Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.


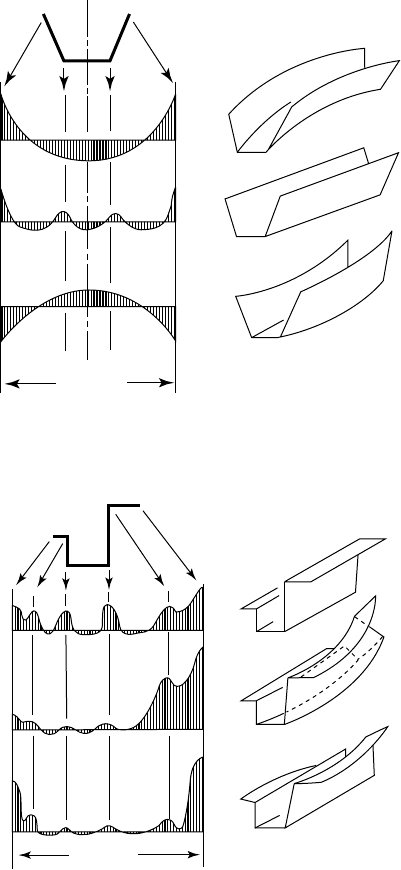
11.1.2 Redundant Deformations
Metal strips are subjected to manyother deformations in addition to transversal bending. Metal strips are
enteredinto roll forming mills either in precut or coil form, and are gradually deformed into complicated
three-dimensional (3-D) shapes by aseries of contoured rolls beforethey are finally made into products.
Because of this process, various types of additiveredundant deformations are induced in the metal
(Figure11.2).
The additive redundantdeformations (hereinaftercalled “redundantdeformations”) are:
1. Longitudinal bending and bending back
2. Longitudinal elongation and/or shrinkage
3. Transversal elongation and/or shrinkage
4. Shear in the metal’splane
5. Shear in the direction of the metal’sthickness
6. Various combinations of the above (Figure11.2)
These redundantdeformations are superimposed on the transversal bending and they significantly
influence the formation of the product’scross-section and shape. Manyproblems, which occur in roll
forming processes,are related to redundant deformations.
In order to properly design rolls, build suitable equipment, optimize processes, maintain stable
operation, improvequalityofproducts, attain highproductivity, and innovate overall aspects of roll
forming technology, the behavior of redundant deformations and their influence upon the product’s
E
D
C
B
A
A
B
C
D
E
Transversal Bending
FIGURE 11.1 Transversal bending of metal strip during roll forming.
(a),(a′ ),(a″ ):Longitudinal Elongation,
Shrinkage
(c),(c′ ):Longitudinal Bending,
Bending back
Shrinkage
(b),(b′ ):Transversal Elogation,
(c′ )
(c)
(b)
(b′ )
(a″ )
(a)
(a')
FIGURE 11.2 Additive redundant deformation of metal strip during roll forming.
Roll Forming Handbook11-2

shape should be systematically investigated and clarified. The investigation should coverthe following
subjects:
1. Cause and magnitude of individual redundant deformation in metal strips.
2. Quantitativeand qualitative influence of redundant deformations on products’ shapes and
dimensions.
3. Effects of forming conditions, such as the mechanical properties, width, and thickness of the metal
strip,the number of passes, roll profiles,roll positions, rollgaps, pass line, and the geometryofthe
product’scross-section on magnitude and distribution featuresofredundant deformations.
4. Mechanism of occurrenceand influence of redundant deformations on product defects.
5. Methods to reduce redundant deformations.
6. Countermeasures to prevent product defects caused by redundant deformations.
7. Methods to maintain smooth and stable flowofmetal sheets, improvequalityofproducts, and
attain highproductivity.
11.2 Causes of Redundant Deformations
11.2.1 Longitudinal Elongation or Shrinkage
In roll forming processes, strips are fed continuously into forming machines and are formed step-by-step
into products by pairs of contoured rolls. The strips are progressively bent in the transversal direction and
their cross-sectional profile is gradually transformed to the required shape. In the process, the height (or
depth) of the transversal cross-section (hereinafter referred to simply as “cross-section”) of semiformed
strips increases fromthe initial height, equal to the strip thickness, to the height of the product’scross-
section. The width of its cross-section decreases from the initial strip width to the width of the product’s
cross-section.
