Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

maintenanceprocedure. Even when the maintenance is finally scheduled, it is often postponed
because of urgent orders or production delays caused by lack of maintenance. In these plants,
attention is paid to the equipment only when it breaks down.
*
Even properly selected and well-maintained equipment can break down if it is used beyond its
capacityorabused by the operator.
10.4.4.2 Roll Forming Mills
The most common problems with rollforming mills are:
*
Misaligned shaft shoulders
*
Bent shafts
*
Lack of adequate lubrication
Other frequent problem areas are:
*
Poorly designed entryguides
*
Difficult-to-adjust straighteners
*
Inaccurately aligned side-rollstands
*
Worn-out bearings.
10.4.4.3 Uncoilers
Uncoilers usually present only afew problems.
The most common problems with uncoilers are misalignment; the mandrel of the uncoiler is not
perpendicular to the direction of the strip travel.
Usually problems withbrakes and other componentscan be easily prevented.
10.4.4.4 Presses
Good-qualityand well-maintained presses havealong service life. Nuts on the posts (resulting from a
design fault or inadequate installation) sometimes get loose. In mechanical presses the incorrect timing
of clutch and brake engagement/disengagement or liner wear can create problems.
As with all presses, the electrical, pneumatic, and hydraulic componentshavetobekept in good
operating condition.
10.4.5 Problems Caused by Tooling
Tooling is the most frequent cause for complaint in the industry. The main reason for the complaints
is that everynew section requires anew set of tooling which has to be designed, set up,and tested. Once
the tooling works properly,the subsequent problems are usually related to poor setup or incorrect
applications. Roll wear creates much fewer problems than tooling wear in most other metal forming
processes. Good tooling with good lubrication will last along time. Rolls can also be recut, especially if
the original tool drawings, updated after setup tests, are available.
Prepunching and cutoffdies usually haveagood service life, but periodical regrinding is required.
10.4.6 Troubles with the Know-How of the Workforce
Inadequately trained operators and maintenancepersonnel are the major shortcoming of the industry
and averycommon sourceofrollforming problems. Very few companies haveregular,good training
programs for their operators and maintenancepersonnel. Some companies incorrectly keep their
operators as “button pushers”and all other work is carried out by the overloaded setup personnel. This
hinders productivity, and fails to satisfy and motivate the operators. At other plants, the operators are
requested to set up the tooling without proper training and good setup charts. Lack of knowledge can
lead to problems, poor qualityand quantityofproducts, shorter equipment and tool life, and high
production cost.
Roll Forming Handbook10-34
10.4.7 Troubleshooting
It is often difficult to pinpoint the exact cause (or causes) of product qualityproblems because of the
manypotential contributing sources. When anew set of rolls is installed, it almost always requires some
minor modification to correct the usually unforeseen problems caused by the roll design. After the rolls
havebeen modified by the supplier or the customer,itisassumed that the new rollset will be able to roll
acceptable qualityproducts.
The troubleshooting and trouble prevention details described in this section are based on the
assumption that the original roll forming problems were corrected by the supplier and that since then,
(especially in the last run), acceptable qualityproducts havebeen manufactured.
It is strongly recommended to keep afew pieces of these acceptable qualityproducts in storeand to
identify them properly for future reference. Products are rejected far too often with claims that qualityhas
deteriorated in the last few yearsorsince the last run. Properly stored samples can prove whether deterio-
ration really took placeorpossibly customers are demanding better qualityproducts now than before.
Roll wear usually creates deviation from the specified shape or bend radii gradually over along period
of time rather than suddenly from one run to the next. However,some of the problems and solutions
described in Table 10.5 are also applicable for testing new sets of rolls.
It is relatively easy to prove or disprove whether the problems are in fact caused by the material or not.
Always retain afew hundred feet (or meters) of material from acoil that yielded good-qualityproducts.
Mark the coil as “proof coil” for the specific product and storeitinaseparate placefor futurereference.
Whenever aproduct problem arises that cannot be eliminated by applying the usual remedies (checking
roll gaps, shaft straightness, etc.), get the “proof coil” from storage and, with the correct setup,run afew
pieces fromit. If the product made fromthe “proof coil” is acceptable, then the sourceofthe problemis
the material selected for the new job.Ifnoacceptable product can be made fromthe “proof coil,”then the
problem is caused by some other factors (equipment, tool setup,etc.). New“proof coil” can always be put
aside whenever the product qualityisgood. Te st runs with these “proof coils”can eliminate lots of
production delays, problems, and arguments.
