Rudnick L. Lubricant Additives: Chemistry and Applications (Присадки, добавки к смазкам)
Подождите немного. Документ загружается.

614 Lubricant Additives: Chemistry and Applications
A step-change improvement in the oxidation performance of mineral oil–based turbine oils has
been achieved by using group II base oils in place of group I base oils. Group II base oils contain
signi cantly lower levels of aromatic compounds, which are susceptible to oxidation, than group I
base oils. However, group II base oils also contain lower levels of sulfur components, some of which
can act as secondary oxidation inhibitors. It has been reported that the oxidation resistance of group
II base oil blends can be further enhanced by adding sulfur-containing secondary oxidation inhibitors
along with optimized combinations of hindered phenols and diaryl amine primary antioxidants [8].
Owing to the lower solvency of group II base oils, resulting from the lower levels of aromatic com-
pounds, not all the additive formulations that performed satisfactorily in group I base stocks display
adequate solubility in group II base stocks [11].
24.2.5 ENVIRONMENTAL EFFECTS OF TURBINE OILS
As turbine oil additives are metal-free and are used at low rates, typically less than 1%, the
environmental impact of turbine oil additives is generally fairly minimal. In some cases, local
wastewater treatment requirements may be such that turbine oil users prefer turbine oils free from
detectable phenolic antioxidants.
24.2.6 TURBINE OIL TRENDS
As the oxidation life of turbine oils is extended, new test methods will be needed to evaluate eld
performance. New turbine oils formulated with group II base oils typically have ASTM D 943 lives
between 10,000 and 30,000 h, making them impractical to characterize by this method. The ASTM
D 943 method primarily monitors acid formation as the results of oxidation. As sludge formation can
affect the operation of critical equipment, such as servo-valves, more emphasis will be placed on mea-
suring the tendency of turbine oils to form sludge and varnish and on choosing additives that minimize
the formation of insoluble oxidation products. Wider availability of group III base oils in the future
may lead to the development of turbine oil formulations with even longer performance lives.
24.3 ADDITIVES FOR HYDRAULIC OILS
24.3.1 P
ERFORMANCE REQUIREMENTS
There are three basic types of hydraulic pumps: gear pumps, vane pumps, and piston pumps. Each
is designed to perform speci c tasks. Generally, vane pumps operating under high pressure have the
greatest requirements for wear protection by hydraulic uids [12].
The main functions of hydraulic oils are as follows:
1. Transmit power
2. Protect and lubricate system components
3. Remove heat through circulation
4. Protect the component parts from oxidation and corrosion
5. Provide wear protection
6. Provide mild extreme-pressure (EP) performance
Hydraulic oils are expected to meet the following performance requirements:
1. Consistent performance and appropriate viscosity and compressibility
2. Corrosion protection
3. Wear protection and oxidation and thermal stability
4. Hydrolytic stability
5. Long life
CRC_59645_Ch024.indd 614CRC_59645_Ch024.indd 614 10/31/2008 3:21:49 PM10/31/2008 3:21:49 PM
Long-Term Trends in Industrial Lubricant Additives 615
6. Filterability
7. Compatibility with system components
8. Good demulsibility or emulsibility, depending on application
The ASTM has issued a standard speci cation for mineral oil hydraulic oil, ASTM D 6158. Many
pump manufacturers have issued hydraulic oil speci cations, which include satisfactory pump
performance under severe conditions. A number of these speci cations have been summarized in
the literature [13], as have military speci cations for hydraulic oils [2]. Performance tests that often
appear in hydraulic oil speci cations are listed in Table 24.3.
24.3.2 ADDITIVES
The types of additives commonly used in hydraulic oils are listed in Table 24.3.
24.3.2.1 Antioxidants
In addition to the types of antioxidants described previously for turbine oils, hydraulic oils may use
organometallic antioxidants such as ZDDP [15,16] additives. The ZDDP additives are multifunc-
tional, acting as secondary antioxidants and antiwear additives. The types of antioxidants that can
be used in hydraulic oils are listed in Table 24.3.
