Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

*
The roll design, including the bolts holding the rollscan determine the narrowest product
that can be made on the mill.
*
Bottom and top hold-down devicesmay havetobemade easily removable or adjustable
to suit different widths.
*
Sometimes, it is awkwardtocheck the shaft shoulder alignment in cantilever mills, and
the alignment and parallelness in duplex mills. The alignment can be made easier and be
checked much quicker with astraight edge if the rolldesigner specifies that the length of
all rolls should be kept within ^ 0.0005 in. (0.013 mm).
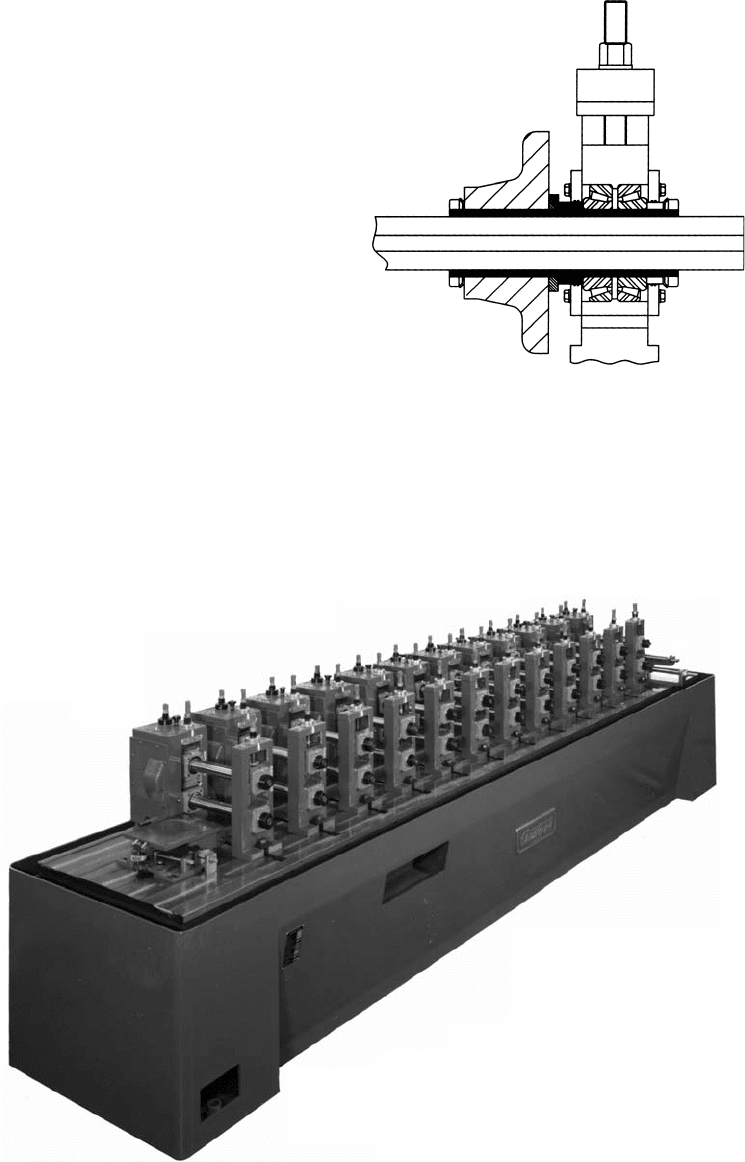
(c) Duplex ThroughShaft Mills.Through shaft mills, depending on the roll and shaft lengths
(Figure 5.51), can have25to60% less deflection (or in other words, 25 to 60% higher load
capacity) than the cantilever mill withthe same shaft diameter and roll length.
In these mills, the drive-side rolls are attached to the drive-side stands and the operator-
side rolls to the operator-side stands (Figure 5.52). The rolls are lockedonsleeveswhich rotate
with the shaft but allow movement along the axis of the shafts when the stands are moved in
or out.
Most items that havetobeconsidered when designing rolls for duplex mills also have to be
takeninto consideration for the duplex through shaft mills. The differenceisthat due to the
added sleeves, the roll diameters of the throughshaft mill will be larger and the horizontal
centers are usually greater.Adjustable center-supportrollsfor the product can be installed on
the shafts.
(d) Standard Mills (Shafts Supported at Both Ends).The majorityofroll forming mills havethe
shafts supported by bearings at both ends (Figure5.53). Most of the previously mentioned
factors and several others havetobeconsidered for standard mills.
