Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

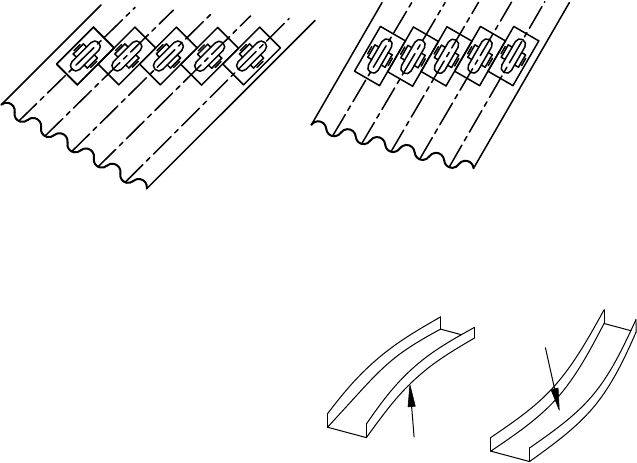
Nonwelded, closed sections can be also curved,
but the minimum curving radius can be influenced
by the deformation of the cross-section. Figure4.91
shows afew typical curved, closed sections with
various degrees of curving difficulties.
4.11.6 Curving Asymmetrical
Sections
Comparedwith symmetrical sections, it is more
difficult to curve sections that are not symmetrical
to the plane of curving The stressed and com-
pressed elements of the cross-section moreorless
balanceeach other in asymmetrical section, but
they will deform asymmetrical section. The diffi-
culties to curve asy mmetrical, thicker walled, hot
rolled sections are well known. In both hot rolled
and roll formed cases, the simplest waytominimize
problems createdbythe unbalanced residual
stresses is to add additional rolls to the curving unit.
4.11.7 Curving by Controlled
Buckling
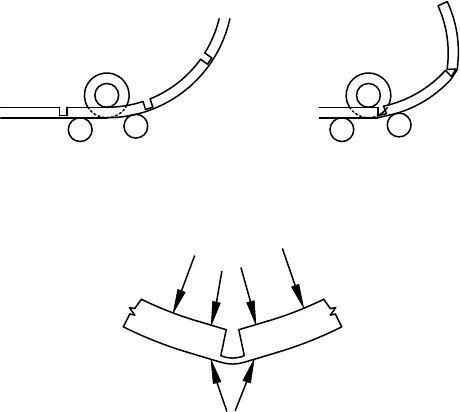
Buckling of curved products is unsightly and
unacceptable. Curving by preplanned corruga-
tions, however,isone of the first and simplest
methods used by tinsmiths (Figure4.92).
Roofhip caps made from roll formed panels
havebeen curvedinasimilar fashion, using
multiple press hits. Building siding sheets are also
curvedtorelatively small radii by multiple press
hits (Figure4.93).
Continuous curving by cross-corrugation is used
to manufacture arched building components.
Sections up to 7to8in. (175 to 200 mm) in depth
havebeen curvedinthis waybyusing presses or
curving rolls(Figure4.94).
It is important that during curving,the original
bend lines should not be distorted [233]. Bend
lines distorted by the curving press die can reduce
the strength of the section by as much as 35 to
40%. The preservation of the longitudinal roll
formed bend lines is critical to all curving process.
4.11.8 Spiral Forming
Rings andmanyother circular productsare
frequently made to exit from the curving mill in
aslightly spiral waytosimplify cutting.Ifthe spiral
(helix) angle of these products is small, and the
contact lines
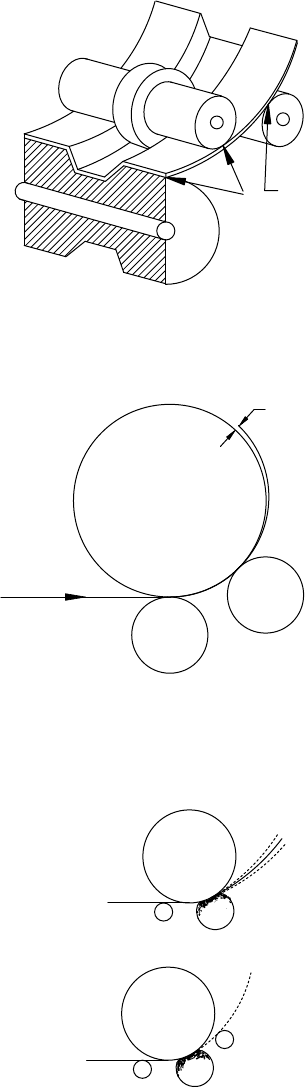
FIGURE 4.82 Curving rolls contacting the products
in aline only.