There are still manyother sources that can contribute to productqualityproblems even if the tooling
is good and the material suitable. As aresult, it is frequently difficult to pinpoint the exact cause(s).
The troubleshooter mayface an additional challenge if all the facts are not available. For example, it is
frequently claimed that no changes havebeen made sincethe last successful run. However,some changes
may have nevertheless occurred, such as changes in material specification, supplier,equipment, tooling,
or operator.Suchchanges that do not appear significant to the operator,maintenancepersonnel, plant
manager,purchase agent, or the material supplier might contribute significantly to the problems.
Troubleshooting is like investigating acriminal case, wherefacts and information havetobegathered,
evaluated, and conclusions drawn.However,incontrast to the criminal investigation, in roll forming ,
unsolved cases are unacceptable. Causes of problems that mig ht elude most people mayappear very
obvious to an experienced troubleshooter but still there are times when even an “expert” is frustrated by
efforts to pinpoint the source of the problem.
Figure10.38 and Table 10.5 list several frequently observedproblems, their possible causes, and
the steps to be taken to find and eliminate the sources of the trouble. Again, the table is based on
the assumption that the rolls produced the right qualityproduct in the past and that they havenot been
damaged, recut, or replaced.
10.4.8 Trouble Prevention
Manyroll forming problems and associated production delays, costly expenses, and arguments can be
headed offbyproper trouble prevention planning.
10.4.8.1 Product Design, Drawings, Tolerances, and Specifications
