Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

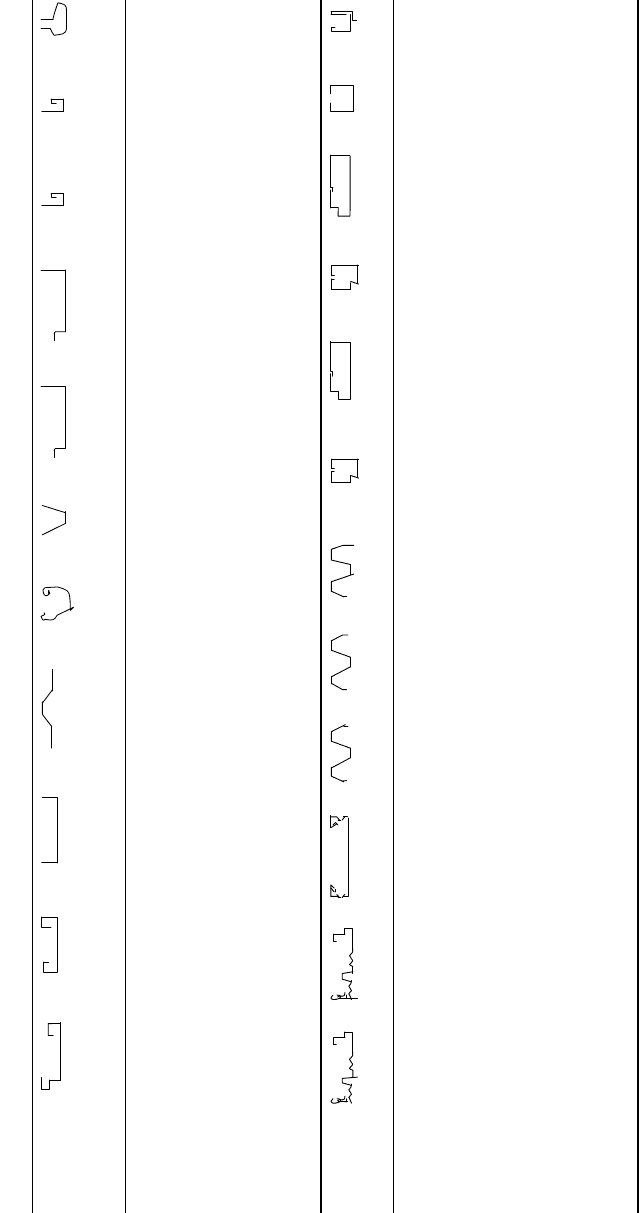
TABLE 5.9
Continued
FurnitrTop
FurnitrBack FurnitrStiffnr
Sill
Sill right side
Height
1.44
10
.5
0.45
4.6 13.1
4.6
8.5
2.5
0.5
2.25
Thickness
0.026
0.026
0.026
0.026
0.018 0.375
0.35
0.35
0.24
0.24 0.06
Y4
54
54
54
54
54
56
06
04
54
56
0
UTS
55
55
55
55
55 55
70
70
55
55
85
Total angle
360
270
90
140
540 60
180
90
90
270 450
Shape
1–1.7
1.07
1.05
11
1.05
11
11
11
.45
Extra pass
00
00
00
00
00
1
Tol. 0–
30
.5
0.5
0.5
0.5
00
.5
0.75
0.75
1.7
1.7
1.6
Hole fact
0–20
.18
0.18
0.18
0.18
00
.18
00
00
0
No
passes
13.0
10.3
6.0
6.4
20.2 30.5
14.9
21.3
9.8
6.9 20.7
Actual
Swept 14
Swept 14
Garage Door Garage Door Garage Door
Guard Rail Guard Rail Guar
dR
ail Rack Beam Rack Beam Rack Beam
Rack Beam Rack Leg
Auto
Height
1.2
1.71
1.82
3.187 3.187 3.187
75
.5
75
.5
30
.8
Thickness
0.018
0.018
0.018
0.1
0.064 0.064
0.078
0.078 0.078 0.078
0.074 0.018
Y5
05
03
56
06
06
05
05
05
05
06
06
5
UTS
60
60
45
70
70
70
65
65
65
65
75 80
Total angle 750
450
730
190
190
190
360
360
360
360 180 450
Shape 1–1.7 1.22
1.2
1.1
11
11
.1
1.1
1.1
1.1
1.05 1.2
Extra pass
60
00
00
11
11
21
Tol.
0–31
11
0.5
0.5
0.25
0.3
0.3
0.3
0.3
0.8 1.6
Hole fact
0–20
00
00
00
00
.18 0.18 0.12 0.18
No passes
24.8
15.7
17.3
12.1 12.3 12.0
23.9
20.8 26.9 23.6 15.7
17.2
Actual
18
16
Edges only
18 insufficient
big flar
e
Roll Forming Handbook5 -72
where
n ¼ number of passes (guideline only)
h ¼ maximum height of the section
t ¼ material thickness
a
¼ total degreeofformed angles at one side of the guide plane (whicheverside is larger)
Y ¼ yield strength in ksi (MPa)
U ¼ ultimate tensile strength in ksi (MPa)
z ¼ prepunched hole/notch and strip continuityfactor (0 to 2; see Table 5.6)
s ¼ shape factor (1–1.6) —(see Table 5.7)
e ¼ number of extra passes (0, 1, 2, etc.). For example, for scoring, grooving,duplicate “last pass,”and
so on
f ¼ tolerancefactor (0 to 2; see Table 5.8)
The accuracy of the guide number for passes depends on the correct input of numbers. Selecting the
correct input number requires some experience.