24.3.2.2 Rust Inhibitors
Rust inhibitors used in hydraulic oils may contain metals, such as metal sulfonates, and may be
overbased to provide the capability to neutralize acidic oxidation products. Various rust inhibitors
that may be used in hydraulic oils are listed in Table 24.3.
24.3.2.3 Antiwear Additives
Antiwear additives are needed to inhibit frictional wear of moving parts such as the sliding vanes
of vane pumps. These additives react with metal surfaces, forming sacri cial lms with lower shear
strength than the metal itself. The sacri cial lms help to reduce friction, and although a small
amount of metal is removed with the sacri cial lm as it is rubbed off by the moving parts, the rate
of metal removal is much lower than if the sacri cial lm was not present.
The types of antiwear additives used in hydraulic oils are listed in Table 24.3. Most hydraulic oil
formulations contain ZDDP antiwear additives. The composition of the lms that ZDDP additives
deposit on metal surfaces has been studied and determined to be complex [17]. The popularity of
these antiwear additives is due to their cost-effectiveness as they are multifunctional, acting both
as antiwear additives and as antioxidants. Although ZDDP additives provide excellent antiwear
properties, they can also cause corrosion and deposit formation under conditions that promote their
hydrolysis or thermal decomposition. By judicious selection of the types of alcohols used to form
the phosphate ester portion of the ZDDP molecule, additive developers can maximize hydrolytic
and thermal stability while maintaining good antiwear properties. For example, ZDDP antiwear
additives derived from primary alcohols have better thermal stability than the corresponding ZDDP
antiwear additives derived from secondary alcohols.
Environmentally aware hydraulic oils are formulated with zinc-free, ashless antiwear additives
[12,18]. These additives are generally organic compounds containing sulfur and phosphorus. As
with the ZDDP antiwear additives, the ashless antiwear additives must be designed in such a way
as to maximize hydrolytic and thermal stability as well as improve antiwear performance. It has
been claimed that ashless antiwear oils can exhibit better lterability properties than antiwear oils
containing ZDDP [12,19]. Because the possibility exists that ashless and zinc-containing antiwear
oils may be inadvertently mixed in commercial applications, it is best to formulate ashless antiwear
CRC_59645_Ch024.indd 615CRC_59645_Ch024.indd 615 10/31/2008 3:21:49 PM10/31/2008 3:21:49 PM

616 Lubricant Additives: Chemistry and Applications
TABLE 24.3
Additives Used in Industrial Hydraulic Oils
Additive Function Types of Additives Related Performance Tests
Antioxidant Hindered phenols ASTM D 943, Standard test method for oxidation
characteristics of inhibited mineral oilsDiaryl amines
Phenothiazine
Metal dialkyldithiocarbamates ASTM D 2272, Standard test method for oxidation
stability of steam turbine oils by rotating pressure
vessel
Ashless dialkyldithiophosphates
Metal dialkyldithiophosphates
ASTM D 4310, Standard test method for the
determination of the sludging and corrosion
tendencies of inhibited mineral oils
ASTM D 6186, Standard test method for oxidation
induction time of lubricating oils by pressure
differential scanning calorimetry (PDSC)
Rust inhibitor Alkylsuccinic acid derivatives ASTM D 665, Standard test method for rust-
preventing characteristics of inhibited mineral oil in
presence of water
Ethoxylated phenols
Fatty amines
Salts of fatty acids and amines
Salts of phosphate esters and amines
Metal sulfonates
Ammonium sulfonates
Imidazoline derivatives
Metal deactivator Benzotriazoles ASTM 130, Standard test method for detection of
copper corrosion from petroleum products by the
copper strip tarnish test
2-Mercaptobenzothiazoles
Thiadiazoles
Tolutriazole derivatives
Antiwear additive Alkylphosphoric acid esters and salts ASTM D 4172, Standard test method for wear
preventive characteristics of lubricating uid
(four-ball method)
Dialkyldithiophosphates
Metal dialkyldithiocarbamates [14]
ASTM D 7043, Standard test method for indicating
wear characteristics of non-petroleum and
petroleum hydraulic uids in a constant volume