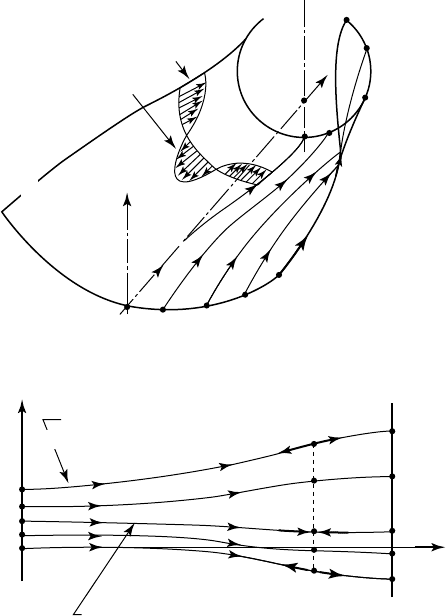
This means that during roll forming,each portion of the strip shifts, moves and deforms in both
vertical and horizontal directions to form 3-D curved shapes (cur vedsurfaces; Figure 11.3). Every
portion of the strip moves along the entryguide to the first rolls, then to the second rolls and on to the
last rollsalong the spatial flow lines corresponding to the curvedsurface.
Both transversal edges and the adjacent areas of the strip (hereinafter referred to as “edge portions”)
usually movealong flowlines which are longer than those for center portions and intermediate portions.
This is caused by the fact that, while the center partusually travels in astraight line, the edge portions
often rise vertically and, at the same time, shift horizontally toward the center of the cross-section
(Figure11.3). Because of the vertical rising and horizontal shifting,the edge portions usually elongate,
while the center and intermediate portions shrink in the longitudinal direction.
The magnitude and transversal distribution pattern of the longitudinal elongation and shrinkage are
balanced to maintain an equilibrium of the longitudinal forces acting on the transversal cross-section of the
strip.The longitudinal forces acting on the cross-section of the semiformed strip are equal to the sum of the
longitudinal stress induced on its cross-section by the longitudinal elongation and shrinkage. The
longitudinal forces between stands are also influenced by tension or compression caused by the rolls.
The relativelength of the flowline, along which each portion of strip moves from one roll stand to the
next, depends upon the working conditions, such as the number of rolls, roll profiles, roll positions,
horizontal distancebetween stands, and geometr yofthe product’scross-section. Therefore, the flowline
of the edge portion is not always longer than that of other portions. Forexample, when the flowline of
the center portion is longer than that of the edge portion, the center portion tends to elongate and the
edge portion tends to shrink in the longitudinal direction.
11.2.2 Transversal Elongation and Shear in Strip’sPlane
Products with wide cross-sections are roll formed from wide metal coils. The edge portions and, to a
lesser degree, intermediate portions of those products are pulled by rolls in the transversal direction and
Behavior of Metal Strip During Roll Forming 11-3
forced to shift towardthe center of semiformed cross-sections, unless the products are formed only at
their edge. This transversal shifting is usually induced by the transversal bending of the center portions of
the coils (Figure11.4).
When the coil is wide, the forcerequired to pull the edge and intermediate portions toward the center
of the semiformed cross-section becomesquite large, because aconsiderable amount of shear deforma-
tion in the coil’s plane is required to shift the flat portions in the transversal direction.
Because of the large transversal tensile force necessaryfor this pulling,transversal elongation occurs in
the metal. If the convex rollispushed against the coil surface so strongly that it locally reduces the metal
thickness, then considerable transversal elongation can occur at the bend lines. The transversal tensile
forcecreated by transversal bending has astrong effect on transversal elongation.