Table 5.9 provides several examples of the application on this empirical equation.
5.11 Flower Diagram
5.11.1 Cross-Section at Each Pass
After the section orientation has been selected and the number of passes established, the first step is to
locate avertical guide plane (often called guideline). Aselected element of the cross-section will travel
through the roll forming mill in that vertical
plane. Typicalexamplesofthe effect of the
location of the vertical guide plane on aflower
diagram and the stresses developed in the section
are shown in Figure5.111.For manysections, the
selected element will travel in astraight horizontal
line in that plane, while others with aslight
increase in the pass line height if the roll diameters
are increased from pass to pass (Figure5.112a). In
other sections, the element traveling in the vertical
plane may movesignificantlyinthe vertical
direction if it is required for optimum roll design
(Figure5.112b).
In afew,exceptional occasions, it is advisable
to havemore than one guide plane. The first
guide plane is used up to agiven pass and, from
the next pass onwards adifferent guide plane is
used. Examples for this unusual technique are
shown in Figure5.113.
After the guide plane is located, the next step is
to decide on the sequence and magnitude of
bending of each curvedelement at each pass.
Bending maystartatthe edges (as shown in
Figure5.3b), or at the center (Figure5.3a and
Figure5.5), or all bends can be formed at the
same time (Figure5.114 and Figure 5.120a).
After the bending angles have been established
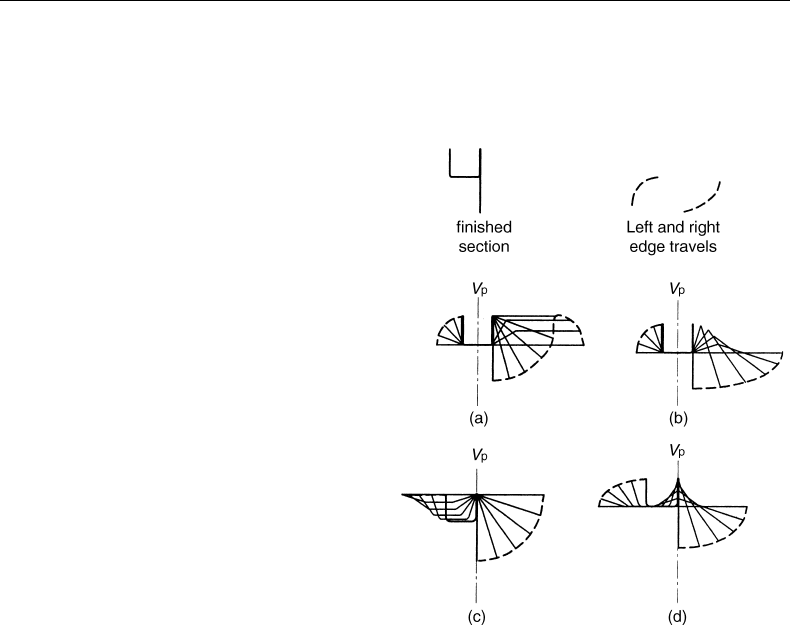
FIGURE 5.111 The edge stress is related to the edge
travel shown in the flower diagram. The position of the
vertical plane ( V
p
)influences the edge movement (“a”
worse, “d”best).
Roll Design 5 -73
and the cross-section at each pass is drawn,the designer reviews the access to the bend lines (open
or hidden), the overbend requirements to counteract springback and how the forming angles will be
adjusted by the operators by moving the top rollsdownorup.
The cross-sections at each pass (Figure5.1), superimposed from the flat strip to the finished shape, is
called the standard“flower diagram.”Typical flower diagrams are shown on (Figure5.5, Figure5.44,
Figure5.111,Figure5.162,Figure5.173,Figure5.174 and Figure5.178). Occasionally,the large number
of cross-sectional lines obscures the sequence of forming. In this case, the “split flower diagram”can be
helpful (Figure5.4, Figure5.44,Figure5.113,Figure 5.175,and Figure 5.177).
