Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

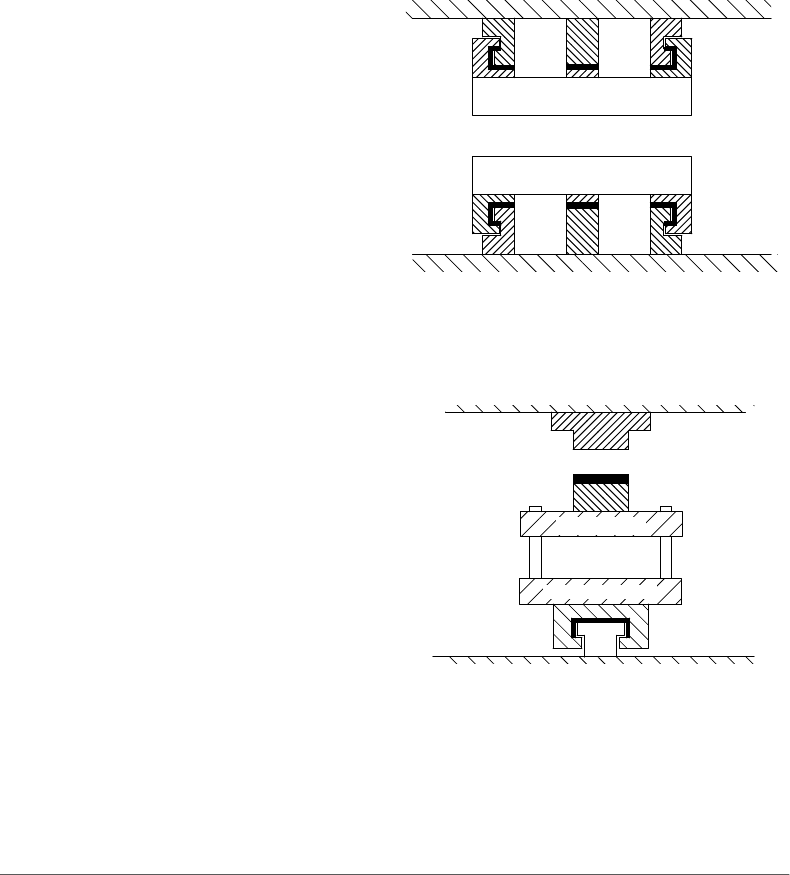
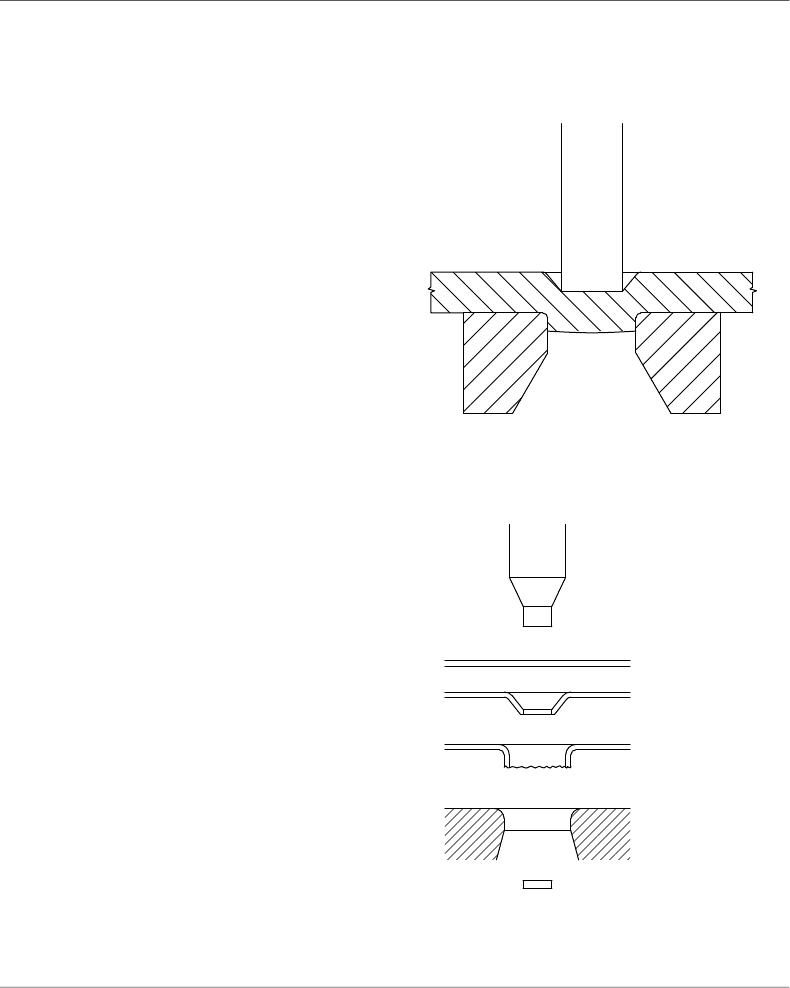
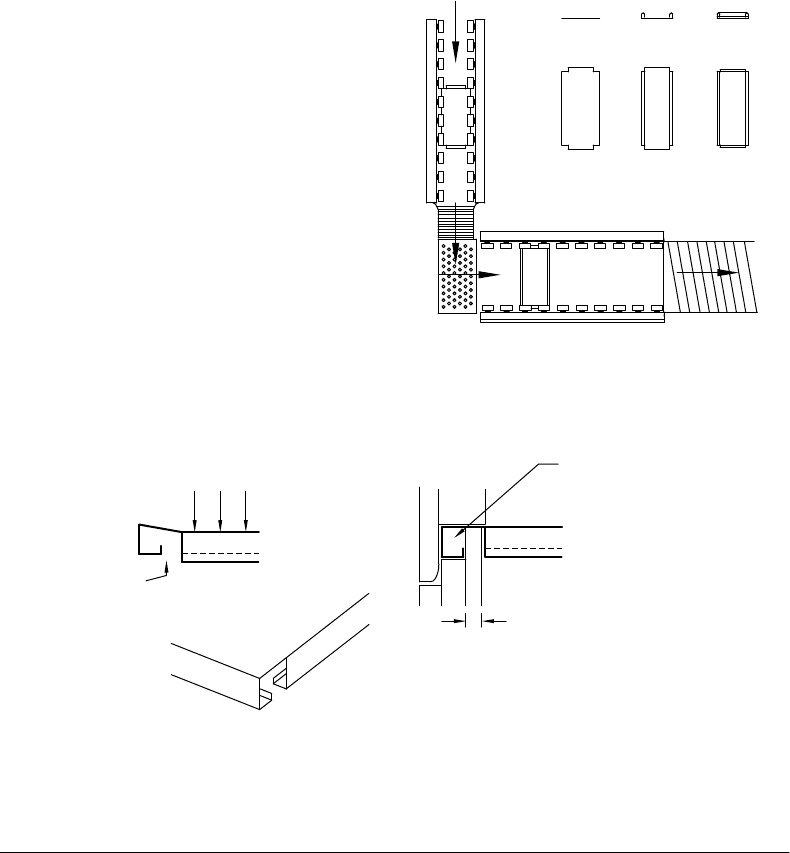
are called spanking dies. When the press head
moves upwards, the punches are stripped and the