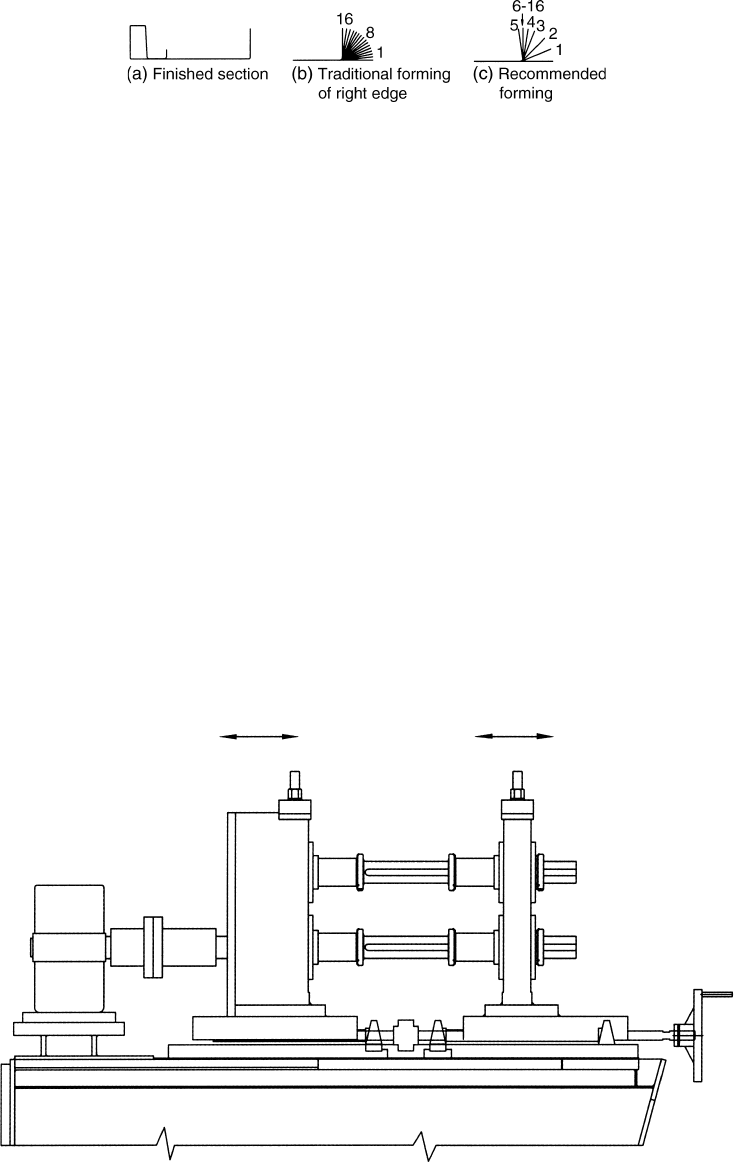
FIGURE 5.50 Forming of asymmetrical sections requirebetter guides than asymmetrical one.
FIGURE 5.51 Through shaft duplex mill.
Roll Forming Handbook5 -32
5.5.3 Shaft Diameter
The shaft diameter is established by the mill
manufacturer,taking the maximum thickness,
maximum strength and the maximum width
of the material into consideration. It is the roll
designer’sresponsibilitytopointout before
roll design starts if in his/her opinion the shaft
diameter of the mill is not sufficient to form the
product.
The “makeshift” arrangements to support
insufficient diameter bottom shafts or top shafts
with rollsorapplying ayoketohold the top
and bottom shaft between stands together are
not recommended. This “emergency” measure
makes mill adjustment and rollchanges very
difficult and it should be avoided.
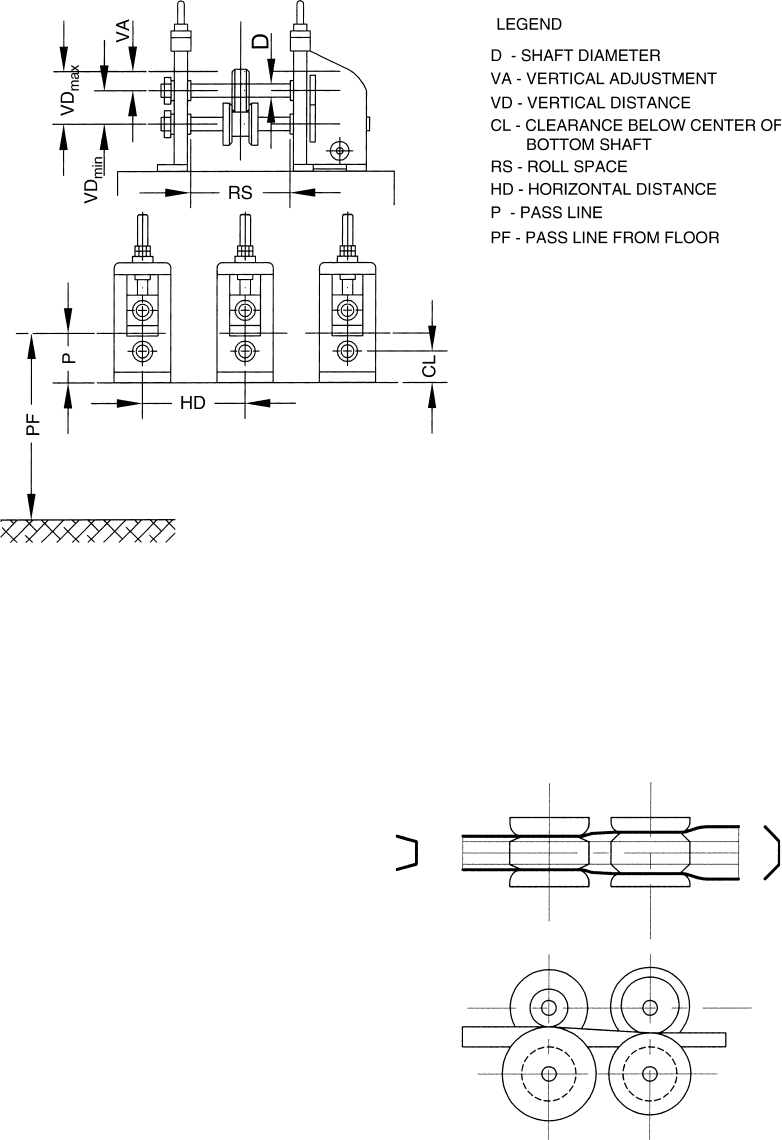
5.5.4 Horizontal Distance
Horizontal distanceisthe dimension from the shaft center to shaft center in the horizontal direction
(see “HD” in Figure5.54). This pass-to-pass distanceiscritical when forming the following products:
FIGURE 5.53 In “standard” mills, the shafts are supported at both ends. (Courtesy of Ardcor.)