SPRINGBACK
FIGURE 4.83 In special cases, the product is wrapped
around the male roll.
radius
setting
entry roll
(b)
radius
stabilizing
roll
(a)
FIGURE 4.84 Radius stabilizing roll (b) can reduce
radius fluctuation (a) when elastic roll is used for
curving.
Roll Forming Handbook4 -36
stresses in the material remainbelowthe elastic
limit, then the product springs back to the
circular shape after cutting to length.
The spiral forming of flat and formed sections
for pipes has been well known for along time.
The great advantage of the helical pipe manu-
facturing method is that by changing the helix
angle, an infinite number of diameters can be
produced fromthe same starting blank width
(Figure4.95 ). The smallest pipe diameter is
usually limited by the joint strength, while the
largest diameter is limited by the stiffness of the
pipe wall and the available space. Joints are
usually lock seamed or welded.
Smooth walledventilation pipes, flexible
electrical conduits, and flexible water hoses can
be curvedwith shoes.
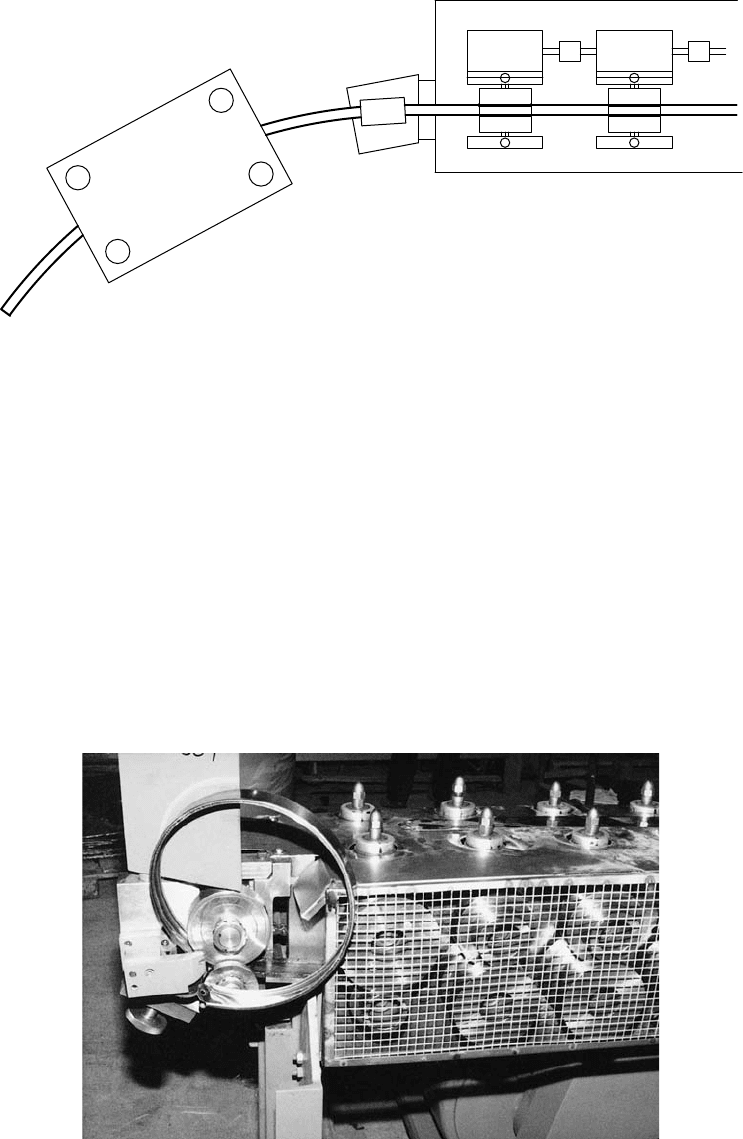
The spiral curving of corrugated culvertpipes
is accomplished by threesets of curving rolls. The
angle of the rollsisadjustable to suit the helix
angle, while the corrugation pitch distance is
automatically kept the same (Figure4.96).