upper die is lifted up by springs (Figure4.27).
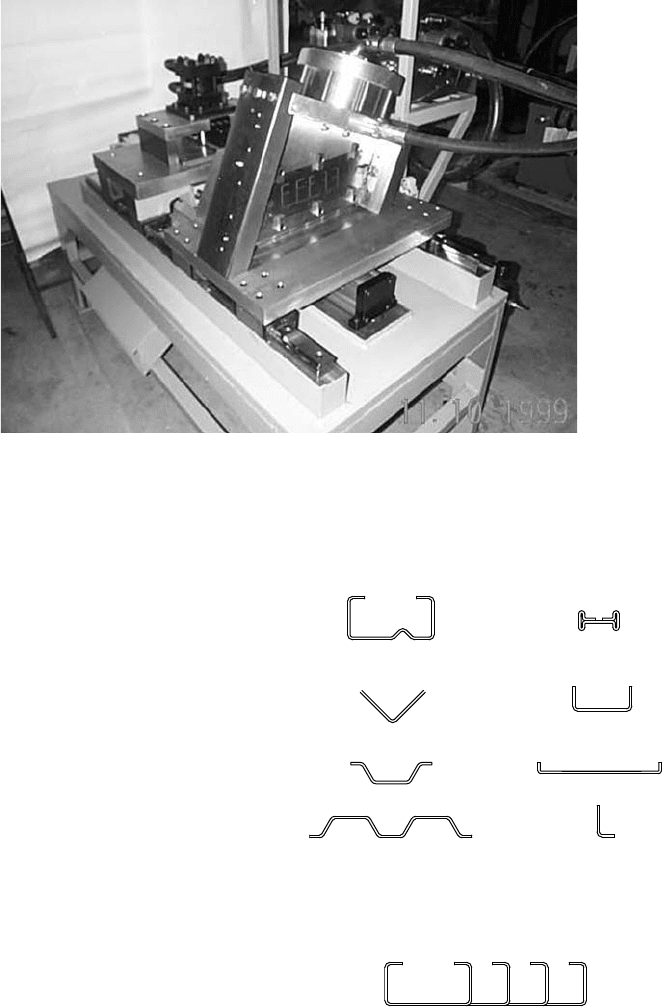
Flying self-contained hydraulic press/die com-
binations are usually traveling on linear bearings
(Figure4.28 ). These units are self-contained and
exertonly minimal forces on the rails.
