Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

In all three cases, the cold forming forces are
substantially larg er than thebending forces.
Therefore, the shaft diameter should be checked
for deflection and the stand for bearing capacity.
Because of the die engagement and pressure,the
strip is notslipping; therefore, coining and
knurling rollsare usually not driven but rotated
by the pulled-throughstrip.
4.14.6 Slitting and Expanding
Slitting the strip in the rollforming line is usually
applied to improve productivityortoproduce
different products, such as left- and aright-hand parts made from one common strip.The location of the
slitting (ahead, in-between, or occasionally after rollforming) is determined by the circumstances. The
two slit strands generally havetobemoved sideways to accommodate rolls, straighteners, or cutoffdies.
Asufficiently long distancemust be allowedbetween the slitting knives and the first forming rollsfor the
traverse movement of the strands to avoid stretching of the slit edges.
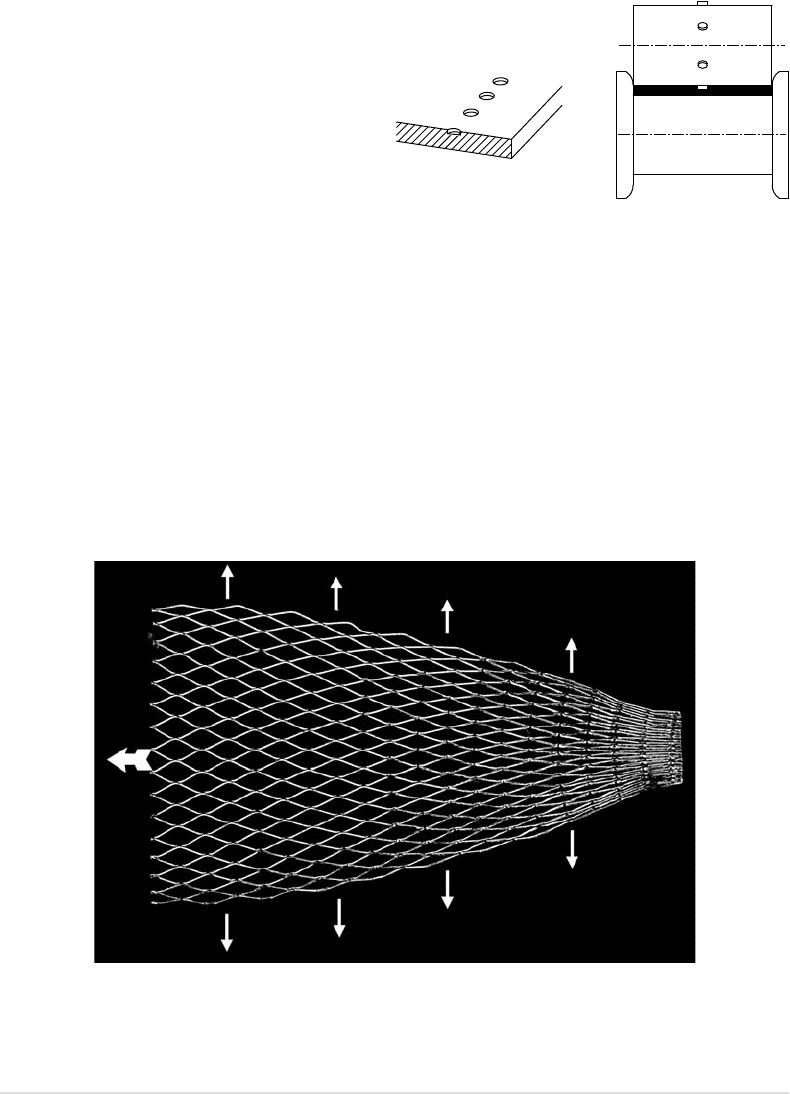
Noncontinuous slitting is used when partofthe product is to be expanded (Figure4.128). Traverse
stretching can be achieved by rollers or guides, but the nonslit, continuous partofthe section will limit
the amount of lateral movement.
Slitting requires more forcethan bending; therefore, the shafts used for this operation may havebe
larger in diameter than the rest of the shafts in the rollforming mill.