FIGURE 5.52 In through shaft mills, the roll supporting
sleeves are attached to the stands.
Roll Design 5 -33
(a) Wide Panels.The bend line not only movesupwards, but the edges and awideflat segment of the
coil moveinwards (Figure5.11a). If the space between the stands is not sufficiently long,then the
product will be wavy and distorted.
Example
Aset of rolls produces good-qualitywall panels in
amill with a24-in. (610-mm) horizontal distance.
The same set of rolls is placed on another mill
which has the same number of passes, same shaft
diameter,samerollspace andsametop-to-
bottom shaft rpm ratio,but the horizontal center
is shorter (e.g., 21 or 18 in., or 530 to 460 mm). It
is conceivablethat the same rolls will not form
acceptable qualitypanels, especially from lighter
gauges in the mills with shorter center distance.
(b) Deep Sections.Deep sections, particularly
those made fromthick or highstrength
material,require sufficienthorizontal
center so they can be formed without
undue stresses. The deeper the section,
the larger diameter the forming rollswill
be. The larger the rolls are, the larger the
FIGURE 5.55 Roll forming deep section in amill with
shorthorizontal center will generate undue highstresses.
FIGURE 5.54 Mill dimensions must be considered during roll design.
Roll Forming Handbook5 -34
horizontal centersshould be (Figure
5.55). Too-short horizontal distancewill
create flare, waviness, and other devi-
ations from straightness and flatness.
Example
It is planned to roll form 6-in. (ca. 150-mm)
deep sections from0.375-in. (9.5-mm) thick
material in amillwith5-in. (125-mm)
diameter shafts. The companyhas three mills,
one with 24-in. (610-mm), one with 36-in.
(915-mm), and one with 48-in. (1220-mm)
horizontal centers.
The minimum roll diameter is assumed to
be 8in. (203 mm), and the maximum roll
diameter will be twice the section depth plus
lead-in length, say, 24.5 in. (622 mm). The
mill with the 24-in. horizontal center cannot
be considered because the rolls will not fit on
that mill. The mill with 36-in. (915-mm)
horizontal center will provide amere 9-in.
(229-mm) spacebetween rolls while the 48 in.
(1220 mm) mill will have23-in. (585-mm)
spacebetween the rolls. The 36-in. (915-mm)
center distancewill allowonly limited form-
ing; therefore, morepasses are required. The
spacebetween the rolls is not sufficient to
installand adjust suitable sizeside-rolls.
Therefore, the best mill on which to form
the section is that with 48-in. (1220-mm)
horizontal center distance.
(c) Side-Rolls, Guides,and Operator’s
Convenience.The horizontal distance
is notcritical when shallow,small
sections are formed (Figure5.56). In
this case, deformation is restricted to afew inches ahead of the contact points of the rolls.
Therefore, whether the horizontal distanceis8,12, 16, or 20 in. (200, 300, 400, or 500 mm) will
havenoinfluence on the roll design.
However,insome rollforming mills, especially those designed to form shortprecut sections,
the rolls are so close that it is difficult, if not impossible, to install and adjust the side-rolls or other
units. Side-roll stands are occasionally installed at the “empty” roll stands which do not havemain
rolls or are mounted on the stands. Nevertheless, tight space can makesetup and checking of the
roll gaps withfeeler gauges extremelydifficult.
