Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

*
Check the condition of the roto-union.
*
Check all air hoses and accessories for leaks,
cracks, free movement, and so on.
*
Forflying dies, check the locations of the
cutting or punching (should be at the center
of the press), the sensors and the die rails
(fasteners, wear,etc.)
*
Check for aproper fit between the die rails,
slides, and die accelerator components
*
Check the condition of the belts
*
Release water fromthe air tank, and other
accumulating points
*
Check the condition of the press posts
(score marks)
10.3.7 Maintenance of Hydraulic
and Pneumatic Presses
Several items listed above(Section 10.3.6) are
applicable to the hydraulic and pneumatic press
too.The supplier’smanuals provide good guide-
lines for regular maintenance. In addition to
those, it is important to eliminate all, even the
smallest air and oil leaks, check the condition of
hoses, check all bolts and nuts (and tighten loose
ones), and check the parallelness of the head.
Items related to flying dies are discussed in the
“Maintenance of Mechanical Presses.”
10.3.8 Maintenance of Other
Equipment in the Line
In addition to checking the wear and tear and
lubrication of the entryguides, side-roll stands and
straighteners, the maintenanceofother items can
be based on the information and maintenance
guidelines provided by the suppliers.
10.3.9 Aligning Mill Shaft Shoulders
The following is awidely used and recommended method to align shaft shoulders in standardroll
forming mills (shafts supported at both ends). Some componentsofthis aligning method are applicable
to rafted and duplex mills.
*
Removerolls
*
Check the end of the shafts for stiffness by moving them up and down
*
Tighten/change bearings (if required)
*
Install outboardstands (without bolts)
*
Set top/bottom shafts parallel
*
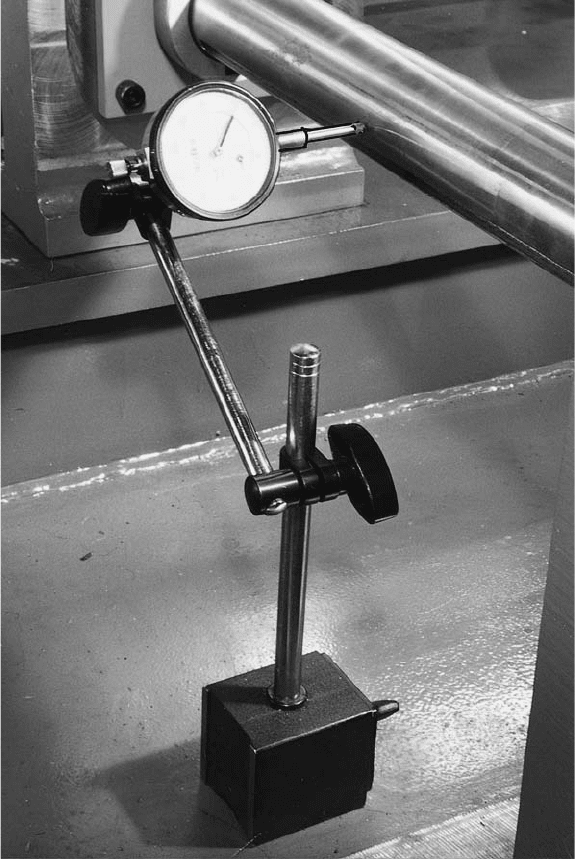
Check shaft straightness (0.001 to 0.003 in. or 0.025 to 0.076 mm; with outboardstand on). See
Figure10.30.