The first step to prevent problems is to train the product designers. The next step is to review carefully all
the documents issued to the plant by aperson who is knowledgeable in the capacityand capabilityofthe
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-35
SPRINGBACK
AFTER FORMING
BETWEEN
ROLLS
AFTER
FORMING
BETWEEN
ROLLS
OUT
IN
DIRECTION
OF ROLLING
OUT
OUT
(a) (b) (c)
(d) (e) (f)
(g) (h) (i)
(j) (k) (l)
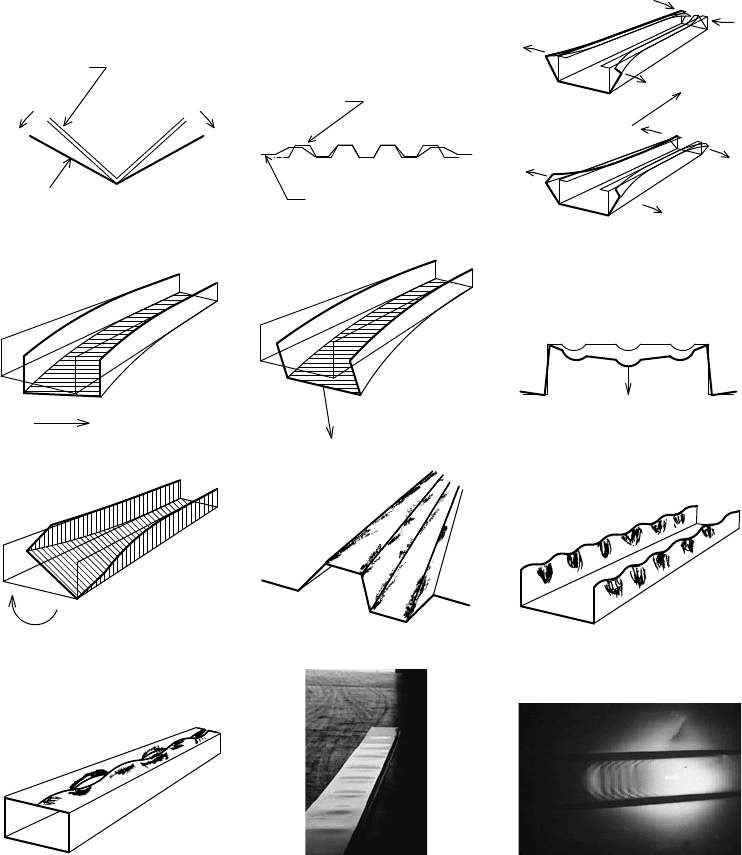
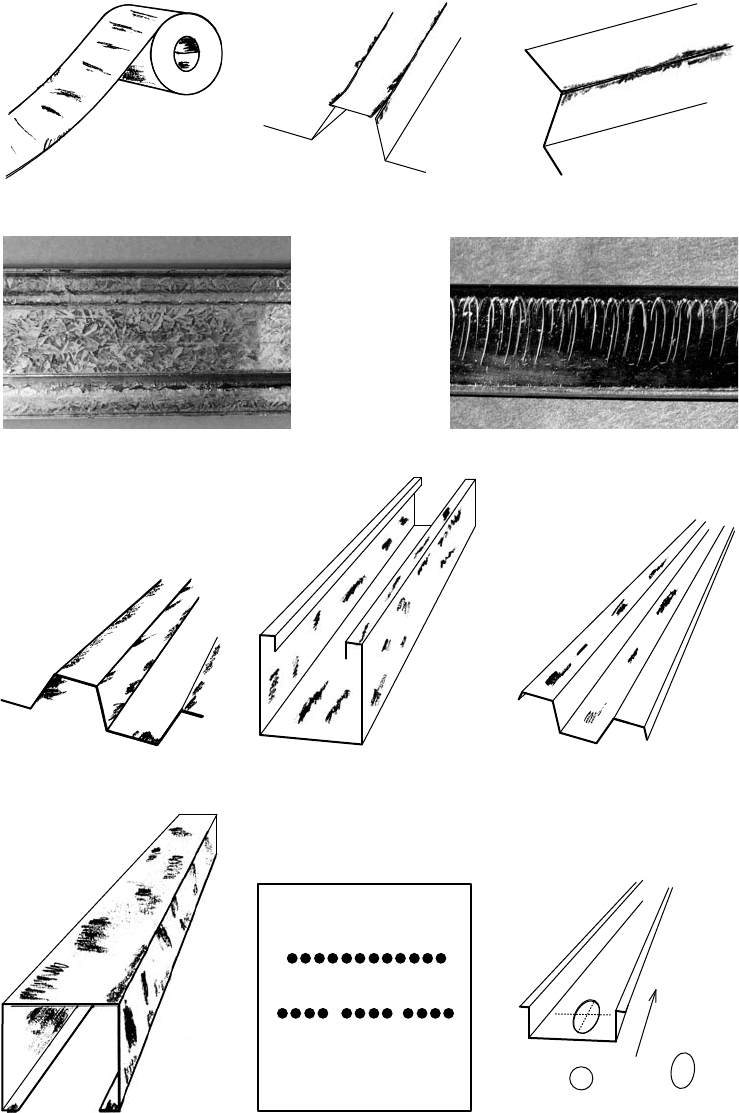
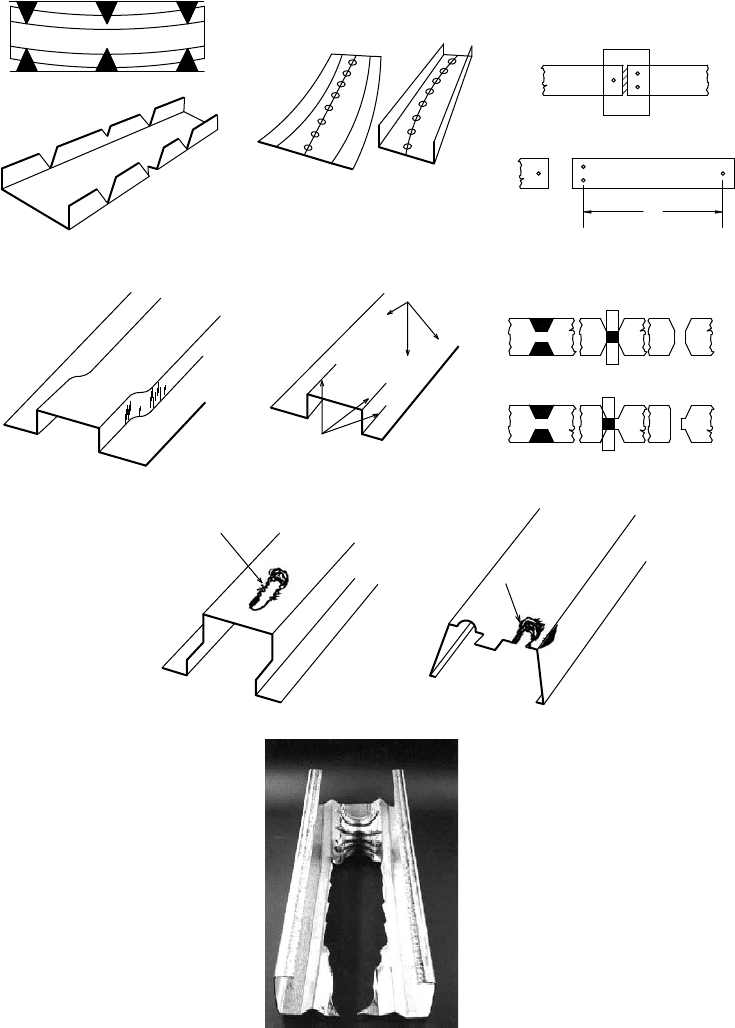
FIGURE 10.38 Troubleshooting guides (see also Table 10.5). (a) Springback; (b) Nonuniform springback; (c) Flare;
(d) Camber (sideways); (e) Bow (up or down); (f)Cross-bow;(g) Twist; (h) Herringbone; (i) Edge waviness; (j) Edge
waviness; (k) Center waviness; (l) Ripple; (m) Coil break; (n) Cracked material; (o) Cracked coating; (p) Peeled
coating; (q) Shinystreaks; (r) Surfacedeficiency;(s) Surfacedeficiency;(t) Surfacemarks (repeated); (u) Gear chatter
marks; (v) Uneven gap between prepunched hole patterns; (w) Hole elongation; (x) Notches offbend lines;
(y) Prepunched holes offcenterline after forming; (z) Hole-to-hole distance depends on the cut-to-length accuracy;
(aa) Section reshaped by cutoffdie; (ab) Section reshaped by cutoffdie; (ac) Cutoffdoes not match prenotch;
(ad) Hole deformed by pick-up pin; (ae) Section deformed by pick-up mechanism; (af)Section deformed by the
punch stuck in the die.
Roll Forming Handbook10-36
(p) (s)
(q) (r) (t)
(u) (v) (w)
SPECIFIED
ACTUAL
DIRECTION
OF
ROLLING
ACTUALSPECIFIED
(m) (n) (o)
FIGURE 10.38 Continued.
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-37
SHARP
RADII
LARGE
RADII
NOT MATCHING
MATCHING
PRE-
NOTCH
CUT
OFF
CUT
ENDS
(aa) (ab) (ac)
(ad) (ae)
(af)
(x) (y) (z)
PRE-
PUNCHED
ROLL
FORMED
CUT OFF DIE
FIGURE 10.38 Continued.