vane pump various pump tests as speci ed by pump
manufacturers
Phosphate esters
Dithiophosphate esters
Derivatives of 2,5-dimercapto-
1,3,4-thiadiazoles
Molybdenum carboxylates ASTM D 5182, Standard test method for evaluating
the scuf ng load capacity of oils (FZG visual
method)
Demulsi ers Polyalkoxylated phenols
Polyalkoxyated polyols
Polyalkoxylated polyamines
ASTM D 1401, Standard test method for water
separability of petroleum oils and synthetic uids
ASTM D 2711, standard test method for
demulsibility characteristics of lubricating oils
PPDs Poly(alkylmethacrylates) ASTM D 97, Standard test method for pour point of
petroleum product
ASTM D 5949, Standard test method for pour point
of petroleum products
Foam inhibitors Polydimethysiloxanes ASMT D 892, Standard test method for foaming
characteristics of lubricating oils
Shear stable VI improvers Poly(alkyl methacrylates) ASTM D 5621, Standard test method for sonic shear
stability of hydraulic uidsOle n copolymers
Styrene diene copolymers
CRC_59645_Ch024.indd 616CRC_59645_Ch024.indd 616 10/31/2008 3:21:49 PM10/31/2008 3:21:49 PM
Long-Term Trends in Industrial Lubricant Additives 617
oils in such a way that they will be compatible with antiwear additives containing ZDDP so that no
precipitates that could plug lters are formed [12].
Test methods have been developed to evaluate the thermal and hydrolytic stability of antiwear
hydraulic oils. Test method ASTM D 2070 evaluates the thermal stability of an oil by heating the
test oil in the presence of copper and iron rods for 168 h at 135°C. At the end of the test, the metal
rods are rated by visual examination and the sludge is isolated by ltration and weighed. Test method
ASTM D 2619 evaluates hydrolytic stability by heating and agitating the test oil with water and a
copper strip in a sealed glass bottle for 48 h at 93°C. At the end of the test, the viscosity change of
the oil and the acidity changes of the oil and the water phases are measured, the weight loss of the
copper strip is determined, and any resulting insoluble material is isolated and weighed.
24.3.2.4 Metal Deactivators
Owing to the potential corrosiveness of the decomposition products of the antiwear additives, the
presence of an effective metal deactivator is even more important in antiwear hydraulic oils than in
turbine oils. Table 24.3 lists the types of metal deactivators that can be used in hydraulic oils.
24.3.2.5 Foam Inhibitor
Because air is compressible, foam or entrained air interferes with the primary function of a hydraulic
oil, which is to transfer power. Therefore, the type and amount of silicone or polyacrylate antifoam
additive must be carefully chosen to maximize foam inhibition while maintaining good air release
properties. Some original equipment manufacturers are extremely concerned about the presence
of silicone materials in their plants as it is believed that even a trace of silicone on a metal surface
can affect paint coating properties. Therefore, these manufacturers require that only nonsilicone
antifoam additives be used in lubricating oils employed in their plants.
The choice of antifoam additive may also be affected by the practice of hydraulic oil condition
monitoring. Often, optical particle counters based on light scattering techniques are used to monitor
oil cleanliness. As antifoam additives are nely dispersed, partially insoluble uids in oil, they can
falsely be registered as particles by some optical particle counters. In the future, one criterion for
choosing antifoam additives may be their ability to disperse suf ciently so as not to interfere with
the function of optical particle counters.
24.3.2.6 Viscosity Index Improver
VI improvers are used to widen the useful operating temperature range of hydraulic oils. They are long-
chain polymers that function by uncoiling or dissociating at elevated temperatures, resulting in thicken-
ing of the oil. Owing to this property, oils containing VI improvers will display higher measured kinetic
viscosities at elevated temperatures than comparable oils that have the same 40°C oil viscosity but do
not contain VI improver. The types of polymers used as VI improvers are listed in Table 24.3.
