Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.


thickness toleranceplus maximum coating thickness plus the maximum depth of embossing (if any).
Roll gap ¼ max: thickness þ max: tolerance þ max: coating thickness þ max: embossing depth
(see Figure5.35).
Attempting to roll form thicker material than the specified maximum thickness could break the rolls,
damage the equipment, reduce the qualityofthe product, and create waviness, scratches, or other
problems.
The thickness also affects the blank size (strip width). The blank size and dimensions are calculated for
the mean thickness. If the thickness is at the maximum plus tolerance, then some dimensions will be
smaller.Ifthe thickness is at the minus tolerance, then some dimensions willbelarger.
Example
The profile shown in Figure5.36 has eight 908 bends (giving atotal of 7208 in the bends). The material
thickness is 0.100 in. (2.54 mm), and r : t ¼ 1 :
The bending starts at the center rib.Atypical ^ 0.006-in. (0.15-mm) thickness toleranceallows the
thickness to fluctuate between 0.106 in. (2.69 mm) and 0.094 in. (2.39 mm). Designing rolls for the
0.094-in. (2.39-mm) thick material and for the same product dimensions, the blank width would be
0.075 in. (1.91 mm) less.
The usual practiceistodesign the rollsfor one thickness and use the same blank size for both the
maximum and minimum thickness (in this example, nominal ^ 0.006 in. [0.15 mm]). As aresult, for a
profile with one cell at each side of the center line, the twooutside lip dimension would fluctuate by
^ 0.050 in. (1.27 mm). This is based on the assumption that the operator is not adjusting the roll gap to
suit the change in material thickness. This means that at the minimum thickness, the height of the section
will be 0.006 in. (0.15 mm) less than what is required, and an additional 0.050 in. (1.27 mm) will haveto
be added to dimension “ a ”ateach side. If the panel has eight cells (four at each side of the center line),
FIGURE 5.35 Maximum material thickness used for roll design.
FIGURE 5.36 Material thickness toleranceinfluences product dimensions (top roll position not changed).
Roll Forming Handbook5 -22
then the “ a ”dimension can fluctuate ^ 0.200 in. (5.08 mm). However,adjusting the roll gap will reduce
this fluctuation. This example also proves that by forming material with tight thickness tolerancethe
dimensional tolerance of the outside lip will be much tighter.
The above calculation provesthat tight material thickness tolerances are necessarytoroll form sections
to tight tolerances. In other words, if the material thickness tolerances are loose, then it is difficult, if not
impossible, to manufactureproducts to tight sectional tolerances.
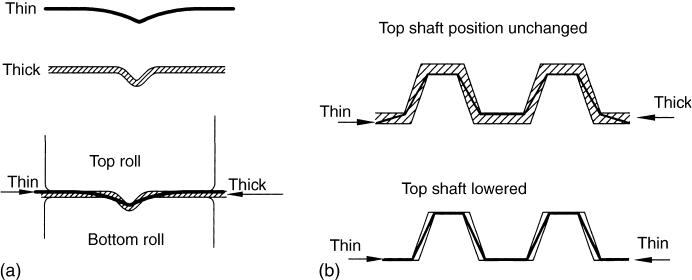
Achange in thickness also has other implications. The gaps between the rolls are designed to form the
product with the maximum material thickness (Figure 5.37b). Feeding thicker strip between the rolls
than the roll gap can break the rolls or yield unacceptable product. Reduced thickness can make
noticeable changes in the shape (Figure5.37a,b), especially if the roll gap is not reduced. Adjusting the
roll gap to the thinner material helps but angular changes will still occur.Areasonably large change in the
t : r ratio will also affect the springback.
Some rollsare designed to form products made from one specified thickness. Rolls for some older
building products havebeen designed to form materials from 0.018 to 0.108 in. (0.46 to 2.75 mm),
athickness ratio of 1:6. The large change in thickness results in changing in shape and coverage. At some
points, shims are used to correct the coverage. If the rolls are designed for the thickest material with
a t : r ¼ 2 ; then the same rolls will form the thinnest material with a r : t ¼ 12: The larger r : t ratio will
yield alarger springback and can adverselyaffect the web crippling resistance of the product.
The thickness tolerances for aluminum coils/strips are reasonably tight but the “standard” North
American steel tolerances are loose. The tolerancecan be morethan ^ 10% of the material thickness.
Steel mills are able to supply coilswithconsiderable better tolerances then the specified standard.