4.15 Mechanical Joining of Different Strips or Parts
4.15.1 Lock Seam
Lock seam is one of the oldest and least expensive methods of joining sheets. Lock seams at the edges
of roll formed sheets are occasionally used to makewider panels. The most frequent application of lock
seam is to join the edges of astrip to form atube.
FIGURE 4.127 Rotarycoining.
FIGURE 4.128 Expanded metal.
Roll Forming Handbook4 -56
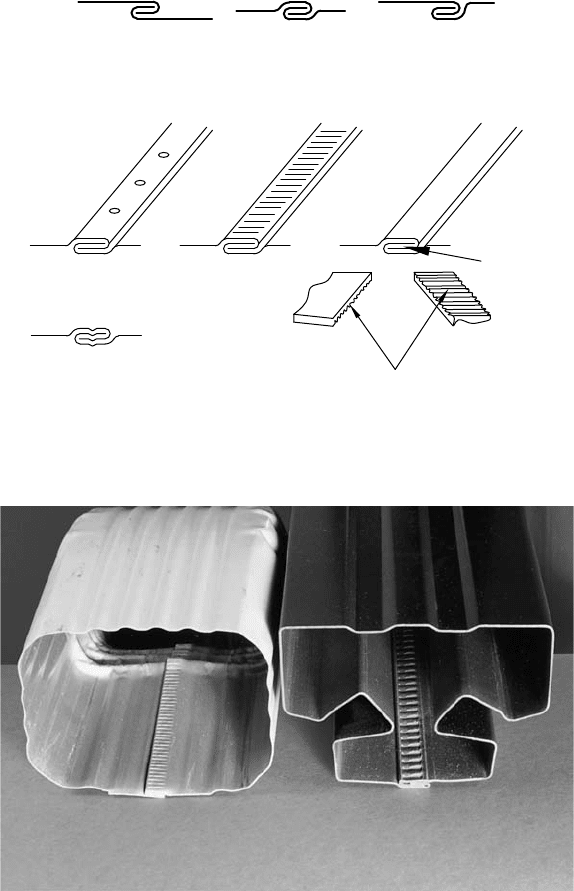
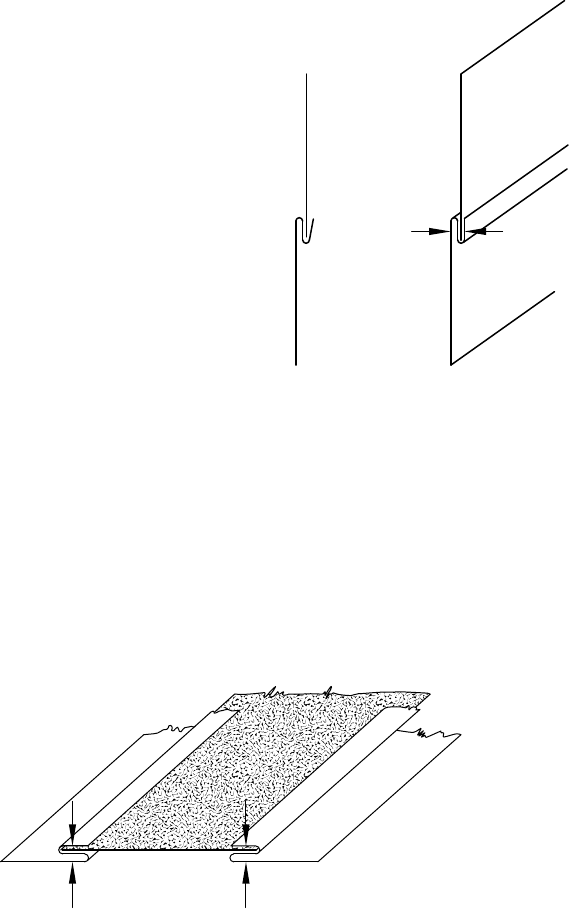
Figure4.129 shows different lock seam designs. Figure4.130 showsmethods of improving the joint
strength of lock seams by local impressions or serration. Figure 4.131 shows alock seamed downpipe and
ametal fencerunner.