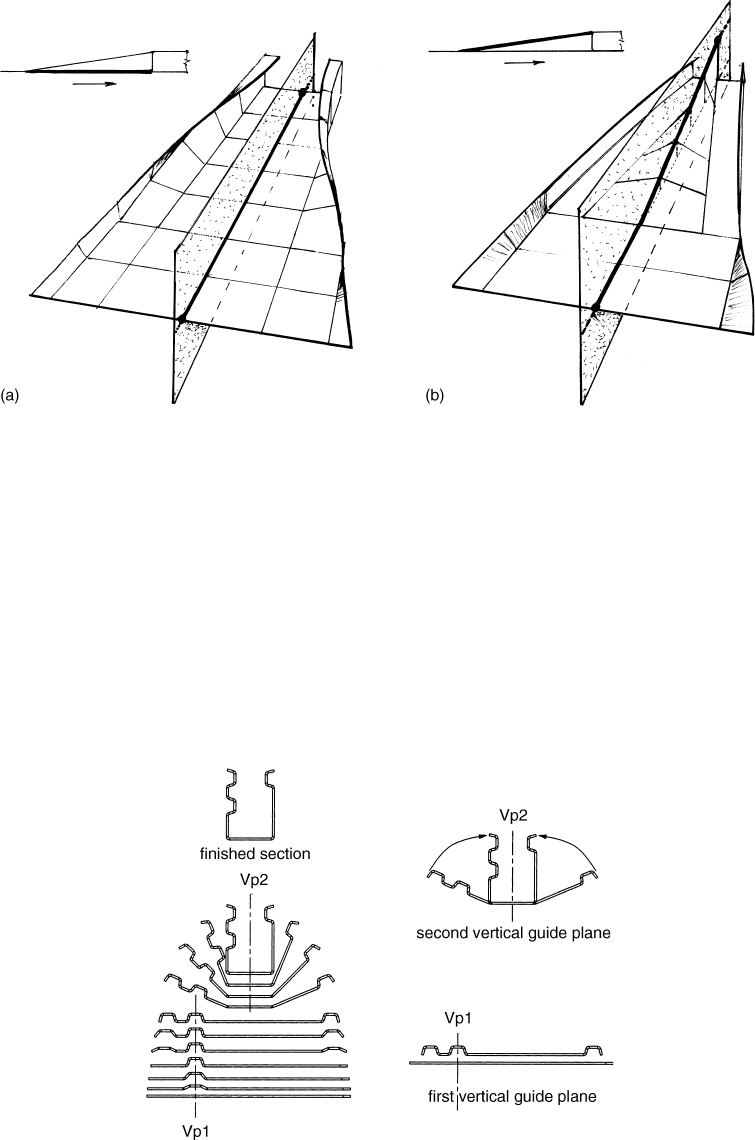
FIGURE 5.112 One point of the cross-section travels within astraight vertical guide plane almost horizontally (a)
or may travel up (b) or down.
FIGURE 5.113 In veryspecial cases, one vertical guide plane is used for the first partofthe passes and another one
for the rest of the forming.
Roll Forming Handbook5 -74
With theadvancement of computers, it
becomes easier to generate top view,side view,
or three-dimensional view of the flower (Figure
5.115). For an experienced roll designer,the
standard andoccasionally thesplitflower
diagrams are sufficient.
Theflower diagramisone of themost
important aspects of roll design. It reveals the
anticipated flowofthe material and the magni-
tude of the stresses generated by the forming
process. The designer tries to avoidlarge “jumps”
(markedas“b” in Figure 5.116a,b), resulting in
higher stresses at the edges or bend lines. The
moreeven the increments, the less chance there
is to run into problems. If necessary, additional
pass(es) can be added or some passes can be
eliminated. Shorter edge and bend line travel
distancewill generate less stress. The original
flower diagram (Figure 5.117a) maybemodified
to reach into thecorners wherever possible
(Figure5.117b).
To find the best, smooth, uniform flow,the rolldesigners usually modify their flower diagrams many
times beforethey are satisfied that undue stresses will not be created between anyofthe passes. Different
approaches to the flower design are described in Section 5.14.
Manually changing aflower diagram of asimple cross-section is easy.However,the morecomplex the
section is, the moretime consuming the change becomes. The roll designers are always under pressure
and frequently behind schedule. Therefore, often the last flower changes are not completed, only noted as
to what changes havetobemade during rolldesign.
One of the big advantages of the computer-aided roll design is the speed of changing the flower
diagrams. The rolldesigners can review manyalternatives in ashorttime and select the one which
appears to be the best under the given circumstances. Upon completion of the flower diagram, the roll
design can commencefrom pass to pass.
5.11.2 Forming in the First Pass Rolls
The first pass rolls havemultiple functions. They “pull” the leading edge of the strip into the mill and
complete the first forming. In some cases, they also guide the strip and can scorethe material for sharp
bending.
To pull the material into the mill is an important function. The maximum allowable forming angles at
all passes, including the first one, depend on the thickness, mechanical properties of the material, roll
diameter,length of the bent elements, lubrication, and the available top shaft drive. However,inthe first
pass, the maximum attainable angle often has to be reduced to suit the other functions, especially when
feeding the strip into the rolls. If the forming angle is too large, then the operator may havetocut tapers
on to twocorners of the leading edge of the coils. Considering the thousands of coils processed through
the mill, it is much less expensivetohavethe correct first pass rolls than have the mill standing idle while
the corners of the coil ends are cut.
