Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.


10.2.4 Setting up Straighteners
Given the wide varietyofstraighteners used in rollforming, thereisnostandard procedurefor setting up
straighteners, but the following principles are applicable:
*
Removestraightener (block, rolls, or complete unit).
*
During rollsetup,try to produce parts as straight as possible without the straightener.
*
After rollsetup is completed, install the straightener as close to the last pass as possible.
*
Adjust the straightener to produce straight and flat products.
*
The straightener should be used for straightening only,and not for improving incorrect forming.
10.3 Maintenance and Spare Parts
10.3.1 Manuals
Aproperly maintained, reasonable quality, roll forming line will haveanaverage of 50 years of
productive life. Everynew pieceofequipment is accompanied by at least two copies of good
“installation, setup,operation, and maintenance” instruction manuals. These manuals provide the basic
information on equipment layout, foundation details, roll setup drawings, electrical, pneumatic, and
hydraulic diagrams, and contain copies of the manuals for the purchased parts (pumps, motors,
clutches, brakes, etc.).
Most manuals list the componentsthat may requirereplacement and include recommendations for
maintenance. It is the responsibilityofthe roll former line end-user to establish adetailed maintenance
procedure.
10.3.2 General, Preventive, Predictive Maintenance Program
The manual supplied with the equipment provides ageneral outline of the installation, operating,
and maintenanceprocedures. The manual can be 1- to 6-in. (25- to 150-mm) thick, which is too
cumbersome for everydayuse. Selected contents of the manual should be organized into simplified,
preventive, predictive, or other type of maintenanceprocedures, which are tailoredtothe company’s
equipment, people and organization.
FIGURE 10.19 Checking roll gaps with mirror.
Roll Forming Handbook10-14
Providing verbal maintenanceinstructions can be dangerous because the maintenanceperson may
forget to complete each task everytime. It is also uncertain how well the procedurewill be followed when
the trained maintenanceperson is on vacation or has left the company.
Some companies issue “maintenancework orders”or“maintenancecards,”while others havemore
sophisticated, computerized programs. The maintenanceprogram must be prepared by aperson who is
knowledgeable about the rollforming mills, presses, other equipment in the line, electrics and electronics,
pneumatics, hydraulics, lubrication, and other fields. The execution of the maintenanceprogram has
to be controlled, breakdowns and accidents reported and the maintenanceprocedureshould be updated
regularly.
10.3.3 Lubrication Program
This section deals with all lubricants except the ones used on the rollsand material during forming.
Those lubricants are described in Chapter 7(“Lubrication”).
Most companies own several pieces of equipment made by different manufacturers, each of whom
recommend the use of differentlubricants. It is logical and economical to review all the recommended
lubricants, check for equal qualitysubstitutes, and specify common types of lubricants that are applicable
to as much equipment as possible. This will reduce costly inventoryand even morecostly “inventory
outs” when required lubricants are not available. It also eliminates dangerous “guess” substitutions by the
employees.
Atypical chartfor standardlubricants established for acompanyisshown in Table 10.1.This type
of chartmust also be updated regularly.The recommended “in-house standardlubricants”should
be transferred to the indiv idual lubrication maintenanceinstructions.
The lubrication procedure should also specify how to storeand dispose of lubricants.
10.3.4 Lubrication Instruction
The lubrication instructions specify the type of lubricant and the frequency of application for each
lubricant point. Apictorial view of each piece of equipment can be very useful; it will minimize
confusion and reduce the possible damage due to missed or incorrectly lubricated points. Table 10.2
and Figure10.20 show atypical lubrication for aspecific rollforming mill. Asimilar instruction
for avariable speed reducer is shown in Table 10.3 and Figure10.21,and for acutoffpress in
Figure10.22.