4.11.9 Curving with Shoes or Plugs
To curve rollformed sections with rollsissimple,
but buckling,crippling,ortwisting of the section
restricts the minim um curv ing diameter.To
curve products to smaller diameters, at room
temperature,curving shoes or plugs are required.
Curving shoes usually envelop the full cross-
section and forcethe parttocurve.One set
of shoes is required for each diameter.Shoes are
not adjustable or may havealimited adjustability
if made out of segments. The curving shoes can
be expensive, but in manycases,the shoes
provide the only route to curve the product to
the specified, small radius.
Curvingshoes must envelopthe section
without restrictingmaterial flow; they must
apply the pressure to the curve and prevent
waviness (buckling) in the compressed areaat
the same time. The latter action is similar to the
function of the hold-down ring used in deep
drawing; therefore, the application of spring or
hydraulicpressure wouldbelogical,but is
practically neverapplied. To reduce wear,the
curving shoes are occasionally used in combi-
nation withcurving rolls.
To prevent buckling of tubes during bending,
flexible plugs are used. Similar plugs are used
incorrect
correct
rubber
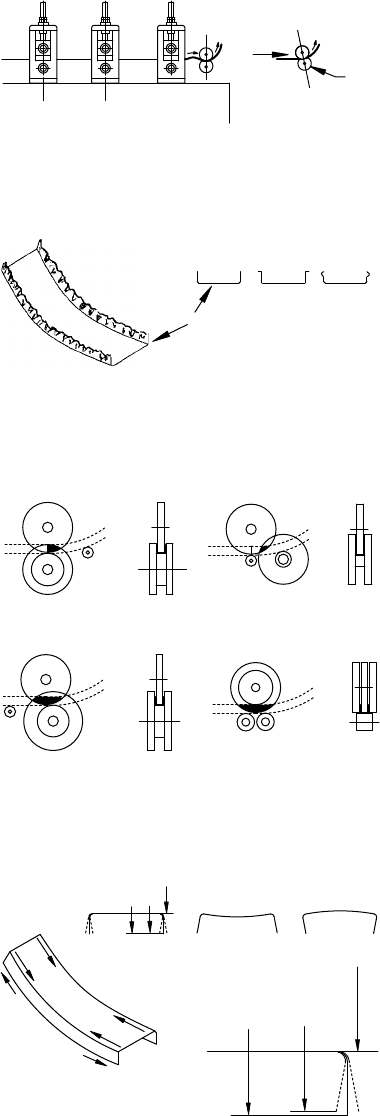
FIGURE 4.85 Thelocat ionofthe el astic ro ll is
important.
improved designs
original
shape
FIGURE 4.86 Stiffeners can reducethe buckling of
inward forcing legs.
FIGURE 4.87 Containing the legs between the rolls
(ironing) will reduce buckling.
R
1
R
2
R
i
R
1
R
2
R
i
FIGURE 4.88 Legs facing out are under tension and
can bend further in or out after exiting from the cur ving
rolls.
Secondary Operations in the Roll Forming Line 4 -37
during curving roll formed products, but the
product slides between the inside plugs and
outside shoes or rolls. Because the plugs are
flexible, they do not curve the product, but in
manycases, they are essential for preventing
buckling.The plugs can be anchoredatafair
distancefrom the curving equipment because the
anchor must reach into the inside of the product
whereitistill open.
4.11.10 The Effect of Roll Forming
on Curving
Roll formingmillinduces stresses into the
product. These residual stresses can distort the
straight product an dare compounded with
the stresses created during curving.For example,
in the case of asimple Uchannel, bend lines
travel straight in the roll former,whereas the edges
of the strip are traveling in alonger route.
Therefore, the edges are stretched during roll
(a)"HAT" section (b)"C" section
A
A
A-A
FIGURE 4.89 Product can be deformed during curving if curving tool cannot reach the bend lines.
FIGURE 4.90 Cl osed,weldedsection maydeform
during curving.
E1 D1 E2
RRRRR
D2 E3 D3
FIGURE 4.91 Difficulties varyfromeasy to difficult (E1, E2, E3, D1, D2, and D3) when curving nonwelded closed
sections.
FIGURE 4.92 Regular prebuckling is more acceptable
and helps curving.
Roll Forming Handbook4 -38
forming, even if they arecompressedbackatthe
last pass. The channel will havethe natural
tendency of bendingdownwards as shownon
Figure 4.97a. If theUchannel is curved in the
directionofthe legs (legsin),thenthe already
compressed legs willbeexposedtoadditional
compression(Figure 4.97b).
