Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

The shape of the side-rolls is just as important as the shape of the main rolls. To provide reasonably
“smooth”forming,the diameters should also be adequately large. Side-rolls are usually designed the
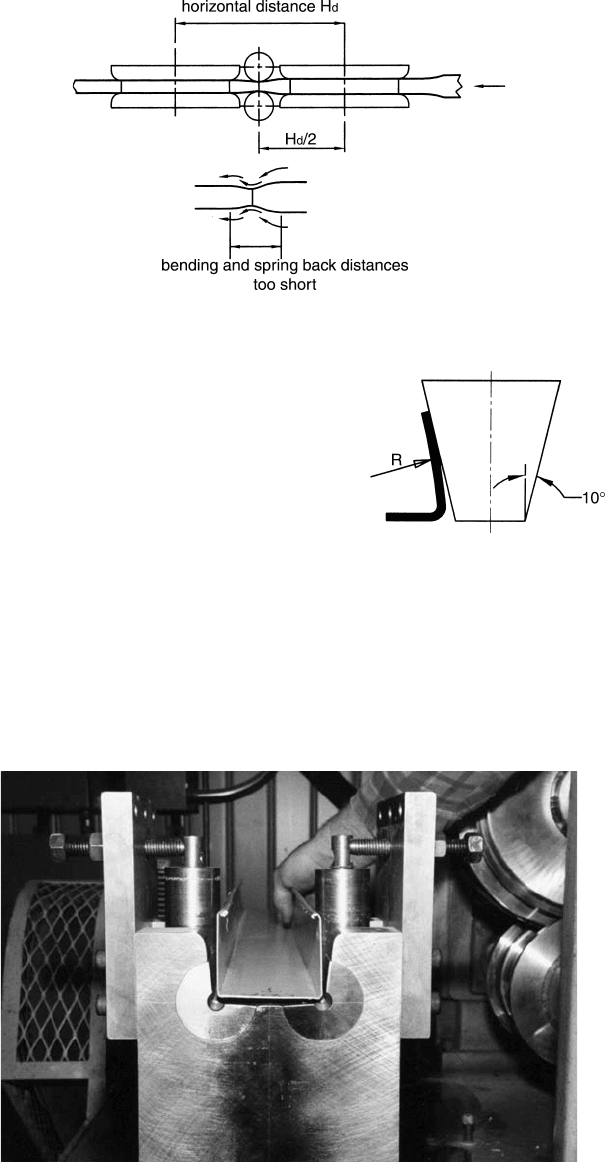
same wayasthe main rolls. However,some of the side-rolls used for overbending can create aproblem
when they are only partially engaged. Figure5.102ashows atypical example wherethe side-rolls designed
for the maximum 108 overbend are set to form only arequired 5 8 overbend. Special Delta overbend rolls
havebeen developed to avoid this problem. The rolls, hinged around the bend line, are “tilted” at the
required angle (Figure 5.103).