However,toguarantee tight product tolerances, rollformers, especially those in the automotive,
aerospace, appliance, furniture, and other industries are pressing the suppliers to provide coils with
so-called “half,”oroccasionally “quarter” thickness tolerances without extra charges. This means that
instead of, say, ^ 0.004-in (0.1-mm) thickness tolerance, the steel should have ^ 0.002-in. (0.05-mm) or
even ^ 0.001-in. (0.025-mm) tolerance. The thickness tolerance of acoil also depends on how close to the
edges can the measurements be taken.
5.4.5.2 Width
Width tolerancewillobviously influence some dimensions of the product. In most cases, the strip width
tolerancewill be added to the roll forming tolerance at the outside lip (the element from the strip edge to
the first bend). If this dimension is critical and is tightly controlled, then the extra material maygather at
the center,creating waviness and other problems.
FIGURE 5.37 Change in thickness will change section dimensions (a). Adjusting roll gap restores height, but it does
not eliminate angular changes (b).
Roll Design 5 -23
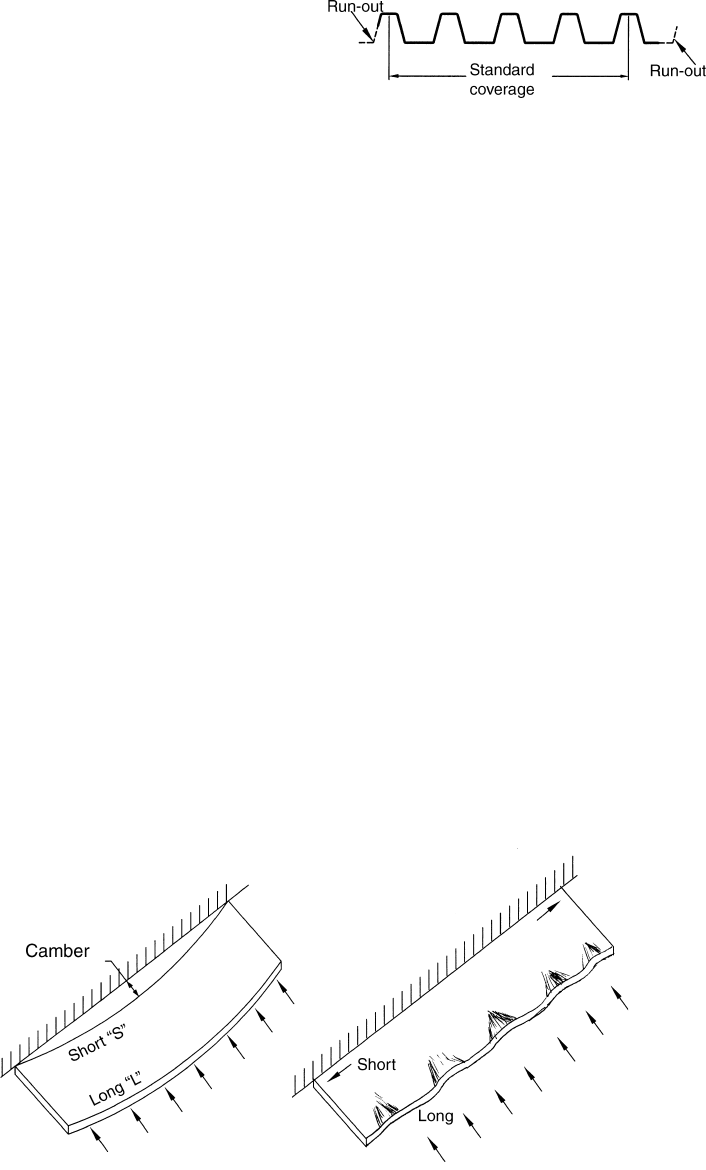
Forbuilding products (roofing, siding etc.), the
typical þ 3/16 in. 2 0in. ( þ 4.75 2 0mm) mill
tolerancedoes not represent anyproblem. All the
extra material is to increase the width of one or
both lips. Actually,for building products, it is
highly recommended to provide additional “run-
out” for an extra 0.5 to 1in. (12 to 25 mm) of
material (Figure5.38). This “runout”(additional
strip width space) in the rolls and in the cutoffdie
will permit the use of wider material when required. Wider material may be purchased as asubstitute in
case of material shortage or for other reasons.For example, if the blank size is 35.4 in. (900 mm), then, in
case of emergency,the morereadily available standard36-in. (914-mm) wide coils can be used. Suppliers
do not usually charge extra for this “runout” in the rollsand cut offdie.