To avoid or at least minimize the above-
mentioned effect, it is advantageous to pass the
material through the roll former with rolls
stretching the web and compressing the legs.
Roll forming in this manner requires aspecial
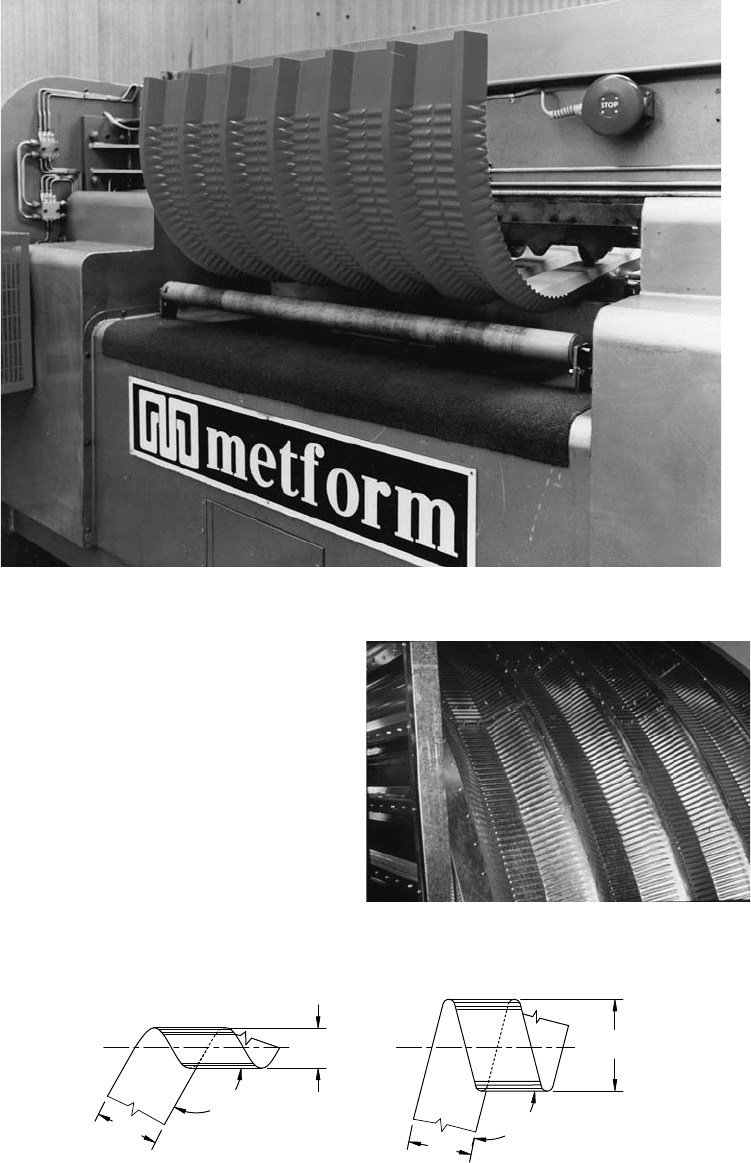
FIGURE 4.93 Building panels curved in press brake. (Courtesy of Metform International Ltd.)