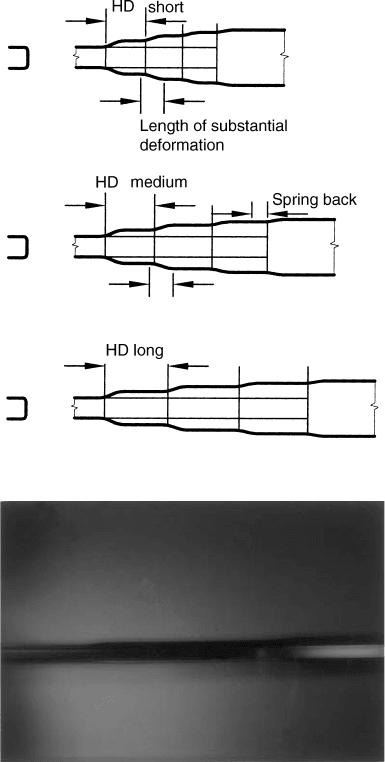
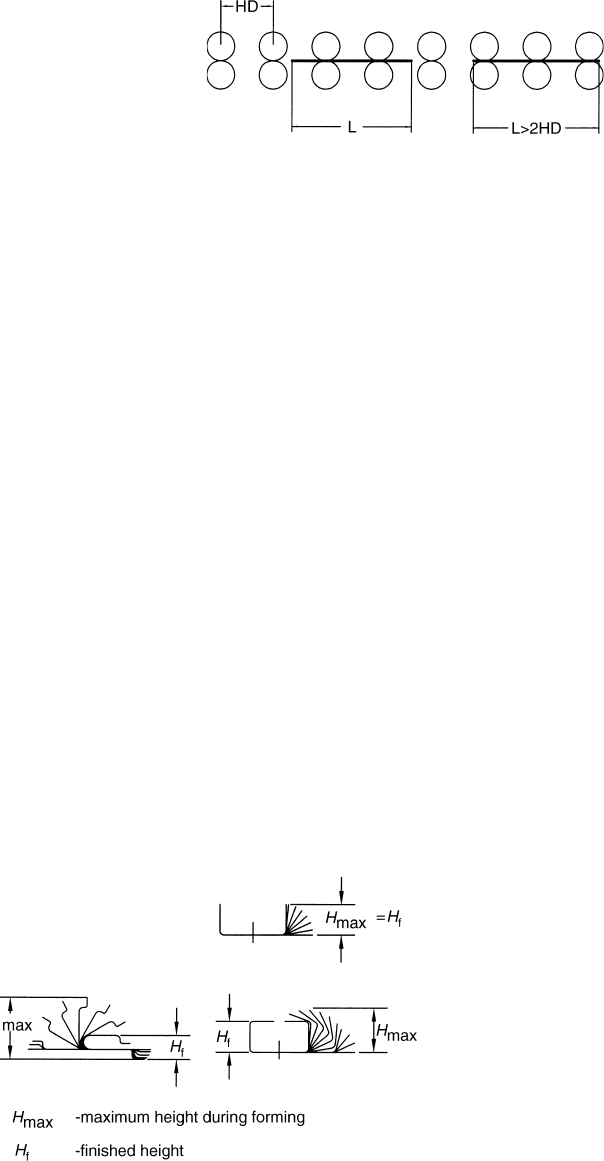
(d) Short Precut Pieces.Toguide ashortpiecethrough the mill, the minimum length of the partshould
be alittle bit morethan twice the horizontal center distance(HD; Figure5.57). For example, if the
HD of amill is 8in. (200 mm), then the shortest precut pieceshould be at least 2 £ 8 þ 1 ¼ 17 in.
(425 mm), assuming that the partlength is at least double of the blank (strip) width (see also
Section 5.5.2b).
FIGURE 5.56 The horizontal center (HD) may not be
important when shallow sections are roll formed from thin
or low strength material.
Roll Design 5 -35
5.5.5 Vertical Distance
The vertical distance (VD) of Figure5.54 is
the maximum distancebetween the center of
thetop andbottomshafts. Thevertical
distanceisusually adjustable and if so should
be expressed with the minimum and maxi-
mum values. Aminimum vertical distanceis
required to accommodate thetop and
bottom rolls and the section in between
them. Figure 5.58 shows twosections. The
maximum height of the section to be considered as the limiting factor is not necessarily the finished
section, and it can be at one of the previous passes.
The maximum and minimum distances shown in the equipment sales literatureare occasionally not
accurate. When the vertical distancewill be close to the maximum or minimum, it is advisable to check
the actual maximum and minimum vertical distances of the equipment before roll design commences.
When the designer opts for the minimum vertical distance(the smallest possible roll diameter) for
economical reason, then some “extra”should always be added to the rolldiameters as a“safety” factor
and for futurerecuts.
It is not always necessarytohavethe same vertical centers at all passes of the mill. Increasing the
vertical centers as the section grows in height is quite common.