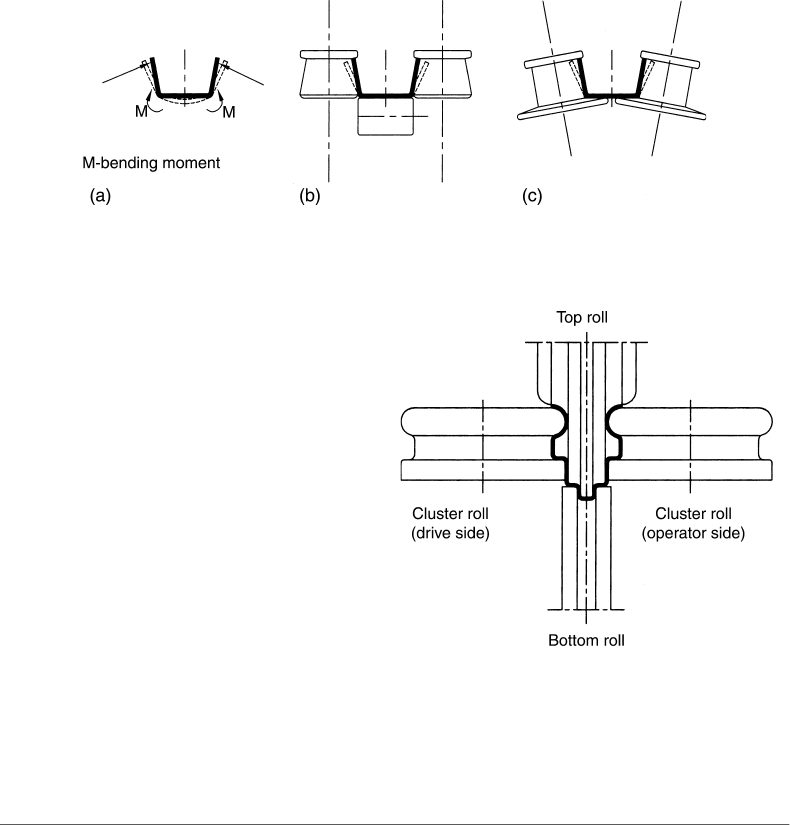
When aside-roll is applied to one element to the section, the created bending moment may curve the
adjacent element too (Figure5.104a). To avoid this problem, the other elements of the section should also
FIGURE 5.100 Continued
Roll Forming Handbook5 -62
be supported (Figure 5.104b,c). Special side-roll
stands supporting the bottom of the section and
rotatinginorout will eliminate allthese
problems.
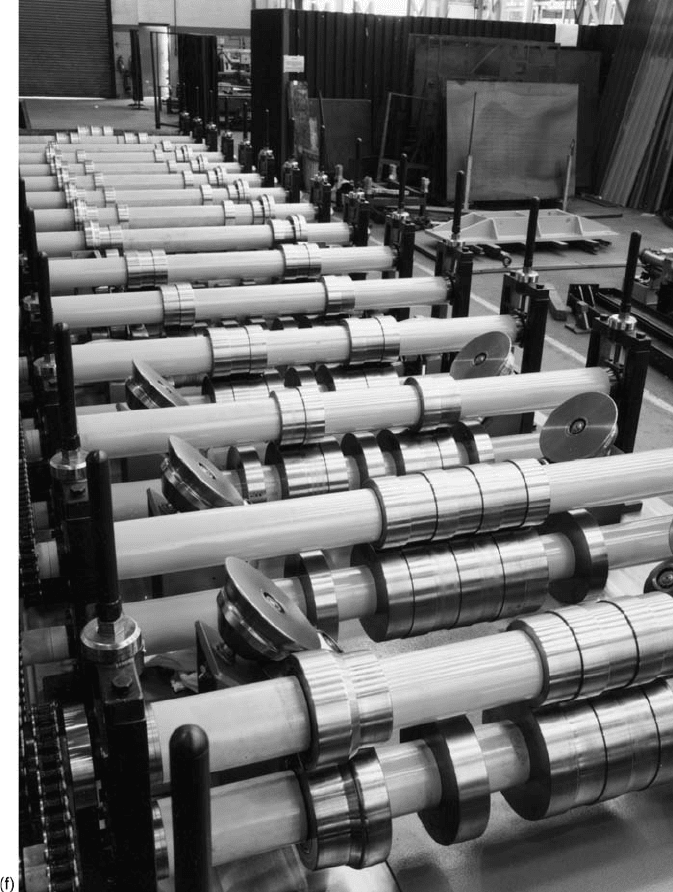
5.9.8 Cluster-Rolls
To better control the forming process, the side-
roll stands can be located at, and working in
conjunction withthe main rolls. These types of
side-rolls are called “cluster” rolls. The cluster-
rollsare efficient. They requireaspecial “bridge”stand to supportthe rolls between the main roll shafts.
Atypical cluster-roll arrangement is shown in Figure 5.105.Cluster-rolls are also shown in Figure 5.176.
FIGURE 5.101 Side-roll pass squeezed between main rolls maycreate too highinternal stresses.
FIGURE 5.102 Conical side-rolls maycurve straight legs
while bending at the corner.
FIGURE 5.103 Side rolls “tilting” around bend lines eliminate edge curving problem shown in Figure 5.102.