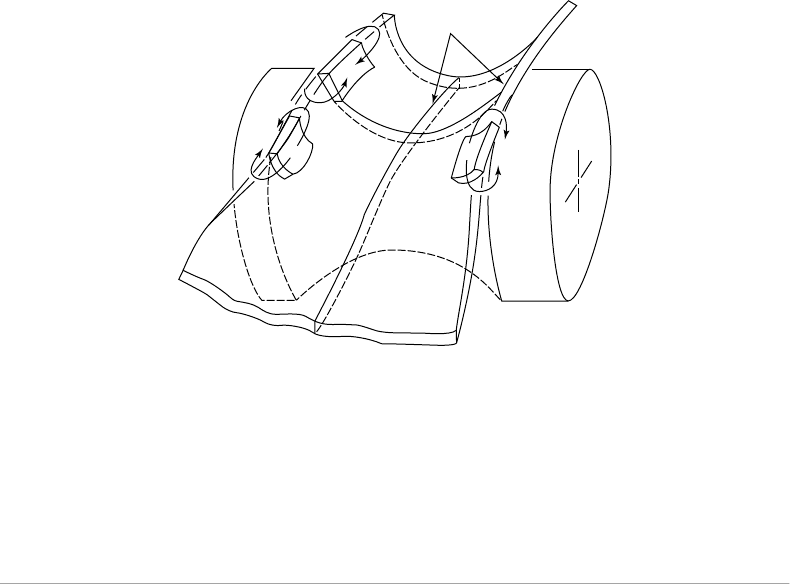
Furthermore,when the top of convex(male) rolls exerts excessiveforceonthe inside surface of the
bending corner,asortofbulging deformation takes place(Figure11.5). Both longitudinal and transversal
elongation occurs in this case. Excessivetransversal elongation, as shown in the following sections, can
result in manykinds of defects.
As mentioned above, shear deformations occur at the edges and intermediate portions when they
are pulled and forced to shift in the transversal direction. The shear deformation can significantly
influence the shape of the corner portion (bend line) as well as the springback deformation of the cutoff
end (flare). When it is excessive, it causes asortofpermanent buckling of the corner portion and
distortion of cutoffends.
Z
Tensile Stress
Tensile Stress
Flow Line
(Relatively Short)
Compressive Stress
Elongation
Shrinkage
#(i +1)–roll
#(i +1)–roll
# i –roll
P
′
5
P
′
4
P
′
3
P
′
5
P
′
4
P
′
3
P
′
2
P
′
1
P
′
2
P
′
1
(0′ )
(0)
(0)
P
1
P
1
P
2
P
2
P
3
P
3
P
4
P
4
P
5
P
5
X
X
Z
# i –roll
Flow Line
(Relatively long)
FIGURE 11.3 Mechanism of occurrenceoflongitudinal elongation and shrinkage of metal strip.
Roll Forming Handbook11-4