Flying dies are used for punching,notching,
flanging,lancing,louvering,piercing, semi-
punching,mitering,embossing,bending, mark-
ing,coining,swedging,and other operations. The
weight of the dies can varyfrom afew pounds (kg)
to 16,000 lbs. (7200 kg). This latter flying die is
approximately 48 £ 144 in. (1200 £ 3660 mm),
and is used in a1000-ton press for products
running from 60 to 120 ft/min (18 to 36 m/min)
speed.
Flying dies can havegag-operated punches,
shears, or other tools to provide variable patterns
made by one die.
Most die sets are made for asingle cross-section
only (Figure 4.29). Some dies can cut avarietyof
sections without anychange (Figure4.28 and
Figure4.30), yetothers can haveinterchangeable
die inserts.
Lines with quick-change mills should have
quick-change die features. One quick-change die
method is shown in Figure 4.31.The die set is
attached to acarriage, which stays in the press and
is constantly attached to the die accelerator.The
interchangeable die is attached to both the top and
bottom rails of the carriage, or in the case of
spanking die, only to the bottom carriage. Aquick-
acting clamp system and die-change roller tables
makes it feasible to change dies in 1to2min.
4.6 Punching, Perforating, Notching, and Mitering
4.6.1 Definition
In the punching processes, apartofthe material is removed by shearing from the body of the material.
The removedpart(slug) is scrap (Figure4.32). These processes shall not be mixed up with blanking