Roll Design 5 -63
5.9.9 Slides and Other Forming
Devices
During the roll setup and testing,the setup
person occasionally finds away to eliminate
problems by pushing or squeezing the section
with a2£ 4pieceofwood or by other means.
This temporarysolution is usually replaced with
side-rolls or occasionally with slides made from
bronze,plastic or othermaterial.Bronze,
hardened steel or other guides are also employed
to guide the strip from pass to pass, especially in
the case of precut or deeply notched sections.
Similar guides may be used to help he strip or
sectiontoenter into othertools such as
straighteners, cutoffdies.
These slides (guides) are not considered as
forming passes and are not partofthe flower
diagram.
5.10 Number of Passes
5.10.1 ArtorScience
One of the most frequently askedquestion in the rollforming industryisthe number of passes required
to form asection. To answer is not easy.
The required number of passes is influenced by manyfactors including competitivepricing.
Astandardmethod of calculating the optimum number of passes required does not exist. Most
designers’results are based on experience.The most commonly used process is described by
F. Graduous [55]: “The experiencedroll designer doodles abit, gazes at the ceiling and quite
positivelysays: ‘I can do it in ten’. ”
5.10.2 Factors Influencing the Number of Passes
Most of the factors influencing the number of passes havebeen discussed in Section 5.2 to Section 5.5.
Additional factors include the following:
(a) Material Thickness.The thickness of the product has an influence, but the effect is controversial.
Many designers believe that thicker products require morepasses. This is valid only if the mill is
FIGURE 5.104 Supporting the horizontal surface in (b) and (c) eliminates buckling caused by the bending
moments (a).
FIGURE 5.105 Cluster-rolls.
Roll Forming Handbook5 -64
not strong enoughtoaccomplish the required forming at each pass. If the mill is strong enough,
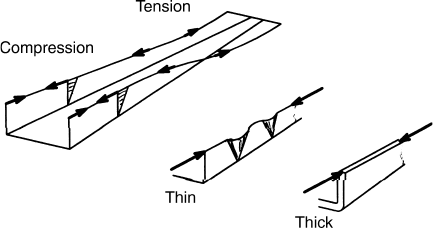
which it should be in the majorities of cases, then the thicker the material, the less passes are
required. This effect can be explained by the fact that the thickness does not limit elongation
(strain), but thicker material will less likely be wavy when compressed in the longitudinal
direction (Figure5.106).
This effect is confirmed by manycases where narrow sections or wide panels can be
satisfactorily formed from different thickness of materials down to alimit. Material thinner than
this limit requires more passes for good forming,otherwise the product will be wavy or will have
other problems.
(b) Continuity of the Strip .Continuous forming provides asmoother flowofthe material from pass
to pass. The flowisdifferent when the partisprecut. The leading edge of the strip will slightly
spring back after leaving the forming pass, and will travelpractically in astraight line until the
front end hits the lead-in flange of the next pass of rolls. Abruptforming thereforetakesplace
on entrytothe next pass. The rest of the precut strip is formed as acontinuous section, but a
similar “jump”happens everytime when the front end of the strip contacts the next forming
pass. Similarly,there will be difference in the flowwhen the tail end of the strip exits from the
passes.
To minimize abrupt forming, precut strips are usually roll formed with two or three more
passes than the same section formed from acontinuous strip.The front and tail ends of precut
sections frequently havemoreflarethan the same section formed from continuous strip cut to
length after forming.
Applying astraightener or curving unit after forming precut strips is either not practical or
quite complicated.