4.15.2 Pinching
Different metal, rubber,plastic, or other products can be mechanically joined to metal strip by inserting
them into agrooveand closing the groove opening with rolls. Figure 4.132 shows an automotive par t,
and Figure4.133 shows an air duct joint.
embossed
seam
mating edge
surfaces serrated
(before lockseaming)
serrated
after lock
seaming
mating
surfaces
FIGURE 4.130 Serration increases the strength of the lock seam.
FIGURE 4.131 Lock seamed downpipe and metal fence runner.
FIGURE 4.129 Different lock seams.
Secondary Operations in the Roll Forming Line 4 -57
4.15.3 Lancing
Sharp protrusions formed at the strip edge can
be used to mechanically hold plastic or rubber
extrusions. In one application, lancing is created
by arotary die. The extruded plastic, decoiled
from alarge drum, is pushed against the edge of
the metal strip at the end of the roll forming mill.
The lances pierce through the plastic extrusion,
andare then bent down by rolls to hold
the extrusion firmly as shown in Figure4.44c
(see also Section 4.8.3).
4.15.4 Roll Forming
Twodifferent mater ials roll formed in two
mills can be joined at acertain pass and then
jointly formed to makethe finished product.
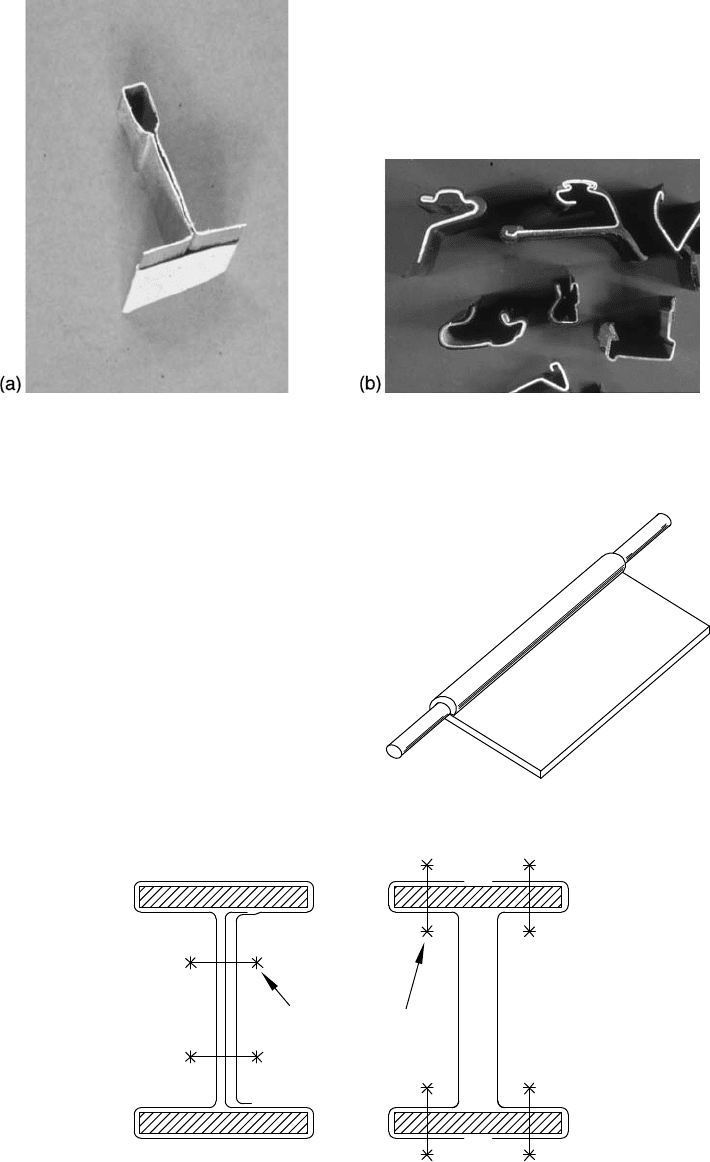
Figure4.134a show satypicalceiling tile
supporting “T”rail and Figure4.134b, auto-
motivetrims. Figure4.135 shows asteel wire inserted into aroll formed ventilation product, serving as
hinges. Figure4.136 shows thick metal strips encapsulated in light gage strips to improvethe mechanical
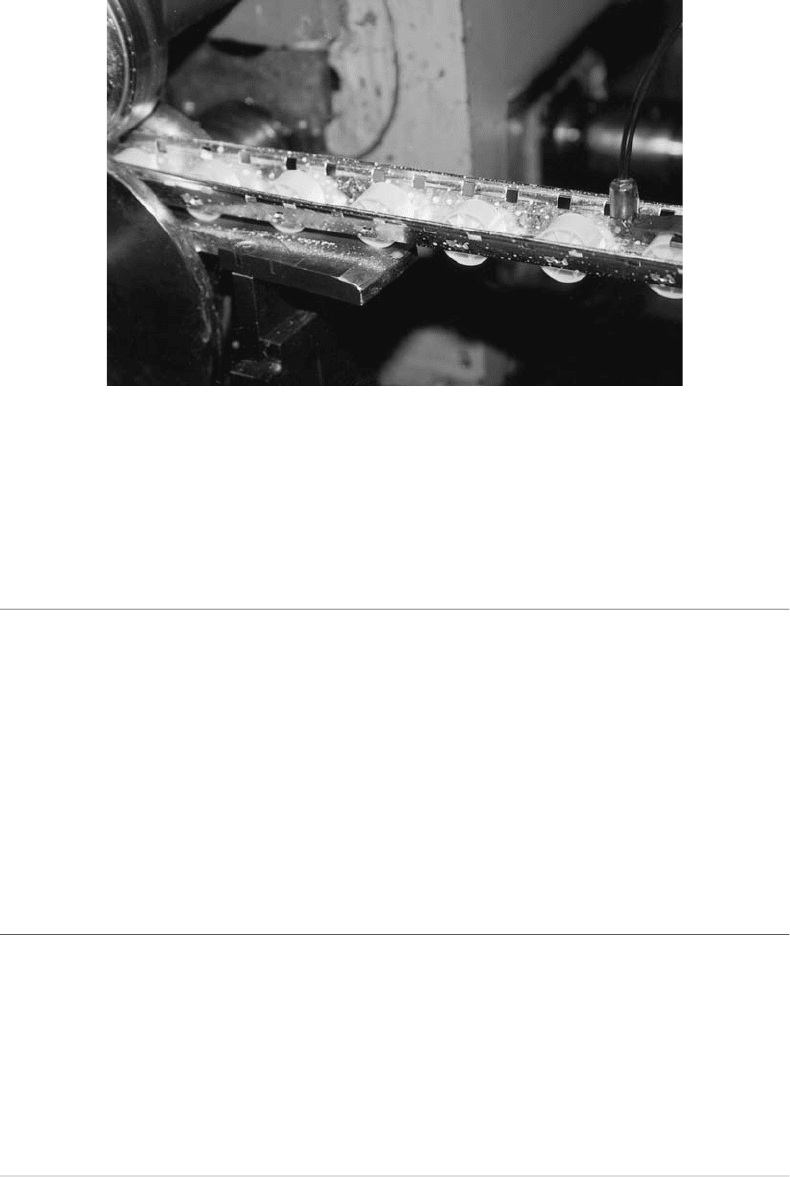
properties of the product. Figure4.137 shows atypical metal channel–plastic roller assembly used in
conveyors. The holes are prepierced; the “C” channel is formed up to an angle that still allows the
automatic insertion of the plastic rolls. After inserti on, the twolegs of the channel are closed to hold the
plastic rolls in position.
4.15.5 Snap-In
The springiness of materials can be used to assemble rollformed sections with plastic or other materials.
Joining twoormorecomponents in the line reduces assembly cost.
4.15.6 Stapling
Stapling is possible, but it is not afrequently used to attach other materials to the roll formed sections in
the line.
metal
plastic
FIGURE 4.132 Metal–plastic joint (automotivepart).
rubber
metal
metal
FIGURE 4.133 Metal–rubber joints (HVAC product).