Fornarrower slit coils, the typical ^ 0.005-in. (0.013-mm) slitting tolerance is acceptable. However,
the rolldesigner must bear in mind that even this total 0.010 in. (0.25 mm) difference between the
maximum and minimum width will permit the strip to “wander” between the entryguides and between
the traps in the rolls, which havetobedesigned for the maximum width. This means that the 0.010-in.
strip width tolerancehas to be added to the normal roll forming tolerances. If this is not acceptable, then
atighter slit width toleranceisrequired. If only one edge of the product requires tighter tolerance, then
spring-loaded entryguides or tight entryrolls positioned at askewed angle, which forces the strip against
one side, can be used with the strips slit to “standard” width tolerance.
5.4.5.3 Camber
Camber is the deviation of the strip edge from astraight line in the horizontal plane. The inside concave
edge of the strip is shorter than the outside convex edge. During the roll forming process, the strip is
straightened. The shorter edge (marked“S” in Figure 5.39)willbeunder tension and the longer edge
(marked“L”)will be compressed. Depending on the conditions, the compressed edge may become wavy.
It has not been recognizedfor long time that camber is apossible contributor to product problems.
However,rollformers are now requesting tighter camber tolerances because rolls cannot be designed to
compensate for camber.Special devicessuch as automated camber correctors for narrow strips and
special levelers for wider strips can eliminate or minimize the effect of camber.
Excessive camber also creates problems when the strip is prepunched in along prepunching/notching
die. Because the punches are set in astraight line, the hole distance from the edges will varyaccording
to the camber in the strip (Figure5.40a). During roll forming, the strip is straightened; therefore,
FIGURE 5.38 Room for “runout” should be provided
in most panel tooling to allow the use of wider coils.
FIGURE 5.39 When astrip with excessive camber is straightened, the longer (outside) edge will be wavy.
Roll Forming Handbook5 -24
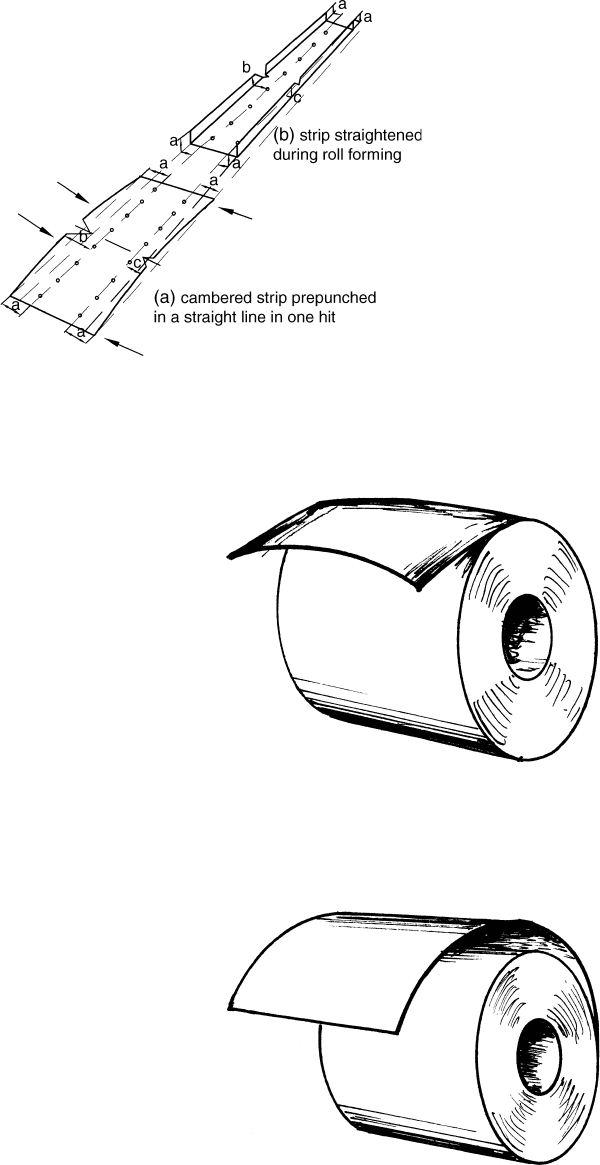
holes prepunched in astraight line will be on a
radius similar to the radius of the camber in the
strip (Figure 5.40b).
In the case of thin, narrowstrips, the guide in
the prepunching die may straighten the strip
during punching.Thicker,wider or higher
strength cambered strips may get stuck in the
prepunching die, which has aguide built to the
maximum strip width tolerance. If the strip guides
are made wider,then the tolerance on the hole
locations from the bend lines will be looser.