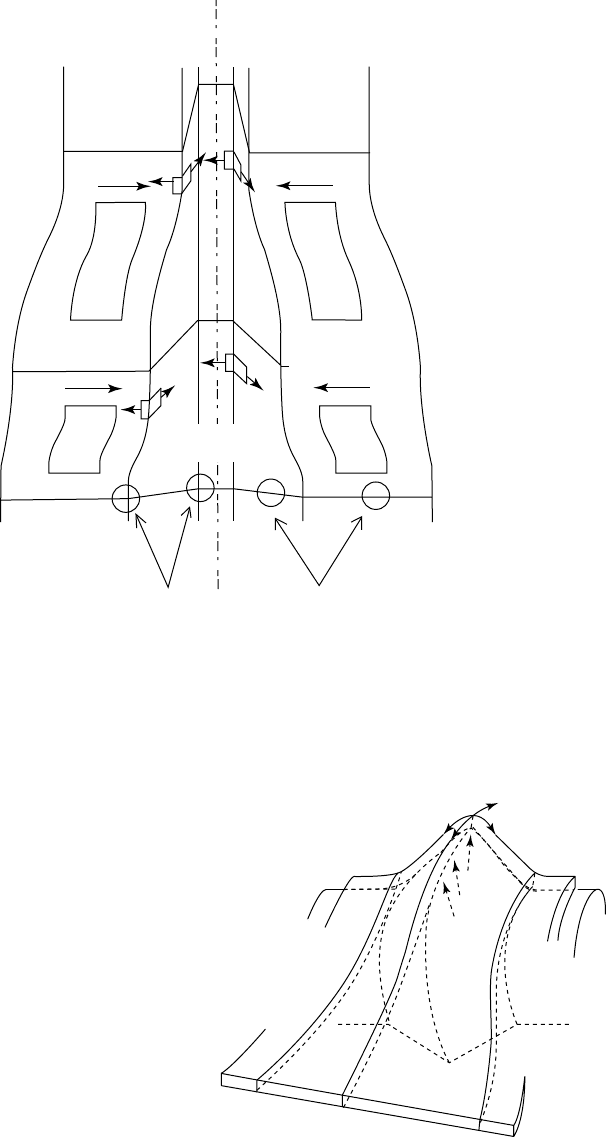
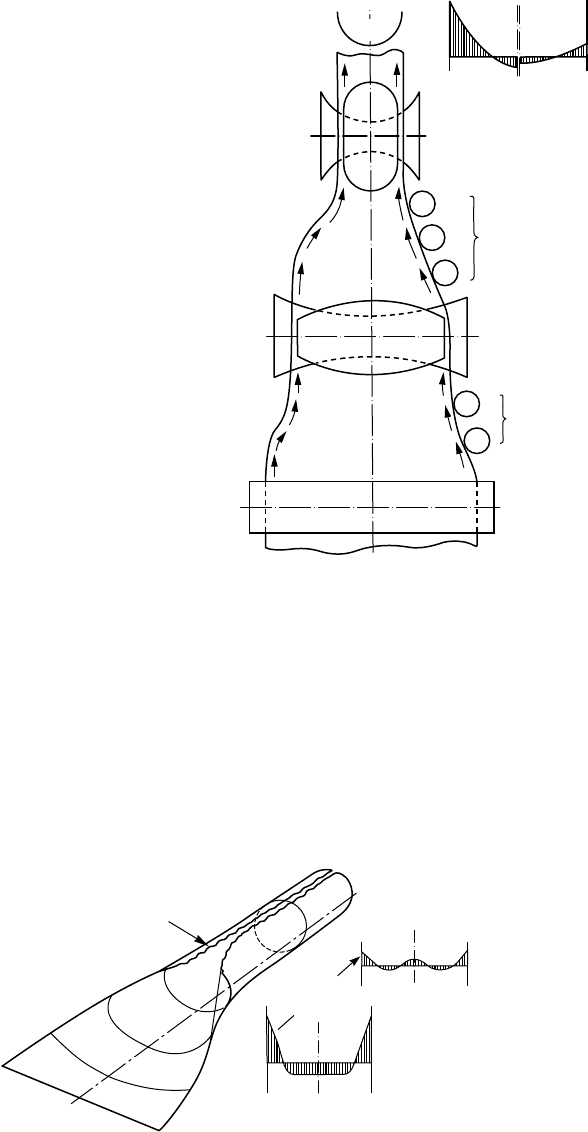
11.2.3 Longitudinal Bending or
Bending Back
When ametal strip enters into arollgap,each
portion of the strip moves along individual
spatial flow lines, respectively inclining in the
longitudinal direction. Some of those flowlines
are close to the peripheryofthe convex roll and
others are close to that of the concave roll
(Figure11.6). For example, at the breakdown
formingpassesfor ERW(electricresistance
welded) pipes, both edge portions of the strip
usually enter the roll gaps along the flow lines
closetothe concave rolls, while thecenter
portion of the strip flows into the roll gaps
along the convex rolls.
Thus, each portion of the strip is bent in the
longitudinal direction before entering into the
roll gap and they are bent back to alongitudinal
straight shape at the center or exit side of the roll
gap.This repeated longitudinal bending and
Corner Portion Not-Formed
(Flat) Portion
Transversal
Tension
Transversal
Shifting
FIGURE 11.4 Mechanism of generation of transversal tensile forceacting to metal strip.
Bulging of Corner
Forming
Force
FIGURE 11.5 Bulging deformation of corner portion of
product.