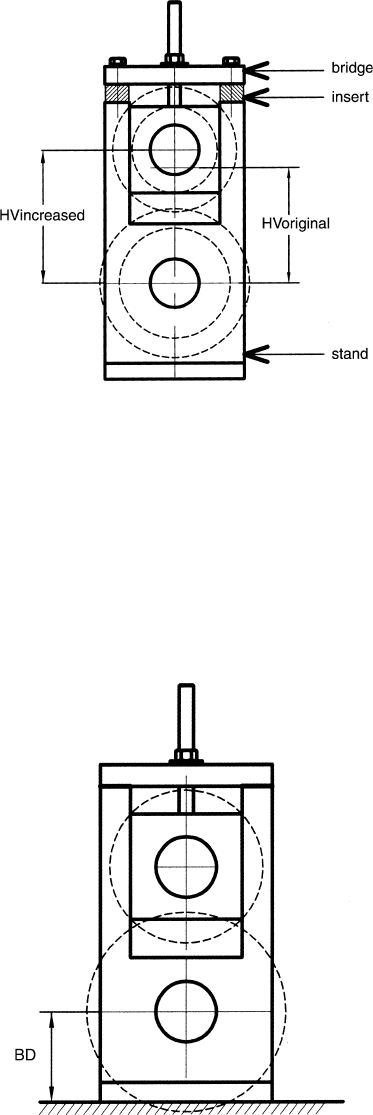
In the case of being in apredicament, the vertical distance maybeincreased by placing spacers
between the stands and the horizontal cross-bars as shown in Figure 5.59.The thickness of the special
spacers is limited by the size of the stand, engagement of the bearing blocks, and the method of driving
the top shaft. Link types of gear head maynot be suitable for this solution unless the top drive is
disconnected.
5.5.6 Distance between the Bottom Shaft and Mill Base
In most (althoughnot all) mills, the bottom shaft is in afixedposition and is not adjustable. The distance
between the center of the shaft and the mill base (or the highest point anywhere underneath the shaft)
constrains the maximum bottom roll diameter.Inspite of such aclear-cut and simple fact, many
designers made the mistakeofspecifying rolls withlarger diameter than the space available for
installation (Figure5.60).
FIGURE 5.58 Maximum section height ( H
max
)must fit between rolls.
FIGURE 5.57 The length of aprecut piece should be
morethan twice the horizontal distance between passes.
Roll Forming Handbook5 -36
5.5.7 Key Sizes and Keyways
The keysizes varyfrom mill to mill, and fromroll
set to roll set due to the lack of anystandard.
The keysize is afunction of the transmitted
torque while the shaft diameters are designed for
deflection. However,key sizes can be standardized
to suit shaft diameters.
Delta’s “Roll Former’sGuide
q
”software uses
Equation 5.2 to calculate keysizes. The calculated
size has to be rounded (usually up) to the next
standardkey size.
ð imperialÞ W
inch
¼ 0 : 11d
0 : 65
þ 0 : 002ð D
1 : 43
max
Þþt
0 : 51
ð metricÞ W
mm
¼ 0 : 34d
0 : 65
þ 0 : 000506ð D
1 : 43
max
Þþ4 : 8 t
0 : 51
ð 5 : 2 Þ
where
W ¼ keywidth
d ¼ shaft diameter
D
max
¼ largest roll diameter
t ¼ metal thickness
k ¼ keyheight (frequentlyequal to W )
The roll designer should incorporate matching keyways into all rolls and spacers, except the shoulder
alignment spacers. The gap between the key and keyway in the rolls and spacers (“b ”dimension) should
be sufficiently large to assure easy installation and removal of the rolls.
Keyway width in rolls ¼ key width þ b
Keyway depth in rolls
¼ one half of key height þ b or 2 b
Forrecommended “ b ”dimensions in small and
medium size rollssee Table 5.2.
Forlarge diameter rolls, the key sizes must be
increased because the inertia of 10- to 20-in. (250
to 500-mm) diameter rolls will destroysmall
keyways in the shafts if the mill is frequently and
quickly stopped and started.
In these large diameter rolls, the keyway should
be only slightly wider than the key(b ¼ 0.005 to
0.010 in. ¼ 0.13 to 0.25 mm).
The “ b ”clearance also depends on the accuracy
of the keycutting equipment.
5.5.8 TopShaft Drive
The rolldesigner must knowifonly aselected
number of top shafts are driven. Driven top
shafts, with added friction, provide abetter strip
“pull” from the uncoiler and moreevenspeed.
FIGURE 5.60 Maximumbottom roll diameter is
restricted by the distance between the bottom shaft and
mill base and other protrusions.
FIGURE 5.59 Ve rtical height (HV)can be increased in
certain mills.
Roll Design 5 -37
Nondriventop shafts are less expensive, but the mill maynot havesufficient friction to pull the material
when only the first few passes are engaged. Mills with bottom-driven-only last passes may not generate
sufficient “pull” (tension) to avoidbuckling between the passes and to push the material through the
straightener or curving unit and the cutoffdie.