Roll Forming Handbook10-38

TABLE 10.5 Troubleshooting of Material, Equipment, and Tooling that Performed Properly in the Past
(Figure 10.38)
Problem Possible Causes Check/Eliminate/Prevent
Length tolerance Length measuring unit
(mechanical)
Loose components of flag switch, positivestop,pick-up
pin, connecting rod, or other items. Tighten all loose
nuts, or replace worn parts
Length measuring unit
(digital encoder)
Encoder wheel worn (product shorter). Adjust
electronically
Pick-up and dirt on the wheel (product longer). Clean it
Wheel worn at one side (shaft is not parallel to the
surface). Adjust
Runs at an angle (skewed) to the direction of forming.
Correct angle
Wheel jumps when product vibrates (effect of cutoffor
punching). Eliminatejumping
Encoder located at the entryside and the product
stretches during roll forming (product longer).
Relocate encoder
Shaft of the encoder wheel is bent. Replace it
Electric/electronic problems
Other electric/electronic
sensor
Incorrectsetup,distance, angle, location, loose installation
or electric/electronic problems
All length sensing units Incorrectdata entered by the operator (e.g., into the
encoder control)
Incorrectlocation of amechanicaldevice (e.g., flag switch,
positivestop)
Mechanical presses Press does not stop at top dead center (TDC)
Worn clutch or brakelining
Inadequate air volumeorpressure to operate the clutch
and brake
Problem with pneumatic accessories or valves
Pneumatic presses Insufficient quantity or lowpressure air
Problems with valves
Incorrecttiming or electric/electronic components
Improperly set stroke
Leaking hoses and other components
Hydraulic presses Hydraulic system problem (pressure, volume, problems
with valves or other components, low pressure in the
accumulator etc.)
Leaking hoses and accessory components
All presses If the number of strokes per minute is set above the
recommended maximum, then the system or individual
component(s) cannot keep up with the demand
Die rails (for flying dies) Lack of lubrication
Dirtbetween the sliding parts
Incorrectly set sensors
Die accelerator Speed is not adjusted to match the speed of the strip or
product
Die is not completely back in the home position
Loose component
Can be pneumatic,hydraulic, mechanical, or electrical
problem, depending on the typeofaccelerator
( Continued)
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-39

TABLE 10.5 (Continued)
Problem Possible Causes Check/Eliminate/Prevent
Length tolerance
(continued)
Straightener Speed of the product can be reduced or varied by
incorrectly installed or too tight straightener
Entryguide Can have the same effect as the straightener,especially if
the product width is changing or if heavyburr creates
friction in the entryguide
Roll forming mill Bent shaft(s) can create apinch point and aloose point
with each revolution. This will influencethe speed of
the product
Depending on the roll design, passes set to different gaps
can accelerate or decelerate the speed of the strip,which
can influencelength tolerance
Bad bearings may act as continuous or intermittent brakes
Lubrication: uneven application of lubricant can
contribute to fluctuatingline speed
Uncoiler Worn or incorrectly set brakecan change the strip speed at
each revolution of the uncoiler (not critical when
positivestop is used)
Overtightened uncoiler arms (making atriangular or
rectangular shape from the round coil)can varythe line
speed (not critical when positivestop is used)
Other operations in the line Nonuniform braking of the strip/product by the secondary
operation
Operator Incorrect setup
Incorrect setting of gap between rolls
Incorrect setting of press, sensor,die accelerator,uncoiler
brake
Cross-section Whereisitmeasured If it is checked at the cut ends, the method of cutting
(e.g., saw) or cutoffdie or flare may change the cross-
section (end cross-section will be different from the
uncut cross-section). Check section away from cut
ends or notches
Setup Check setup against the proper setup chart
Check roll gap at each pass
Check tracking of bend lines
See also “Springback” and “Flare”
Roll forming mill Incorrect shoulder alignment (it is veryfrequently the
source of the manyproblems)
Check for bent shaft. Bent shafts usually create repeatedly
changing dimensionswhere the change happens at
distances of about everythree times the roll diameter
Tooling Wear does not create sudden change in the cross-section
unless worn, chipped or broken tools are recut or
replaced
Wear usually (and slowly) increases bending radii
Material Change in the mechanical properties (see also
“Springback”)
Significant change in material thickness
Cross-bow in the material (especially in heavygages)
Deviation from straightness or flatness can induce
waviness
Waviness can influenceangles (depending on where is it
measured)
( Continued)
Roll Forming Handbook10-40

TABLE 10.5 (Continued)
Problem Possible Causes Check/Eliminate/Prevent
Cross-section
(continued)
Entryguide Improperly set entryguide opening
If it is too wide, then the material can wander between
the operator and drivesides
If the opening width is correct, but the entryguide is
positioned too far to the operator side or to the drive
side of the mill
Straightener Incorrectly set or remachined straightener can deform
cross-section
Springback
[Figure10.38(a)]
Mechanical properties
of material
Check material
Change the degree of overbending
Check the setup with another (possibly softer) material
Setup Check the setup of the overbending rolls
Check the gap between all rolls; too big gap can create a
false impression of springback
Check roll pressure at the bend lines
If thereare scoring rolls in the first passes, then check the
setup and wear
Nonuniform springback
[Figure10.38(b)]
Material Roll designer usually incorporate this roll forming
peculiarity into the roll design when forming the
outside ribs of wide panels. Nonuniform springback can
be caused by roll forming considerably higher strength
material than the rolls aredesigned for,orwhen roll
forming considerably thinner material with relatively
large bending radii
Flare [Figure10.38(c)] Rolls and roll setup To omuch bending at one or morepasses
More gentle forming reduces flare
Slightoverbending and then “opening up”tothe right
angle reduces flare
Locating side-roller stand in different locations can
influenceflare
In some cases, “compressing” the bend lines (applying
pressure on the legs of a“U” or “C” channel) can change
the internal stresses, thus reduces flare(reported several
times but not fully researched)
In some cases, forming the bend lines in the conventional
way,but rebending them to asmaller radius in the last
forming pass
Changing the gap and/or degree of bending in the first
passes sometimes will change the amount the lead
end of the strip “dives” downward (or upward)from
pass to pass. This “dive” down (or up) mayhave
some connection with the flareofthe finished roll
formed product
Recutting the rolls to aslightly different shape
Equipment Forming the section with another mill having different
horizontaldistances
Changing from post- to precut influences flare
Cutoffdie Method of cutoffwill not influenceflare. However,if
the cutoffdie includes achange in the cross-section
(e.g., swedging), then it can reducethe flare(at one
end of the product)
( Continued)
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-41

TABLE 10.5 (Continued)
Problem Possible Causes Check/Eliminate/Prevent
Flare (continued) Material Material with higher yield and tensile strength and lower
elongation will flaremore(see also “Springback”)
Flarereducer Afew companies employ“edge straightener” to reduce
flare. Incorrect setting of this flarereducer can increase
the flare
Camber [Figure 10.38(d)] Camber in the material Flip over coil or strip and run again:
If camber in the finished product remains in the same
direction, then it is not caused by the material
If after flipping the coil over,the camber in the finished
product is facing the opposite direction, then the
material causes the problem
Slitting induced camber,burr,
or waviness (along one
edge of the strip)
Flip over coil or strip: same procedureasabove
Misaligned equipment Check the alignment of the uncoiler,press(es), roll
forming mill and all other equipment in the line
Uneven (asymmetrical)
serration or embossment
Check for uniform embossment depth at both sides. A
small tilt of the embossing roll can inducecamber or
straighten the strip
Bow [Figure 10.38(e)] Material Bow (coil set) in thick or high strength material
Slitting Avoid burr or waviness at both edges
Camber or bow Operator Check tool setup against setup chart
Check shoulder alignment of the mill shaft if required
Check roll gap at each pass
Check side-roll pass setup
Check height and angle of the side-roll stands
Check the perpendicularityofside-rollstands (908 to the
product travel)
Check roll pressure at one side (or both) of the strip
Check for shinnymarks or wavyedges at one side (usually
close to,oratthe outside edge of the cambered products
or both sides if product bows)
Bad straightener setup Runproduct as straight as possible without straightener,
then install straightener to makethe final correction
Cross-bow [Figure
10.38(f)]
Material Thick material with cross-bow
Flattener can reduceoreliminate cross-bow
“Stretched-in”groove Cross-bow in light material can be reduced by reducing
the depth of the stretched-in groove but this will change
the dimensions
Twist [Figure 10.38(g)] Tw ist in the material At some equipment in the line (e.g., strip accumulator),
occasionally a90 8 twist is made in the strip in ashort
distance. The twistmay or maynot yield twistinthe
finished product. Check by passing astrip without twist
throughthe mill
Excessivetwistinthick
material
Unusual situation, but it can happen
Check setup with astraight, not twisted strip
( Continued)
Roll Forming Handbook10-42

TABLE 10.5 (Continued)
Problem Possible Causes Check/Eliminate/Prevent
Camber in the material Camber in the strip and product corrected by the
straightener may inducetwis t; flip over astrip to see if
the product twists in the same direction or in the
opposite direction (clockwise, counterclockwise)
Twist (continued) Camber caused by other
sources
Camber inducedbyother sources (see “Camber”) and
corrected with the straightener mayinducetwist
Trytoeliminate camber in the product beforeentering the
straightener
Strip with wavyedges Wavy edges mean that edges are longer than the center.It
has the same effect as the previously mentioned two
items and can yield twisted product
Bad straightener setup Runproduct as straight as possible without straightener,
then install the straightener to makethe final correction
Twist [Figure 10.38(g)] Cross-embossingatthe center Embossing the center part of apanel acrossthe direction
of roll forming shortens the center.Ifthe center partis
shortened and the edges are longer,then, after roll
forming, the product will twist. Twist will increase with
increased cross-embossing depth, or when the material
is thinner,orthe material has higher strength and lower
elongation
Toomuch pressureatboth
edges
Toomuch pressure elongates the edges of the strip which
will cause twist
Double-bend lines Misaligned tooling Check roll setup (location of rolls and proper gaps)
Check shoulderalignment
Edge waviness [Figure
10.38(i) and (j)]
Material Material with wavyedges will most probably yield
products with wavyedges
Camber in the material can create waviness at the edge
of the product corresponding with the “outside”ofthe
camber.This can be checked by flipping over the coil
and to see whether the waviness remains on the same
edge or moved to the other one
Setup Toohigh pressure on the edge(s) will elongate the material
and will yield wavyedges in the finished product
Straightener correcting extreme camber,bow,ortwist
caused by incorrect setup can inducewaviness
Incorrectly adjusted flattener Incorrectly set flatteners stretching one or both edges
of the material elongate the edge of the material and
create edge waviness
Incorrect equipment
alignment
Misalignment of the uncoiler,press(es), mill, and other
equipment in the line causes camber,which, after
straightening, can promptwaviness at one edge
Bent shaft Abent shaft, especially in cantilevered mills, will change
the angle of bending which will appear as waviness. The
distancebetween the maximum waviness will be about
threetimes the roll diameter
Center waviness [Figure
10.38(k)]
General Center waviness (oil cannyappearance) usually occurs
when the center (wavy) segment of the product is longer
than the edges. This length difference can be caused
by manyfactors
( Continued)
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-43