Behavior of Metal Strip During Roll Forming 11-5
bending back is especially extensive at the edge portion of the strip.The repeated longitudinal bending
and bending back under the longitudinal tensile force(or tensile stress), which is usually hig hatthe edge
portion, contributes to the longitudinal elongation. The effect is similar to the progressive elongation of
metal strips subjected to roller leveling.
11.3 Effects of Redundant Deformations on Product Defects
The redundantdeformations significantly influence the transversal bending of the strip necessaryto
achieve the required cross-section of the product. They also affect stresses and strains induced in metal
strips, springback deformations after forming ,and the distribution of residual stresses in the products.
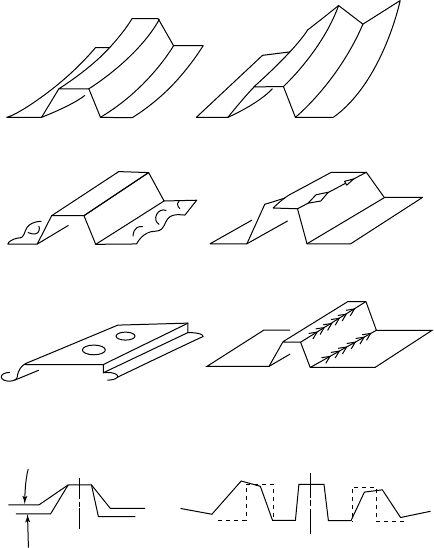
In other words, the redundant deformations cause avarietyofdefects in the products, such as
longitudinal bow, camber or twist, edge wave,center (or pocket) wave, herringbone effect, thinning,
cracking,splitting, flare (distortion of cutoffend), and dimensional inaccuracy (Figure11.7).
The mechanisms of the occurrence of these defects are summarized in the following sections.
11.3.1 Longitudinal Bow and Twist
Longitudinal bow, camber,and twist are the most frequent defects in narrowroll formed products. As
shown in Figure 11.8,these defects are caused by nonuniform transversal distribution of the longitudinal
membrane strain, or in other words, the nonuniform longitudinal elongation and shrinkage of the strip.
This nonuniformity is one of the fundamental characteristics of deformation of the strip during roll
forming.The magnitude and direction of bow, camber,and twist followthe variation in the distribution
pattern of the membrane strain (Figure 11.8).
The transversal nonuniformity of the longitudinal membrane strain is moreorless inevitable. It
cannot be avoided whereflat metal strips are roll formed into products with cross-sections having heights
(depths) and widths different from those of flat metal strips. Therefore, in roll formed products, the
longitudinal elongation or shrinkage will not become uniform in the transversal direction. This is an
inevitable phenomenon related to 3-D deformations of the strips during roll forming.
However,the magnitude of longitudinal membrane strain can be reduced and its unavoidable
transversal nonuniform distribution can be rendered ineffectual by using proper conditions, in terms of
number of rolls, roll profiles, roll positions, pass line, horizontal (between-stand) distance, and others.
Therefore, the longitudinal bowcamber and twist can be prevented or at least reduced by the following
methods:
Longitudinal
Bending Back
Flow Line
Longitudinal
Bending
FIGURE 11.6 Mechanism of occurrenceoflongitudinal bending of metal strip.
Roll Forming Handbook11-6
1. The appropriate number of passes should be used (Figure11.9). When the number of passes is too
small, the amount of transversal bending deformation caused by each pair of rolls tends to become
excessive. In such cases, the strip is bent too much and too abruptly in the transversal direction, and some
portions of it, such as the flange portion and edge portion are forced to rise steeply.Consequently,the
difference between the spatial length of their flowlines and that of others becomes large. This causes
enlargement of the nonuniformity of the longitudinal membrane strain distributing in the transversal
direction.
If an adequate number of passes are used, then the strip is formed gradually and the longitudinal
membrane strain can be reduced to an ineffective level.However,when too manypasses are used, the cost
of the forming mill, the tooling,and the setup time will be unnecessarily increased.
Various methods havebeen proposed to determine the appropriate the number of rolls. However,
most of them havebeen based on experience, rough approximation, and assumptions.