10.3.5 Mill Maintenance
Mill maintenanceissimilar to all other equipment maintenance. Mill maintenance procedures include
but are not restricted to:
*
Checking and replacing components
*
Checking and, if required, realigning parts, entryguides, straighteners, equipment on the mill,
and the lubrication system (covered in Chapter 7)
*
Checking the tightness of bolts and nuts, including the foundation bolts
*
Lubrication (mentioned in Section 10.3.3)
*
Occasional repainting of the equipment, and more
The components to be regularly checked in the roll forming mills are listed below.
10.3.5.1 Shafts
The rigidityofthe shafts is checked everytime the tool is changed. The straightness of the shaft can
be checked with amirror during each setup.Both the rigidityand the straightness of the shaft should be
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-15

checked at least once every6months, when mishaps happen or when aproblemwith product quality
warrants it.
If shafts are loose, then the bearings havetobetightened or replaced. If shafts are bent, then they can
either be straightened or chrome-plated, reground, or replaced. In all cases, the shaft shoulders havetobe
realigned by using a6ft (2 m) precision straig ht edge or other methods described in Section 10.3.9. If the
mill has shoulder alignment spacers, then the spacers must be replaced or regroundeverytime ashoulder
is realigned.
Small scores on the shaft can be removedwithafine file or emerypaper.Heavily scored or worn shafts
may have to be repaired or replaced.
TABLE 10.1 Standard Lubricants, Greases, and Cleaners (Sample Chart)
Mfgr.TypeSupplier Description UseCompany
code
ISO grade
Ab cSpindle oil Air line oilers —
light lubricant
0 -1 7
De fHydraulic oil Hydraulic systems
oil
0 -2 68
Ag fStamping oil Stamping dies —
Dept. 001
0 -3
Hi jCutting oil Cutoffoncold
headers
0 -4
and so on and so on and so on General lube Gear oil for small
drives Manzel
lubricators
Dept. 001
0 -5 150
Wayoil Bijur lubricator on
multislide Dept.
001 lubricate
sliding ways
0 -6 220
Hydraulic oil Hydraulic systems