(stamping) when during aconventional press operation, the blanked (punched) out slug is the product,
and the remainder of the strip is scrap.Blanking is not aprocess used in roll forming lines.
Punching,notching,mitering,and other press operations can be completed in either aloose or
tight line.
4.6.2 Punching
Punching is occasionally and incorrectly called piercing.Piercing is achieved withspecial punches,
which leaveahole in the material and flanging it without creating aslug (see Section 4.7.1).
press head (ram)
press base
top die shoe
bottom die shoe
FIGURE 4.26 Press and die rails for wide dies.
press base
press head (ram)
bottom die shoe
top die shoe
FIGURE 4.27 Spanking die attached to the bottom rails
only.
Roll Forming Handbook4 -16
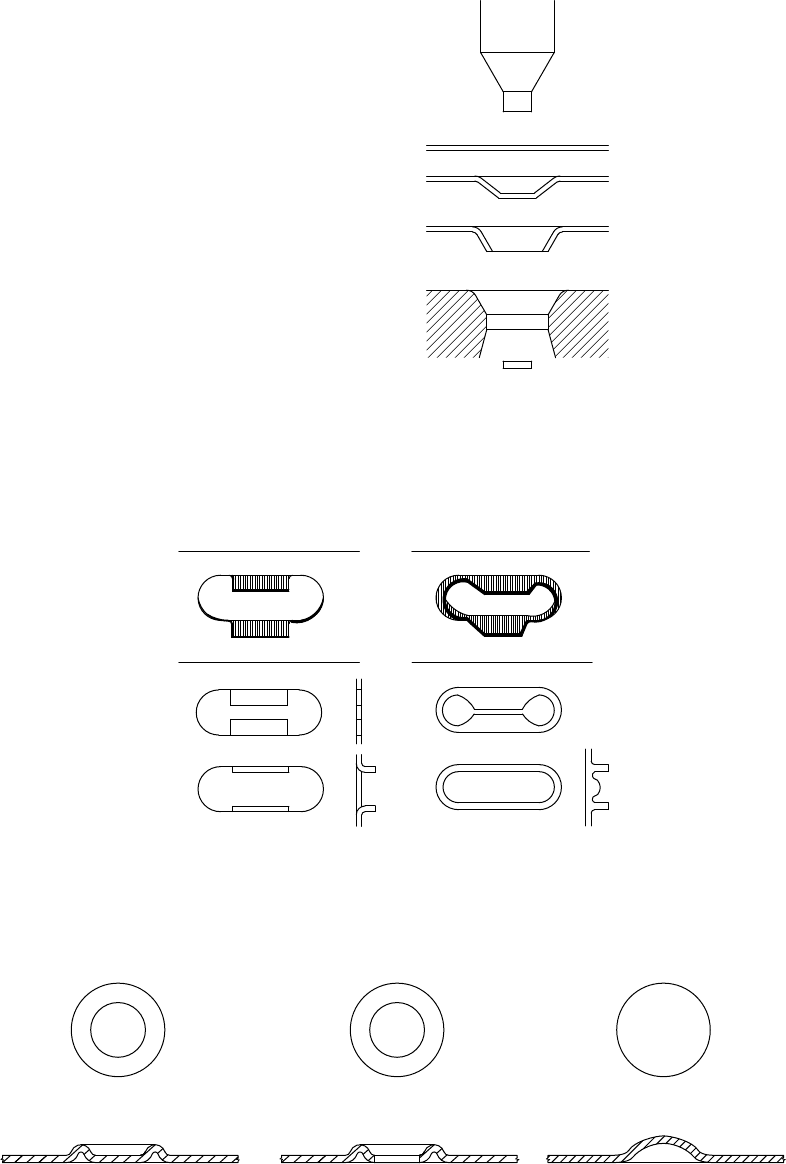
4.6.3 Perforating
Perforating is punching alarge number of small
holes in asymmetrical pattern (Figure 4.33).
Perforating requ ires specialequipment and
tooling; therefore, in most cases, the perforation
is completed by outside contractors.
In some cases, aperforated pattern, micro-
louvers or punched/embossed loopscan be
punched in-line (tight line or loose line) at
highspeed. Having this process included in the
line could save considerably on the cost of buying
and stocking preperforated coils.
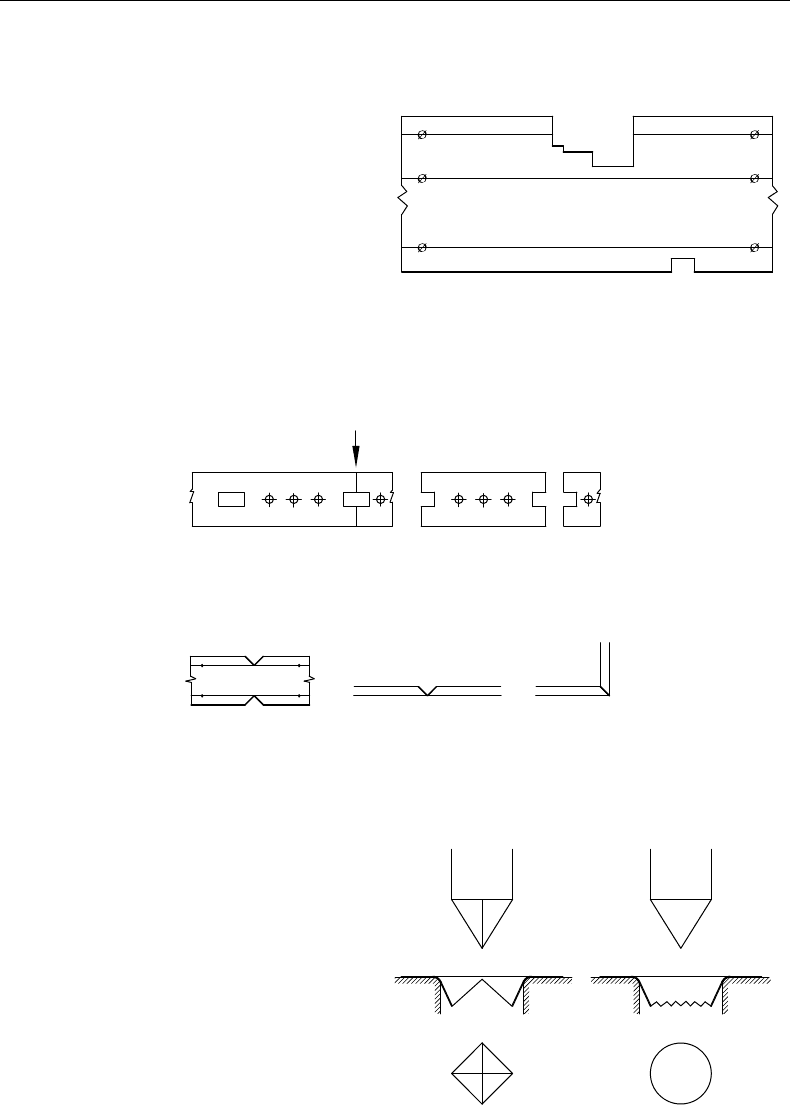
4.6.4 Notching
Notching is aprocess wherepartofthe strip edge
(or cut end) is cut (sheared) out (Figure 4.34).