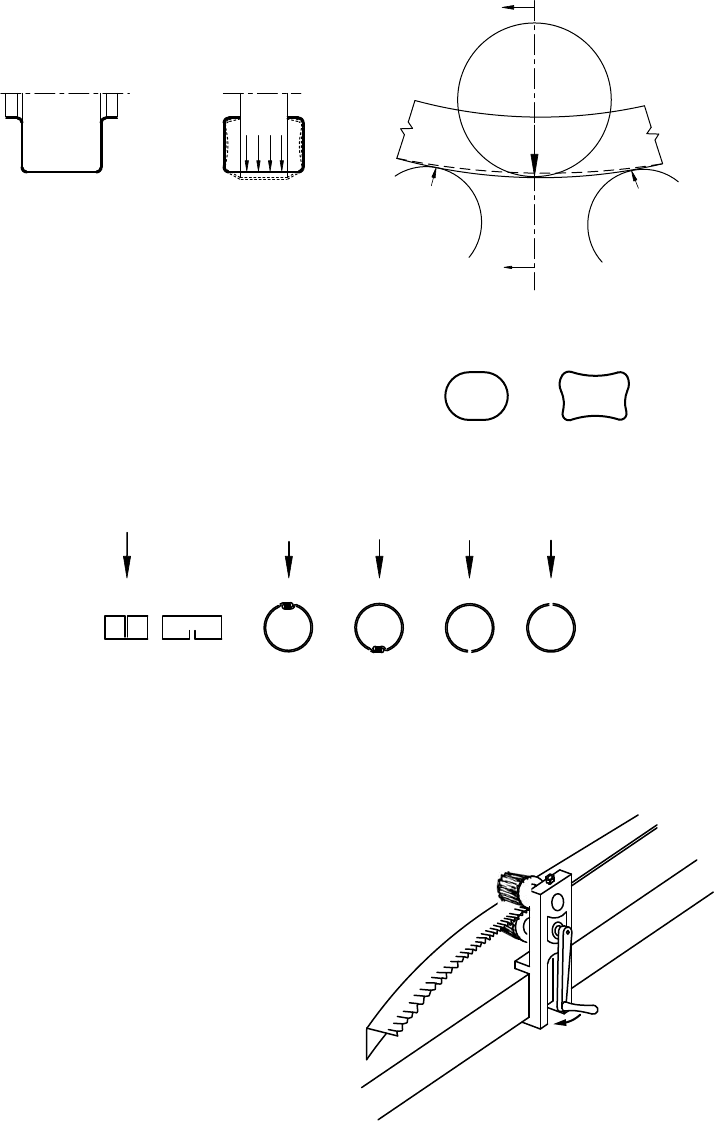
FIGURE 4.94 Arched building components are cur ved
by forming indentations in the panels.
D
2
a
D
1
w
b
w
FIGURE 4.95 Differentdiameterspiralpipes canbemadefromthe same coil width by changing thehelix entryangle.
Secondary Operations in the Roll Forming Line 4 -39
mill that can inducestresses to help to curve
the Uchannel in the required direction (see
Chapter 15). This method can be moreuseful
when curving deep,light gauge channels, made
out of highstrength, low elongation materials,
product typical of HSLA or UHSS automotive
bumpers.
Asimilar approach can be followed with other
products, inducing the correct stresses to curve
or twist the product in the direction of the final
curving or twisting .Unfortunately,thereare not
enoughdata or equations to accurately calculate
theantic ipated stresses.Therefore, designers
usually shyawayfromthese logical approaches.
4.11.11 Effects of Cutouts and Dimples
Rollforming is the most productive metal fabricating method; therefore, the trendistoincorporate
as manyother operations in the roll forming line as is economically feasible. The aim is to produce
finished products at the end of the roll forming line. To achieve this goal, products with prepierced
holes, notches, lances, dimples, louvers, or embossed holes are frequently required to roll form and
curve.Most of these flat surface discontinuities willadversely effect curving.Stresses created by curving
will not be uniform, affecting and sometimes varying the radius of the curvedproduct.
Grooveshavetobeprovided in the curving tool to avoid flattening of dimples, lances, or embossed
holes. These protrusions should be located far enoughfromthe bend corners to allow as wide as possible
contact surface between curving tool and material [232].
Hole-to-hole distances in the outside fibers (away from the center of the curving radius) will be increased
and the holes will be elongated during curving.The opposite effect will occur in the holes at the inner fiber.
Holes that are too close to the edge can create additional problems. The small material left between the
holes and the strip edge will buckle when the material is compressed during curving and the hole will be
deformed.
Cutouts have one additional bad effect on curving. The portion of the product weakened by notches
or holes can easily buckle during curving (Figure4.98), especially when curving is made by rolls. If the
cutout is on one side only,then the cutout side will buckle morethan the other one, adding atwist to
the product. The problems with cutouts are usually less pronounced and it is easier to correct when
curving is accomplished with shoes. Burrs left on cutouts, however,may create excessivewear on
curving shoes.
FIGURE 4.96 Spiral curving of culvert pipes can be made with the same tooling.
(a)
(b)
R
R
FIGURE 4.97 The legs stretched during roll forming
contribute to bowing down of the finished product (a) that
makes cur ving of the channel in the opposite direction
(legs-in) moredifficult.