*
Install the “V” groove spacers on the first and the last pass bottom shafts
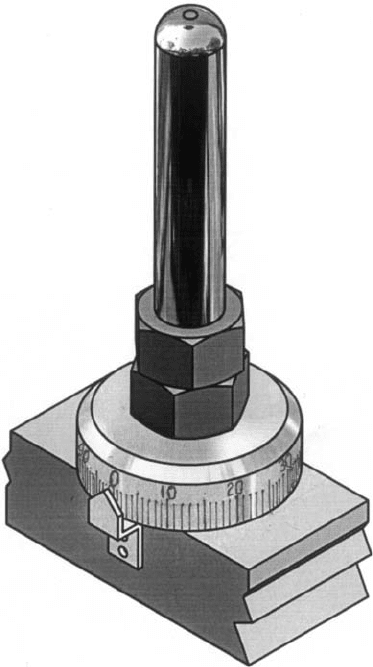
FIGURE 10.27 Micrometer scale is set to “0” at both
the drive- and operator-side stands after the shafts are
set parallel.
Roll Forming Handbook10-24
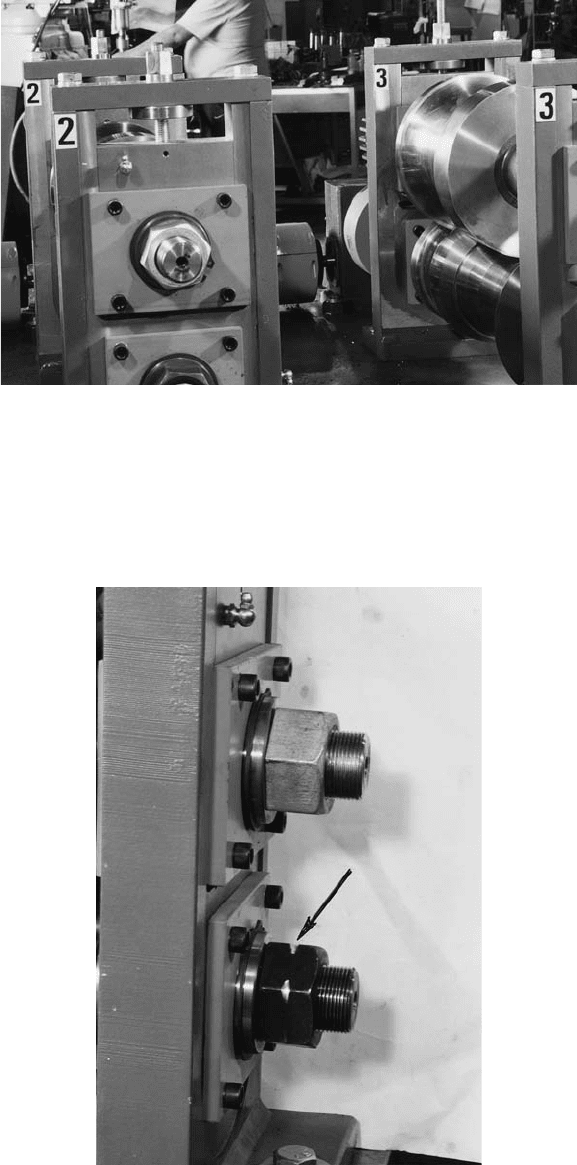
FIGURE 10.28 Permanent numbers installed on stands. (Courtesy of CompuRoll, Inc. With permission.)
FIGURE 10.29 Left-hand threaded nuts are permanently marked. (Courtesy of CompuRoll, Inc. With permission.)