An important property of VI improvers for hydraulic oils is shear stability. If a VI improver
lacks shear stability, it will quickly be degraded by the hydraulic pump and will lose its ability to
increase the viscosity of the base oil at elevated temperatures. This will result in less-than-optimum
lubricant lm thickness and accelerated pump wear. Generally, the shear stability of VI improvers
increases as the molecular weight decreases. However, the thickening capability of the VI improver
also decreases as the molecular weight decreases. A trend in the industry is to use VI improv-
ers with better shear stability for better pump protection. Therefore, lower-molecular-weight VI
improvers are used although they must be used at higher percentages by weight.
One method for determining the shear stability of hydraulic oil containing a VI improver,
ASTM D 5621, is based on sonic irradiation. In this method, a sample of test oil is irradiated in a
sonic oscillator for a speci ed time interval and the change in viscosity after shear is determined.
It is claimed that the amount of shear measured by this method is similar to the amount of shear
imparted to a hydraulic oil in a hydraulic vane pump test [20].
CRC_59645_Ch024.indd 617CRC_59645_Ch024.indd 617 10/31/2008 3:21:49 PM10/31/2008 3:21:49 PM
618 Lubricant Additives: Chemistry and Applications
24.3.2.7 Pour Point Depressants
Pour point depressant (PPD) additives are chemicals that help mineral oil–based hydraulic oils
remain pumpable at low temperatures by lowering the pour point of the oil. The PPD additives are
polymers that interfere with the crystallization of wax from mineral oil at low temperatures. By
retarding the formation of a wax crystal network in oil at low temperatures, PPDs can reduce the
pour points of some paraf nic oils by as much as 30–40°C. The effect is less marked in nonparaf-
nic oils, which have lower wax contents.
24.3.3 ENVIRONMENTAL CONCERNS
Hydraulic oils have received considerable attention regarding their impact on the environment.
Hydraulic oil lines carry oil under moderate to high pressure; therefore, rupture of a line in a forest
or near a waterway can result in the release of a signi cant amount of hydraulic uid into an envi-
ronmentally sensitive area. Many agencies have drafted methods for evaluating the environmental
impact of hydraulic oils and for de ning what can be classi ed as a rapidly biodegradable hydraulic
oil. For example, the ASTM has issued the following standards and methods related to the evalua-
tion of the impact of hydraulic oils on the environment:
1. D 5864, Standard Test Method for Determining the Aerobic Aquatic Biodegradation of
Lubricants or Their Components
2. D 6006, Standard Guide for Assessing Biodegradability of Hydraulic Fluids
3. D 6046, Standard Classi cation of Hydraulic Fluids for Environmental Impact
4. D 6081, Standard Practice for Aquatic Toxicity Testing of Lubricants: Sample Preparation
and Results Interpretation
Generally, biodegradable hydraulic oils are based on natural or synthetic esters. Additives that are
effective with these types of oils [21] and that are environmentally aware must be chosen. Regula-
tions governing environmentally aware hydraulic oils generally require that they be metal-free,
readily biodegradable, display low ecotoxicity in water and soil, and exhibit a low tendency for
bioaccumulation [22,23]. This necessitates that the additives used to formulate such hydraulic oils
meet most of the same requirements.
24.3.4 FUTURE TRENDS
An ongoing trend toward reducing the cost of hydraulic equipment by making it smaller obviates
the need for oils that function at higher temperatures and with shorter oil sump residence times.
Also, an environmentally driven trend to minimize waste oil disposal will require lubricating oils
with longer functional lives. These trends will require oils with improved oxidation resistance,
water separation, and air release properties. Some of these improvements will be accomplished by
upgrading base oil quality, rst from group I to group II base oils and then to group III base oils.
The remainder of the improved performance will be accomplished with improved additives that are
also environmentally friendly. As base oils are upgraded, changes in additives may also be required
to ensure additive–base oil compatibility.