Sometimes, punched holes cut through at alater
stage (e.g., by the cutoff, etc.) appear as notches
in the finished products (Figure4.35).
4.6.5 Mitering
Mitering is apunching or notching operation, which prepares the ends of the formed profile to fit for at
a90 8 (or other) bending assembly (Figure 4.36). This process is applied to make frames for pictures,
windows, doors, and other products.
FIGURE 4.29 Separate cutoffdies are made for each of
these sections.
FIGURE 4.30 One die can cut afamily of different
section.
FIGURE 4.28 Self-contained hydraulic cutoffpress/die combination. (Courtesy of CompuRoll Inc.)
Secondary Operations in the Roll Forming Line 4 -17
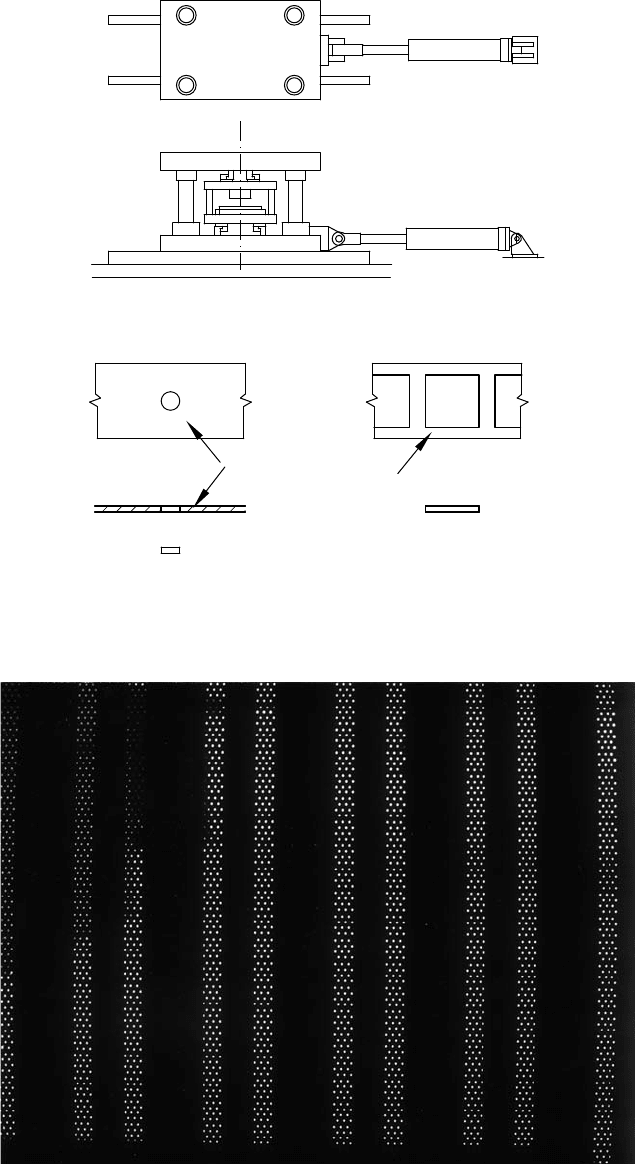
FIGURE 4.31 Quick-change die at perpendicular direction to the productflow.
product
slug (scrap)
PUNCHING
scrap
product
STAMPING
FIGURE 4.32 Definition of punching and stamping (blanking).
FIGURE 4.33 Perforated coil.
Roll Forming Handbook4 -18
4.7 Piercing and Partial Punching
Piercing and partial punching do not generate slugs or cutouts, althoughthey are considered punching
operations using punching tools and dies.
4.7.1 Piercing
The usually pointed piercing tool penetrates
through the metal, creates ahole, and forms the
surrounding material out of its original plane
(Figure4.37).