oil
0 -7 32
Extreme pressure
gear oil
Worm gears and
heavy-duty gear
drives
0 -8 320
Stamping oil Stamping die 0 -9
Hydraulic oil and
general lube
Piston compressor 0 -10 100
Extreme pressure oil Lube chain on
plating line
0 -11 68
Auto transmission
fluid —hydraulic
fluid
Screw compressor,
tracking units,
new roll coater
0 -12
Hydraulic oil Hydraulic systems
oil
0 -15 46
Rust preventiveCoat dies and molds 0 -17
Grease Auto lubricator on
verti-slide
G-0
Grease Auto greaser —
Dept. 008
G-1
Grease General plant grease G-2
Tapper grease Arotapper,
verti-slide
G-3
General purpose
grease
Mill heads G-6
Safety solvent Magnus washers CC-1
Roll Forming Handbook10-16
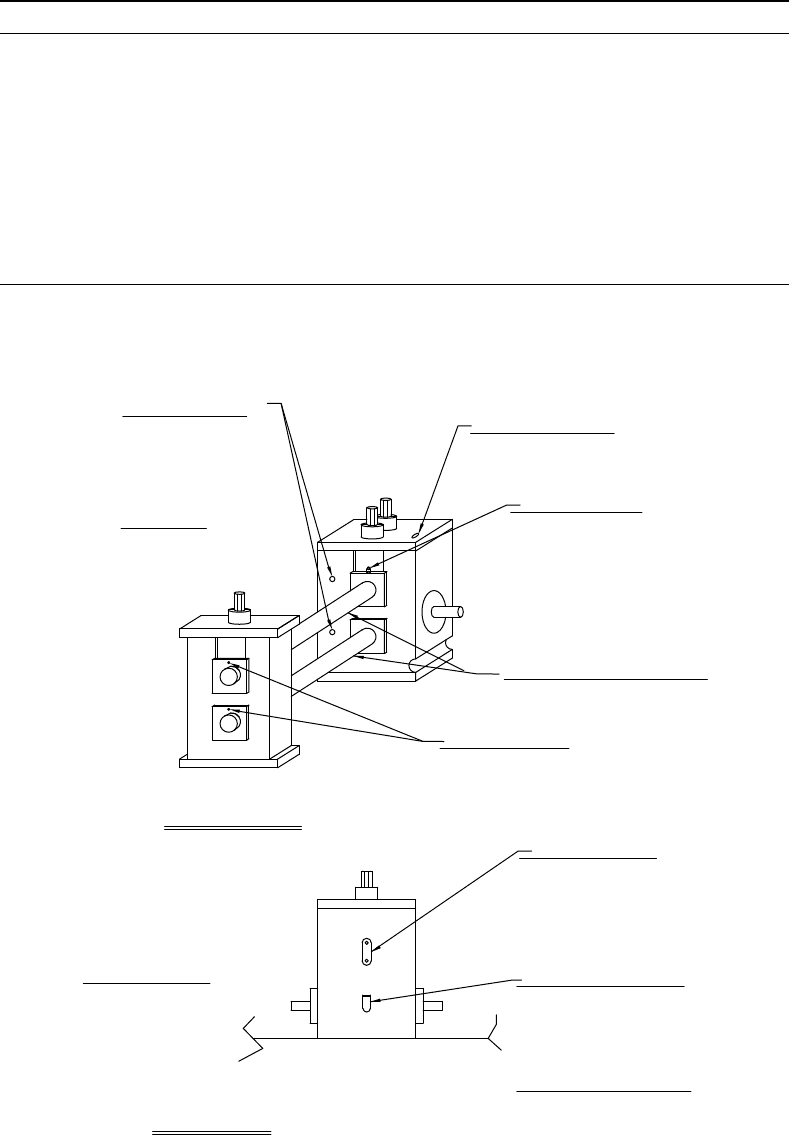
TABLE 10.2 Typical Lubrication Instructions for the Roll Forming Line Shown in Figure 10.9 (Sample Chart)
RF Mill Components Lubrication Points
Roll unit:
Drivehousing Grease (4) places at 500 hr; Note:(2) placesonold S.F.unit
Gear lube —keep to full time
Outboardstand Grease (2) places at 500 hr
Entryguide Grease (5) places:(4) rollers at 40 hr shaft bearing at 500 hr
Knurling unit Grease (4) roll bearings at 8hr
Oil all slides and adjusting screws at 40 hr
Driveshaft bearing Grease (2) places at 500 hr
Straightener Grease roll bearings at 40 hr,adjust screws at 500 hr
Oil all slides
Air lubricator Oil keep full
DriveSee “Drive Chart” (electric motor servicedbymaintenance)
Company lube code:air lubricator oil, 0-1; gear lube, 0-8; general oiling, 0-2.
LUBE CODE
ROLL UNIT
LUBE CHART
DO NOT OVER FILL
GEAR LUBE LEVEL
FILL SO OIL CAN JUST
BE SEEN AT BOTTOM
OF ELBOW.
REAR OF UNIT
GREASE G-2
GEAR OIL O-8
LUBE OIL 0-1
SPINDEL BRG.
SPINDEL O.D. SURFACE
MAINTAIN AN OIL FILM
(TAPER ROLLER)
GREASE EVERY
500 HRS.
(2) SHOTS
(TAPER ROLLER)
GREASE EVERY
500 HRS.
(2) SHOTS
(TAPER ROLLER)
GREASE EVERY
500 HRS.
(2) SHOTS
SPINDEL BRG.
GEAR LUBE FILL
FRONT OF UNIT
IDLER BRGS.
(BALL)
GREASE EVERY
500 HRS.(2) PLS
(2) SHOTS
NOT ON
ALL UNITS
NOTE
SPINDEL BRG.
FIGURE 10.20 Typical lubrication instructions for roll forming stand (see also Table 10.2). (Courtesy of Kirsch Co.)