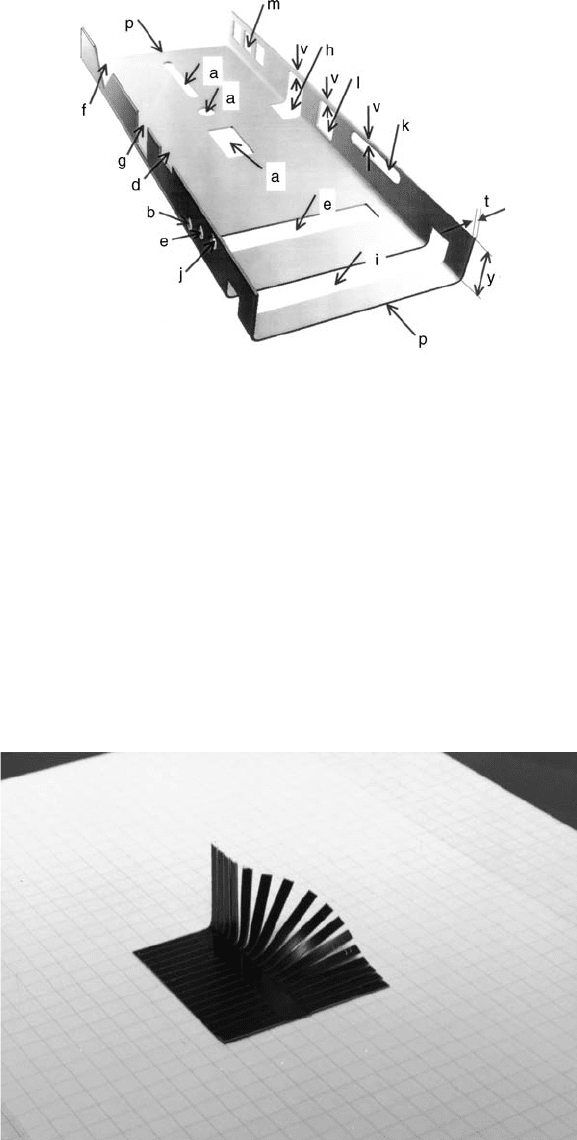
(c) Holes and Notches.Notches at the edge of the strip haveasimilar effect on forming as precutting.
The deeper the notch, the more similar the effect is to precutting (Figure5.107 and Table 5.5).
Holes punched in the web havelittle influence on the number of passes. However,holes
punched in the elements which are under tension during forming can greatly influencethe
required number of passes. In extreme cases, products with large cutouts close to the elements
exposed to highest strain require30, 50, or 80% more passes to be formed than the same section
without holes. Insufficient number of passes will distortthe shape of the holes.
Very large cutouts, like complex miter prenotches will makeroll design moredifficult. At the
point of alarge cutout, the remaining strip is veryweak, but it should neither be permanently
stretched nor compressed during forming. This cross-sectional weakness will also create problems
when the strip passes through aloop after punching,when the material is forced through the
straightener,and when the finished product is handled after forming.
The number of passes is established to keep the stresses at the edges of the strip at around or just
abovethe yield point. When wire webs or sections slit to the edges (Figure5.108)are rollformed,
FIGURE 5.106 The buckling strength of thickerand higher strength material is higher;therefore, it is less likely to
buckle under compression than the thin or low strength material.
Roll Design 5 -65
the edges are not constrained and highstresses are not developed. Therefore, roll forming these
types of starting materials requireless passes than the same section made from solid, continuous
strip.The lead-in flanges of the rolls should be sufficiently large to ensureasmooth entryofthe
edges into the roll gap.However,the variation in the circumferential speed can change, say, a90 8
angle of the “fingers” by 3to68 .Careshould be taken to avoid or minimize this problem.
(d) Straight or “Free-Flow” Pass Line.Almost all rolldesigners’experience,aswell as rolldesign
software,are based on forming sections in aroll forming mill which has all the bottom shafts in a
straight (usually horizontal) line. Astraight pass line is not necessaryideal for rollforming, as
explained in Chapter 15. If rolls are designed to suit the optimum material flow (“free-flow” or
“down-hill forming”), wherethe pass line is not astraight line, then the number of passes can be
reduced compared with the passes used with the present methods (Chapter 15).
FIGURE 5.107 Influence of holes and notches on the number of roll forming passes.
FIGURE 5.108 Noncontinuous edge will “open up”instead of “stretching,” thus often requires less passes to
form it.
Roll Forming Handbook5 -66

(e) Tabulated Form of Influencing Factors.The number of passes required to form aproduct within the
specified tolerances are influenced by numerousfactors as described in the previous sections.
Table 5.5 summarizes the overall effects of these factors and Table 5.6 to Table 5.8 provide the
numerical values for Equations 5.19.