Roll Forming Handbook4 -58
4.15.7 Clinching
Twosimilar or dissimilar metals can be joined
together by clinching.Clinching is somewherein
between partial punching and stitching. Double
thickness of material is partially punched and then
squashed back. After completing the operation, a
visible but small amount of permanent defor-
mation will remain at the point of clinching.
4.15.8 Riveting
Riveting is awell-kn ow nand conventional
operation which can be applied to roll formed
products. Automated feeders, self-piercing rivets
andother improvementscan speed up the
FIGURE 4.135 Steel wire inserted in alouver blade.
resistance welds
FIGURE 4.136 Inserted metal strips greatly increase the section modulus.
FIGURE 4.134 Different metals joined mechanically:(a) ceiling tile support“T” rail; (b) automotivetrim.
Secondary Operations in the Roll Forming Line 4 -59
assembly operations. Rivets can also be used to attach smaller items as well as plastics and other materials
to the rollformed products.
4.16 Adhesive Bonding
Adhesive bonding of two metals is rarely used in the rollforming lines. However,adhesive bonding of
other materials such as wood or plastics is often utilized in the assembly line of residential doors and
other products. Adhesive bonding is also used to attach rigid foams or paper honeycombs to metal skins
in the fabrication of sandwich panels.
In everyadhesive bonding process, the surfaces to be joined must be clean. The usual lubricants
applied by the mills or during the rollforming process mayhavedetrimental effects on the bonding
strength. To minimize lubrication problems, some companies use preprimed material without
lubrication; while others apply evaporating lubricant during roll forming. Selecting the proper adhesive
that is compatible with the bonded surfaces and thorough training of the operators is verycritical factors
to manufacturegood-qualitybonded products.
4.17 Soldering and Brazing
The usual soldering and brazing technologycan be used in the roll forming line to join aflat partof
similar or dissimilar materials, or aflat parttothe edges of other materials (such as the metal honeycomb
coreofasandwich panel). Another application is to provide watertight joins at the lock seam tubes. In
this application, either the soldering/brazing material is already metallurgically attached to the edge of
the strip or is fed into the hook in awireform before the lock seamed edges are joined together.The lock
seamed tube can be heated in the line to melt the soldering/brazing material to provide the water
tightness as well as the joint strength.
4.18 Resistance Welding
Anyofthe conventional resistance welding process can be incorporated in the roll forming lines.
FIGURE 4.137 Automatically inserted plastic rolls are enclosed into the conveyor channel in the roll forming line.
Roll Forming Handbook4 -60
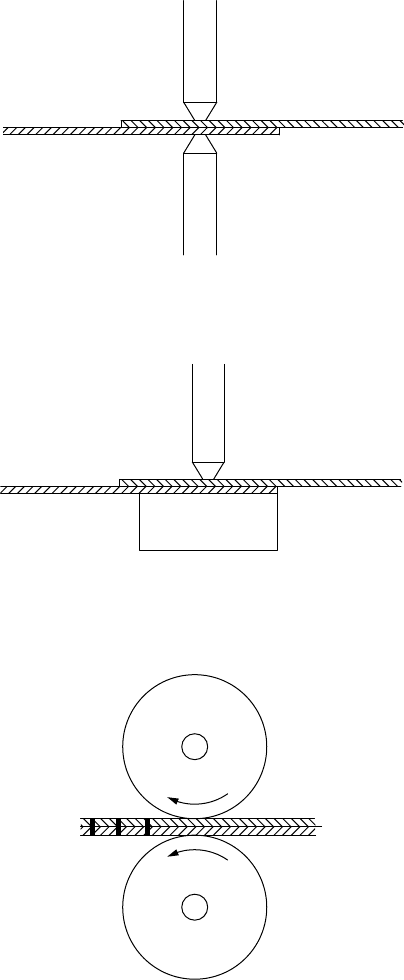
4.18.1 Spot Welding
In most cases, individual or multiple spot
welding is used to weld stationaryproducts
after the forming and cutting process. Welding
can be made with two opposing tips (Figure
4.138)orwith one tip at one side and alarge flat
surface at the other side (Figure4.139). Multiple
welding can be made simultaneously but most
frequently in acascade mode, with guns fired in
asequence. The manual pincer-type welders are
also used, but recently,they havefrequently been
replaced with robotic welding arms.