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-17
10.3.5.2 Gears
Gear failure, caused by wear and pitting,isaccelerated by overload, dirt, and grit and the lack of or
insufficiently maintained lubrication. Dirtand grit gets into the gear because of damaged or nonexisting
seals. Gear cracking and breakingoff teeth is usually caused by regular overload or sudden, very high
loads. The teeth of heavily worn gears can also break offatnormal load.
If rolls havebeen recut, then the operator must lower the top shaft to maintain the proper roll gap.If
the roll has been recut too much (the diameter becomestoo small), it is possible that the shaft distance
will be less than the recommended minimum, based on the pitch diameter.Inthis case, spur gears can
“bite”into each other.Operating the gears at apitch distanceless than the minimum will generate noise
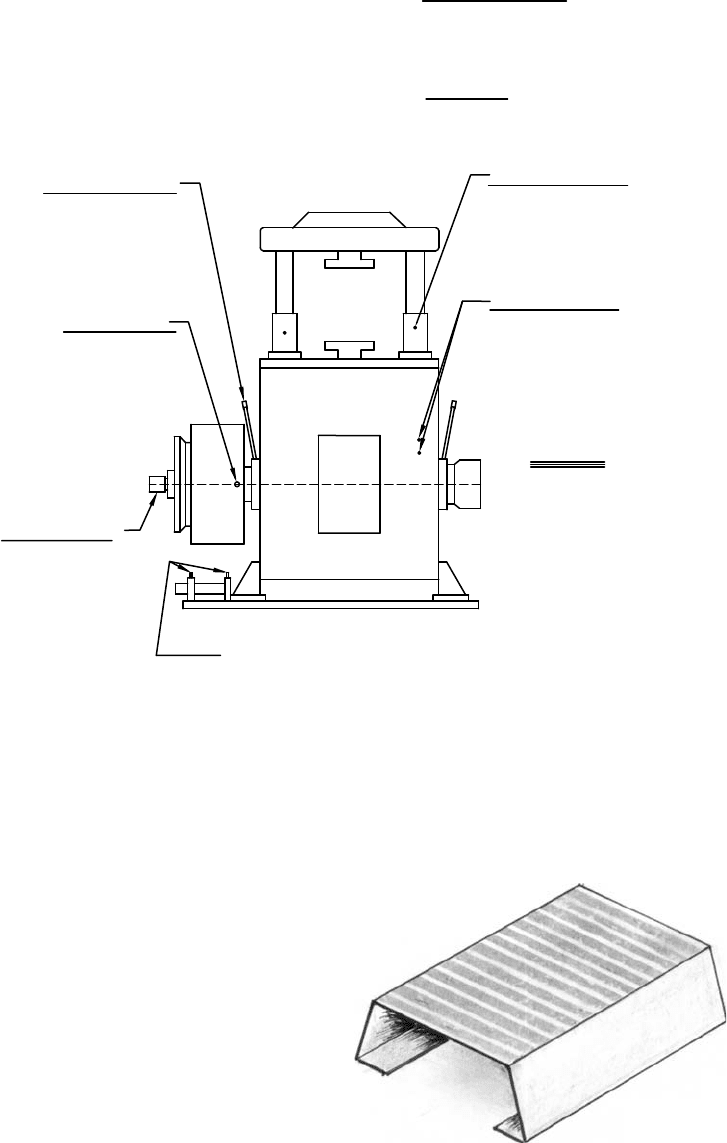
and vibration, which creates clearly visible “chatter” marks on the surfaceofthe product (Figure10.23).
If gears are running in an oil bath, then the oil level should be checked frequently,right after the mill
stops. Oil leaks should be repaired not only to avoid oil loss from the gearboxes, but also to eliminate
contamination of the lubricants used for forming the section.
Improper gear alignment, sometimes caused by bearing failure, can also contribute to gear failure.
All gearboxesshould be opened at least once ever y3months for avisual check. If the temperature of
the stand or the gear reducer rises, vibrates, or runs noisily,then it should be checked as soon as possible.