Formills with partial spur-gear drives at selected locations, the roll designer must specify the passes
which requiretop shaft drive. Usually,atleast the first two and the last twopasses are driven. Depending
on the circumstances, additional passes could also havetop drives. If aspur-gear on the bottom roll
directly drives aspur-gear installed on the top roll(or vice versa), then the gear pitch diameters will also
determine the pitch diameters of the rolls. The roll pitch diameter must match the gear pitch diameter
with allowancetoadjust for material thickness
variation and limited recuts of the rolls.
Rollforming mills with the facilityfor quick
disconnection of the top rolldrive are the most
versatile for selecting the appropriate top shafts
to be driven.
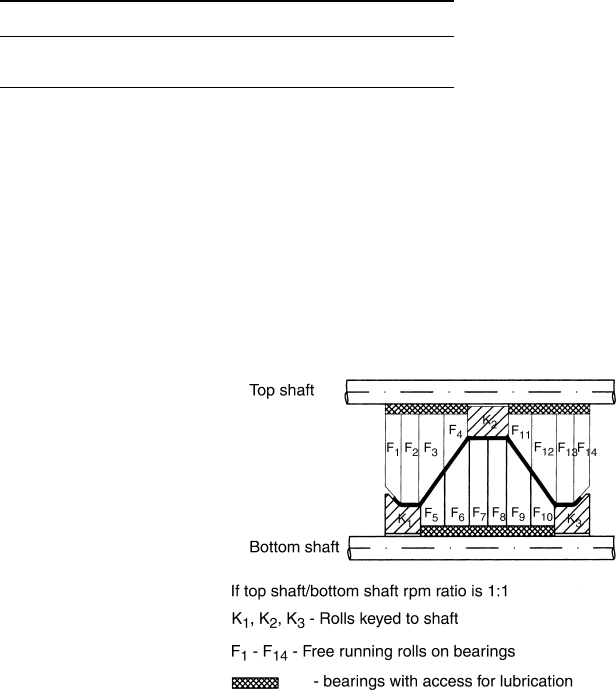
In deep sections, the surface speed differential
between different parts of the rollsand the
material can be large. To minimize the friction,
not only the top shaft is nondriven, but indivi-
dual segments of therolls areoccasionally
allowedtorun freeonbearings installed on the
shafts (Figure5.61). The reduced friction will
reduce tool wear,horsepowerrequirement and
surface scratches. It is the tool designer’sfunction
to determine which rolls should be free-running.
The roll designer also has to cooperate with the
machine designer to ensurethat the bearings of
the free-running rollscan be properly lubricated.
5.5.9 Bottom Shaft Drive
It is accepted by the roll forming industrythat, as arule, all bottom shafts are driven. However,
occasionally not driving some bottom shafts has advantages.
Example
Abottom-drivenmill, with afew top-drivenpasses, forms abuilding panel withseven ribs (Figure5.62).
The forming startsbymaking the center ribs in five passes. Forming continues with the adjacent two ribs,
made in the next five passes, then the next tworibs in five passes, and, finally,the two outside ribs in six
passes. As the rib heights are gradually formed to full height, the diameter of the driven bottom rolls
increases. If the section depth is 1in. (25.4 mm), then the circumferenceofthe larger rolls is about 6in.
(152 mm) larger than the rolls that starttoform the ribs. Because the shafts are running at the same rpm,
the last few rollsforming each rib are “pulling” the material faster then the first tworolls. Actual
observation showed that passes 1and 2, 6and 7, 11 and 12, and 16 and 17 (circled in Figure5.62), which
starttoform the ribs, havenegativetorque, or in other words, are breaking,pulling back the formed
section. The first twopasses cannot be disconnected because they are required to pull the front end of
FIGURE 5.61 “Free-running”rolls reduce friction
between rolls and formed sections.
TABLE 5.2 Keyway Width in Rolls
KeyWidth b
3/16 to 1/2 in. (5 to 12.5 mm) 1/16 in. (1.5 mm)
Over 0.5 in. (12.5 mm) 1/8 (3 mm)
Roll Forming Handbook5 -38
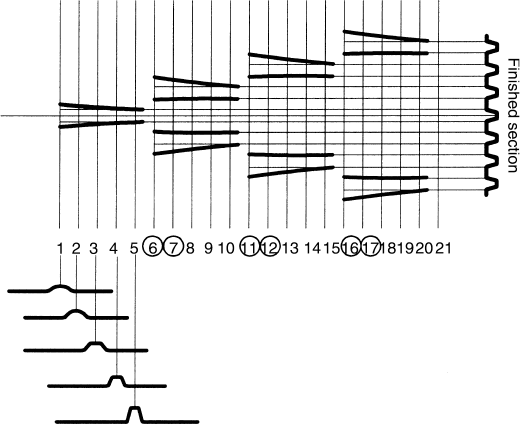
each coil into the mill, but disconnecting the other 6passes (6, 7, 11, 12, 16, and 17) would reduce the
energyrequired to form the panel, would reduce tool wear and surface marks. It would also provide less
fluctuation in the panel speed, which would improvelength tolerance. Unfortunately,the construction of
most mills does not allowobserving the negativetorque (braking) without instrumentation. (Note that
the actual forming was different then described above; the forming sequence has been simplified for this
example.)