24.4 ADDITIVES FOR GEAR OILS
24.4.1 P
ERFORMANCE REQUIREMENTS FOR GEAR OILS
Most industrial operations use equipment driven by one type of gear or other, for example, rock
drills, crushers, hoists, mobile equipment, grinders, mixers, and speed increases/reducers.
There are many combinations of gear types and materials; therefore, the requirements for gear
oils are varied [24,25]. Some of the common types of gears are listed in Table 24.4 and illustrated
CRC_59645_Ch024.indd 618CRC_59645_Ch024.indd 618 10/31/2008 3:21:49 PM10/31/2008 3:21:49 PM
Long-Term Trends in Industrial Lubricant Additives 619
in Figures 24.1 through 24.7. The relative amount of sliding and rolling motion between interact-
ing gears can be quite different between gear types. For example, worm gears interact by a pre-
dominantly sliding motion, whereas spur gears operate by a combination of rolling and sliding
interactions. For straight gears, such as spur gears, only one tooth from each gear supports load at
one time. Angled and curved gears are designed to allow more than one gear tooth on each gear to
simultaneously support load, resulting in greater load-carrying capacity.
Because the amount of sliding and rolling action and the load-carrying capacity of the vari-
ous gear types can vary signi cantly, their gear oil performance requirements can vary sub-
stantially. For example, lightly loaded spur gears require an oil with only rust and oxidation