10.3.5.3 Bearings
Rollforming mills contain manybearings. The life of the bearings is designed for acertain number of
hours at agiven load. As abearing wears, the surface of the inner and outer rings and the rolling elements
changes. This change creates vibration and sound. Most bearings in the roll forming line havealong life.
They are infrequently inspected unless vibration, noise or undue heat is generated.
The bearings carrying the shafts in the stands are critical and should be frequently checked. The
operator side of the shafts usually runs in needle bearings. Wear on the usually overdesigned needle
bearings is minimal. If these needle bearings are damaged, then the problem is usually caused by lack of
lubrication, sudden overload (double- or triple-thickness material passing throughthe rolls), or by avery
highbending moment created by the operator when lifting one end of the shaft too much (Figure 10.24).
Crackedorbroken bearing components frequently generate vibration or a“clicking” noise. These low-
cost bearings can be replaced quickly and easily.
The drive-side end of the shaft is held by cone bearings. Asmall wear on the bearings will makethe
shaft loose. When the outboard stand and the rolls are removedand the free end of the shaft can be
moved up or down easily,itistime to tighten the bearings. After afew adjustments, it cannot be
tightened anymoreand the bearing has to be replaced.
Rollforming mill bearings occasionally fail because an incorrectly selected forming lubricant has
leaked into the bearing houses and dissolved the bearing lubricant. Abrasive particles, such as scale from
hot-rolled steel, can drastically reduce bearing life. Maintaining good seals on the bearings is critical.
TABLE 10.3 Typical Lubrication Instruction for the Roll Forming Line Shown on Figure 10.9
Interval Lubrication
Every40running hours Cycle through entire speed range
No lube
Every160 running hours Greasepoints “B”(2) places (sliding disk bearing surfaces)
2shots each: 1shot “high” end of cycle, 1shot “low”end of cycle
Every960 running hours Greasepoints “A”
#500 —(2) places/#6000
(4) places. (shaft end bearings or thrust bearings (3) shots each)
Every1500 running hours Greasepoints “C” (2) places
(Motor) to be servicedbymaintenancedepartment. These points
are omitted on units with sealed bearings
Company lube code:GreaseG-2, Do not over grease.
Roll Forming Handbook10-18
CONTROL WHEEL
A
B
C
FIGURE 10.21 Typical lubrication instructions for avariable speed drive (see also Table 10.3). (Courtesy of
Kirsch Co.)
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-19
The other bearings on the mill, most of them located in the drive train, work under less critical
conditions, but occasional inspection is still important. All bearings in the drivetrain must be properly
aligned. Misalignment caused by improper instal-
lation or by too highbelt tension will reducethe life
of the bearing,gears, and other components.
Bearings areremoved andinstalledwith
proper tooling to evenly distribute the load and
to prevent dirtfromentering into the bearings
during mounting.
Incorrectly installed, inadequately lubricated or
worn-out bearings also generate noise and heat.
Operators can easily detect failing bearings by
listening to the noise or by feeling the vibration or
the increased temperaturebyhand. More sophis-
ticated temperature monitors and listening stetho-
scopes can provide agood indication of existing
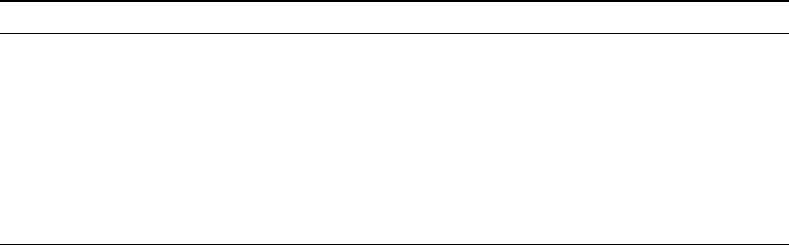
ROTO UNION
(BALL)
GREASE EVERY
500 HRS.
(2) SHOTS
OR
OIL EVERY
40 HRS.
GREASE EVERY 500 HRS.