Roll Forming Handbook4 -40
4.11.12 Alignment and Adjustments of Curving Tools
The roll forming mill and tooling must be well aligned to produce good-qualityproducts with tight
tolerances. Shaft shoulders, against which the rolls are positioned, should be aligned within 0.001 to
0.003 in. (0.025 to 0.075 mm) in the vertical direction and within 0.002 to 0.005 in. (0.05 to 0.125 mm)
in the horizontal direction. The shoulder-alignment tolerancerequirement depends on the product
tolerance, surface qualityrequirements and material thickness. To check such tight tolerances, a
straight edge and feeler gauges, or dial indicator,orlaser (or optical) alignment methods are required.
Similar accuracy is needed in everydirection in the curving equipment. Unfortunately,atmanyplants,
the additional units such as entryguides, side-rollstands, and straightening or curving units are not
accurately keyed to the mill base, but aligned solely by eyesight. Misaligned curving units create
additional stresses and problems, causing twist or achange in the radius. Therefore, it is important that
the operator is able to finely adjust the curving dies in anydirection. To ease setting and control, good,
easily readable scales should be installed in the direction of each movement.
If the curving unit is used for morethan one product formed at different pass heights, then in addition
to the fine curvatureadjustment, aquick height adjustment is required to suit the position of the
products. In manycases, the best solution is to haveinterchangeable, separate curving units with dies for
each curedsection.
4.11.13 Controlling Radius and Curving to Variable Radii
The curving radius is affected by so manyfactors (some of them varyevenwithin one coil) that additional
tooling,equipment, and control devices are required to keep the radius within specified tolerances.
Additional tooling such as supporting,pushing, twisting rolls, or shoes may be required to avoid
postcurving deformations of sections being asymmetrical to the plane of curving.
Some asymmetrical shapes may require five to six additional rolls to the original threecurving rolls.
This multiple set of rollscan also assist to reduceflat (noncurved) lengths at notches and to keep bends at
the correct ang le.
straight
straight
R
R
theoretical actual
FIGURE 4.98 Change in product cross-section, such as notches and holes, usually causes buckle.
Secondary Operations in the Roll Forming Line 4 -41
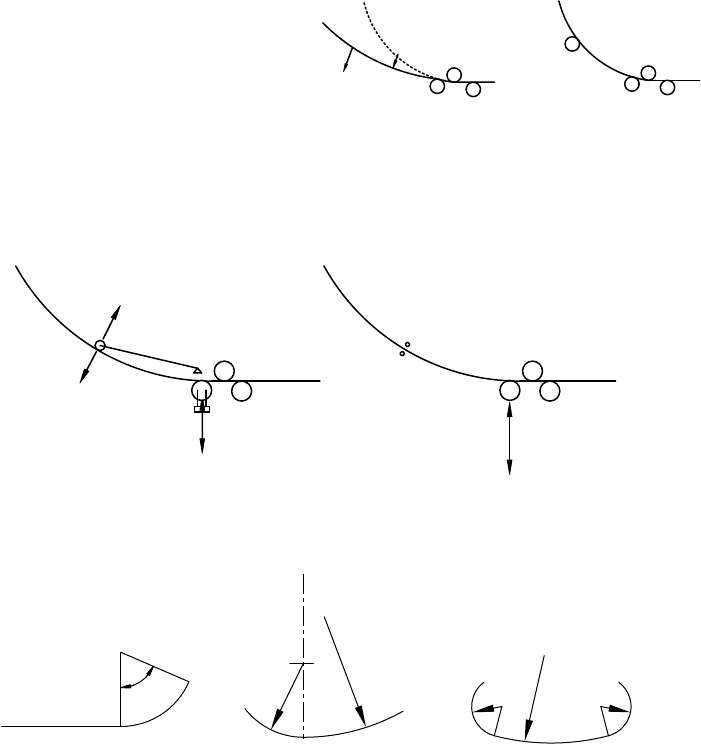
Forlong,heavy products with large radii,
asupporting roll or rolls may be required.
Without support, the weight of the product will
straighten out the tail end of the curved part
(Figure4.99).
Radius control arms, photocells, or proximity
switches, which control curving rolls through
servo mechanisms, can keep the radius within
tight tolerances (see Figure 4.100).
By applying length sensors or measuring units and controlling the curving roll position through servo
mechanisms, or by using aprogrammable controller or computer,itispossible to produce partially
curvedparts. Components curvedtotwo or moreradii, or curvedtovariable radius (Figure 4.101a–c)
can also be manufactured.