4.7.2 Partial Punching
In the conventional punching operation, the
punch shears through the material and the
center part, the slug,isdisposed off. In partial
punching,the material is only partially sheared;
the slug is retained by attachment to the strip.
This method is most commonly used in
fluorescent light shades. The slug can be knocked
out or bent out whereanopening is required for
wiresorfor other reasons.
In another type of partial punching,the slug is
retainedaroundits full circumference. This
method has been used to makeskid-free surface
(Figure4.38) in an approximately0.110-in.
(2.75-mm) thick steel. The gap between the
punch and the die can be considerably larger
than the one used for conventional punching.
Blank
FIGURE 4.34 During notching the edge of the strip or
product is removed together with the cutout part.
Sheared off
FIGURE 4.35 After shearing to length, punched holes mayappear as notches.
roll formed
(a) (b) (c)
mitered bent
FIGURE 4.36 Mitering the strip for bent corners.
punchpunch
FIGURE 4.37 Piercing holes.
Secondary Operations in the Roll Forming Line 4 -19
4.8 Flanging, Louvering, and Lancing
These operations involvepartial or full cutting throughthe material and forming partofthe strip out of
its original plane. In afew cases, slug is also generated.
4.8.1 Hole Flanging and Dimpling
During flanging, partofthe material (usually
acircular slug) is removedand the adjacent
material is stretch-formed or drawn.The flange
canbecylindrical(Figure4.39),conical
(Figure4.40), or other shape.
In some cases, thehole is punchedand
only some parts are bent (flanged) as shown in
Figure4.41a. In other cases, the length of the
flangesisnot uniform to ease the flanging
operation (Figure 4.41b).
Dimpling is similar to embossing or drawing,
creating asmall displacement of the material, as
shown on the right-hand side of Figure4.42.
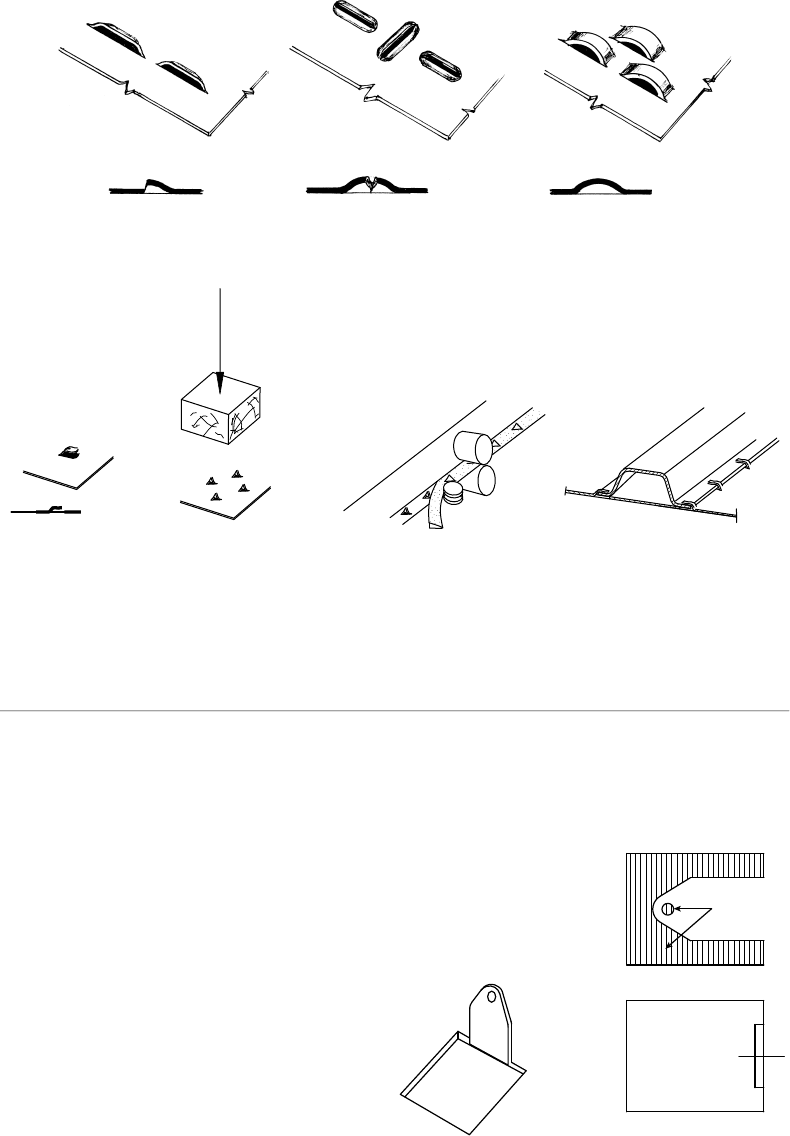
4.8.2 Louvering
In louvering (Figure4.43), one or two slots are
made in the material and one edge of the slit is
embossed. This processisusedtocre ate
ventilation opening or small locating stops in
the finished products.