(1) SHOTS
ADJUSTING SCREWS
(TAPER ROLLER)
GREASE EVERY 500 HRS.
(1) EACH SIDE
(2) SHOTS EACH
SEE NOTE
CRANK BRGS.
(BALL)
GREASE EVERY 1000 HRS.
THRU GUARD OPENING
(2) SHOTS
FLYWHEEL
DO NOT OVERLUBE
(
*
)
(
*
)
NOTE
FOR PRESS CYCLING
ABOVE 60 STOKES
PER MIN. GREASE
CRANK BRGS.(*)
EVERY 20 HRS
SERVICED BY MAINTENANCE
POST BUSHING
(SLEEVE)
GREASE EVERY
40 HRS.
(2 OR 4) PLACES
(2) SHOTS EACH
(SLEEVE)
GREASE EVERY
40 HRS.
(2) PLACES
(2) SHOTS EACH
SEE NOTE
CRANK BRGS.
GREASE G-2
AIR LUBRICATOR 0-1
ABC LUBE CODE
MOTOR
FIGURE 10.22 Typical lubrication instructions for amechanical press. (Courtesy of Kirsch Co.)
FIGURE 10.23 Gear chatter marks on the product.
Roll Forming Handbook10-20
bearing problems. Vibration analysis is moreaccurate in predicting problems, but is veryseldom used on
roll forming mills.
The drivemotor,clutch, and other bearings should be checked and maintained according to the
supplier’srecommendations.
10.3.5.4 Drive Belt and Chain
Drivebelts and sometimes chains are used to transmit powerfrom the motor to the drive train of the
mill. Occasionally,variable speed selectors with belts are used for this purpose.
Belts usually requireminimal maintenance when they are properly installed. During installation, avoid
prying the V-belt into the grooves. Placethe belts on the sheave and then apply tension.
It is important that the shafts be parallel and the sheaves accurately aligned. Alignment can be checked
with astraight edge. V-belts will fail quickly when entering and leaving misaligned grooves.
Proper tensioning is an importan tfactor.The supplier’srecommendation for the lowest levelof
belt tensioning should be followed. Proper tension should be checked frequently during the first
few daysofoperation and the necessaryadjustment(s) should be made. When one V-belt of any
multiple belt driverequires replacement, always replace all the belts with new ones made by the
same manufacturer.
Always keep the belts properly guardedfor safetyand to prevent oil from dripping and dirtfrom
entering into the belts.
10.3.5.5 Mill Stands
Most mill stands are sturdily built and they can last without replacement for more than half acentury.
However,inaddition to the previously described bearing and gear maintenance, some componentsofthe
stands havetoberegularly checked and maintained.
The adjusting screws slide up and down the bearing blocks in both the operator-side and the drive-side
stands. The sliding par tofthe bearing block can wear out. If the wear at the front or rear sides becomes
noticeable, then depending on the construction of the stand, the bearing block has to be made tighter
either by changing the shims or by remachining the parts.
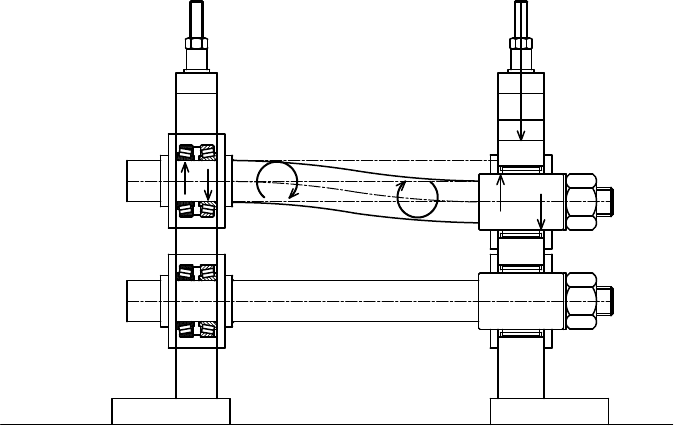
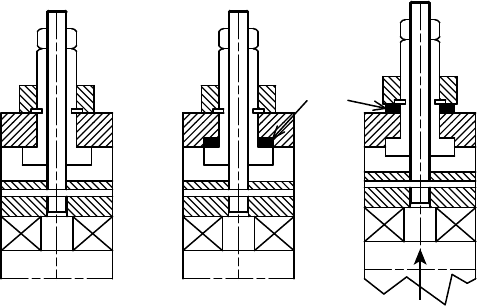
The lower ends of the rotating adjusting screws are encased at the top of the bearing block (Figure
10.25). These seldom-lubricated rotating parts can wear out. Oncethey are worn, the bearing blocks,
FIGURE 10.24 Forcing one end of the shaft up or down exerts undue high pressure on the bearings.