4.11.14 Cutting to Length after Curving
The cutting of continuously curvedproducts can be classified in threegroups, namely:
(1) Cutting asegment of acircle
(2) Cutting afull circle
(3) Cutting helically wounded tubes to length
Similar to straight rollformed sections, curved products can be cut by shearing throughthe full cross-
sections or shearing apartial cross-sectionatprepierced or prenotched locations. The cutoffcan be single
deflection
control roll
self weight can
straighten out
curved panel end
FIGURE 4.99 Long,heavy products requiresupport
during curving.
radius control
arm
servo
motor
photocell
FIGURE 4.100 Curvature can be controlled by mechanical or electronic means.
R
1
R
2
F
2
F
1
F
1
(a) (b) (c)
FIGURE 4.101 Mechanically or PLCorcomputer-controlled units can curve one end only (a), or curve to two radii
(b) or to multiple radii (c) of asingle product.
Roll Forming Handbook4 -42
or double shearing,and it maybecombined with
additionaloperations such as piercing holes,
embossing,swaging,orbending.
The cutoffmethod can be shearing,saw cutting,
or cutting with flame, laser,plasma jet, or other
means. Product length can be sensed or measured
with flagswitch, photocell, proximityswitch,
positive stop,rotaryencoder,orlocating prepierced
holes,notches,orother methods appliedin
conventional roll forming lines.
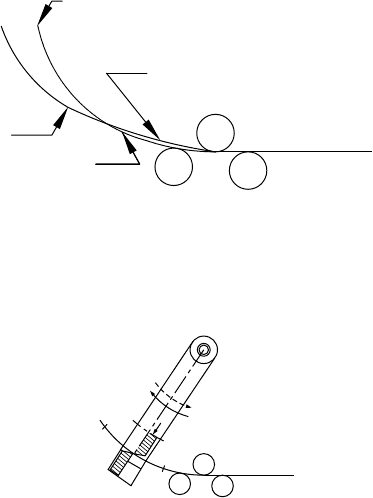
When theproduct is roll formed andcurvedata
relatively lowspeed,afast-actingcutoffdie travels
tangentially to theproduct on straight railsonlyfor
ashort distance;therefore it maynot distortthe
section(Figure 4.102and Figure 4.104).
Small curving radii, highproduction speeds,
or slowerpresses frequently demand flying cutoff
die traveling in acircular motion (Figure4.103). In
these cases, it is better to use asimple rotary flying
press and die to cut products curvedtodifferent
radii. In these rotary(swinging) cutoffpresses,
both the position of the center pivot pin and the
length of arm are adjustable. In the case of lower
production speeds, flying cutoffdies can be used,
traveling on curvedrails. However,separate curved
rails are required for each radius.
4.11.14.1 Cutting Segment of aCircle
Curved products manufactured in large quantities can usually be cut by positioning aconventional cutoff
press in the proper position. When the product is curved in the vertical plane, the conventional press is
tilted. Alternatively,unusual arrangements can be made such as tilting the entryend of the mill upwards.
When the curving is in the horizontal plane, the conventional press can be kept in the usual, vertical
position, but moved and rotated sideways in the path of the curvedproduct(Figure4.104). To suit
curvature in anyplane, special adjustable press bases can be built.
4.11.14.2 Cutting Products Curved in about 3608
Special pneumatically or hydraulically operated rotating presses, which swing around apivot point, are
used to cut circular products (Figure3.10). To minimize the danger of reentering the cut end into the
curving die after afull circle, the product is usually deflected sidewaysbyabuffer plate to create aspiral
shape. The cutoffdie is often positioned close to the curving tool. The product is guided (flexed) sideways
in aspiral form. After one full circle, it enters the cut offdie instead of entering again into the curving die.
This deflection usually does not create permanent deformation and the ring springs back into the same
plane.
Automotive brake dust rings and manyother products are made in this way. After cutting to length, cut
ends of bicycle rims are be joined by welding or by other methods. The full circle product then can be slightly
stretched to the specified diameter and shaped to tighter tolerances.