4.8.3 Lancing
Lancing is aprocess that often used to create
protrusion for attaching other materials to the
product such as wire (Figure4.44a), wood
(Figure4.44b), plastic extrusion (Figure4.44c),
or other components(Figure4.44d; see also
Section 4.14.4 and Section 4.15.3).
Occasionally,slugs are punched out before
lancing (Figure 4.45).
4.9 Embossing and Drawing
During embossing and drawing,apartofthe material is stretched out of its original plane without
shearing.
4.9.1 Embossing
Embossing creates protrusions in the material. Usually,ablunt male punch penetrates into adie while
stretching the material. Hold-down is usually not used but tool shoulders (or incorrectly called
“strippers”) may spank the edges of the embossments flat at the end of the stroke. The depth of the
finished
mid-stroke
FIGURE 4.39 Hole with cylindrical flange.
FIGURE 4.38 Partial punching creates dimples on the
opposite side.
Roll Forming Handbook4 -20
embossment is restricted by the mechan-
ical properties of the material, and the
thickness, embossment geometry, punch
anddie radii, lubrication, andother
factors (Figure4.46).
4.9.2 Drawing
Drawing is very seldom applied to roll
formed products. However,drawn,dec-
orative patterns are used in residential and
garage doors to imitate awood door-like
pattern (Figure 6.15).
During thedrawingoperation,the
material is held down by ablank holder
to eliminate wrinkling around the drawn
pattern. The metal must havesufficient
ductilityand strength to avoid cracks.
Drawing is practically the only operation,
which may require drawing qualitystarting material for arollformed product.
In most cases, the drawing operation is performed beforeroll forming.
finished
mid-stroke
FIGURE 4.40 Hole with conical flange.
(b)(a)
FIGURE 4.41 (a) Partial and (b) uneven flanges.
FIGURE 4.42 Ring embossment without hole, with hole and dome-shaped embossment.
Secondary Operations in the Roll Forming Line 4 -21
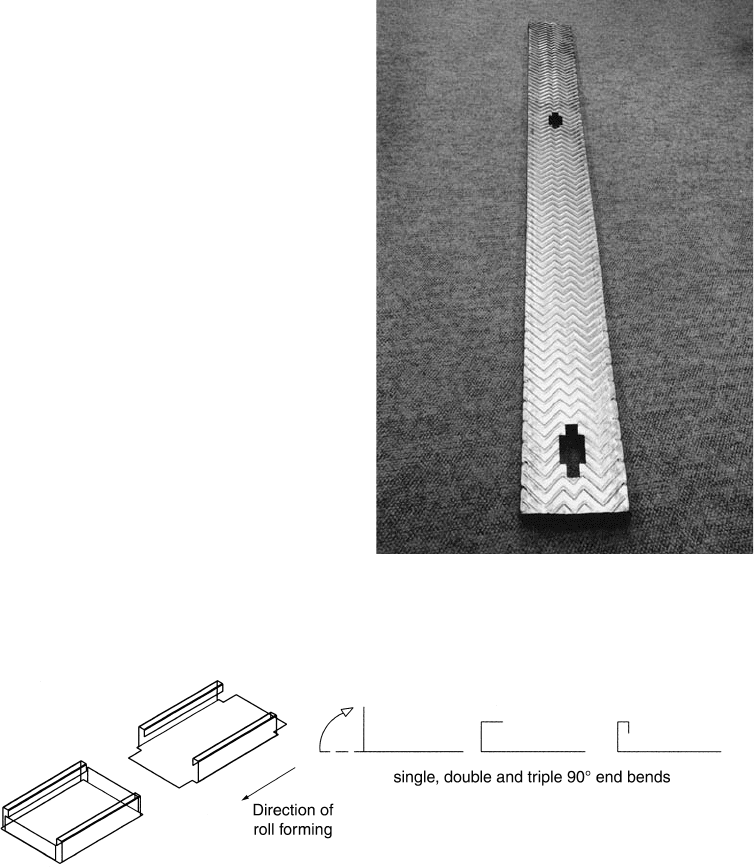
4.10 Bending
Bending across the direction of rollforming is arequirementfor manyproducts. Typical examples
are shelving and doors. The bends made in the secondaryoperations have avarietyofcross-sections
(Figure4.47)and, in most cases, are perpendicular to the longitudinal bends made by roll forming.