5.10.3 Calculating the Number of Passes
Numerous attempts havebeen made for along time to bring “science”into rollforming or at least to
provide some numerical guidelines to calculate the number of passes. One of the earliest approacheswas
to calculate the distance from the edge of the strip to the edge of the finished product in asimple, straight
layout (Figure 5.109). Dividing this distancewith tangent 1 2 tangent 1.5 in. (0.0175 2 0.0262) gives a
guideline for the total mill length required for forming.Dividing the total lengths with the horizontal
spacing between passes will givethe required number of forming stations (see equation below).
Example
p ¼
ffiffiffiffiffi
2 a
2
p
¼ a
ffiffi
2
p
¼ 1 : 414a ð 5 : 17Þ
if a ¼ 1 : 5 ; then p ¼ 1 : 414 £ 1 : 5 ¼ 2 : 12
tan
a
¼
p
c
c ¼
p
tan
a
ð 5 : 18Þ
assuming
a
¼ 1 : 5 8 ; tan
a
¼ 0.0262, then c ¼ 2.12 4 0.0262 ¼ 80.96 ¼ distance from the first pass to
the last pass.
TABLE 5.5 Factors Influencing the Number of Passes
Factors Number of Pass Requirement
Decrease Increase
Depth of the section ShallowDeep
Bend lines Open Hidden
Section toleranceLoose Tight
Material Thickness
If mill is strong enough
If mill is not strong
Thicker Thinner
Thinner and thicker
Mechanical properties Low yield strength High yield strength
High elongation Low elongation
Surface Hot rolledsteel Prepainted or luster surface
Uniformity (twist, waviness,
camber,etc.)
Tighttolerancematerial Loose tolerancematerial
Continuity Continuous strip Precut