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-25
*
Install music wire into the “V” grooves
*
Check and note all bottom shoulder positions relative to the strung wire (Figure10.31)to
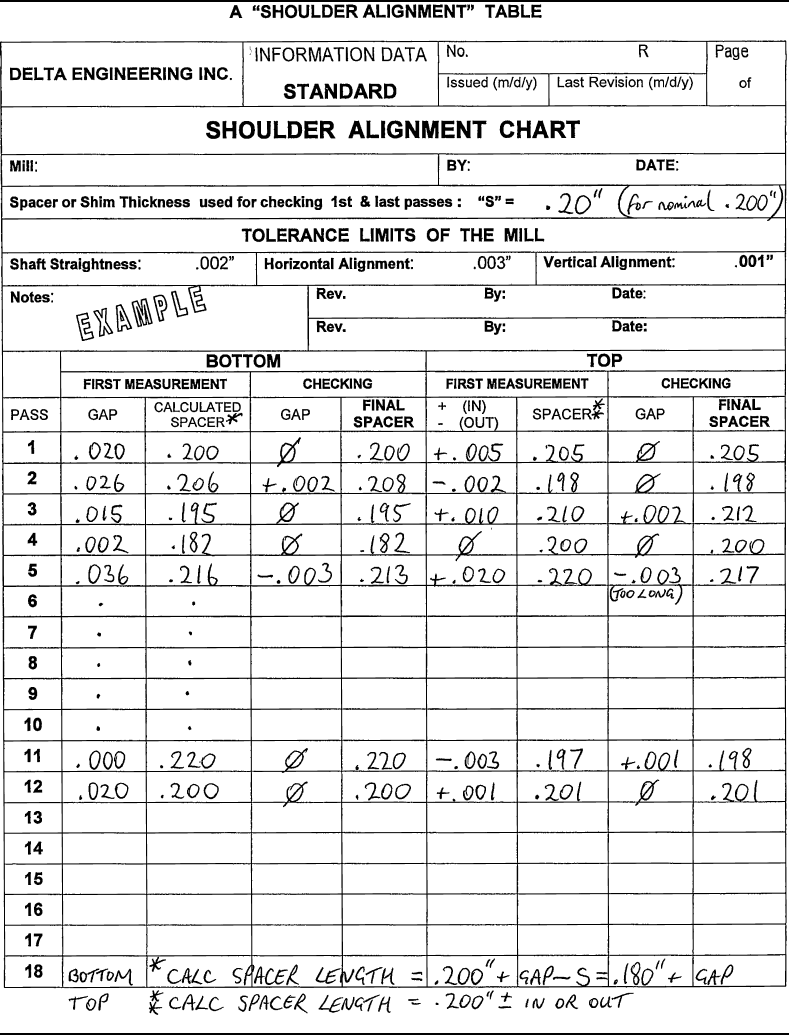
0.001 in. (0.25 mm). Atypical chartused during shoulder alignment is shown in Table 10.4.
*
Makeshoulder alignment spacers within 0.0005 in tolerancetocompensate for the shoulder
alignment differences
*
Markspacers B1, B2, B3, and so on, to match the first, second, third stands
*
Install all bottom alignment spacers
*
Check alignment with a6-ft (2-m) long precision straight edge (Figure 10.32 and Figure10.33).
Spacers should be aligned within 0.001 to 0.003 in. (0.025 to 0.075 mm), depending on the
specification and type of products
FIGURE 10.30 Checking the straightness of ashaft.
Roll Forming Handbook10-26
*
After setting the top shafts parallel to the bottom shafts, measureand note the top shoulder
positions measured fromthe bottom alignment spacer (Figure10.34)
*
Make top shoulder alignment spacers as described above for bottom spacers
*
Mark top alignment spacers as T1, T2, T3, and so on.
*
Install all top spacers and check their alignment with the straight edge as described above
*
Spot check the alignment of the top and bottom spacers (different methods are available). The
spacers should be aligned within 0.0005 to 0.002 in. (0.012 to 0.050 mm), depending on the
product and material thickness.
*
Check shaft straightness again with rolls on. Roll surface “off roundness”should be within 0.0005
to 0.002 in. (0.010 to 0.050 mm), depending on the product.
*
Never remove the shoulder alignment spacers when changing tooling.However,shoulder align-
ment should be rechecked and either reground or replaced everytime the bearings are tightened or
replaced, after each accident or maintenancework which can affect shoulder alignment.
Relatively inexpensive shoulder alignment instruments are available, which can considerably reduce
the time required to align the shoulders and at the same time increase the alignment accuracy
(Figure10.35).
10.3.10 Handling and Storing of Rolls and Tools
Rolls and spacers are precision forming tools. They havetobecarefully handled and stored when not in
use. It is not recommended to storethem in boxes, piled on top of each other.They can be easily damaged
and chipped, and it is then difficult to place them back on the mill in the correct order.