5.4.5.4 Cross-Bow (Crown)
As aresult of steel-making technology, some
thicker coils will haveacross-bow (Figure5.41).
This cross-bow(or crown) makes it difficult to
feed in the end of the coil and can show up in
finished product having awide flat surface. Roll
designer cannot compensate for this cross-bow,
but aflattener placed in front of the mill will
practically eliminate it.
5.4.5.5 Longitudinal Bow
Thick, higher strengthcoils arepermanently
curved in alongitudinal direction during the
coilingprocess (Figure5.42). The magnitude of
the longitudinal bowchanges within acoil, the
closer to the center,the moresevere the bowwill
be. To feed this type of coil into the mill, aflattener
is required. Aflattener will also be required when
FIGURE 5.40 Holes punched in astraight line in acambered strip will appear in acurved “scallop pattern”and
notches will be offbend lines after roll forming.
FIGURE 5.41 Cross-bowincoils may show up in some
finished products.
FIGURE 5.42 Permanent longitudinal bow.
Roll Design 5 -25

coil ends are welded together or the product is
prepunched.
The longitudinal bowisusually considered
during rolldesign. Afinish product straightener
may compensate for the residual stresses left in the
product after strip flattening and rollforming.
5.4.5.6 Twist
During roll design, it is assumedthatthe
incoming material does not havetwist. Rolls
are not designed to compensate for the twist in
the material.
When an asymmetrical section is roll formed,
the finished product will haveatwist after
leaving the last pass, even if the starting material
is flat. In some most unusual cases, rollformers
may minimize this twist by twisting the strip in
the opposite direction beforeitenters the mill
(Figure5.43). This pretwisting is only applicable to certain thickness:width ratios, strength, and when
space is available for twisting.Itmust create apermanent twist in the strip but should not create a
problemwhen the end of the strip is fed into the line. Trying to twist relatively thin and wide material
may create unwanted permanent edge elongation.
Amorecommon method to compensate for the anticipated twist is to “twist” the product in
the opposite direction in the mill, from pass to pass. This principle is used when forming “Z” sections
(Figure5.44). In other cases, the “countertwisting” is accomplished just in the last one or two passes.
The most frequently used method to eliminate the twist is to apply an adjustable “straightener” after the
last pass.
5.4.5.7 Waviness
Starting material with wavy edges will most likely
yield products with wavy edges. Panels and other
flat products made out of center-wavymaterial
will be center-wavy. Rollscannottakeout
waviness, but incorrect roll design or incorrect
setup or equipment can inducewaviness in the
finished product.
Coil center-waviness or edge-waviness may be
corrected by passing the coil throughaspecial
“corrective” leveler ahead of the roll forming
mill. These flexible levelers can “elongate” certain
parts of the coil,thus eliminating waviness in the
strip or making either the edges or the center
wavy if required.
It is importanttoknowthat tension-leveled
coils, which haveexcellent flatness tolerance as
sheets, have considerable but balanced internal
stresses. The balanceisbrokenbythe bend
lines during roll forming and it is possible
that apreviously flat segment of the strip
becomeswavy. Again, roll designers cannot
FIGURE5.4 3 Tw istinthe finishedproduct (a)
occasionally can be reduced by twisting the strip in the
opposite direction (b).
FIGURE 5.44 Forming a“Z” section with the web
gradually twisted in the opposite direction will eliminate
twist in the finished product.
Roll Forming Handbook5 -26
design rolls to compensate for this waviness. However,asmentioned above, incorrect design can
create waviness.
5.4.5.8 Surface
The surface appearance requirements of the finished products and the surfaceofthe starting material
will influence the roll design. Hot-rolled, hot-rolled pickled and oiled (HRPO) and cold-rolled steels
are the least sensitivetosurface scratches and requirethe least amount of precaution. If low melting
temperature metallic coatingsuch as zinc, aluminum, or tin has been applied to the base metal, then
forming requires more precaution to minimize the “pick-up”ofthe coatingmaterial on the rolls. The
roll designer should aim to minimize the speed differential between the rollsand the formed material,
and the roll former must apply good lubricant. For further details, see Chapter 6“Materials” and
Chapter 7“Lubrication.”Prepainted material does not usually require special consideration but it is
prudent to minimize the surfacespeed differential wherever possible. Using the same rolls for forming
both galvanized steel and prepainted steel is nor recommended.Zinc pick-up on the rollswillscratch
the prepainted surface.