4.11.14.3 Cutting Helically Wound Pipes to Length
The spiral forming is apractical method of producing pipes to infinite number of diameters using simple
tooling.Toavoid the necessityofmaking acutoffdie for each diameter and deforming the thin-wall tubes
or pipes, manypipes are cut to length by fly ing saw, laser,orother similar cutting methods.
finish
start
FIGURE 4.103 Cutoffpress travels in an arc.
start
finish
Radius Deformed
by Straight Cutting
Original Radius
FIGURE 4.102 Short straightcutting-die travel may be
used for cutting products curved to large radius.
Secondary Operations in the Roll Forming Line 4 -43
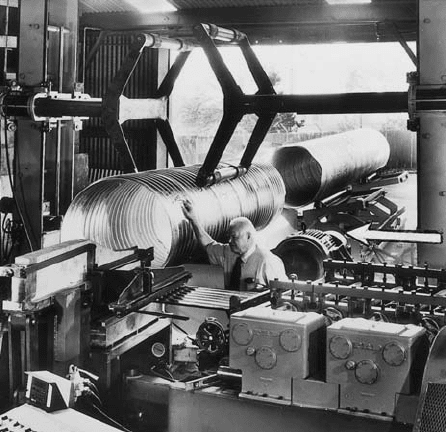
The sawunit travels at the same speed as the pipes moving longitudinally,while the pipe also
rotates. The sawblade enters the pipe at one point, and after one full rotation the pipe is cut through.
Figure4.106 shows aflying sawcutoffarrangement for culvertpipes.
4.11.15 Tool Material and Lubrication
Good curving rollsare made of at least the same qualitytool steel as the forming rolls. They are to be
machined, heat-treated,andpolishedin thesamefashionasthe forming rolls.Occasionally,curvingrolls are
plated to match the coating offorming rolls. Bronze rolls are used (albeit infrequently) to minimize scuffing
and surface marks.
Curving shoes are occasionally made from hardened tool steel, manganese steel, or from tungsten
carbide inserts.The most frequently used abrasion-resistant curving shoe material is the AMPCO bronze.
FIGURE 4.105 When the product is curved into afull circle, deflector plates prevent the cut end from reentering
the curving tool.
CUT OFF
PRESS
ROLL FORMING MILL
CURVING
UNIT
FIGURE 4.104 Presses having straightorcurved die rails can be moved sideways to suit the path of the curved
products.
Roll Forming Handbook4 -44
Aluminum bronze or other material can be used to curve aluminum. Wear-resistant plastic or other
materials can also be used for curving shoes. However,burrs, sharp edges, notches, and holes can damage
plastic shoes. Fortesting, sometimes well-lubricated hardwood blocks are sufficient.
Applying lubricant to the roll curving tool is as important as applying it to forming rolls. It is, however,
still moreimportant, even essential, to use lubricant when curving shoes are used.
Good lubricant, compatible with both the formed material and the curving rollsorshoes, willreduce
tool wear,eliminate or minimize surface marks, and contribute to even curvature.
4.11.16 Curving by Reducing the Thickness of Material
The increased material thickness at the inside of the curvedproduct and the decreased thickness of
the outside section during curving havebeen mentioned in the early par tofthis section. Utilizing this
thickness change, it is possible to curve asection only by reducing the thickness of the outer partof
the cross-section beforecurving .The thin, reduced cross-section will be longer than the thick one. The
ratio of the length change will be equal to the ratio of the thickness change. To equalize the stresses
created by the differencesinthe length, the product will curve itself.
This procedure is applied, for example, in the manufacturing of auger (Archimedes) screws, in the
transfer of granular material and liquid. This method is veryseldom utilized in the curving of roll formed
products, because roll forming mills are usually not designed to change material thickness. However,the
procedure can be used if the mill has adequate strength. In some instances, such as curving Uchannels
with leg in, mills havebeen designed with alast pass that has larger diameter shafts than the others. This
last pass is used to reduce the thickness (thus elongate) the web of the Uchannel, inducing acurvature.
Controlled thickness change (see Figure4.107)induces the curvatureautomatically [232] but sizing rolls
would still be required to assure constant radius.
The thickness reduction at the entryside of the rollformer is moreapplicable to symmetrical than to
asymmetrical sections, because only the waviness created by the length differential is to be considered
during roll forming. In the case of asymmetrical section, camber introduced by the difference in edge
length will create considerable rollforming problems.
FIGURE 4.106 Flying sawcuts offculvert pipes. (Courtesy of Pacific Roller Dies. With permission.)
Secondary Operations in the Roll Forming Line 4 -45