Other operations in
the line
Holes at the center No influence
Holes close to edges More passes
Notches Shallow(1to2extra)
Deeper (more passes)
Welding —2to 4ormore
Curving Same or less —
Mill characteristics Larger shaft diameter Maybeless passes —
For deep sections and panels
Horizontal distanceLess passes —
Large ——
Small More passes
Roll Design 5 -67
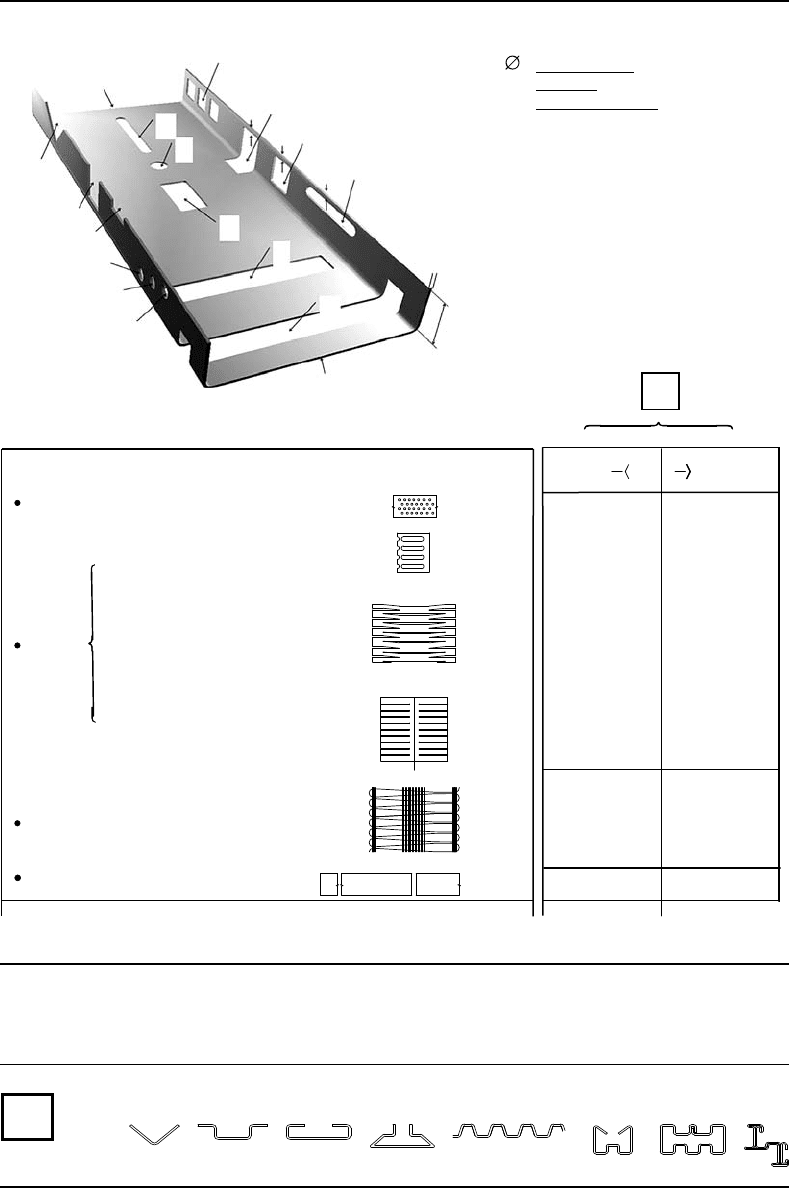
TABLE 5.6 Effect of Holes and Notches ( Z )onNumber of Passes (Equation 5.19)
For letter “Z” in the equation
pick one number only,
the highest value of all
applicable conditions
y=height
m
v
v
v
I
k
t
y
p
j
e
b
d
g
f
p
a
a
a
e
i
h
t=thickness
v=distance from edge
y
t
20
Z
y
t
40
00
a0 0
b0 0
c0 0.07
d0.03 0.05
e0.050.05
f0.07 0.12
g0.07 0.12
h0.1 0.1
i0.12 0.15
j0.12 0.15 (if s ≥ 5t)
k0.15 0.2 –0.4 (*)
l0.25 0.3 –0.5 (*)
m0.5 0.6 –0.7
n
1
n
1
0
n
2
n
2
n
3
n
3
0.05
0.05
n
4
n
4
0.30
n
5
n
5
0.25
p
p
0.18 0.18 (pre-cut)
no hole
(*) The longer the slot and the smaller the dimension “v”, the larger the “Z” factor is.
Small perforation
edge continuous
Slotted limited edge continuity
edge not continuous
Wire
Pre-cut
TABLE 5.7 Effect of Shape ( S )onNumber of Passes (Equation 5.19)
S
Shape
Factor
111.05 1.05 1–1.05 1.1 2 1.2 1.4 1.5
Roll Forming Handbook5 -68
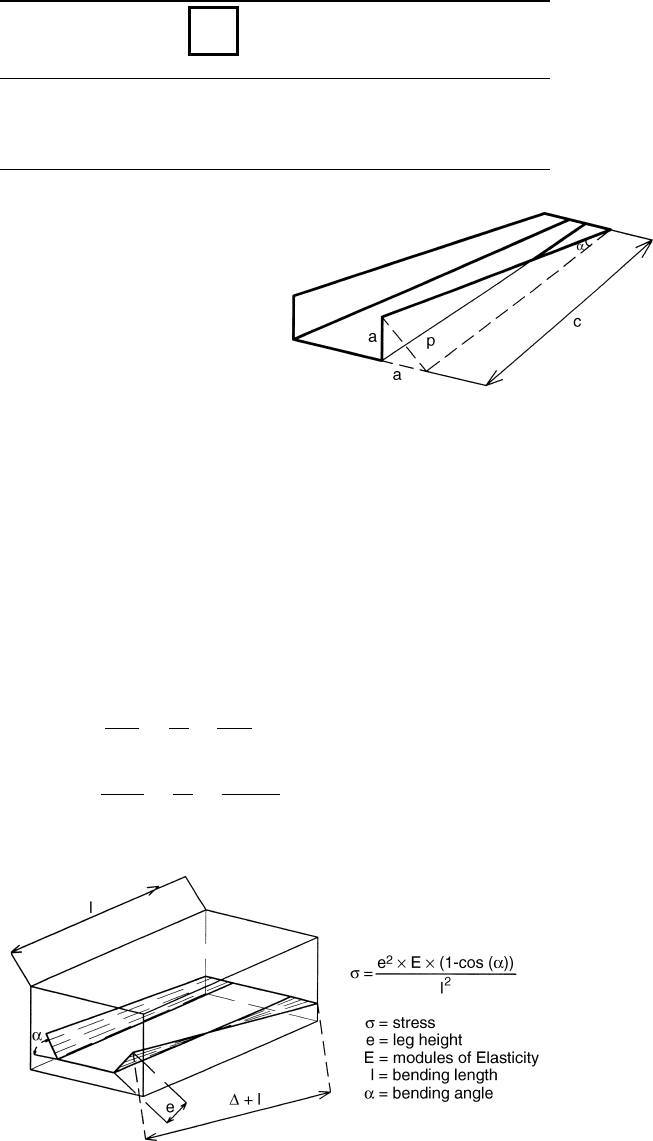
If the horizontal distancebetween passes is
HD ¼ 10 in., then according to this equation,
(80 4 10) þ 1 ¼ 11 passes will be required to
form the 1.5-in. deep “U” channel.