In recent years, some mathematical models of rollforming wereproposed and computer-aided
simulation techniques weredeveloped for investigating the deformation characteristics of metal strip in
roll forming processes. By using such techniques, the overall behavior of the longitudinal membrane strain
which occurs in the strip can be analyzed and evaluated much more exactly and consistently than before.
As the mathematical models and simulation techniques become moreadvanced, the effects of the
number of rolls on deformation features of metal strips can be systematically analyzed, and the required
number of rolls can be better determined.
2. In addition to the number of passes, the roll profiles and roll positions should be checked. If
necessary, they havetobemodified to reduce the longitudinal membrane strain (Figure 11.10). When the
Warping (Bow)
Edge Wave (Buckling)
Center (Pocket) Wave
End Cross-Section
Corner Buckling
(Herring Bone)
Non-Uniform
Spring Back
Intermediate
Cross-Section
(End Effect)
Flare
Twisting
Cracking
FIGURE 11.7 Schematic illustration of defects of products.
Behavior of Metal Strip During Roll Forming 11-7
employed roll profiles and roll positions are not suitable for the smooth flowofeach portion of the strip,
the magnitude and nonuniformity of longitudinal membrane strain tend to increase. The influenceofthe
roll profiles and roll positions on the behavior of the longitudinal membrane strain is very complicated.
It is too difficult to clarify the relationships between them merely by trail and error.Toestablish those
relationships, investigation based on the mathematical theoryand application of the computerized
simulation technique is indispensable. The effects of rollprofiles and roll positions on the deformation
FIGURE 11.8 Relationshipbetween transvers al distributionoflongitudinalmembrane strain “ 1
xm
”and
longitudinal warp or twist of product; (a) longitudinal bow; (b) longitudinal twist.
Product' sCross-Section
Longitudinal Bow
Longitudinal Membrane Strain
(+): Elongation
Width
( − ): Shrinkage(a)
(+)
(+)
(+)
( − )
( − )
( − )
Twisting
Longitudinal Membrane Strain
Width
(+): Elongation
( − ): Shrinkage(b)
( − )
(+)
Roll Forming Handbook11-8
featuresofmetal strips, especially on the behavior of the longitudinal membrane strain, can be predicted
consistently and systematically by utilizing the abovetechniques. As aresult, suitable roll profiles and roll
positions can be designed to reduce the longitudinal membrane strain.
3. Entryguides and intermediate guides can be utilized effectively to reduce the longitudinal
membrane strain (Figure 11.11). Profiles and positions of such guides can be designed moreeasily than
those of forming rolls. Setting up the guides and changing the flowlines is relatively simple. At the same
time, they control the spatial lengths of the flowlines. As aresult, the magnitude of longitudinal
membrane strain is reduced and the undesirable effects of transversal nonuniformity can be minimized
or eliminated.
Membrane Strain
Case(a):
Case(a)
Case(b)
Web
Flange Flange
Case(b):
Entry Guide
Metal Sheet
By many
roll-stands,
By small number
of roll stands,
+
+
+
+
+
+
e
xm
e
xx
e
xx
e
xm
:Longitudinal
E
EE
H
H
E
E
E
C
C
C
(+)
( − )
FIGURE 11.9 Effect of number of roll stands on the magnitude of “ 1
xm
: ”
+
(+)
(+)
(+)
(–)
(–)
(–)
+
+
+
+
+
+
+
+
+
+
+
E
E
E
E
E
E
E
E
E
E
E
E
H
H
H
C
C
C
C
C
C
e
xm
e
xm
e
xm
FIGURE 11.10 Effects of roll profile and roll position on transversal distribution of “ 1
xm
: ”
Behavior of Metal Strip During Roll Forming 11-9
11.3.2 Edge Wave
The edge wave,caused by asortofelastic or
elastoplastic buckling,isafrequent defect. It
takes placenot only in finished products, but also
in semiformed metal sheets moving from one
pass to the next. It reduces product qualityand,
in some cases, makes it difficult to maintain a
suitable roll forming operation.