4.18.2 Seam Welding
The continuously moving products land them-
selves for rotary seam welding (Figure 4.140).
The weld can be continuous or interrupted.
4.18.3 Other Welding Methods
Arc,induction, highfrequency,plasma jet, laser,
or other welding methods can be incorporated
in the roll forming lines.
Arc welding requires low investment, but the
welding speed is verylow.Onthe other hand,
high-frequency welding is afast process, over
1000 ft/min (300 m/min), but the initial cost is
high. The cost of high-frequency equipment is
of about the same magnitude as the complete
roll forming line. The cost, productivity, and
weld qualityofthe other welding methods is
usually in between the above-mentioned two
technologies.
Arc,laser,and plasma welding are sometimes
made on stationaryfinished pieces in the line,
but in most cases, the continuous movement
of the product is utilized for welding.For
good-qualityweld, it is important that the
speed of the product should be uniform and be
adjustable in fine increments. The weld can
be straight or spiral. Spiral welding is achieved
with the tube moving forward and rotating at
the same time. As in all methods whereedges are
welded together,edge alignment is very critical.
To avoid misalignment or edge waviness, usually additional roll forming passes are used.
During high-frequency and some other welding processes,any stoppage can result in alarge
quantityofscrap.Therefore, manyofthe continuously welded products (usually in tubular form) run
continuously utilizing adouble-uncoiler,acoil welder,and acoil accumulator.Because of the high
welding speeds, serious consideration must be given to product handling and packaging at the end of
the line.
FIGURE 4.139 Large electrode surface minimizes the
welding marks.
FIGURE 4.140 Intermittent rotaryseam welding.
FIGURE 4.138 Resistance welding with two opposing tips.
Secondary Operations in the Roll Forming Line 4 -61
4.19 Painting
Alarge percentage of roll formed products are postpainted. In continuous operations, the products are
hung from the roll forming line run-out table directly onto the paint line. In less critical applications such
as structural building parts, often only aprime coat is applied without cleaning.However,inmost cases,
the metal has to be cleaned. In these cases, the products hooked onto aconveyor travelthrough a(usually)
three-stage washer before priming and finish coating. In some less critical operations, the priming is
omitted.
The means of hanging the product and draining the excess cleaning liquid or paint havetobe
considered in the design stage (e.g., punching holes in the roll forming line for this purpose only).
4.20 Foaming
Residential entrancedoors, garage doors, industrial/commercial building walls, and refrigeration
cabinets are frequently built from sandwich panels. The panels havelight gage metal skins on the outside
and foams in between. In addition to the less frequently used adhesive bonding of rigid foams
(Section 4.16), the foam can be applied either in abatch process or in acontinuous line.
In the batch process, the inside and outside skins are assembled together with separators. Several
products are placed in apress and foaming material is injected between the skins. During curing,the
foam exerts large pressurebut the retaining pressureofthe press prevents the bulging of the skins.
In continuous foaming process, one panel roll former is forming the inner and another rollisforming
the outer skins. One of the mills is about 6to12ft. (2 to 4m)above the other one. The two panels are
brought together in ashallowangle to the point wherethey start to travelparallel to each other.Foam is
sprayed where the two panels meet. During curing,the skins are held in position by strong caterpillar
type of retaining support, which moves with the panels. After curing,the finished product is usually cut
to length wi th aflying saw.
4.21 Packaging
With the exception of products which are assembled at the end of the line into alarger product
(e.g., welding adust ring into an automotive brake component), the products must be packaged and kept
together to facilitate moving into storage, transportation or retail sales.
Roofdecks are just strapped together;sidings are put into acrate. Nonnesting panels and “U” and “C”
channels are nested in pairs (everysecond one is flipped over). Studs are paired too; everyten studs (five
pairs) are strapped together into asmall bundle, and then from several of these ten-pack small bundles a
large bundle is formed and strapped to apallet ready for transportation.