inhibitors, whereas heavily loaded hypoid gears require oils with high levels of EP additives.
In the case of worm gears, their action is almost all sliding, the teeth are generally not heavily
loaded, and the smaller worm gears may be made of bronze for better sliding wear resistance.
For these types of gears, an oil compounded with a friction modi er, such as acidless tallow,
may be suf cient.
The American Gear Manufacturers Association (AGMA) provides a series of gear oil speci -
cations for industrial enclosed gear drives and industrial open gearing. The AGMA classi cations
provide for three types of oil in various viscosity grades. Oils are classi ed as those containing
rust and oxidation inhibitors only, those that also contain EP additives, and those containing fatty
material along with rust and oxidation inhibitors. The fatty material, such as acidless tallow, pro-
vides mild EP and friction reduction for predominantly sliding applications such as worm gears.
The types of performance tests that appear in gear oil speci cations are listed in Table 24.5.
TABLE 24.4
Common Gear Types
Gear Type Confi guration of Gear Comments
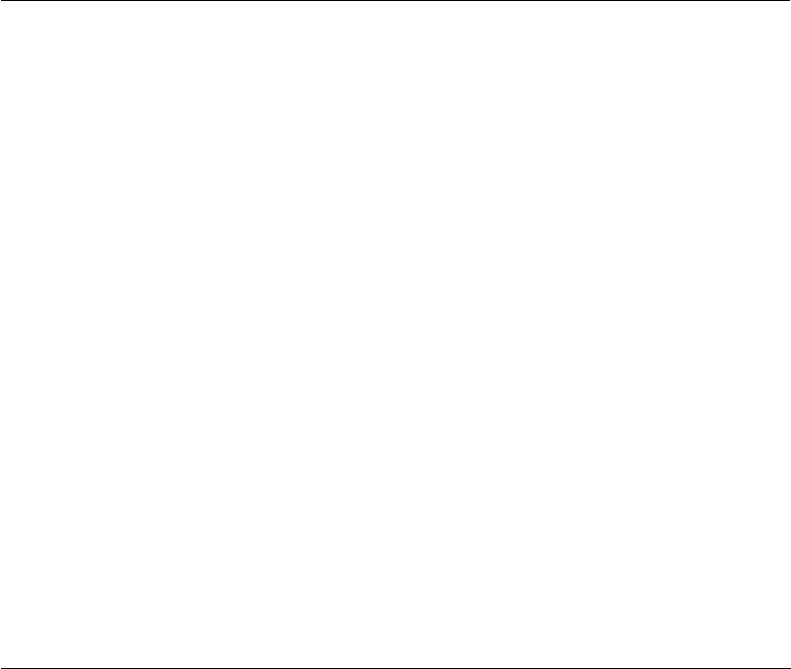
Spur gear (Figure 24.1) Straight teeth cut parallel to the axis
of the gear
For moderate loads and moderate speeds
Helical gear (Figure 24.2) Teeth cut at an angle to the axis of
the gear
For higher speeds and higher loads than
spur gears
Produce axial thrust