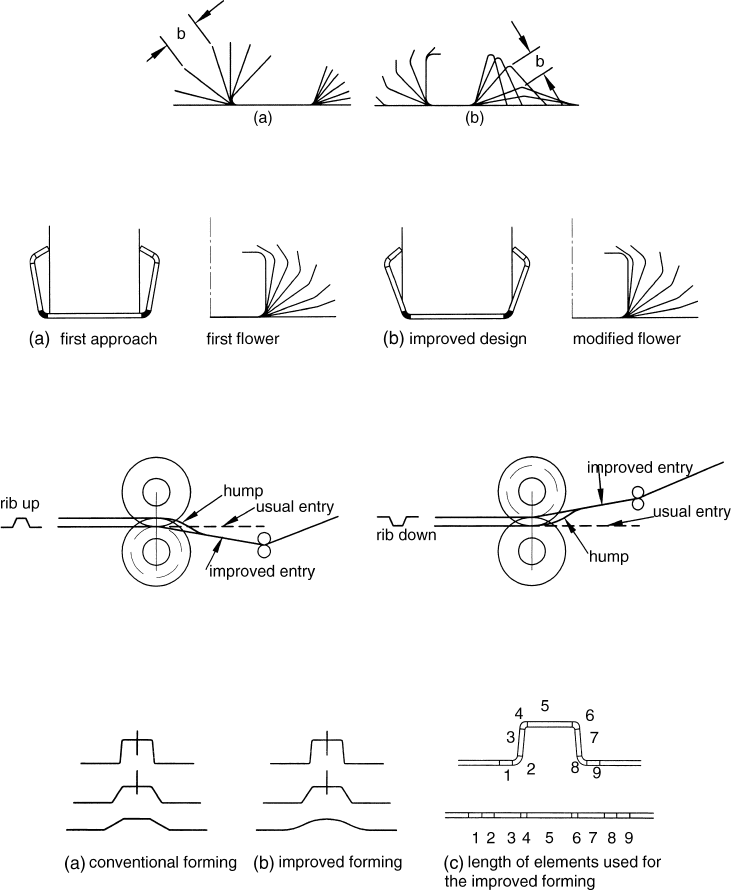
Some products, such as widepanels formed in the first pass at the center are usually guided into
the mill by entryguides only.Ahead of the first pass of the center formed panel, a6-to12-in. (150- to
300-mm) long “hump”can be observedwhere the coil enters into the first pass center rolls. The length of
this free floating “hump”fluctuates during forming. This length change is frequently associated with
buckling in and out of the material which may show up as wavesinthe product. The forming can be
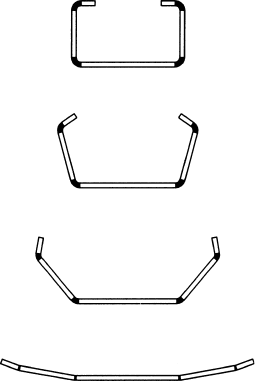
FIGURE 5.114 All bends formed at each pass (only 4of
the actual 12 passes are shown).
Roll Design 5 -75
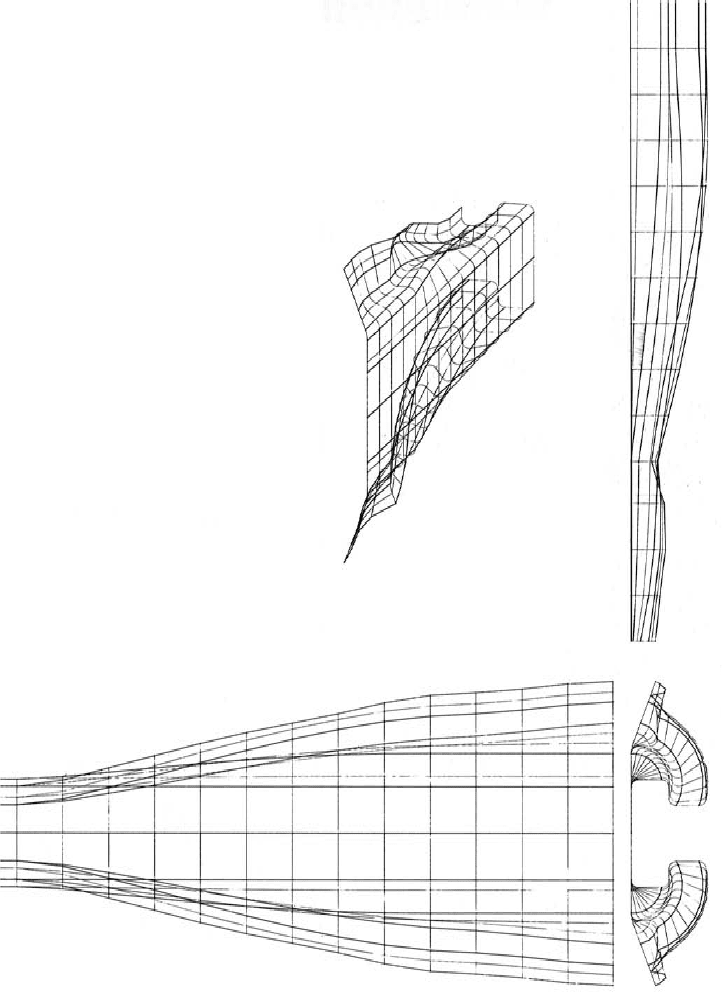
FIGURE 5.115
End, top
,side, and three-dimensional views of the flower diagram. (Court
esy of Metform International Ltd.)