Most roll storage devicesare homemade. Some are likemetal skids with vertical tubes welded on
them. Operators can placethe rolls in the same sequence that they weretaken offthe shaft. Storing the
rollsonthese metal skids is better than just putting them in abox,but it is difficult to put on and
remove heavier rolls from these tubes. Horizontal or slightly slanted tubes with astop at the ends are
the most common, because it is relatively easy for the operator to placeand remove the rollsusing these
devices (Figure 10.36). Most of these storage units can be stackedontop of each other to savespace,
and they can be placed on amobile table or other device, which can be pushed along the length of the
roll forming mill.
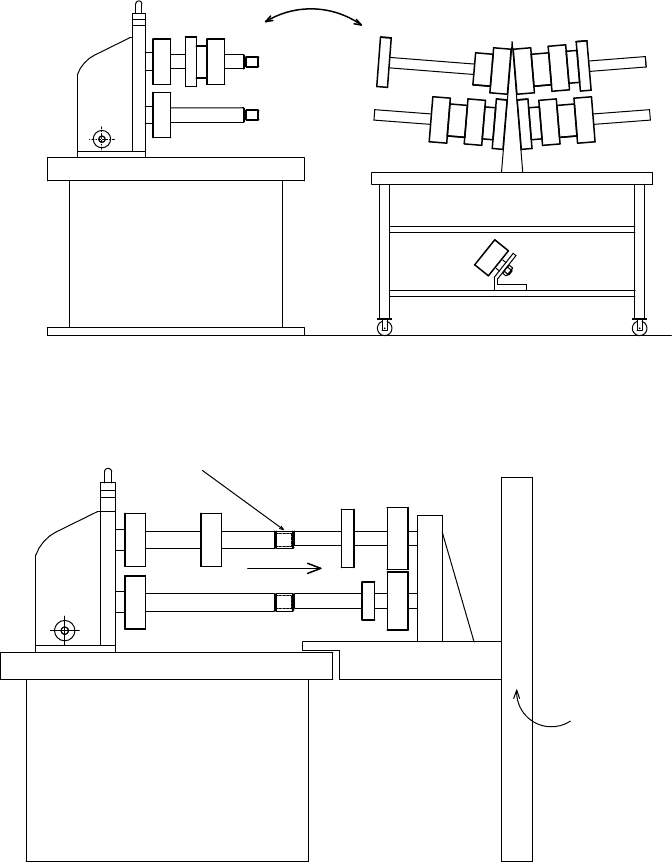
Heavier rolls may be pushed on to “dummy shafts” held against the end of the mill shafts by alifting
device or forklift truck (Figure 10.37). The rolls and spacers are slid from the shaft to the dummy shafts
or vice versa without lifting.When the dummy shaft is full, it is movedwithalifting device and placed
in storage.
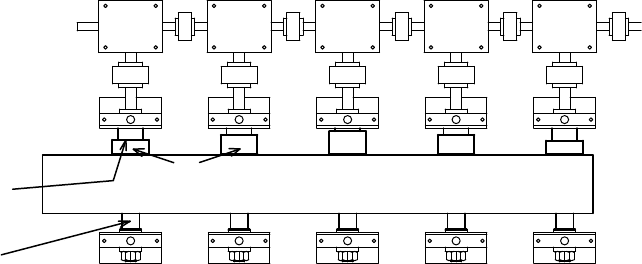
STRAIGHT EDGE
BOTTOM
SHAFT
SHAFT
SHOULDER
ALIGNMENT
SPACERS
B1 B2 B3 B4 B5
FIGURE 10.31 Aligning shaft shoulders.
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-27
Rolls mounted on rafts are moved together with the rafts and stored.
Keep all rolls in adry placeregardless of the handling and storage method. Coat rollswith oil or grease
if they are not used for along period of time.