Herringbone gear (Figure 24.3) Teeth cut in a “V” shape Similar to helical gear, but the “V” shape
of the gears eliminates the axial load
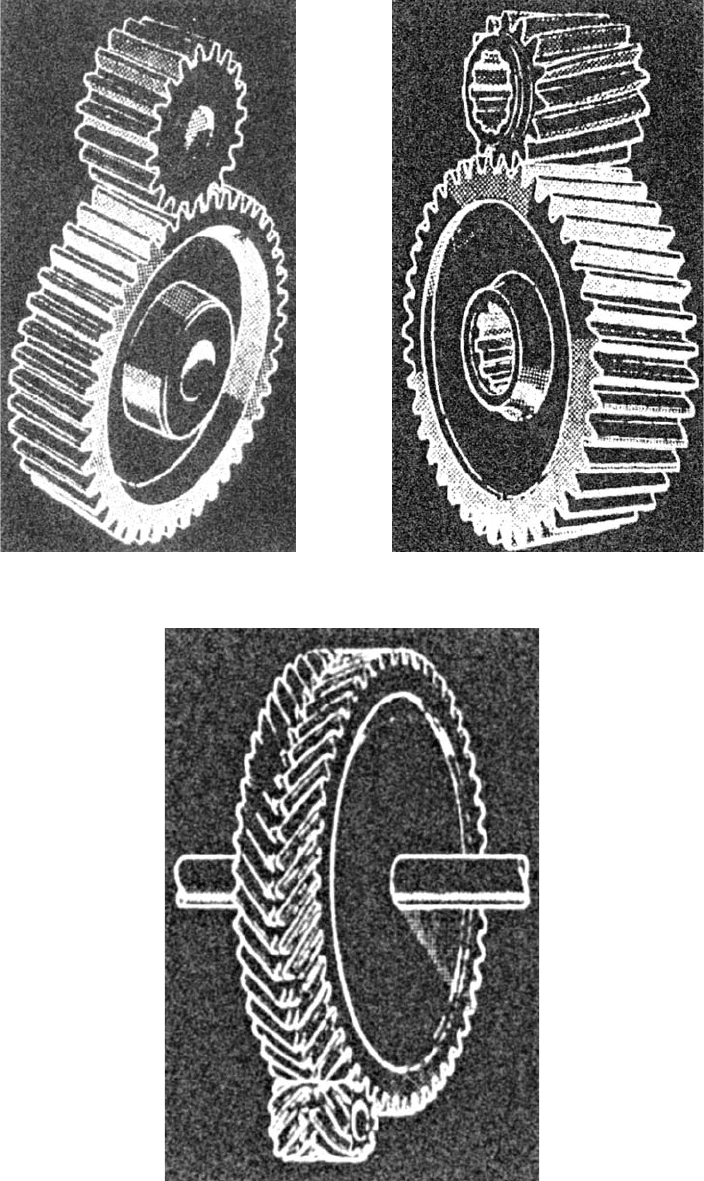
Straight bevel gear
(Figure 24.4)
Straight teeth cut on an angular
surface of a truncated one
For transfer of motion of shafts where
shaft centerlines intersect and shafts are
at right angles to each other
For moderate loads and moderate speeds
Spiral bevel gear (Figure 24.5) Similar to straight bevel gear except
the teeth are cut at an angle on a
radial line
For higher speeds and higher loads than
straight bevel gear
Quieter operation than straight bevel gear
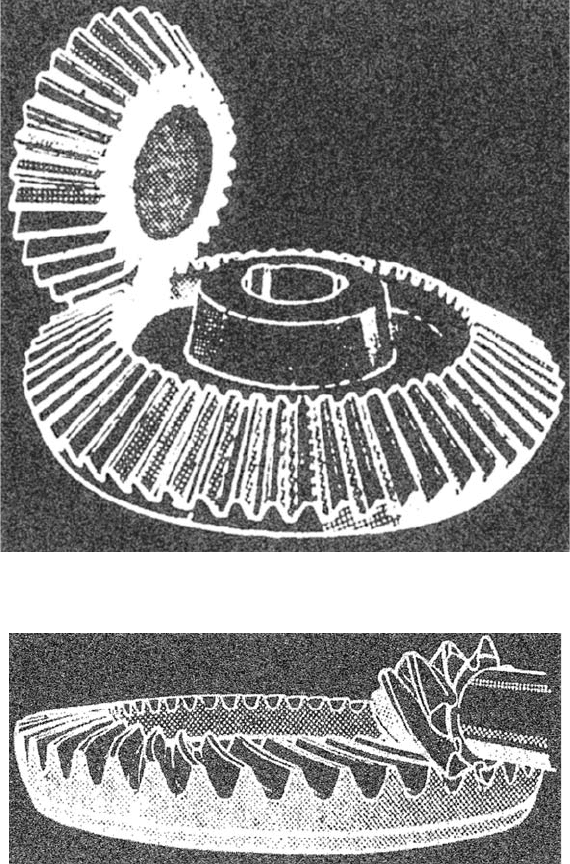
Hypoid gear (Figure 24.6) Similar to spiral bevel gear, but
teeth cut to accommodate shaft
centerlines on different planes
For high loads and quiet running
Interaction of meshing gear teeth is
strictly sliding
Tooth loads can be high, requiring gear
oil with good EP performance
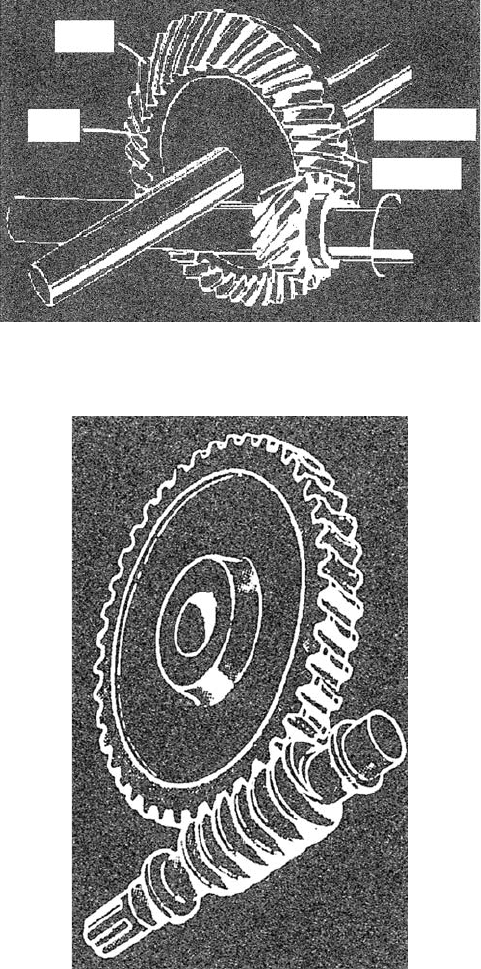
Worm gear (Figure 24.7) Gear wheel turning at right angles to
an offset worm (screw) gear
Interaction of meshing gear teeth is
strictly sliding
Tooth loads can be kept low with proper
gear tooth design
CRC_59645_Ch024.indd 619CRC_59645_Ch024.indd 619 10/31/2008 3:21:50 PM10/31/2008 3:21:50 PM
620 Lubricant Additives: Chemistry and Applications
FIGURE 24.1 Spur gears. (Courtesy of
Lubrizol Corp.)
FIGURE 24.2 Helical gear. (Courtesy of
Lubrizol Corp.)