Roll Forming Handbook5 -76
improved by placing asolid “hump guide”underneath the hump,which will keep the hump uniform. It
is importantthat the twoparallel entryrolls, frequently applied ahead of the entryguide, as well as the
entryguide itself should be of sufficient distancefrom the first pass.
Forming of panels can often be improved or waviness avoided if the coil is fed in the first pass at an
angle, up or down,tosuit the natural formation of the “hump.” Forexample, if the first corrugation is
formed upwards, then it is frequently advantageous to lead the material from alower or upper levelup
into the first pass at ashallowangle (5 to 15 in.) as shown in Figure5.118.Ifthe forming of the first rib is
“up,”then the lead from alower level up is recommended and vice versa. Further help in forming can be
achievedbyusing smooth “sine wave”first pass rolls (Figure5.119b,c). The section can obtain its angular
FIGURE 5.116 Big movements from pass to pass (b) creating highstresses should be avoided.
FIGURE 5.117 Flower diagrams slightly changed allowing the top roll to reach the bend lines at Pass #7.
FIGURE 5.118 Modified entryangle can reduce buckle and waves at the first “rib”forming at the center of wide
panel (elements 1, 5, and 9are false bends).
FIGURE 5.119 Sinus wave-shaped false bending at the first pass reduces internal stresses at the first forming pass.
Roll Design 5 -77
shape in the next passes. Occasionally,the curvedapproach is used through several passes. Care should be
taken to avoid permanent bending of the straight elements by selecting asuitable large r : t ratio.
Narrowstrips are usually guided at their edges by the first few pairs of rolls (see Figure5.121). In this
case, the entryguide is needed only to lead the strip in into the first twopasses. Proper guiding of the strip
by the rolls is also required when its surface is scored for sharp bending.
5.11.3 Forming in the Last Pass
To reduce the cost of tooling,inmost cases, the final overbend for springback is accomplished in the last
pass. The designer assumes that the product will springback and obtain its final shape after exiting this
last pass. Better tolerances can be achieved if the last pass is aduplicate of the previous “final shape”pass.
This last “duplicate”pass is frequently but incorrectly called the “ironing pass.”
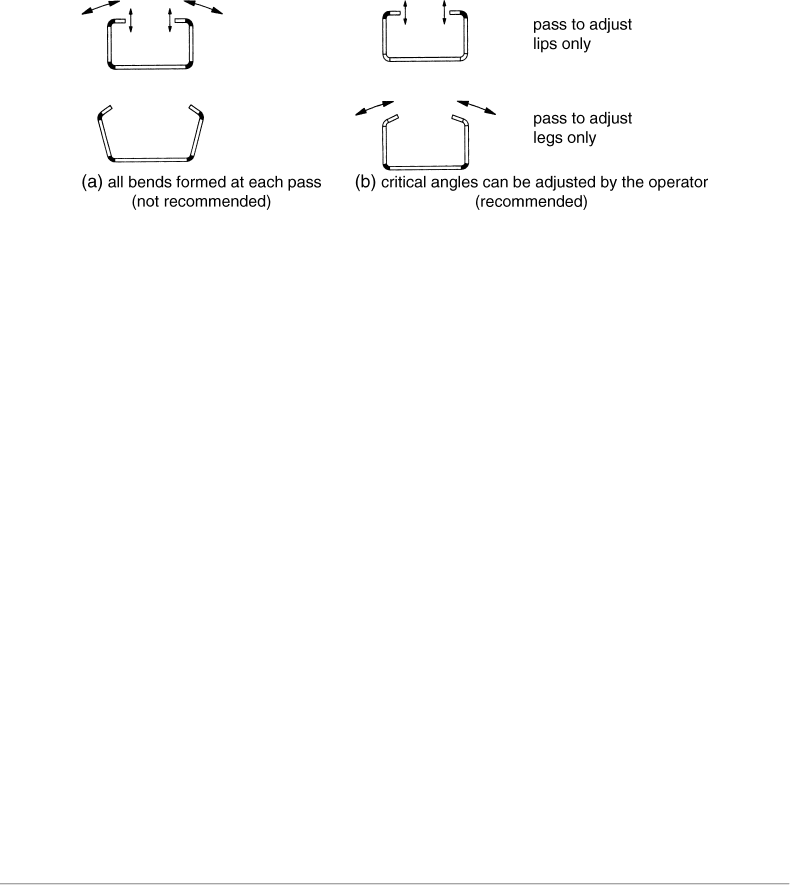
5.11.4 Adjusting Angles by the Operator
Regardless of how manybends are made in each pass, the designer should giveachancetothe mill
operator to easily adjust the critical angles. Figure5.120 shows asplit flower diagram. Bend lines marked
in black indicate achange in the bend angle at that pass.
Flower diagram (Figure5.120a) depicts adesign where everybend line is formed at everypass. In this
case, the operator adjusting the final angle of the lips by moving the top rolls up or down will inadvertently
adjust the legs and vice versa. Flower diagram (Figure 5.120b) shows the correct approach. Moving the last
pass rollsupand down will change the angle of the lips only.Adjusting the pass beforethe last one will
modify the leg angles only.