Hot-rolled steel withscale (not pickled) must be formed with rollsmade fromD2tool steel because of
the highly abrasivenature of the iron oxide. Other tool materials will wear very fast. In extreme cases,
tooling made from 01, L6, or similar material mayberendered useless after 50 to 100 hours of roll
forming hot rolled steel with scale.
Some laminates can be relatively thick, for example, 0.010 in. (0.25 mm) or more. The designer must
provide sufficient roll gap for the total material thickness including the laminate. If the customer specifies
0.024 ^ 0.003-in. steel with 0.010-in. thick laminate, then the roll gap should be
0 : 024 þ : 003 in: ð toleranceÞþ0 : 010 in: ð laminateÞ¼0 : 037 in: ð 0 : 61 þ 0 : 075 þ 0 : 254 ¼ 0 : 94 mmÞ :
Operations with extreme roll pressureonprepainted or laminated material should be avoided.
Glossy and other surfacessensitive to scratches should not be formed with highpressureorwithhigh
surface speed differential. To minimize the rollpressure, the forming of prepainted, laminated and high
luster surface material has to be accomplished in morepasses. Frequently,more side-rollpasses with free
running rollswillhelp eliminate surfacescratches or other blemishes.
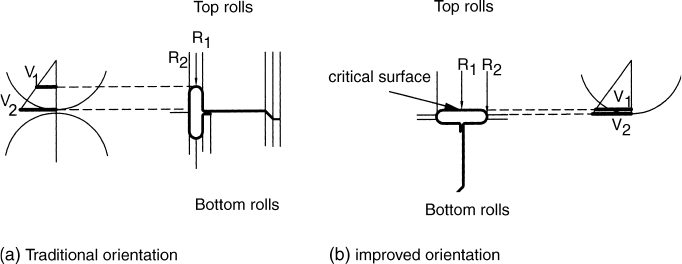
Forexample, aproduct would traditionally be formed as shown in Figure 5.45a. However,the speed
differential between parts of the rolls and the product will mar the productsurface. Therefore,itis
recommended to change the product orientation as shown in Figure 5.45b. In this way,more passes will
be requiredbut the speed differential between the strip and the top rollwill be negligible. In both cases,
the application of several nondriven side-rolls can minimize the surface mark problem.
Apolished, highluster rollsurface, occasionally different rollmaterial (bronze, plastic) as well as good
lubrication can help to eliminate or minimize surface blemishes or scratches.
FIGURE 5.45 Critical, highluster surface of aproductcan influence productorientation.
Roll Design 5 -27

The surfaceofembossed materials usually does not cause difficultyinroll design. The material can be
roll formed as usual but extreme pressure must be avoided.
When products withsensitivesurfacesare roll formed, special precaution must be takenatall
componentsofthe roll forming line. Entryguides, side-roll stands, straighteners, cutoffdies, and other
guides may leave unacceptable scratch marks unless they are properly designed and are made from the
right material.
5.5 Roll Forming Mill
5.5.1 Influence of Roll Forming Mill on Roll Design
Rolls are designed to form the material and they must match the rollforming mill.
The roll designer must haveall the relevant equipment dimensions and other data which can influence
roll design. Table 5.1 (Sheet 1and Sheet 2) show atypical questionnairefor “standard”mills. Missing or
misinterpreting anydata or dimensions can be very costly.
5.5.2 Type of Mills
(a) Cantilever (Overhanging) Mill.This type of mill limits the formable strip width to about the
length of the shortshafts. The rolls can be slightly extended beyond the shaft length but this
method is not recommended. The further the forming forces are from the supportbearings, the
larger the shaft deflection will be.
If only one edge of widestrip is to be formed, then the opposite edge should be properly
guided. In this case, it is more practical for all the material used for forming to be taken from the
driveside and locate the sheet guide at the operator side of the rolls(Figure5.46).