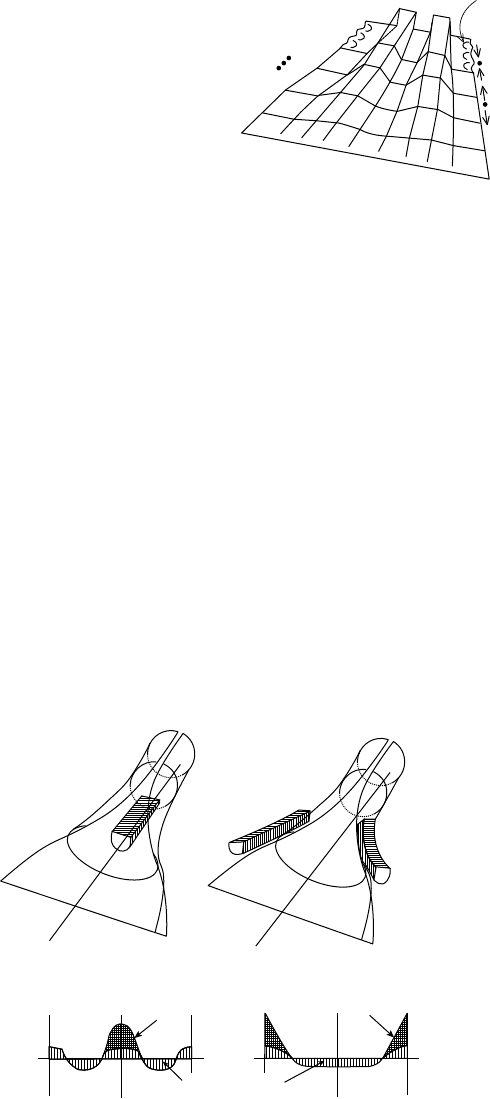
In the manufactureofERW pipes and tubes,
thecompl etepreve ntionofedgewaveis
important.Once edgewavetakes place, for
instance, at the breakdown pass or fin pass
forming stage, complete and reliable welding of
the edges becomes verydifficult or impossible
(Figure11.12). Therefore,toobtain agood weld,
edge waveshould be prevented.
Edge wavesare also frequently observedduring
roll forming of wide floor decks, sidings, and roof
decks formed from thin metal (Figure11.13).
The edge wave is caused by excessively large
longitudinalmem branestrain, whichoccurs
locally at the edge portion of the coil. When, as
aresult of small thickness or the geometryofthe
cross-section, large edge elongation is unavoid-
able and the longitudinal stiffness of the edge
portion of the partially or fully formed product is
small, edge wave tends to occur.
Edge wave is caused by elastic or elastoplastic buckling.The mechanism that creates the buckling is
very simple. In general, at the initial stage of forming,the longitudinal elongation inevitably takesplaceat
the edge portion of the strip,because the edge portion has to moveboth in the vertical and transversal
directions. Additional elongation takesplacewhen the edge portion enters the roll gap.However,the
elongated edge portion must shrink again when it exits the roll gap,because the longitudinal length of
each portion of the semiformed strip or product should be equal to keep the product straight. When the
local edge elongation becomes excessive, it becomes very difficult or impossible for the elongated edge
+
+
+
+
+
Forming Roll
E
1
E
1
e
xm
E
2
E
2
C
C
(+)
( − )
Forming Roll
EntryGuide Roll
Guide Rolls
Guide Rolls
FIGURE 11.11 Modification of flow lines by guide rolls
for reducing “ 1
xm
: ”
Stage II
Stage II
Shrink
Stage I
Stage I
E
E
EEC
EEC
C
Edge Buckling
(Edge Wave)
e
xm
e
xm
FIGURE 11.12 Schematic illustration of edge buckling (edge wave) taking place during roll forming of ERWpipes.
Roll Forming Handbook11-10
portion to shrink smoothly.Insome cases, at the
exit of the roll gap,the compressive stress acting
upon the edge portion exceeds the critical value
and, as aresult, buckling (edge wave)occurs.
To preventedgewav e, thelongitudinal
elongation of the edge portion should be reduced
below the critical value by using asufficient
number of rolls, roll profiles,roll positions, guides
andacorrect pass line. Effective simulation
techniques are available to find the required
number of rolls, their profiles and positions. One
helpful technique will be explained later.
Some other countermeasures can be taken to
prevent edge waves, as described below:
1. The first edge wave reducing/preventing method is called the “local heating method” (Figure 11.14).
The edge waves are caused by localized edge elongation, which is plastic deformation. Therefore, to
prevent edge waves, the contribution of the plastic deformation should be reduced by utilizing the effect
of thermal deformation induced by local heating of the strip.
Forinstance,ifthe edge portion is heated between roll stands, then the local thermal longitudinal
elongation (expansion) can be sufficiently close to the plastic edge elongation caused by the longitudinal
force. Owing to the thermal elongation, the plastic elongation of the edge por tion becomes relatively
small. Consequently,the magnitude of the plastic longitudinal shrinkage of the edge portion occurred at
the exit of the rollgap is reduced. Therefore,with the drop of temperature,the shrinkage of the edge
portion occurs smoothly and edge waves can be prevented.
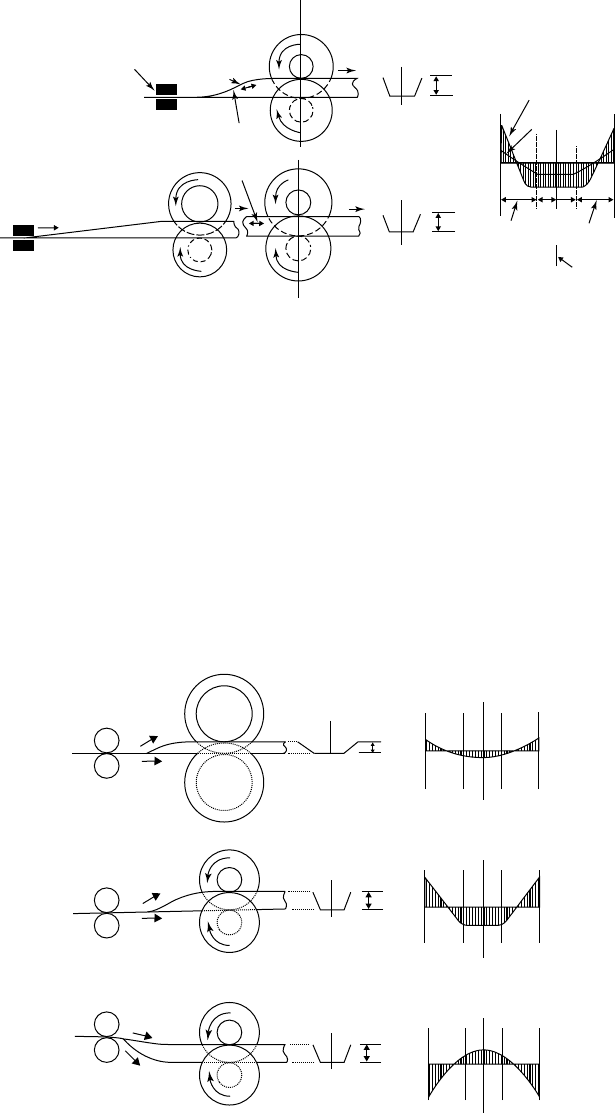
2. The second one is called the “preforming method.”Although the longitudinal edge elongation can
be reduced by using suitable rolls, it is almost impossible to prevent nonuniform elongation and
shrinkage completely.
In this method, metal coils are preformed by either a“roller preformer” or aspecial, frequently called,
“shape-correcting”leveler (Figure11.15). The roller preformer or leveler has several crowned rolls or roll
EntryGuide
# n − roll
#(n − 1)− roll
#2− roll
#1− roll
Shrink
Elongate
Edge Buckling
(Edge Wave)
FIGURE 11.13 Atypical edge wavewhich occurs in
products made from coils with large width and small
thickness.
(a) Center Heating
E
CC
EE
Reducing of Strain
Balancing of Strain
Plastic Strain
E
(b) Edge Heating
Heater
Heater
Heater
Thermal
Strain
Thermal
Strain
e
xm
e
xm
FIGURE 11.14 “Local heating method” for preventing edge wave.
Behavior of Metal Strip During Roll Forming 11-11