It is recommended that cutoffdies be sent to the tool or maintenanceroom for inspection
together with the last (short) cut from the last production run. After checking or sharpening,
TABLE 10.4 AShoulder Alignment Table
Roll Forming Handbook10-28
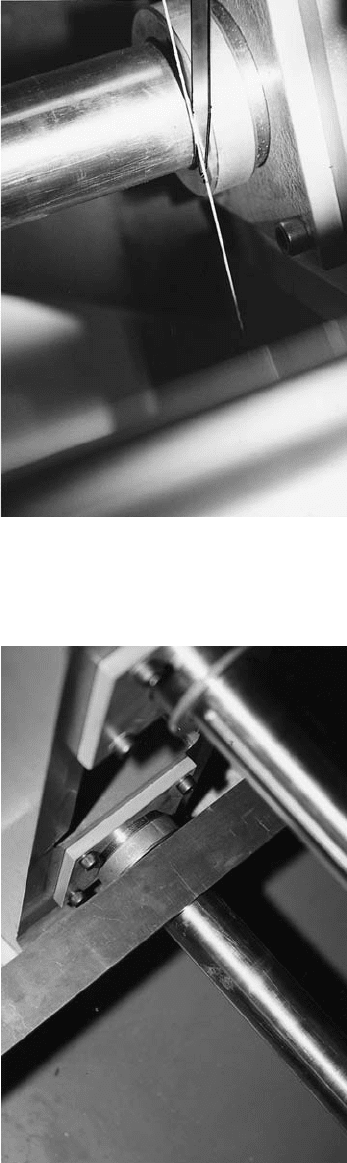
FIGURE 10.32 Checking the misalignment of each bottom shaft shoulder with stretched wire.
FIGURE 10.33 After installing the alignment spacers, the operator side will line up.
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-29
the tools can be placed in storage. This will eliminate unpleasant surprises caused by adull die, after
the rolls havebeen installed for the next run. The same procedure can be applied to the prepunching
and other dies.
10.3.11 Spare Parts
Some components, parts, or tools break or wear out more frequently than others. To avoid annoying
downtimes and possible removal of all the installed tools, it is recommended to keep those spare parts
in stock. Most equipment suppliers provide arecommended spare partlist. The list can be modified
and updated later,based on the user’sexperience.The extent to which spare parts must be stocked
depends on how critical the downtime is. For example, for aroll forming mill, the companymay keep
STRAIGHT
EDGE BAR
BOTTOM
ROLL
BOTTOM
ALIGNMENT SPACER
BARS TO SET
SHAFTS PARALLEL
SCALE
FEELER GAGE
SCALE
TOP
ROLL
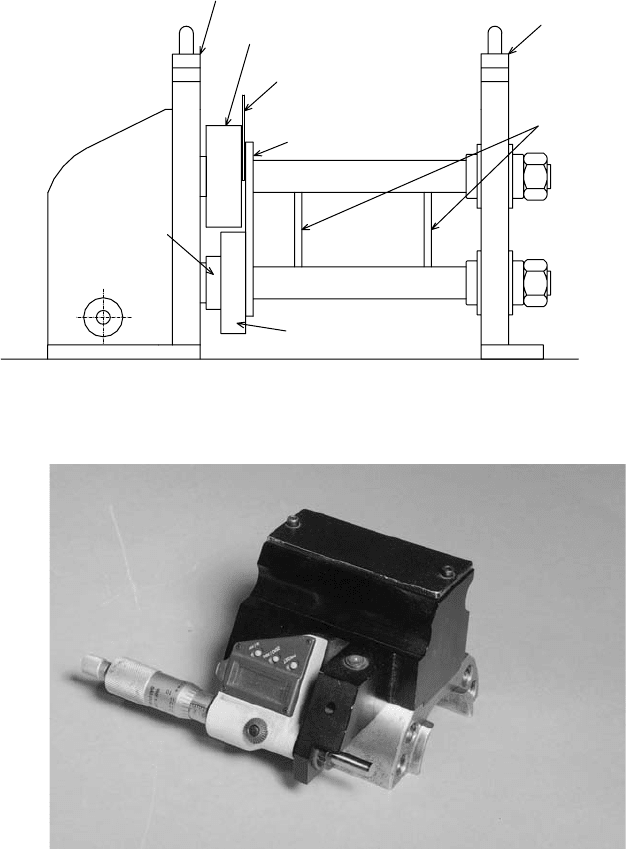
FIGURE 10.34 One method to check the (mis)alignment of the top shaft shoulder.