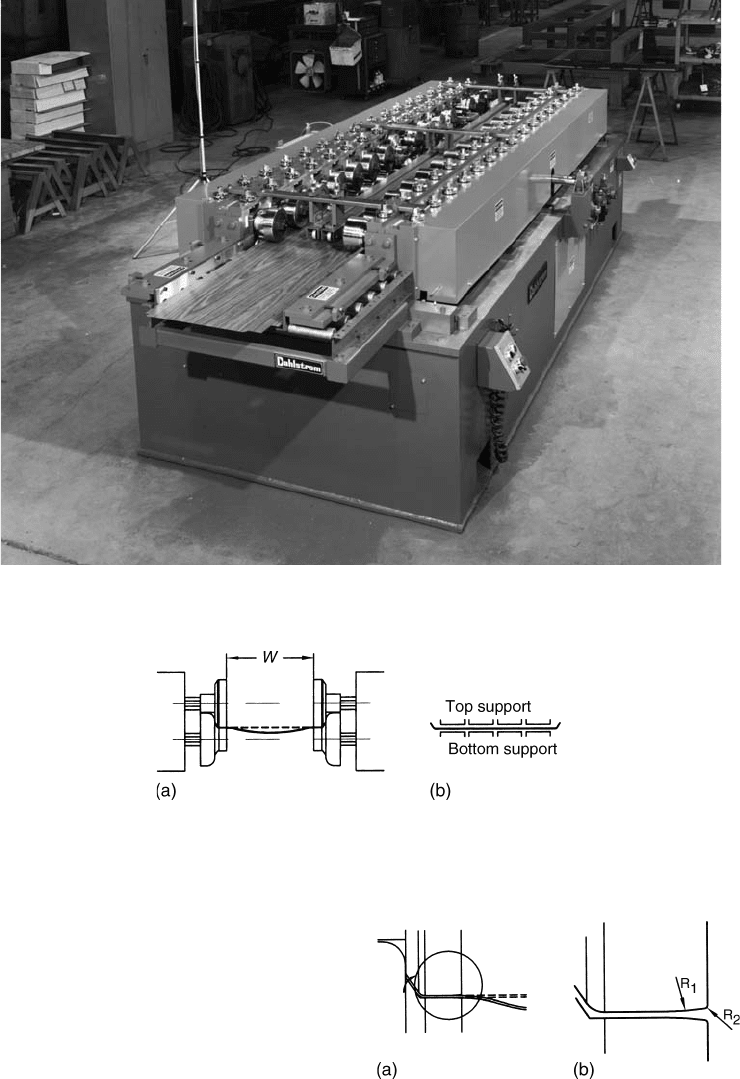
(b) Duplex Mill.Two cantilever mills facing each other,forming bothedges of thestrip
simultaneously are called aduplex mill (Figure 5.47). Adjusting one or both mills in-and-out
enables the forming of an infinitive number of widths within the limits of the mill. The roll
designer should take the following into consideration:
*
Maximum roll length is limited.
*
The forming pressure at the end of the rolls(away from the bearings) may bend the shafts
*
The material for forming should be taken from the drive side only (material cannot be taken
for the strip center,orinother words, the guide plane must be at the center of the strip).
*
Forwider sections, supports are required between the rolls, both underneath and above the
strip (Figure5.48a,b). Asection is considered to be wide when the width:thickness ratio is
over 60 to 140 (depending on the yield strength of the material and other factors).
*
To eliminate marks on the product, the end of the rolls shall not havesharp corners(Figure
5.49a,b).
*
Asymmetrical forming may drive one edge faster than the other.Proper guidance in the mill
as well as at entryand exit is required.
*
Proper guidance as well as additional devices mayberequired when shortprecut sections
are formed. Under normal conditions, the minimum product length should not be less than
twicethe horizontal rolldistanceplus 1to2in. (25 to 50 mm). This willensurethat the
product is engaged in at least in two passes at each side, at anytime.
*
If the width and the length dimensions of the precut blanks are similar,orthe length is
shorter than the width, then special deviceswillberequired to avoid “skewing.” One side
driving faster than the other may cause jamming and stop the product in the mill.
*
In the case of asymmetrical forming,fully formed angles will provide better guidance than
partially formed ones (Figure5.50)because it is more difficult to guide an edge formed at
10 to 15 to 208 than the one formed at 908 .