The cross bends can be made in different ways.
4.10.1 Bending by Secondary Roll
Forming
Rollforming 908 to the original roll forming
direction (Figure4.48)isacommonprocedure
for some products. This process has two major
limitations:
*
If the cross-bend is made by rollforming,
then spacehas to be provided for the roll
run-out between the two perpendicular
formed edges. This gap may weaken the
product and therefore its application is
limited (Figure4.49).
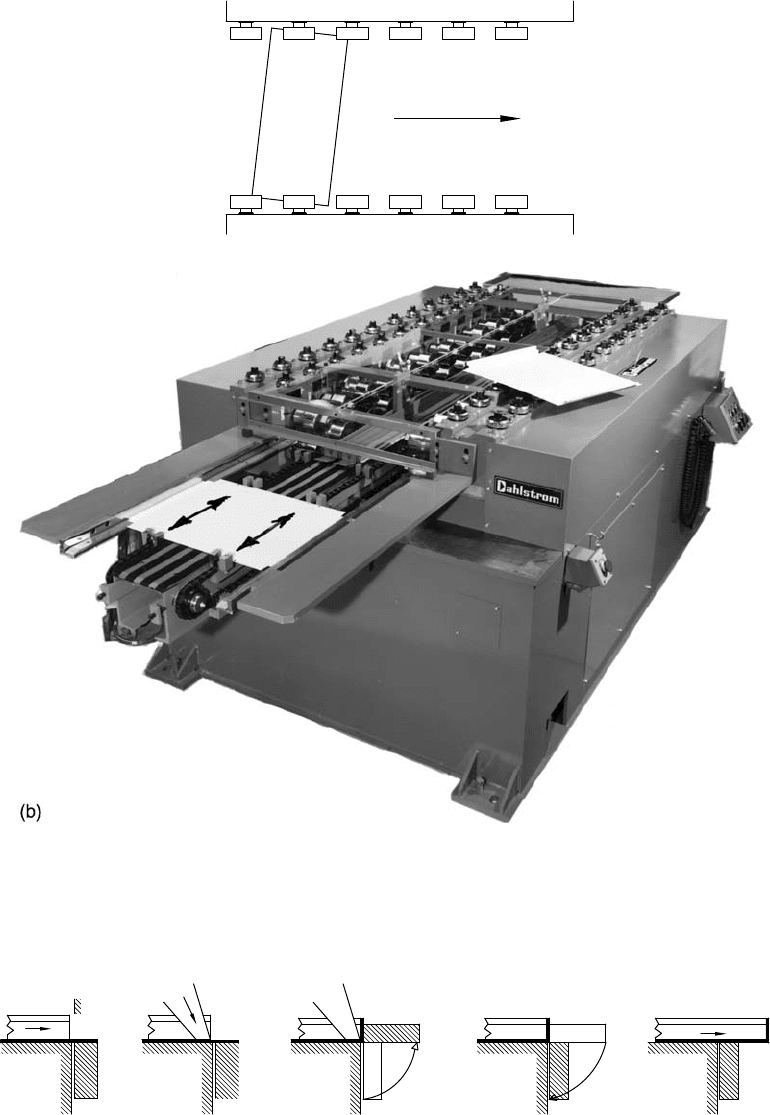
*
Partsmay run skewed or wedge-in if
rollforming in the cross direction has to
FIGURE 4.43 Louvers.
(a) wire (b) wood (c) plastic extrusion (d) metal
FIGURE 4.44 Different lances to hold wire, wood, plastic, metal, or other material.
slugs
punched
formed
FIGURE 4.45 Punching and bending creates other types
of lances.
Roll Forming Handbook4 -22
be made on shortbut wide products
(Figure4.50a).Eithergood sta tionary
guides or chain pushers can help to keep
the product in right position throughout
the second mill (Figure4.50b).
4.10.2 CutoffDie Bending
Asingle 908 bend can be made with the cutoffdie at
the lead end of one partand the tail end of the next
part during thecut offprocess. