Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

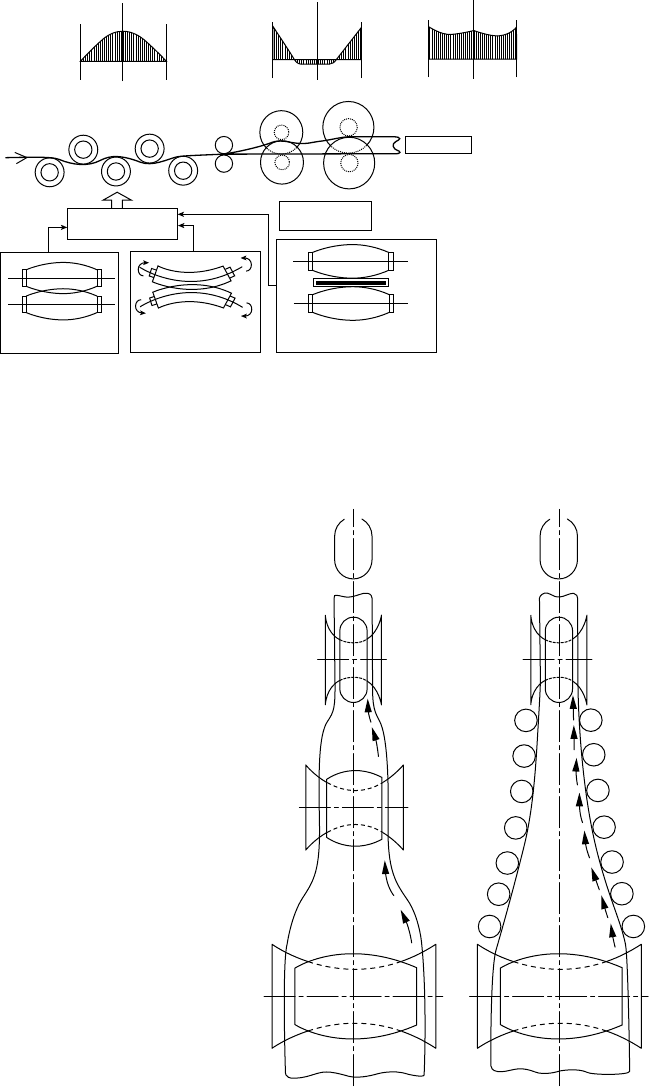
bendingsystems. Co ilspassing throughthe
preformer are repeatedly bent and bent back
longitudinally by the crowned or bent rolls. The
center and intermediate portions of the coilsare
subjectedtolongitudinal bending underthe
longitudinal tension because of utilization of
crown rolls or transversally bent rolls arranged in
azigzag. Thus,the centerand intermediate
portions of metalsheetsare longitudinally
elongated, whilethe edge portionkeeps its
original length. After preforming,metal strips
are formed by profile rolls into products, where
the edge portions are longitudinally elongated
much morethan other portions.
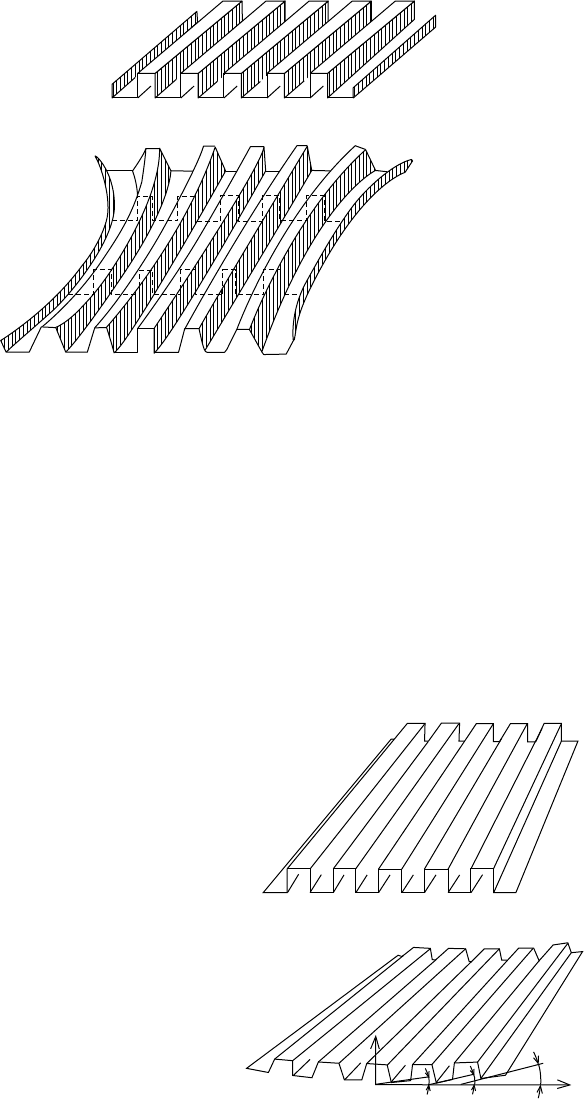
The longitudinal elongation at the preforming
stage is adjusted so that it compensates the
nonuniform lo ngitudinal elongation, which
occurs at the forming stage. As aresult, when
the longitudinal elongation due to the forming is
superposed upon the longitudinal elongation
caused by the preforming,the elongation of sheet
metal becomes almost uniform in the transversal
direction. Thus the cause of the edge wave
is eliminated andthe occurrenceofitis
prevented.
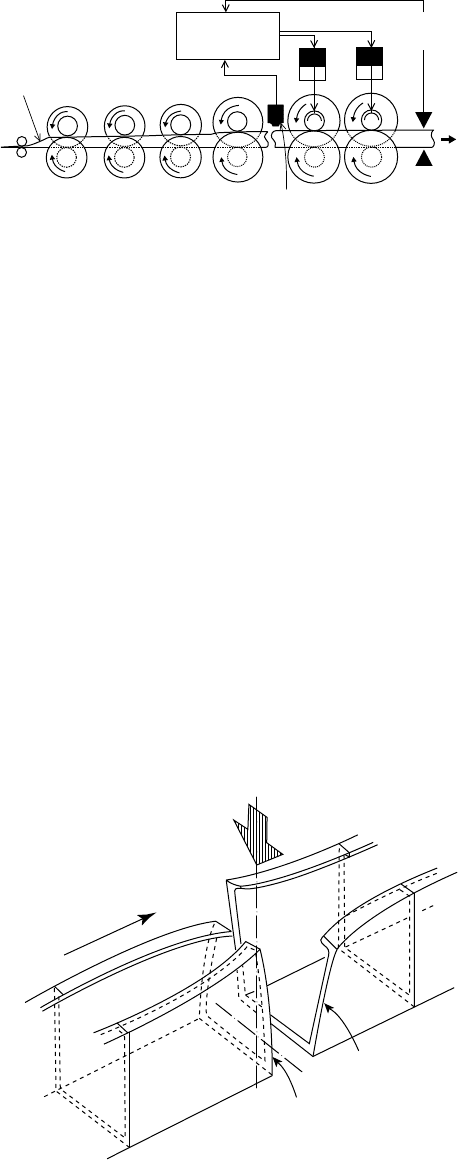
3. Thethird meth od maybecalledthe
“smoothing flow line method.”Inthis case, the
flowline of the edge portion is made as smooth
and shortaspossible by using guide rollsand
shoes (Figure11.16). During roll forming,the
edge portion is repeatedly bent and bent back in
the longitudinal direction under the longitudinal
+
+
+
+
+
+
+
+
+
+
+
(+)
(+)
(+)
( − )
E
e
xm
e
xm
e
xm
Metal Sheet
Preforming
Forming
Product
Crown Roll Roll Bending Partial Rolling
CE
E
+=
CE
ECE
FIGURE 11.15 “Preforming method” for preventing edge wave.
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Step Forming
(Main Roll)
Gage Forming
(Side Roll)
FIGURE 11.16 “Smoothingflow linemethod” for
preventing edge wave.
Roll Forming Handbook11-12
tensile stress. Especially when it passes through roll gaps, this repetition of forward and backward
bending becomes extensive and it contributes to the longitudinal elongation of the edge portion. It looks
likesthe longitudinal elongation of metal strip subjected to atension roller leveler.
This longitudinal bending can be effectively reducedbyadjusting the flowline to reduce the edge
elongation, and thus preventing edge wave.
11.3.3 Center (Pocket) Wave
Apocket wave (usually called “center wave”or“oil canning”) is caused by slight elastic buckling,which
occurs mainly at webs, flanges, and other nonbent portions of the cross-section. It is widely observedon
products that haveawide cross-section with comparatively low thickness, such as roofing, siding, deck,
panels, automotive components, garage, and other doors, as well as other wideproducts. Their webs and
flanges usually havelow stiffness against longitudinal buckling.
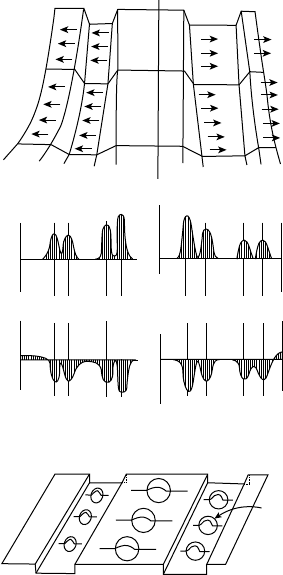
The mechanism of occurrenceofpocket wave can be explained as follows.
1. When metal coils are roll formed, the edge and intermediate portions are pulled toward the center of
the cross-section in the transversal direction. When they are pulled transversally,transversal tensile
stresses are induced in the metal strip.The transversal tensile stress induced in the center portion is larger
than those induced at the intermediate and edge portions. This is due to the fact that the transversal
tensile stress induced at one portion corresponds to the transversal force necessar yfor pulling the strip at
another portions. The portions of the strip,which become the bend lines (corners) of the products’ cross-
sections, are bent transversally under the influenceofsuch tensile stress. As aresult, the bend lines,
especially when they are located at the central
zone of the strip,are significantly elongated in
the transversal direction and, at the same time,
following to transversal elongation, they shrink
in the longitudinal direction (Figure 11.17).
When the bend lines (corner portions) shrink
in the longitudinal direction, the longitudinal
compressivestresses are induced in webs, flanges,
and other flat (nonbent) portions. When the
compressivestress is excessive relativetoeach
portion’s stiffness, elastic buckling takesplace
there. This buckling appears as pocket(center)
wave on the flat surfaceofthe product.
2. Another mechanism contributes to the
occurrence of pocket wave. When the corner
portions are bent transversally by the convexand
concave cornersofthe profile rolls, they elongate
in thelongitudinal direction as well as the
transversal direction. In such cases, each corner
portion deforms like astrip subjected to so-called
“bulge forming.”However,when the semiformed
strip comes out from the roll gap,the long-
itudinally elongatedcornerportions should
shrink in the longitudinal direction to alength
equal to the length of other portions, because all
portions of the formed straight cross-section
should havethe same length. When the elongated
bend line portions shrink, longitudinal compres-
sive stress is induced in other nonbent portions
PocketWave
e
ym
:Transversal Membrane Strain
e
xm
:Longitudinal Membrane Strain
Shrinkage Elongation
e
ym
e
xm
(+)
(A) (B) (C) (D) (E) (F)
(+)
( − )
( − )
ABCDEF
Transversal
Tensile
Force
FIGURE 11.17 Mechanismofoccurrence of center
waviness (pocket wave) (shrink model).
Behavior of Metal Strip During Roll Forming 11-13
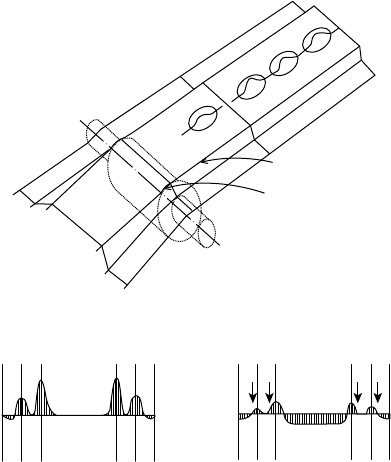
(Figure11.18). When compressivestress exceeds the critical value at the flat sections, longitudinal
buckling (center waviness) occurs.
The following countermeasures can prevent or minimize center waviness.
1. Excessive transversal elongation induces excessivelongitudinal shrinkage or elongation/shrinkage
at the bend lines. Therefore, the transversal tensile stress affecting the bend lines and the
transversal elongation induced there should be reduced. This reduction can be accomplished by
reducing the transversal shifting of each portion of the strip by making the roll gap as large as
possible. An unnecessarily small roll gap,through which the edge and intermediate portions of the
coil havetoshift in the transversal direction, mayincrease the localized transversal elongation of
the bend lines.
2. At the same time, the sequence for bending corner portions should be optimized. In general, the
corners of the center portion should be bent prior to those of the intermediate and edge portions.
Moreover, the amount of bending (deformation) necessaryfor making up the required
corners should be divided and allotted appropriately to sequential bending steps performed by
profile rolls.
3. In some cases, use of guide rolls and shoes is effective for promoting transversal shifting of the edge
and intermediate portions of the coil.
4. Moreover, decreasing the radii of the convexcorners of the rollsshould occur gradually,not
suddenly.The bending radii should not be too small at anypass. Small radii tend to induce
localized hightransversal elongation at the bend lines. Small radii also obstruct smooth transversal
shifting of the edge and intermediate portions.
11.3.4 Corner Buckling (Herringbone Effect)
Localized longitudinal elongation tends to occur frequently at corner portions when products haverather
wide cross-section and the material is thin. When these elongated corner portions shrink in the
longitudinal direction at the exits of roll gaps, in some cases, pocketwaves take placeatwebs, flanges, and
PASS II
PASS I
PASS IPASS II
A
A
B
B
C
C
D
D
(+)
( − )
(+)
( − )
E
E
F
FABC DEF
e
xm
e
xm
FIGURE 11.18 Mechanism of occurrenceofcenter waviness (pocket wave) (elongate/shrink model).
Roll Forming Handbook11-14
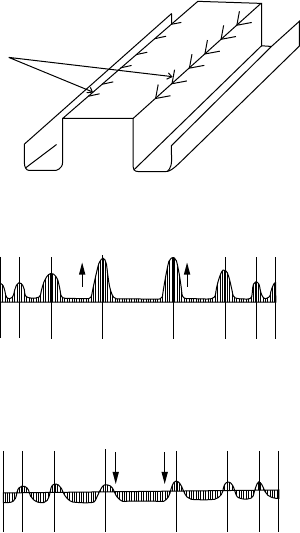
other flat (nonbent) portions.This happens
when the stiffness of those portions is relatively
low.When their stiffness is relatively highand
that of the corner portions is comparativelylow,
corner buckling deformation takes placeatthe
corners and adjacent areas (Figure 11.19). This is
asortofplastic shear buckling and small waves
appear periodically along the corners. Generally,
each waveinclines to the longitudinal direction,
hencethe term “herringbone”waviness. This
incl inationiscausedbythe shearbuckling
deformation.
To prevent corner buckling (herringbone
effect), similar precautions must be taken as in
the case of pocketwaves. The most important
objective is prevention of excessive longitudinal
elongation at corner portions by supporting and
enhancing the transversal shifting of the edge and
intermediate portions of the coil.
11.3.5 Edge Cracking and Splitting
When the transversal tensile stress or elongation
exceeds the critical value at the corner portions of
the cross-section, cracking or splitting of metal
takes place there. This kind of cracking or
splitting is often observedincases wherethe
coil is wide, the material is thin, and the product
hasmanysharp corners; this situation is
aggravated if the metal has poor formability.
Again, the countermeasures necessar ytoprevent cracking and splitting are almost the same
countermeasures for preventing pocket waves and corner buckling.
11.3.6 Nonuniform Springback Deformation of Panels
When strips are roll formed, they are subjected to various redundantdeformations, as well as transversal
bending. This means that the strips are bent transversallyunder the influencesofthe additivetransversal
and longitudinal tensile (or compressive) strains and stresses. Those influences are clearly observed when
springback deformations of formed sheet metals take place.
The transversal and longitudinal membrane strains and stresses usually affect the transversal
springback deformation of thestrip significantly.The sh apeofthe productchanges in
correspondencetothe amount of membrane strains and stresses. In general, the membrane strains
and stresses, irrespectiveofwhether they are tensile or compressive, significantly reduce the amount
of springback deformation, which takesplacefollowing transversal bending. For instance, if the
transversal or longitudinal membrane strain is sufficiently large, then the springback deformation
becomes zero.
When wide coils are formed into roof decks, sidings, and similar products, transversal tensile strain is
induced at everycorner of the cross-section. However,the transversal tensile strain induced at the corners
located at the center portion of the panels is usually larger than that induced at the corners located at
intermediate and edge portions. This means that the amount of springback deformation, which takes
placeatthe corners at center portion, is smaller than that at the corners at intermediate and edge
Corner Buckling
A
A
At roll gap
BC DEFGH
A
At exit
BC DEFGH
B
CF
Longitudinal Membrane Strain
Elongate
Shrink
G
H
DE
e
xm
e
xm
FIGURE 11.19 Mechanism of occurrenceofherring-
bone effect (corner buckling).
Behavior of Metal Strip During Roll Forming 11-15
portions. In other words, the amount of springback deformation at the edge portion is expected to be
larger than those at other portions. Thus, nonuniform springback deformation takesplaceinthe
transversal direction (Figure11.20).
Nonuniform springback deformation causes dimensional inaccuracy and, in some cases, cross
(transversal) bow (Figure11.21). Flare like this is inevitable; therefore, the rollprofiles should be designed
by taking such nonuniform springback deformation into consideration.
Similar problems and defects in products are observedwhen precut sheets are roll formed. In these
cases, the front and tail ends of the strip are transversally bent without the influence of effects of
restrictionsimposed by neighboring rolls. They
are formed (i.e., transversally bent) under the
effects of longitudinal and transversal stress and
strains smaller than those for the longitudinal
midportion of the strip.Atthe front and tail
ends (entryand exit ends) of the strip,the
longitudinal stress is released, because those
ends are not clamped (held) simultaneously by
neighboring profilerolls. On the other hand, the
midportion of the strip is formed under the
restriction imposed by the simultaneous clamp-
ing of plural pairs of profile rollsarranged in
tandem.
Therefore, in general, the amount of spring-
back deformation at the entryand exit ends of
cutoffmetal sheet is larger than that of the
midportion. This difference causes the longitudi-
nal nonuniformityofheight and width of the
product’scross-section.
The longitudinal nonuniformity of the spring-
back deformation maybereduced or eliminated
by usingagapcontrol systematseveral
stands, installed at the final stage of forming
After Spring Back
Before Spring Back
FIGURE 11.20 Schematic illustration of flare (nonuniform springback deformation).
q
1
< q
2
< q
3
FIGURE 11.21 An example of flarecausing cross-bow.
Roll Forming Handbook11-16
(Figure11.22). At these stands, the roll gaps are adjusted to be small when the entryand exit ends of the
sheets are formed, and are slightly opened when the midportions are formed. The small roll gap enhances
the restriction imposed upon the top and bottom ends of metal sheet by the rolls and, consequently,the
amount of springback deformation is reduced. Thus, the longitudinal nonuniformity of springback
deformation is corrected and the geometrical inaccuracy of productisimproved.
The sequence to adjust the roll gap should be studied and decided upon by taking into account the
geometryofthe product’scross-section, the mechanical properties of the strip,the number of available
stands, and other forming conditions.
11.3.7 Flare After Cutting to Length
When roll formed products are cut offinto pieces after forming,the entryand exit cross-sections of each
pieceare frequently flared due to springback deformation. In manycases, the distortion of both ends
exceeds tolerance. The mechanism of occurrence of this springback distortion of cutoffends can be
explained as follows.
Springback distortion is mainly caused by the residual shear stress distribution in the thickness
direction at the edge and intermediate portions of product’scross-section. As shown in Figure11.23,
the strip especially its edge portion, usually enters into the rollgap along the flowline, which is the
lead-in partofthe concave roll. The lead-in partofthe rollsguide the semiformed strip into the roll
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Process
Controller
Servo
Actuator
Shape
Meter
Speed Meter
Forming Roll
Metal Sheet
FIGURE 11.22 Conceptual illustration of aroll gap control system for preventing flare in sheet fed lines.
Tail End
Cut-Off
Lead End
Forming
Direction
FIGURE 11.23 Flare of cutoffends.
Behavior of Metal Strip During Roll Forming 11-17
gap,asshown in the figure,althoughthe section
is wider than that of the roll gap.Owing to the
flowline following the shape of the concave roll,
shear deformation occur in the longitudinal
section of the edge por tion of the strip.This
shear deformation takes placesothat the outer
layer of the strip,which is close to the surface of
the concave roll, enters the rollgap faster than
the inner layer,which faces the surface of the
convexroll (Figure 11.24). However,atthe exit
end of the rolls, the inverse shear deformation
occurs. As aresult, all of the layers of metal
sheet havetocome out simultaneously and
straight in the longitudinal direction. This shear
deformation at the entrystage and inverse shear
deformation at the exit stage generate residual
shear stress in the metal sheet, especially at the
edge portion.
When the formed product is cut offinto
pieces, the released residual shear stress distorts
the entryand the exit ends of the formed
products. In general, aspringback deformation
(flare)takesplace, and, as aresult, the shape of
the product changes from the present state to
the previous state. Therefore, both ends of the
product tend to deform from the present state
wherethe inverse shear deformation is finished
to the previous state where they weresubjected
to the shear deformation at the inletting stage.
That is, the state of deformation wherethe edge
portion, and sometimes the intermediate por-
tion, rounds to the concaveroll.
Thus, springback distortion (flare) of the
cutoffends takes place. It should be noted that
the distortion of the entryend and that of the
exit end usually occur in opposite directions. For
instance, as shown in Figure 11.24,the entryend
tends to distort to close the cross-section and the
exit endtends to open it. This interesting
characteristic of the springback distortion of
the cutoffends is widely observed.
To prevent or minimize the flare springback
distortion of the cutoffends, the methods of (a)
“overbending andbending back”and (b)
“inversebending by inner rolls”are used.
1. By the “overbending and bending back”
method, the excessivetransversal bending (over-
bending) is applied to the corners (bend lines) of
the cross-section just before the final stage of
forming.Afterward, those corners are bent back
to the required shape or angle (Figure11.25).
g
,
g
,
g
Spring
Back
Spring
Back
Cut-Off
FIGURE 11.24 Schematic illustration of mechanism of
occurrenceofflare (distortion of cutoffends) caused by
reciprocal shear deformation in the longitudinal cross-
section.
Cut-Off
Bend Back
Required
Profile
Over Bend
q
q
q
q
q
FIGURE11.25 “Over bendingand bendingback”
method to prevent flare.
Roll Forming Handbook11-18
The residual shear stress accumulated in the
corner portions at preceding forming stages
is canceled by thesufficiently largeinverse
shear deformation given at the bending back
stage. Becauseofthis“over bendingand
bending back,”the springback distortion of the
cutoffends of the product can be reduced or
prevented.
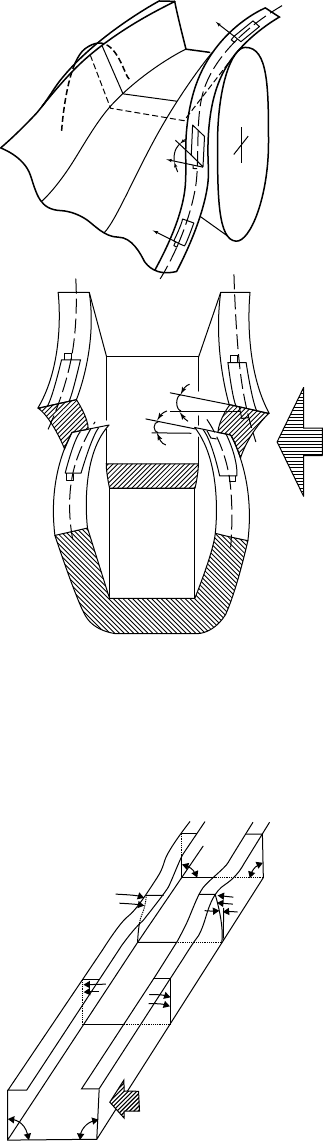
2. In the inverse bending method, as shown
in Figure11.26,the semiformed metal sheet is
bent transversally to the inverse (opposite)
direction by side rolls installed at the appro-
priate stage of forming process. The inverse
bending rolls can be used effectivelytogive
sufficiently large inverse shear deformation to
the metal sheet. The inverse shear deformation,
like the shear deformation given by the above
mentioned bending back method, cancels the
effects of the residual shear stress accumulated
in the preceding forming stages, and eliminates
thecauses of springback distortion of the
cutoffends.
11.4 Mathematical Simulation of the Deformation
of aMetal Strip
In the roll forming process, metal strips are continuously and progressively formed into products with
required transversal cross-sections and longitudinal shapes by aseries of profile rolls arranged in tandem.
In everyprocess, each pair of profilerolls plays aparticular role in forming the product’s cross-section
and shape.
Generally,the number of rolls and their contours are designed by taking account not only of the
geometrical intricacy of product’s cross-section, but also the dimensions and mechanical properties of
the metal strip to be formed. Moreover,the design of the rolls depends on the available forming passes,
adjustabilityofroll position, changeabilityofthe pass line, controllability of the roll gap,convenience of
the roll changing system, and other influencing factors.
Until now,veryfew investigations havebeen conducted on the methodologyfor atheoretical approach
to the design of rolls, pass schedules, equipment, and processes. This is par tly due to the fact that
deformation of the strip during roll forming is one of the most difficult and complicated deformations
for theoretical analysis. Therefore, for along time, the approach to rollforming technologyhas been
based on past experience and trial-and-error methods. As aresult, the details and theoryofdeformations
of the strip remainunclarified.
In ordertoremedy this situation, in recent years, the mathematical theoryofroll forming has been
actively investigated and has made remarkable progress. Computerized simulation techniques for
analyzing details of deformation features of the strip in the rollforming processes are now being
developed from various aspects. Furthermore,utilizing such simulation techniques, automated roll
design systems are also being developed. These techniques and systems are going to be used to make
diagnosis of rolls, equipment, processes and working conditions, determine the required modifications to
them, and discovermeasures to improveproduct quality. The outline of the most advanced simulation
technique and automated design system is explained in the following sections.
FIGURE 11.26 “Bending back by side (inner) roll”
method to prevent flare.
Behavior of Metal Strip During Roll Forming 11-19
11.4.1 Mathematical Expression of
Deformed Metal Strip
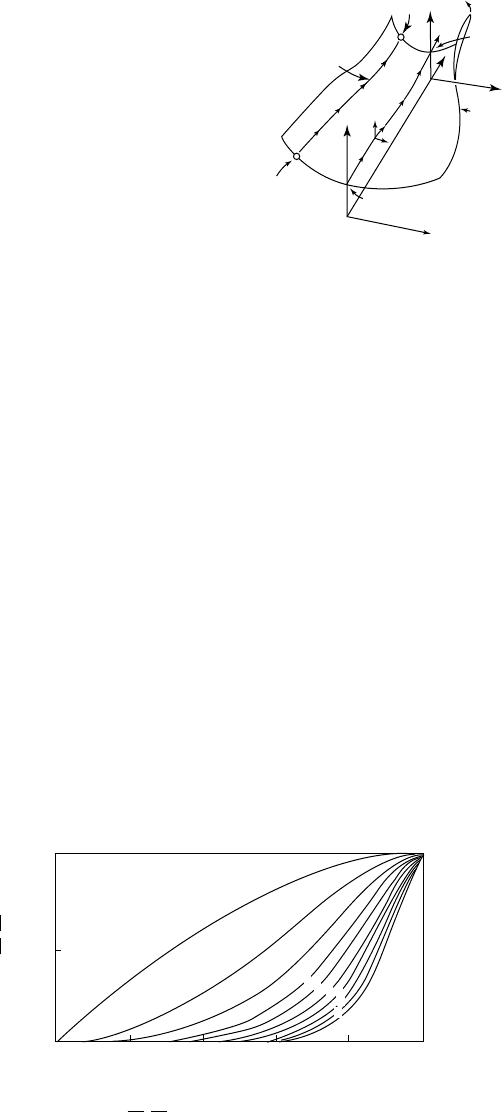
Figure11.27 shows the coordinate systems used
for the mathematical formulation and analysis as
well as atypical deformed curvedsurface of the
strip positioned between tworollstands. Here,
the ð X ; Y ; Z Þ coordinates represent the orthog-
onal coordinate system, which is fixed at an
appropriate position in the concerning space. On
the other hand, ð x ; y ; z Þ coordinates express the
curvilinearcoordinatesystemlocated on
theneutral curved surface of thedeformed
strip.The neutral curved surfacemeans the
curvedsurface,which is included in the middle
of the thickness of the deformed strip.Hereafter,
this neutral curved surfacewill be referred to as
the “deformed curvedsurface of the strip.”
The x -axis is defined as the horizontal axis and coincideswith the forming (longitudinal) direction. In
Figure11.27, X ¼ X
1
and X ¼ X
2
represent the positions of #(i )-roll stand, and # ð i þ 1 Þ -roll stand,
respectively.
To express the 3-D deformed curved surface of the strip between tworoll stands, anormalized function
S ð X Þ ; named as “shape function”isintroduced. Forthe present, S ð X Þ is tentatively defined by the next
equation.
S ð X Þ¼sin½ðp = 2 Þ · ð X
p
= L Þ
n
X
p
¼ X 2 X
1
; L ¼ X
2
2 X
1
ð 11: 1 Þ
Here, L is the (horizontal) distancebetween the tworollstands. The shape function S ð X Þ represents the
3-D pattern of spatial flowlines along which each portion (or element) of the strip movesfrom#(i )-rolls
to # ð i þ 1 Þ -rolls. It changes from 0.0 to 1.0 as X changes from X
1
to X
2
:
Figure11.28 shows the calculated cur vesof S ð X Þ : The value of S ð X Þ is afunction of aparameter “ n .” As
shown in this figure, the pattern of those curvesisremarkably affected by the value of “ n .” When “ n ”
is small, the value of S ð X Þ increases from 0.0 to 1.0 gradually as X changes from X ¼ X
1
at the location of
#(i )-rolls to X ¼ X
2
at the # ð i þ 1 Þ -rolls. However,when “ n ”islarge, S ð X Þ increases very slowlyatthe
initial stage, but approaches 1.0 very rapidly at the final stage, just beforethe # ð i þ 1 Þ -rolls. When S ð X Þ is
P
i
( X
1
, Y
1
,Z
1
)
X =(X
1
,#i -Roll
X = X
2
,#( i +1)-Roll
P
i + 1
( X
2
, Y
2
,Z
2
)
Neutral Curved
Surface of
Metal Sheet
Spatial Flow-Line
of an Element
of Metal Sheet
z
z
Z
x
x
x
x
y
y
X
Y
Y
FIGURE 11.27 The coordinate systems for analysis and
schematic illustration of the deformed curved surface
(deformed neutral surface in thickness direction) of strips
between #(i )and (i þ 1)-roll stands.
1.0
0.5
0
0.2 0.4 0.6 0.8 1.0
X = X
1
: S ( X )=0, S '(X )=0
X = X
2
: S (X)=1,S '(X )=0
L = X
2
- X
1
=Inter-Stand Distance
n:Parameter decided by the energy method
( X
1
/ L )(X
2
/ L )X/L
n >1
n =1
n =2
n =3
X
L2
S(X) =sin( ()
n
),
π
X
L2
S(X)
=sin( ()
n
)
π
4
5
6
7
8
9
10
FIGURE 11.28 Calculated curves of shape function “ S ð X Þ ”with different values of parameter in “ n : ”
Roll Forming Handbook11-20
used for actual analysis, the value of “ n ”isdetermined throughthe mathematical procedure based on the
so-called “energymethod,”wherethe value of “ n ”istheoretically searched so as to makethe total power
of deformation dissipated in the metal strip minimum.
Using the shape function S ð X Þ ; the deformed curvedsurface of the strip between #(i )-rolls at X ¼ X
1
and # ð i þ 1 Þ -rollsat X ¼ X
2
is expressed by the following equation:
X ¼ X ð x ; y Þ
Y ¼ Y
1
ð y Þþ½ Y
2
ð y Þ 2 Y
1
ð y Þ·Sð X Þ
Z ¼ Z
1
ð y Þþ½ Z
2
ð y Þ 2 Z
1
ð y Þ·Sð X Þ
X ¼ X
1
, X
2
9
>
>
>
>
>
=
>
>
>
>
>
;
ð 11: 2 Þ
Here,
Y
1
; Z
1
: Y and Z coordinates of the profile of # ð i Þ -rolls projectedtothe Y–Z plane, which is
perpendicular to x -axis at X ¼ X
1
Y
2
, Z
2
: Y and Z coordinates of the profile of # ð i þ 1 Þ -rolls projectedtothe Y–Z plane, which is
perpendicular to x -axis at X ¼ X
2
.
From Equation 11.2, the following relations are derived
When X ¼ X
1
; S ð X Þ¼0 : 0 ; then Y ¼ Y
1
ð y Þ and Z ¼ Z
1
ð y Þ :
When X ¼ X
2
; S ð X Þ¼1 : 0 ; then Y ¼ Y
2
ð y Þ and Z ¼ Z
2
ð y Þ :
These relations show that Equation 11.2 is formulated on the following assumptions concerning the
boundaryconditions.
1. The cross-sectional profile of semiformed strip at each rollgap center (roll position, X ¼ X
1
and/or X ¼ X
2
)coincides with the roll profile, respectively.
2. Everyportion of the strip passes by the roll gap center ( X ¼ X
1
and/or X ¼ X
2
)
along ahorizontal flowline.
11.4.2 Incremental Treatment of Steady-State Deformation
of Moving Metal Strip
Hereafter,the deformed curvedsurface of the strip between the adjacent two rollsstands is denoted
as D.C.S. (deformed curved surface). The general mathematical expression of D.C.S. is described
by Equation 11.2. However,Equation 11.2 expresses only the approximated 3-D shape of the semiformed
strip without providing anydetails about the deformation features of it.
During rollforming,the metal strip is subjected to aso-called “steady-state deformation.”That is to
say, between everyforming stand, each portion of metal strip is considered to move from #(i )-rolls to #
ð i þ 1 Þ -rolls along D.C.S. On the D.C.S., everyportion of the strip is bent, bent back, elongated or
shrunk in various ways, under the complicated influence of working conditions. In order to calculate
the stresses and strain occurring in the moving strip,the deformation of those portions should be
analyzed incrementally by taking account of various mechanical constraints acting on them while they
move (or flow) along D.C.S.
In ordertoperform an analysis like this, an incremental method is introduced, where the deformation
of astrip having an original length of D ‘
o
and width equal to the original strip width, is followed up and
analyzed (Figure11.29). The strip is considered to move from #(i )-rolls to # ð i þ 1 Þ -rollsand deform
along D.C.S. Here, the following assumptions and mechanical restrictions acting on the sheet strip are
introduced.
1. At everyforming stage from#( i )-rolls to # ð i þ 1 Þ -rolls, the front (entryside) and rear (exit side)
cross-sections of thedeformed stripare respectively included in theplaneswhich are
perpendicular to x -axis.
Behavior of Metal Strip During Roll Forming 11-21