5.12 Roll Design
5.12.1 Strip Width Applied to Roll Design
The strip width used for rolldesign always represents the calculated strip width plus the maximum
“plus” slitting tolerance. For example, if the calculated strip width is 2.000 in. and the strip width
toleranceis ^ 0.005 in. (50.800 ^ 0.127 mm), then the strip width used for roll design should be
2.005 in. (50.927 mm). Forwide panels with large “runouts,”the coil width used for roll design includes
the added 0.5 to 1in. (12 to 25 mm) runout at both sides or at one side only.
5.12.2 Traps
To avoid the strip “wandering” sideways between the top and bottom rollsand to obtain better tolerances,
the strip is frequently trapped in the rolls. Because the strip width includes the “plus” slitting tolerance, the
maximum movement of the strip to the left and right direction (wandering) between the traps will not
exceedthe total of the plus and minus slitting tolerances. Forexample, if the strip width is 3.000 ^ 0.005 in.
FIGURE 5.120 The roll designer should give opportunities to the operator to adjust critical angles one at atime.
Roll Forming Handbook5 -78
(76.2 ^ 0.127 mm), then the maximum width
between the traps will be 3.005 in. (76.327 mm).
If thecoilwidth happenstobe2.995 in.
(76.037 mm), then the coil can be tight against
one trap,leaving a0.010-in. (0.25-mm) gap at the
other side. This means that because of the strip
width tolerancealone, in this case, one leg can be
0.010 in. (0.25 mm) shorter than the other.
Different kinds of traps are used to retain the
strip edges in the rolls.
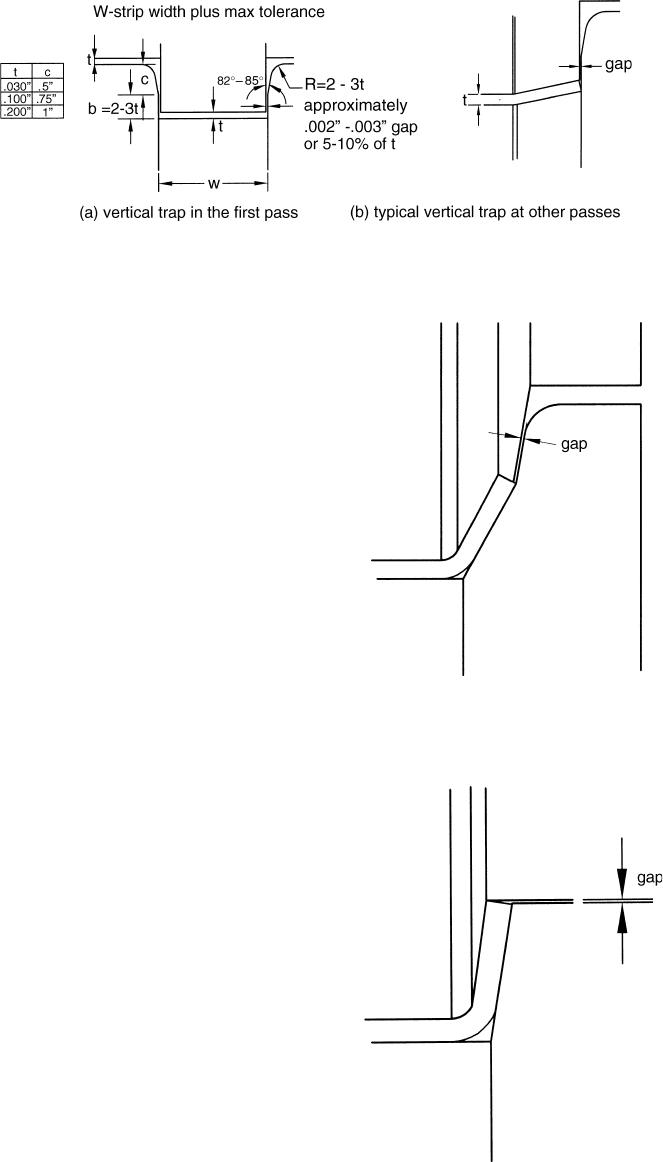
(a) Vertical Trap.Averticaltrap (Figure
5.121a,b) is used when the strip ends are
less than 15 to 208 to the horizontal. The
vertical trap surfaceofthe rollcan be two
to three times the material thickness,
continued in an 82 to 858 lead angle and
ending in aradius of aminimum two to
four times the material thickness. The
horizontal gapbetween thetop and
bottom rolls at the vertical trap is usually
0.002 to 0.003 in. (0.05 to 0.075 mm) or,
for thicker materials, 5to10% of the
thickness.
(b) AngularTrap .Anangular trap is
occasionally used for legs which are at
approximately 30 to 608 angle to the
horizontal. The application of the angular
traps is limited because the sharp small
trap is prone to damage (Figure5.122).