Residential sidings, do-it-yourselfproducts, car trims for after market, and manyother products
are packed at the end of the line into decorative,printed cardboard or other packages.
Because of these packaging requirements, four to six people are often involved in packaging while one
is operating the line. Lately,automated packaging equipment enables running the line by one operator
only,and in some places, one operator runs twoormorerollforming lines, coupled with automated
packaging and package removal.
References
[232] Czerski, R., Howtomakeroll-formed welded products, MetalForming,September,38–44, 1996.
[233] Halmos, G., Curving and straightening of rollformed parts, Fabricator,March/April, 1989.
Roll Forming Handbook4 -62
Further Reading
[226] Samson Roll Formed Products, In-line operations broaden roll forming applications, Prec. Met.,
May, 17–21, 1979.
[227] van Kouwenberg,C., Metal embossing withengraved rolls, Fabricator,March, 1983.
[228] Foster,F.B., Embossing with the rotary method, Fabricator,October,32–33, 1996.
[229] Czerski, R.D., Roll forming for better welding, Form.Fabricating,June, 28–34, 1997.
[230] Czerski, R. 1995. Howtomakeproducts that are roll formed and welded. SME “Roll Forming”
Conference,August 29–30, 1995, Detroit, MI.
[234] Continuous roll form circles yield motorcycle fenders, Prec. Met.,May,43, 1978.
[304] Rollformer joins press brakes, boxspring firm reapsbenefits, Mod. Met.,Februar y, 106, 1991.
[306] Fuss, C. 1991. Rollform applications at trim trends. SME Conference,June 17–19, 1991,
Ypsilanti, MI.
[417] Wood, W. et al. 1965. Final report on advanced theoretical formability manufacturing
technology. Te chnical Report AMFL-TR-64-411, Vol. I.
Secondary Operations in the Roll Forming Line 4 -63

5
Roll Design
GeorgeT.Halmos
Delta Engineering Inc.
5.1 Roll Design Process ........................................................... 5 -2
5.2 Cross-Section ..................................................................... 5 -4
Complexity
†
Section Depth
†
Width of Flat
Elements
†
Formed or Stretched Grooves
†
Cross-Sectional
Tolerances
†
Deviation from Straightness
and Flatness Tolerances
†
Tolerance on Hole and Notch
Locations
†
Surface Appearance
Tolerances
†
Length Tolerances
†
Bending Radius
5.3 Product Orientation and Other Operations
in the Line .......................................................................... 5 -13
Orientation
†
Forming
†
Cutoff
†
Other
Operations in the Line
5.4 Materials ............................................................................. 5 -19
Effect of Material on Roll Design
†
Mechanical
Properties
†
Springback
†
Flare
†
Material Tolerances
5.5 Roll Forming Mill .............................................................. 5 -28
Influence of Roll Forming Mill on Roll
Design
†
Type of Mills
†
Shaft Diameter
†
Horizontal
Distance
†
Vertical Distance
†
Distance Between
the Bottom Shaft and Mill Base
†
Key Sizes
and Keyways
†
Top Shaft Drive
†
Bottom
Shaft Drive
†
Rpm Ratio
†
Pass Line Height
†
Additional
Items
†
Direction of the Line
†
Motor and Roll Forming
Speed
†
Available Number of Passes
5.6 Other To ol Design Considerations ................................... 5 -40
Roll Change Requirements
†
Splitting
Rolls
†
Bolted Rolls
†
Establishing Roll Diameters
5.7 Spacers and Shims ............................................................. 5 -48
Definitions
†
Spacers
†
Standard (One-Piece)
Spacers
†
Split Spacers
†
Shims
5.8 Calculating Strip Width .................................................... 5 -52
Straight and Curved Elements
†
Manual
Calculation of Strip Width
†
Manual Calculation
of Blank Size: Example
5.9 Bend Lines .......................................................................... 5 -55
Bent Elements
†
Constant Arc Length
Forming
†
Constant Radius Forming
†
Mixture
of Constant Arc Length and Constant
Radius Forming
†
Which Method to Use
†
False
Bend
†
Side-Rolls
†
Cluster-Rolls
†
Slides
and Other Forming Devices
5 -1