FIGURE 24.3 Herringbone gears (double helical). (Courtesy of Lubrizol Corp.)
CRC_59645_Ch024.indd 620CRC_59645_Ch024.indd 620 10/31/2008 3:21:50 PM10/31/2008 3:21:50 PM
Long-Term Trends in Industrial Lubricant Additives 621
24.4.2 ADDITIVES FOR GEAR OILS
The types of additives used in industrial gear oils are listed in Table 24.5.
Many of the types of additives used in hydraulic oils are also used in gear oils. Additives that
differ from those used in hydraulic oils are discussed next.
24.4.2.1 Extreme-Pressure Additives
Organic sulfur and phosphrous compounds and inorganic borates are primary components in gear
oil EP additives [33]. The roles of these various elements in gear oil packages have been studied
and reviewed [34]. The phosphorus in sulfur/phosphorus EP additives yields low wear rates under
normal operating conditions, whereas the sulfur prevents seizure under high loads. Modern gear
FIGURE 24.4 Straight bevel gears. (Courtesy of Lubrizol Corp.)
FIGURE 24.5 Spiral bevel gears. (Courtesy of Lubrizol Corp.)
CRC_59645_Ch024.indd 621CRC_59645_Ch024.indd 621 10/31/2008 3:21:52 PM10/31/2008 3:21:52 PM
622 Lubricant Additives: Chemistry and Applications
oils often contain borates as well. Finely divided inorganic borates dispersed in gear oil can further
enhance load-carrying capacities at high and low speeds, possibly by forming a chemically bound
borate lm on the iron surfaces [34].
Combinations of organic phosphorus- and chlorine-containing compounds have also been used
as EP additives for gear oils. However, it is believed that low melt temperatures of iron chlorides is
a limiting factor as well as the potential for organic chlorides to decompose in the presence of water
and yield hydrochloric acid [34].
FIGURE 24.6 Hypoid gears. (Courtesy of Lubrizol Corp.)
Heel
Concave
Concex
Toe
FIGURE 24.7 Worm gears. (Courtesy of Lubrizol Corp.)
CRC_59645_Ch024.indd 622CRC_59645_Ch024.indd 622 10/31/2008 3:21:53 PM10/31/2008 3:21:53 PM

Long-Term Trends in Industrial Lubricant Additives 623
TABLE 24.5
Additives Used in Industrial Gear Oils
Additive Function Types of Additives Related Performance Tests
Antioxidant Hindered phenols ASTM D 6186, Standard test method for oxidation induction time of lubricating oils by pressure differential
scanning calorimetry (PDSC)
ASTM D 2893, Standard test method for oxidation characteristics of extreme pressure lubricating oils
ASTM D 665, Standard test method for rust-preventing characteristics of inhibited mineral oil in presence
of water
Diaryl amines
Phenothiazine
Metal dialkyldithiocarbamates
Ashless dialkyldithiocarbamates
Metal dialkyldithiophosphates
Rust inhibitor Alkylsuccinic acid derivatives
Ethoxylated phenols
Fatty amines
Salts of fatty acids and amines
Salts of phosphate esters and amines
Metal sulfonates
Ammonium sulfonates
Substituted imidazolines
Metal deactivator Benzotriazoles ASTM D 130, Standard test method for detection of copper corrosion from petroleum products
by the copper strips tarnish test2-Mercaptobenzothiazoles
Thiadiazoles
Tolutriazole derivatives
Antiwear additive Alkylphosphoric acid esters and salts ASTM D 4172, Standard test method for wear preventive characteristics of lubricating uid
(four-ball method)Dialkyldithiophosphates
Metal dialkyldithiocarbamates
Phosphate esters
Dithiophosphate esters
Derivatives of
2,5-dimercapto-1,3,4-thiadiazoles
Molybdenum carboxylates
(continued)
CRC_59645_Ch024.indd 623CRC_59645_Ch024.indd 623 10/31/2008 3:21:55 PM10/31/2008 3:21:55 PM