FIGURE 10.35 Shoulder alignment checking instrument.
Roll Forming Handbook10-30
twocone bearings and one needle bearing in stock among other parts. Other plants mayadd atop and
bottom shaft. The shortest downtime can be achievedwhen acomplete spare stand is ordered with
the mill.
Toofew or no spare parts willcreate production problems. On the other hand, carrying too many
spare parts is expensive. Experienceand proper maintenanceplanning will lead to the optimum spare
partinventory.
To minimize the inventorycosts and makeparts available,itissuggested to standardize as
manycomponents as possible. Forexample, acompanycan specify to its suppliers that they install a
certain brand of microswitches and other electrical, pneumatic, or hydraulic components. This policy
will reduce the spare items carried in the inventoryand will assure that components are of approved
quality.
FIGURE 10.36 Atypical roll storage cart.
FORKLIFT TRUCK OR
ELEVATING DEVICE
MILL
THREAD PROTECTING
SLEEVE
TRANSFER /STORAGE
DEVICE
FIGURE 10.37 Power-lifted roll storage device for heavy rolls.
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-31

10.4 Troubleshooting and Trouble Prevention
10.4.1 The Root of Troubles
To efficiently manufacturethe right qualityand quantit yofproducts, the plant must have:
*
The right product to be manufactured
*
The right material to be formed
*
The right equipment, tooling,and work environment
*
Aknowledgeable and motivated workforce
It is not realistic to expect that aplant can meet all four conditions all the time. However,the lack of
one or more of the aboveprerequisites will most likely lead to problems and the plant will not be
able to manufacturethe right qualityorquantityofproducts in time. The success of amanufacturing
organization depends on how efficiently it can prevent troubles and how quickly it can solveproblems
when they arise. This is not an easy task because of the large number of influencing factors that can cause
or contribute to troubles.
10.4.2 Problems Created by Design and Drawings
Most of the problems related to product design, dimensioning, and tolerancing of drawings will surface at
the following times: during setup and the first production run, when changes are made to the design,
drawing,ormaterial specification, and when equipment and tooling are modified or operators are replaced.
Manufacturing can be made unnecessarily difficult by bad design and drawing habits or incorrect
product specification such as:
*
Notfollowing the practical guidelines when designing products for roll forming (for design
guidelines, see Chapter 9).
*
Accepting orders beyond the capacityofthe equipment in the plant, in terms of blank width,
material strength, surface quality, and so on.
*
Attempting to form thicker material than the rolls were designed for.Rolls are designed to
accommodate aspecified maximum material thickness plus thickness tolerances. For example,
if the maximum material thickness shown on the productdrawing is 0.060 in. (1.5 mm), then
the rollsare designed for 0.060 þ 0.003 in. tolerance ¼ 0.063 in. (1.6 mm) material thickness.
Attempting to form a0.075-in. (1.9-mm) thick material with these rollswill result in an inferior
product, waviness, broken tooling,orbent shafts.
It is also not possible to use the above set of rolls to form 0.060-in. (1.5-mm) thick metal with a
0.010-in. (0.25-mm) thick vinylcoating. The total thickness of this coated material is 0.070 in.
(1.8 mm), which willnot fit into the 0.063 in. (1.6 mm) roll gap.Inaddition to the previously
mentioned possible problems, the vinylcoatingwill be “chewed off” the material.
*
Materials that are too wide will not fit into the entryguide, the rolls, or the mill.
*
If the material is thinner than the minimum thickness for which the rolls are designed, then the
tooling or the mill will not be damaged, but it can cause change in the cross-section, larger
springback and waviness.
*
Materials with sensitive or highluster surfaces have to be formed with tooling specially designed
for them. These rolls must also be well maintained. Rolls should not be chipped or cracked, and
the polished surfaces should have no “pick-ups.”
Rolls designed for forming uncoatedand galvanized steel maynot be suitable for prepainted
steel. Similarly,rolls designed for prepainted steel may not be suitable for forming highluster
aluminum or stainless steel.
*
If aroll set designed for mild steel with an r / t ratio ¼ 1isused to form highstrength material, the
product will haveincreased springback or the product might crack at each bend line, the shafts
maydeflect too much and the equipment could be damaged.
Roll Forming Handbook10-32
*
Most coatings will crack if they are formed to asmaller-than-recommendedbend radius.
*
The product length can be incorrectly specified. Products that are too long maynot fit onto the
runout table or they cannot be handled. Precut products that are too shortmay not be able to pass
throughthe roll forming mill. In apostcutting operation, the minimum length is usually
restricted.
*
Products are frequently copied from competitors or product designs are acquired through
acquisition or licensing agreement. Even if acompanyhas amill with the same number of passes,
the same shaft diameter,and roll space as the original manufacturer of that product, it is not
certain that the plant will be able to form the product to the specifications. Other parameters
such as the horizontal distances between passes, mill characteristics, the cutoffpress, and other
influencing factors havetobecorrect in ordertoproduce the right product.
*
It is usually not possible to roll form aproduct to tighter tolerancethan in the past production
runs while using the same tooling,equipment, and speed. Occasionally,the plant can manage
better length tolerances, at alower speed and ahigher scrap rate.
Althoughthe above-mentioned problems occur frequently in roll forming plants, all of them can be
prevented with proper screening of the design, drawings, and tolerances before an order is accepted.
10.4.3 Problems Created by the Material
Let us assume that aplant with good equipment and properly set up good tooling is roll forming a
good-qualityproduct. Onceproduction commences, all products would be within the specified
tolerances and qualitywithout adjusting the equipment if the material were perfect. However,perfect
material does not exist. Fluctuation in material thickness, wi dth, mechanical properties, and surface
quality(coating),aswell as deviation from straightness and flatness and other properties will influence
the product quality. Therefore, the operator must adjust the machine to compensate for all these
material imperfections.
Commercial tolerances on the materials are generally quite loose. Variation of the material
properties can be so widethat it is impossible to compensate by adjusting the equipment and tooling.
In such cases, the product cannot be manufactured within the required tolerances. To prevent this
possibility, manufacturers often specify tighter than the standardtolerances for material thickness and
width. However,they frequently overlook the adverse effect of the fluctuation between the minimum
and the maximum yield strengths, and accept the excessive but still within the standard camber in the
strip.
Fluctuation in thickness, width, and camber can be checked easily in the plant. However,itismore
difficult to detect, check, and measurethe fluctuation in the mechanical properties and changes in the
metallurgical properties, both of which influence flatness and straightness. Owing to the intricacy of
determining these factors, material is frequently thought to be the cause of problems that could actually
be originated by the equipment, tooling,orincorrect setup.The simplest method to determine whether
or not the problem is caused by the material is described in Section 10.4.7 (“Proof Coil”).
10.4.4 Problems Caused by Equipment
Inevitably,every plant will haveproblem(s) with its equipment. The roots of the problems, in most cases,
can be traced back to the following:
10.4.4.1 Equipment
*
The capabilities of the available equipment are inadequate for the job; either the equipment has
been improperly specified or the companyfailed to select the right supplier.
*
The equipment is not properly maintained. Most people havetheir car serviced regularly,but they
do not apply this rule to rollforming mills. Many companies do not haveapreventive/predictive
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-33