The calculation based on Equation 5.18 gives
some guidanceto“beginner”designersfor
simplesections butitis“crude,” unreliable
approach, which does not take other important
factors into consideration.
Other author [38] recommends to calculate
the number of passes by limiting the “resulting
edge tension”asshown in Figure5.110.
With the advanceofcomputer-aided rolldesign, additional approaches havebeen tried (see Section
5.14). One method has been based on calculating the stresses in the formed section to arrive at the
number of passes required. Another method is to establish the number of passes and prepare aflower
diagram first, and then to calculate the developed stresses. If the stress between passes is abovethe
permitted level, then the forming can be modified. Another method of calculating the number of passes
with computer-aided rolldesign is based on empirical equations.
An empirical equation preparedbythe author,which provides guideline for the number of passes, is
incorporated in the Roll Former’sGuide
w
software.This, so far not fully tested equation is shown below:
n ¼ 3 : 16h
0 : 8
þ
0 : 05
t
0 : 87
þ
a
90
Y
2 : 1
40U
"#
0 : 15
s ð 1 þ 0 : 5 z Þþe þ f þ 5 zs ð 5 : 19 imperialÞ
n ¼ 0 : 237h
0 : 8
þ
0 : 834
t
0 : 87
þ
a
90
Y
2 : 1
0 : 003U
"#
0 : 15
s ð 1 þ 0 : 5 z Þþe þ f þ 5 zs ð 5 : 19 metricÞ
FIGURE 5.109 An early rough“straight line” approach
to calculate the number of passes.
TABLE 5.8 Effect of To lerance Factor ( F )onNumber of Passes (Equation 5.19)
f
Tolerance Factor
Loose (construction) 0
Medium 0.5–1.0
Tight (automotive) 1.1–1.7
Extremely tight 1.9–(2)
FIGURE 5.110 Calculating the number of passes from limiting edge stress.
Roll Design 5 -69
TABLE 5.9
Number of
Passes Calculated with Equation 5.19
Bumper
WBumper
Windo
wspc Wi
ndowspc Screen Door Screen Door Drawer
sld Door
Frame
Furniture Stud
Auto
T-hanger
Height
32
.35 0.375 0.312 0.35
0.75
10
.5
2.25 0.7 2.5 2.36
1.6
Thickness 0.075 0.06
0.047 0.017 0.017 0.024
0.024 0.096 0.048 0.074
0.036 0.146 0.011
Y1
95 160
45
14
14
18
18
45
40
45
65 55 40
UTS
205 180
55
16
16
20
20
55
55
55
80 65 50
To
tal angle 360 360 195
535
436
450
630
250
360
405 180 184 720
Shape
1–1.6 1.25 1.08 1.2
1.3
1.3
1.35
1.35 1.3
1.05 1.15 1.05 1.05
1.3
Extra pass
00
01
11
11
01
01
3
Tol. 0–
21
.8 1.8
01
.65
1.65
1.65
1.65 1.6
11
.2
01
.9
2
Hole fact
0–10
00
.0
0.0