(c) Horizontal Trap.Ahorizontaltrap is
applied to the strip edges over 40 to 608
to the horizontal. Normally,the steep legs
of the section and the bend lines will
provide sufficient guideline for the sec-
tion, but atrap can still be used if the
leg length tolerances are critical (Figure
5.123).
FIGURE 5.121 Ve rtical trap.
FIGURE 5.122 Angular trap.
FIGURE 5.123 Horizontal trap.
Roll Design 5 -79
(d) No Traps
*
As mentioned above,for bends over 45
to 608 ,traps are usually not required
because the bend line will keep the
section in track.
*
Traps cannot be used if variable size
products are to be formed without tool
change (Figure 5.124). In these cases, it
is advisable to guide the strip by the
entryguide and by afew guides between
the passes. The in-between pass guides
should be adjustable in widthand
height.
*
Wide building products with þ 3/16 in.
(5 mm) coil width tolerance and with
possible runout provisions are guided
only by the entryguide.
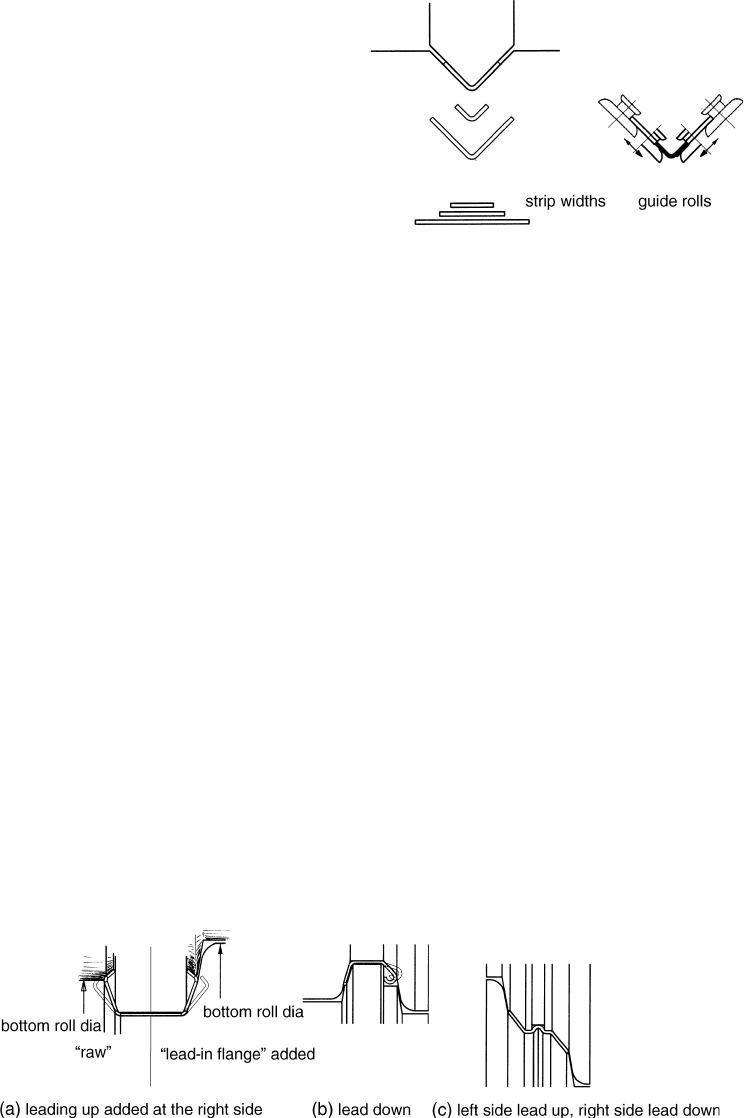
5.12.3 Lead-In Flanges
“Rawrolls” designed by simply enveloping the cross-section would form the section but in most cases, it
will be difficult, if not impossible, to enter the strip into the gap between the rolls. To help to lead the strip
from one pass into the next pass, it is advisable to change the “raw”rolls by adding “lead-in flange”
sections to them (Figure 5.125 and Figure 5.167).
Lead-in flanges, which often include traps, are morecritical when forming sections with critical surface
finish, highstrength/highspringback material, very thin material or forming noncontinuous strip precut
blanks or strips withholes or notches. Leads are not required when section bending commences at the
center partofthe strip,and when the edges are not formed up or down as in the forming of wide panels
and similar products.
The lead-in flange design is based on the geometryofthe strip edge, its direction (up or down), and the
degreeofbending at that pass. It is usually designed to have the outside edge of the strip (section) contact
the lead surface as it exits from the previous pass. The left side of Figure5.125 shows the “raw”roll design
(without lead-in flange). The strip coming from the previous pass would hit the edge of the roll,creating
surface marks and extensive roll wear.The right-hand side of the same pass shows the bottom rollwith a
“lead” surface.The strip edge will contact the lead surface and will travelmoregently to its new position,
creating less internal stress. Longer lead in will reducethe stress and willless likely create waviness, flare,
or other deviations form straightness and flatness (Figure 5.126).
FIGURE 5.124 Angles with different leg lengths formed
by the same rolls cannot be trapped (a). Guides adjustable
in width and height are recommended between several
passes.