Roll Forming Handbook5 -28
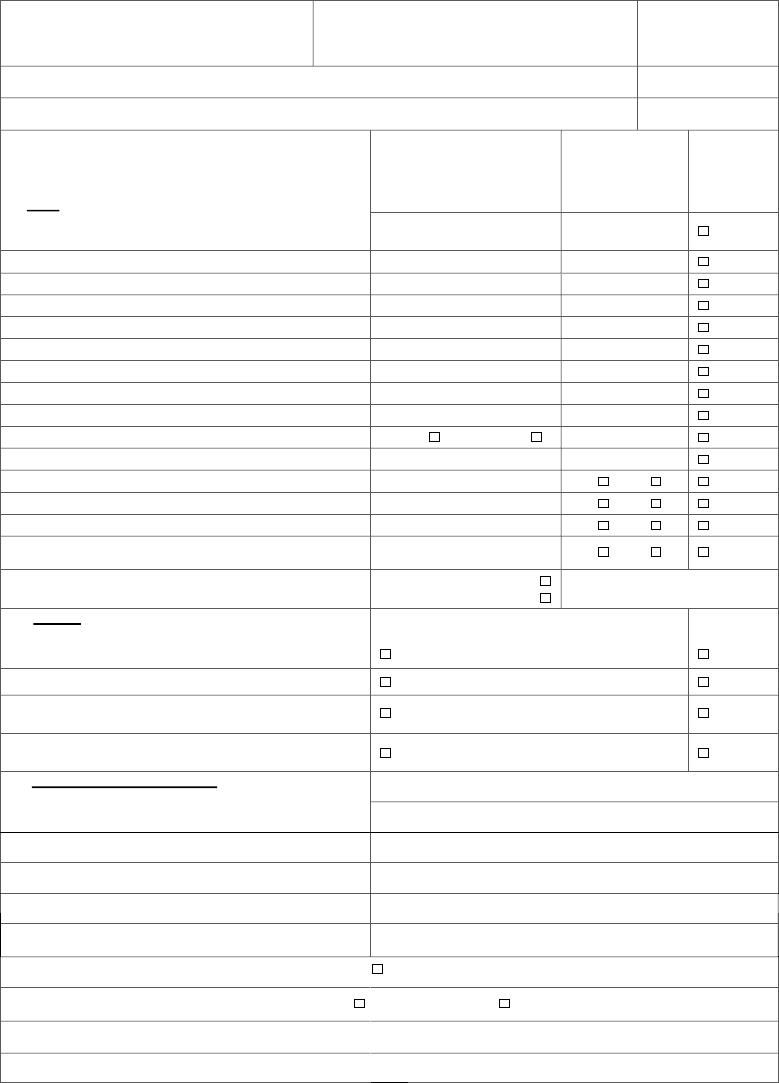
DELTA ENGINEERING INC.
INFORMATION
FOR
DESIGN &SUPPLY OF ROLLS
No.
of
Customer:
Date :
Product:
Information Needed to Suit
Specific Mill
Helps to Know No Spec
The following information is required and/or will be
helpful to design rolls:
1.
MILL
1.1 Make, Type
1.2 Shaft Diameter
1.3 Key Size
1.4 Maximum Roll Space
1.5 Pass Line Above Center of Bottom Shaft
1.6 Clearance Below Center of Bottom Shaft
1.7 Max. Vertical Center Distance Between Shafts
1.8 Min. Vertical Center Distance Between Shafts
1.9 Horizontal Center Distance Between Shafts
1.10 RPM Ratio Between Top &Bottom Shafts
1:1 or
1.11 Number of Available Passes
1.12 Will Product Straightener Be Used ?Yes No
1.13 Is Entry Guide Available? Yes No
1.14 Is Coolant /Lubricant Applied? Yes No
1.15 Is any other process incorporated in the line?
(If yes, provide information)
Yes No
1.16 Direction of Line
(flow of material viewed from operator side)
From Left to Right
From Right to Left
Note: For other equipment in
the line, see other Tables
2.
ROLLS
2.1 Material (Type)
PROVIDE INFORMATION IF AVAILABLE
NO SPEC
2.2 Is Splitting required (if Yes, provide details)
2.3 Is Side-Roll recommended
2.4 Is Side-Roll prohibited (space)
INFO NEEDED INFO USEFUL
3.