5.5.10 Rpm Ratio
To establish the roll diameter,the rolldesigner must knowthe rpm ratio between the top and bottom
shafts. Aratio is usually given by the manufacturer as 1:1, 1:1.33, 1:1.42 or other figuresthat are based on
the gear ratio of the drive. The above-mentioned figures mean that the bottom shaft runs at the same
rpm, or 1.33 or 1.42 times faster then the top shaft. Therefore, the bottom roll diameter can be 1.33 or
1.42 times smaller than the top diameter.This arrangement is economical for “U” channels and for
similar sections formed with legs up,but it is not economical, and in most cases not suitable for sections
with legs down.
The rolldesigner must also check the means provided to quickly disconnect the top rolls and the
necessitytoapply drive to the top rolls or to use freerunning rolls.
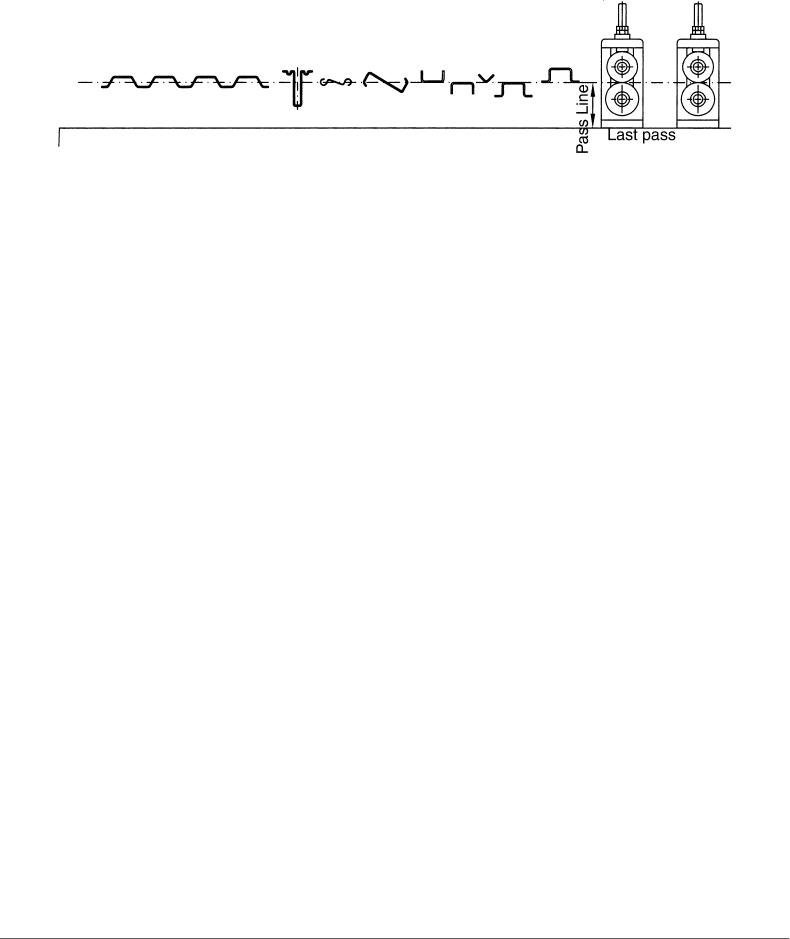
5.5.11 Pass Line Height
Pass line is the distancebetween the mill bed and the bottom of the section at the last pass, at the point
wherethe surface speeds of the top and bottom rolls are equal (Figure5.63). It is prudent to havethe pass
line height for each mill established (standardized) by the plant management. If possible, all the sections
formed in mill should have the same pass line height. This will eliminate the time-consuming
adjustments of the entryguides and the straightener height, and costly cutoffpress height adjustments.
Oncethe pass line and the cutoffpress heights are established, the press position need never be adjusted.
The pass line height specified by the management should be checked by the roll designer to ensurethat
it does not interfere with good forming practice. Owing to the small increase in roll diameters from pass
to pass, the pass line is most frequently not parallel to the mill bed as explained in Section 5.6.4d.
FIGURE 5.62 A7-rib panel roll formed in 21 passes (schematic representation).
Roll Design 5 -39
5.5.12 Additional Items
The roll designer must know whether entryguide, straightener,lubrication, and other critical items are
available on the mill.
5.5.13 Direction of the Line
The direction of the line (left to right, or right to left) is importantasitdetermines the operator side of
the mill.
5.5.14 Motor and Roll Forming Speed
It should be discussed beforeroll design commences if, in the opinion of the roll designer,the specified
horsepowerappears to be insufficient or if the line speed is not correct.
The calculated speed is always an estimate. The actual speed will be influenced by the speed differential
between the rollsand the strip,friction modulus (lubricant), setup (pressures), and other factors.