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-21
shafts and rolls “hang”onthe screwbytheir own weight. As aresult, after the rollgap is set to the right
distancewithfeeler gages, the top shaft with the rollswill jump up when the material enters between
the rolls. To avoid this “jump,” and to ensurecorrect setting of the roll gap,this looseness (play) has to
be eliminated. “Tightness”can be achieved either by reworking the end of the lifting screws and the
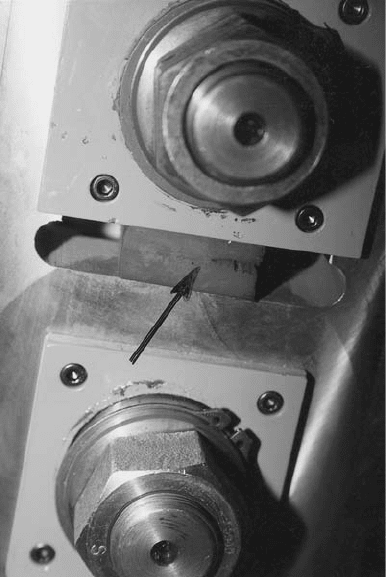
encasing parts, or by placing aurethane block under each bearing block (Figure10.26)The elastic
urethane lifts the block up sufficiently to eliminate the “play” and permits the gap to be set properly
with feeler gages. The elastic urethane, cut to the right length, does not impede rolladjustment
downward.Afew manufacturers supply mill stands with springs lifting the top blocks.
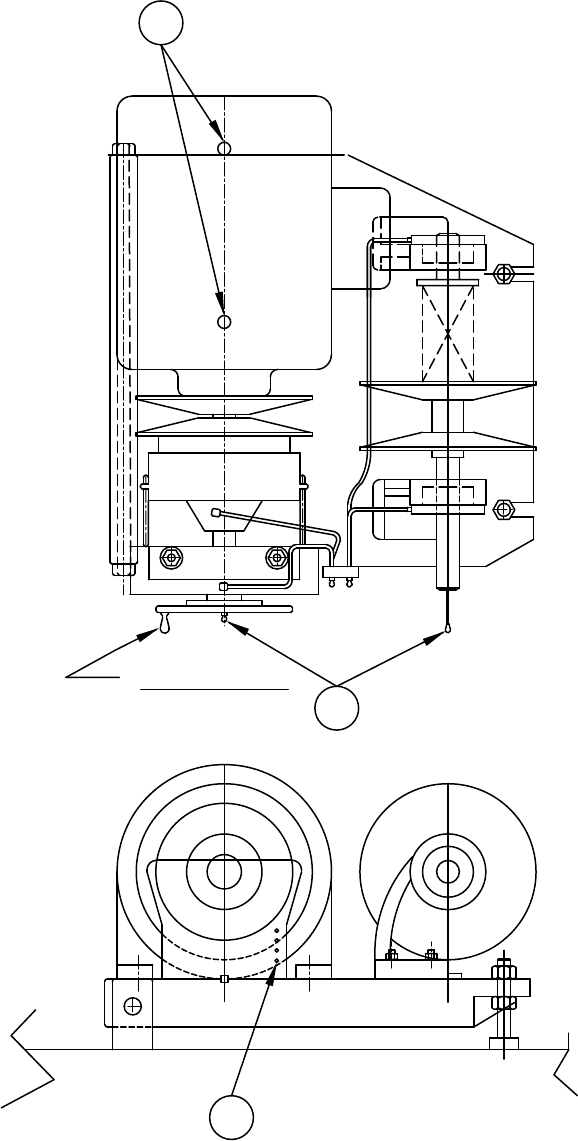
From time to time, the alignment of the micrometer scales on the operator-and drive-side screws
should be checked. After setting the shafts parallel with feeler gages between the rolls, the scales at both
stands havetobeset to zero (Figure 10.27). This will help the operator keep the top shaft parallel to the
bottom one regardless of the gap size.