0.0
0.0
0.0
0.0
0.5
0.5 0.18 1.18
0
No passes
22.4 17.1
5.4
12.8
11.6
13.5
16.7
9.4 17.8 16.1 13.0
14.5 25.1
Actual
17
18
14.0 16 26
Barn Ve
nt Drip Starter Canopy
Guide Fan
1 : 5 £ 845
8 1
: 5 £ 836 8
1 : 5 £
554 8
2
00
£ 55
4 8 3
00
£ 3ribs 628
1 : 5 £ 480 8
Height
61
.05 5.4 0.4 1.3 1.6
3.25 1.5
1.5
1.26
23
1.5
Thickness 0.015 0.018 0.03
0.006 0.015 0.071 0.048 0.013
0.031
0.013
0.013
0.035
0.036
Y4
54
54
530165
05
03
62
59
09
09
04
5
UTS
55 55 55 40 18
60 60
38
28
110
110
110
55
Total angle 640 480 250
240 270 510 280
750
918
490
490
372
640
Shape
1–1.6 1.3 1.3 1.1 1.07
1.05 1.25
11
.05
1.05
1.05
1.05
11
.05
Extra pass
01
00
01
00
05
57
3
Tol. 0–20
.3 0.4
01
.5 0.5 1.15 0.75
00
.2
0.2
0.2
0.2
0.2
Hole fact
0–10
.07
00
.18 0.18 0.18 0.1 0.18
00
00
00
No passes
32.1 15.4 21.1 12.0 10.5
17.9 15.5 16.1
16.0
19.3
21.4
22.1
16.8
Actual
14 passes
did not
work
?1
8
Roll Forming Handbook5 -70
HatS
tep Beam
Auto
Au
to UB
ookshelf
Tubulrar auto SS “U” chnl Furniture Side
Furniture Door
Height
0.456
60
.93 1.1
1.5 0.85 1.2 0.78 0.625
62
.36
1.44
0.94
Thickness 0.093 0.068 0.093
0.024 0.06 0.024 0.024 0.082
0.06
0.04 0.12
0.026
0.026
Y5
05
55
04
04
04
04
06
04
54
57
04
54
5
UTS
60
65 60 50
50 50 50 50
55
55
85
55
55
Total angel 180 270 180
270 270 360 450
880 90
300
90
360
270
Shape
1–1.6
11
.25 1.05 1.2
1.15 1.2 1.3 1.06
11
.2
11
.07
1.07
Extra pass
10
11
10
11
00
00
0
Tol. 0–21
.7 0.6 1.7 1.2
1.2 1.2 1.2 1.6
1.2
1.7
10
.5
0.5
Hole fact
0–10
.4
00
.5
00
00
00
0.15
00
.18
0.18
No
passes
9.9 23.4 12.9 #REF!
11.5 11.1 15.4 18.4
5.1
26.1
9.6
13.0
10.3
Actual
20
Recommended 10 14 20
1 : 68 £
4768
1 : 5 £ 5deck
0 : 75
£ 575 8
Farm
Roof Farm
Roof
Hidden
Fasten
4 £ 38
5 8
2 £ 3858
Farm
Roof
Garage Door Garage Doo
r
Height
1.68
1.50
.75
0.354
0.5
1.5
33
1.44 0.8
0.6 0.71 1.71
Thickness
0.024 0.026 0.015
0.032
0.015 0.03 0.026
0.026 0.018 0.032 0.02
0.018 0.018
Y4
54
04
54
54
54
54
54
54
84
55
05
05
0
UTS
55
52
55
55
55
55 55
55
60
55
60
60
60
Total angel 608
960
900
594
850 360 680
340
500 562 1200
1570 1570
Shape
1–1.6 1.05
1.05
1.05
11
1.25
11
1.2
11
1.22 1.22
Extra pass
30
00
12
48
60
12
11
Tol. 0–
20
.2
0.20
.2
0.7
0.2
0.2 0.2
0.2
0.75 0.7
11
1
Hole fact
0–10
00
0.0
00
00
00
.00
00
0
No passes
17.3
17.5
16.1
10.1
15.0 14.5 21.3
21.4
21.2 11.0
31.1 30.0 33.2
Actual
18
18
16
14
14 22
22
20 þ 5SR
bit wavy
Roll Design 5 -71