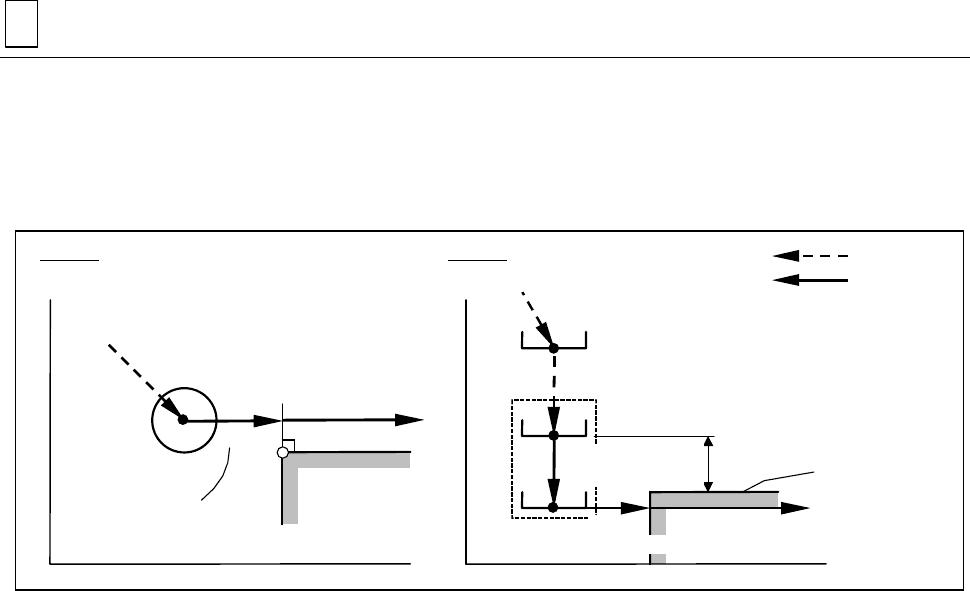
Примечание1. При отображении знака ? в разделах APRCH-1, -2 после нажатия клавиши
AUTO SET (Автоматическая установка) инструмент устанавливается
непосредственно в точку начала резания и выполняются операции [2] и [3].
В этом случае координаты точки начала резания будут установлены в
данных разделах.
M3P180
Оси X-Y
Оси X-Z
Pc
(Pa)
[4]
Обработка
вдоль
контура
[1] Пермещение в точку
начала резания
Fs
Y
X
Z
X
Pc
(Pa)
[2] Перемещение на расстояние зазора
Зазор
Заготовка
Быстрая подача
Рабочая подача
[1] Пермещение в точку
начала резания
Заготовка
[4]
Обарботка
вдоль контура
Note 2
[3]Перемещение к
обрабатываемой
поверхности
Примечание1.См. подраздел 3-6-6 «Меры предосторожности при контурной обработке».
Примечание2. Подача на траектории инструмента [3] зависит от данных AFD (осевая
подача) в последовательности инструмента.
ЗАПИСЬ ПРОГРАММЫ 3
3-125
3. Блок левосторонней обработки (LINE LFT)
Данный блок выбирается для выполнения обработки, когда инструмент движется по
левой стороне контура заготовки.
C. Установка данных
UNo. UNIT MODE POS-B POS-C SRV-A SRV-R RGH FIN-A FIN-R START END INTER-R CHMF
1 LINE LFT
SNo. TOOL NOM-φ No. # APRCH-1 APRCH-2 TYPE AFD DEP-A WID-R C-SP FR M M M
R1
F2
END MILL
END MILL
◆
◆
◆
◆
◆
: Установка данных необязательна
Примечание1. Для данных, устанавливаемых в START и END, обратиться к блоку «1.
Блок обработки по центру(LINE CTR).».
Примечание2. В данном блоке концевые фрезы устанавливаются автоматически. Однако
данные фрезы могут быть заменены торцевой или концевой сферической
фрезой.
Примечание3. В последовательности инструментов автоматически устанавливается
максимум три инстурмента взависимости от данных SRV-A, SRV-R, FIN-A
и CHMF
.