MATERIAL TO BE FORMED
3.1 Material Type, Physical Properties
3.2 Coating (Type, Thickness)
3.3 Nominal Thickness “t”
t
=
Page
3.6 Blank (Width) Tolerance .005 or :
3.7 Continuous Feed (Coil, Strip) Yes or Sheet
3.8 If product is pre-cut, provide Length(s) :
3.9 Additional information on Material :
±
3.4 Max. Thickness
“t”
(incl. +Tolerance &Coating )
t=
3.5 Minimum Thickness (at minus -Tolerance)
t=
TABLE 5.1
( Continued)
Roll Design 5 -29
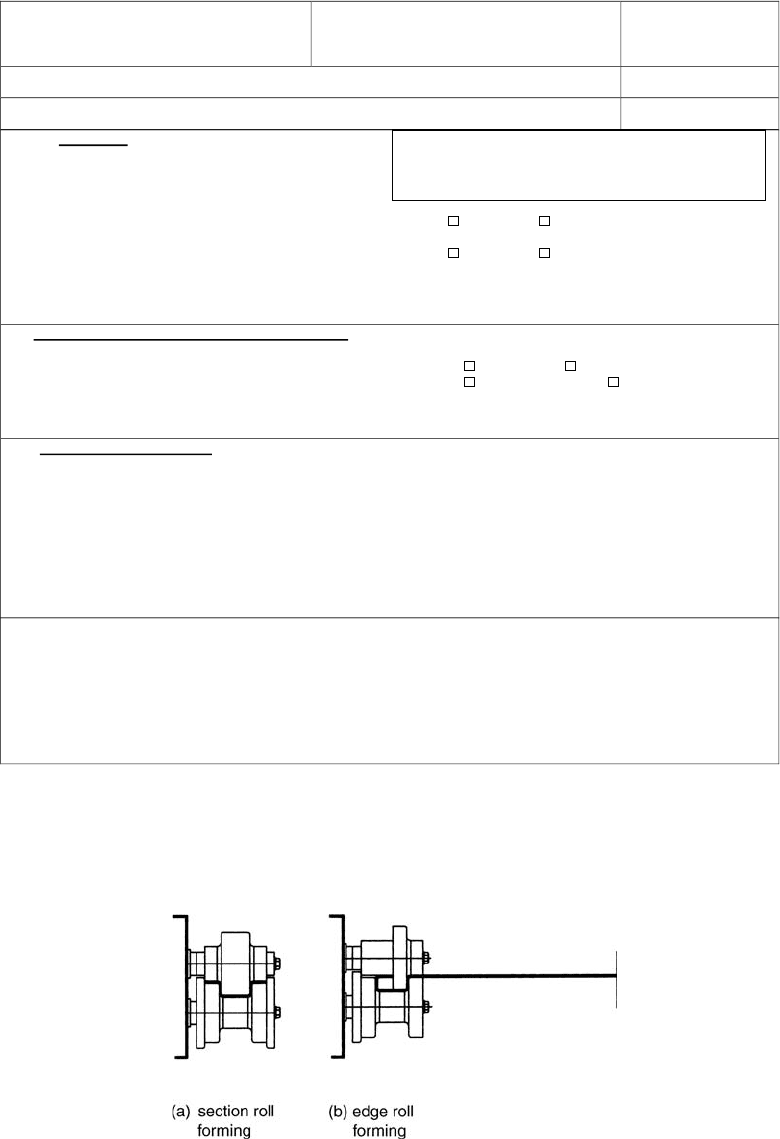
DELTA ENGINEERING INC.
INFORMATION
FOR
DESIGN &SUPPLY OF ROLLS
No. Page of
Customer:
Date :
Product:
4.
PRODUCT
4.1 Product Drawing(s) attached :
Note: Specify all Tolerances on drawings
4.2 Are cut-outs, notches, embossing etc. on
product before roll forming …………………………… Yes
No
4.3 Is orientation of product specified
(Position of shape at last pass) ……………………….. Yes
If Yes, e.g. for other in-line process or inspection,
please indicate it on drawing, mark also painted side etc.
No
4.4 Application of the product :
5.
ROLL DRAWING AND OTHER REQUIREMENTS
5.1 Set Up Drawings supplied …………………………… Yes No
5.2 Additional Drawings required ………….….. Flower Diagram Roll Drawings
Note: Normally one set of drawing is supplied
Additional sets of roll drawings or flower diagrams are available at extra charge
6.
ADDITIONAL COMMENTS
NONE Additional sheet(s) with comments attached
DRAWING NO. REV. NO. DATE OF LAST REVISION
Form CompletedBy:(printname) ___________________________ Date:________________________
Contact Name (ifdifferent from above) :______________________
TEL: _____________________________ FAX :_____________________ Email: ___________________
Address :_______________________________________________________________________________
{{
TABLE 5.1 Continued
FIGURE 5.46 Forming narrowand wide section in acantilever mill.
Roll Forming Handbook5 -30
*
In more complexcases, short
precut blanks areguidedthrough
the mill with special devices, chains,
and so on (Figure 4.50).
*
Long entryand exit guides are recom-
mended especially for precutsections.
Guides for precut sections should be
longer than the width of the blank, and
also at least 3to4times the horizontal
distance between passes.
*
The horizontal center of most duplex
mills is short. The little spaceleft between the rolls makes the installation and adjustment
of side-rolls or guides difficult.
FIGURE 5.48 In wide duplex mills ( W ¼ 75 to 200 t), supports are required at the bottom and top of the strip.
FIGURE 5.47 Duplex mill. (Courtesy of Dahlstrom Industries.)
FIGURE 5.49 Large radius at the end of the cantilevered
rolls will eliminate marks.
Roll Design 5 -31