FIGURE 5.125 Unedited (raw) rolls at the left side and edited (with lead-in flange) at the right side of rolls. The
thinner line represents the cross-section formed at the previous pass (a); (b) shows both sides lead-down and in (c),
the left side is lead-up while the right side lead-down.
Roll Forming Handbook5 -80
Depending on the direction of the strip edge
movement (up or down), the lead is placed either
on the bottom or on the top roll. The roll on
which the lead is placed by its rotating movement
will, in almost all cases, movethe strip edge away
from the shaft as shown in Figure 5.127.The
direction of the roll rotation (friction on the roll
surface)helps to move the strip into the roll gap.
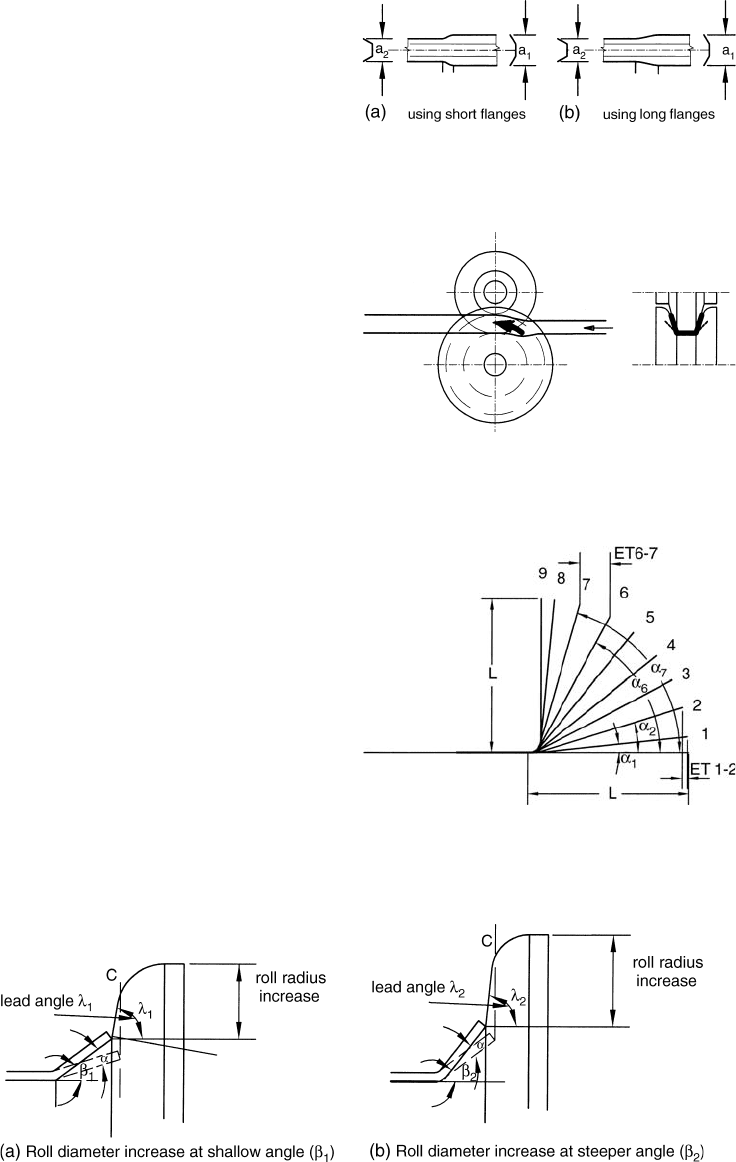
(a) Lead-InFlange Design for Straight Edge.
The approximate edge travel(Figure5.128)in
the horizontal direction is between passes:
ET 1to2¼ L (cos
a
1
2 cos
a
2
)(edge travel
between Pass 1and Pass 2)
ET 6to7¼ L (cos
a
6
2 cos
a
7
)(edge travel
between Pass 6and Pass 7)
The increase in roll diameter to accommodate
the lead-in flange depends on the horizontal
travelofthe edge from thepreviouspass,
materialthickness, roll diameter, springback,
and other factors. Figure5.129a,b shows that as
leg entryangle increases, for the same angle
increment between passes the guide roll diameter
has to be increased.
Occasionally,the lead angle is an extension of
the forming angle, as shown in Figure5.130.
Apartofthe radius at the rolledge of the
lead and horizontal roll surface intersection can
often be used to starttolead the edge of the
strip.Alarge radius tangent to the lead surface
only (Figure5.131a) is morepractical than a
smallerradiustangentialtobothsurfaces
(Figure5.131b). Afrequently used lead surface
has about two-thirdsstraight and one-third large
radius surface. Occasionally,itcan be necessary
to havealead radius that intrudes into the
straight portion of the section particularly when
forming to the vertical.
FIGURE 5.126 Long lead creates lower stresses in the
product.
FIGURE 5.127 Friction at the lead-in flange surface
helps to movethe legs in the right direction.
FIGURE 5.128 Edge travel in the horizontal direction
between passes.
FIGURE 5.129 Formed angles (
a
and
b
)influencethe roll diameter increase required for the lead-in flange.
Roll Design 5 -81