Обработка Схема
R1 (Черновая обработка) FIN-A = 0 and FIN-R = 0 : Выбирается один инструмент
F2 (Чистовая обработка) SRV-A ≤ FIN-A or SRV-R ≤ FIN-R : Выбирается один инструмент
(Снятие фаски) CHMF≠ 0 : Выбирается один инструмент
Примечание4. Порядок установки данных последовательности инструмента см. в
подразделе 3-6-4.
Блок левосторонней обработки LINE LFT Последовательность инструмента
Начальная точка заготовки
Чистовая обработка
SRV-R
Установленный контур
заготовки
SRV-A
FIN-A
FIN-R
Черновая обработка
Глубина
........
........
........
........
Инструмент
для снятия
фаски
Концевая
фреза
(для
черновой
обработки)
Концевая
фреза
(для
чистовой
обработки)
M3P181 D740PA048
RGH: Код шераховатости выбирается из меню.
FIN-A: Припуск на чистовую обработку в осевом направлении устанавливается

3 ЗАПИСЬ ПРОГРАММЫ
3-126
автоматически после выбора кода шероховатости.
FIN-R: Припуск на чистовую обработку в радиальном направлении устанавливается
автоматически после выбора кода шероховатости.
ЗАПИСЬ ПРОГРАММЫ 3
3-127
D. Траектория инструмента
Оси X-Y
M3P182
Y
Pa
Pc
E2
Fs
Pe
trsr
[4]
E2
Fe
Быстрая подача
Рабочая подача
Перемещение в
точку начала
резания
[5] Обработка
вдоль контура
[6] Перемещение в
точку отвода
инструмента
[1] Перемещение в
точку подвода
инструмента
X
Установленный контур
заготовки
Заготовка
оси X-Z
M3P183
Заготовка
Z
[1] Пермещение в
точку подвода
инструмента
[3] Перемещение к
поверхности
обработки
Pa
Pe
Pi
Зазор
[7] Пермещение в начальную
точку
[6] Перемещение в
точку отвода
инструмента
Note 2
Pc
[4]
Перемещение в
точку начала
резания
X
Быстрая подача
Рабочая подача
[2] Перемещение на расстояние зазора
Обрабока
вдоль
конт
ур
а
[5]
Выделенные полужирным шрифтом коды указывают адреса параметров.
Pi: Начальная точка
Pa: Точка подвода, заданная данными APRCH-1, -2 в последовательности инструмента.
Pc: Точка начала резания, устанавливаемая автоматически
Fs: Начальная точка контура, устанавливаемая в последовательности контура
Fe: Конечная точка контура, устанавливаемая в последовательности контура
Pe: Точка отвода, устанавливаемая автоматически
tr: Припуск резания в радиальном направлении, устанавливаемый данными SRV-R в
блоке обработки
sr: Припуск на чистовую
обработку в радиальном направлении, устанавливаемый
данными FIN-R в блоке обработки
3 ЗАПИСЬ ПРОГРАММЫ
3-128
Примечание1. При отображении знака ? в разделах APRCH-1, -2 после нажатия клавиши
AUTO SET (Автоматическая установка) инструмент устанавливается
непосредственно в точку начала резания и выполняются операции [2] и [3].
В этом случае координаты точки начала резания будут установлены в
данных разделах.
M3P184
X-Y-axis
X-Z-axis
Pc
(Pa)
[1] Movement to the cutting
start point
Fs
Y
X
Z
X
Pc
(Pa)
[1] Movement to the cutting
start point
Clearance
[4]
Machining along the form
Workpiece
Workpiece
Rapid feed
Cutting feed
[4]
Machining
along the form
[2] Movement to the clearance position
Note 2
[3] Movement to the
machining face
Примечание2. См. подраздел 3-6-6 «Меры предосторожности при контурной обработке».
Примечание3. Подача на траектории инструмента [3] зависит от данных AFD (осевая
подача) в последовательности инструмента.