All adjusting screws should run freely.Worn and damaged screws requiremoreforcetoturn them,
which will prevent the operator from “feeling” the pressure on the rolls during setup.
Suppliers usually do not number the roll forming stands. However,they are counted hundreds and
thousands of times during the life of the mill. Operators occasionally mark them with felt pens. It is
advisable to havepermanent identifications numbers installed on the stands, starting with #1 at the entry
side of the mill (Figure 10.28).
All mills run left to right or right to left. The right- and left-handed nuts at the shaft ends are
always tightened in the opposite direction of the shaft rotation. Therefore, mills cannot be operated
running in the opposite direction. The nuts will always get loose if the mill is running in the wrong
direction.
The supplier usually marks the left-handed nuts withagroove (Figure10.29). If they havenot
been marked, the marking should be made retroactively.Groovesonthe nuts will save aconsiderable
amount of the operator’stime by eliminating the irksome attempts to install left-hand threaded nuts on
right-hand threaded shafts and vice versa.
Nuts should run “freely” on the shaft-end threadswhen rotated by fingers. Usereasonable torque when
tightening the nuts, but avoid overtightening them. Fornut tightening ,donot use long extensions on
wrenches, sledgehammers, or hightorque pneumatic nut runners. However on nondriven shafts, ahit
with ahammer on the wrench will help to open (or close) nuts.
NO CLEARANCE DOWN BY
OWN WEIGHT
LIFTED UP
BY
THE STRIP
GAP
FIGURE 10.25 Worn, old-style top bearing block lifting screw allows the shaft and rolls to drop under their own
weight. The rolls will then be lifted up by the product entering between them.
Roll Forming Handbook10-22
If the stands and the mill bed are repainted, use compatible machine paint that will not be dissolved by
the lubricants.
10.3.5.6 Other Mill Components
Other componentsofthe rollforming mills such as entryrolls, entryguides, side-roll stands, straight-
eners, and others should be maintained and lubricated according to the supplier’srecommendation.
10.3.6 Maintenance of Mechanical Presses
All presses require regular (preventive and predictive) maintenance. The instruction/maintenance
manuals supplied by the press manufacturers coverthe press maintenanceprocedures. Recommended
press lubrication is covered in Section 10.3.
Listed beloware the guidelines for items to be checked or replaced during regular maintenanceof
prepunching and cut-to-length presses:
*
Check all bolts and nuts and tighten loose ones.
*
Check the nuts on the press posts, holding the press head.
*
Check parallelness of the head with the base after the nuts are tightened.
*
Check that the press stops at TDC (top dead center).
*
Adjust the clutch if required and check the lining for wear.
*
Adjust the brake if required and check the lining for wear.
*
Check the position of the microswitches at the cam located at the end of the crankshaft, other
sensors, or timing devices involved in the press-cycling and flying-die motion.
FIGURE 10.26 Urethane block lifts the loose bearing block up and eliminates the upper shaft “jump”when the
material enters the rolls.
Equipment Installation, Roll Setup, Maintenance, and Troubleshooting 10-23