5.5.15 Available Number of Passes
The roll designer must check whether the estimated number of passes required to form asection is
available in the mill. If thereare not enoughpasses, then the design may havetobedifferent and more
side-roll passes havetobeincorporated, or additional passes havetobeadded to the mill. If these
improvements are not feasible, then the design assignment may havetobedeclined. One of the most
common mistakes made by roll designers is trying to form the product with fewer passes than required
for good forming simply to match the available number of pass on the mill. Sometimes, the designer does
not haveany other alternatives, but this approach frequently leads to inferior product quality,
productivityproblems, or completely discarded tooling.
5.6 Other Tool Design Considerations
5.6.1 Roll Change Requirements
Rolls havetoberemoved and reinstalled on the mill shafts frequently or occasionally,but at least once in
everysix months. The type of the mill and the frequency and method of roll changing haveaprofound
influence on roll design.
(a) Duplex Mills.Inmost duplex mills, the rolls are held in their position by abolt threaded into the
center of the shaft. The majorityofthe duplex mills are dedicated lines and do not requireroll
changes. Therefore, the interchangeabilityofrolls is seldom considered during roll design.
(b) Standard Mills.Roll sets are designed for specific profiles. When the profile is changed, the
complete set of rolls is removed and replaced with the rolls for the new profile. Multipurpose
rolls, usually employedfor the same profile formed in different widths, are changed by partially
FIGURE 5.63 Pass line height above the mill bed is where the surface speeds of the top and bottom rolls are equal.
Roll Forming Handbook5 -40
removing and exchanging the sequence of rolls or spacers. Wherequick-change spacers are used
the rollscan be moved sideways on the shafts without removing them.
(c) Rafted Mills.The rafts are usually dedicated for asingle profile. Therefore,roll change is not a
serious design consideration. However,occasional removal of the rolls (say,once in every
6months) is still recommended to prevent the “seizing” of the rolls on the shafts by rust, loose
particles, or aged lubricant.
5.6.2 Splitting Rolls
Rolls are split into smaller lengths for several reasons.
(a) Roll Weight.The price of arollset is related to both the number of rolls and the weight. The
weight of aset of rollscan seldom be reduced but designers often attempt to reducethe price by
making the longest thus the least number of rolls. However,roll lengths are also influenced by
other factors.
One consideration is the weight of asingle roll. It is difficult to install and remove rolls
weighing over 50 to 70 lb (22 to 31 kg). At some companies, an even lowersafe lifting weight is
specified by safetystandards, regulatorybodies, or union agreement. However,tofully conform
to the weight limit, large diameter rollswould yield rolls so short(thin) that they would be
distorted during heat treatment. The weight of large diameter and dimensionally stable rolls can
be considerably abovethe safe weight limit. In this case, as well as speeding up roll change, it is
sensible to consider mechanized roll unloading/loading.
(b) Mechanical Installation/Removal.After the removal of the outboard stand, one method is to place
“dummy” shafts to the end of the mill shafts and slide the rolls from the mill shaft to the dummy
shaft. The dummy shaft has to be mechanically held in position and lifted. It is the roll designer’s
responsibilitytopoint out to the customer if the rollweights are over the safe lifting limit.
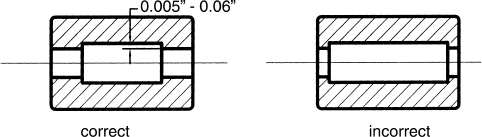
(c) Length Limitations.Evenifweight is not arestricting factor,rollsare seldom made longer than
6in. (150 mm). The gap between the shaft and boreofthe rolls is so small that the smallest bend
in the shaft will make it difficult or impossible to install or remove the rolls. To minimize this
problem, it is acommon practicetorelievethe center partofthe bore of rolls longer than 2.5 to
3.5 in. (65 to 90 mm; for further details, see Figure 5.64). If the boreissorelieved, then it is
important to check the load on the remaining contact surface with the shaft. To oshorta
roll/shaft contact area can damage the surface of the shaft.
Rolls that are too short(thin) result in other problems. First of all, it is difficult to keep thin
rolls flat during heat treatment. The second difficulty installing them on or removing them from
the shafts. Thin rolls can easily jam on the shafts. To avoid jamming,experienced operators use
the next longer roll or spacer to keep the thin rolls perpendicular to the shaft during
installation/removal (Figure5.65). Thin rolls are also more susceptible to cracking or chipping.
(d) Machinability.Turning technologyand the geometryofthe turning tools limit the shape that can
be turned. Figure5.66 shows atypical example when rolls havetobesplit to facilitate machining.
(e) Multiple Applications of Rolls.The location of roll splitting can be dictated by multiple product
widths. For example, if “U” channels are formed in 4-, 6-, and 8-in. (100-, 150-, and 200-mm)
FIGURE 5.64 The bore of long rolls is relieved to ease installation.
Roll Design 5 -41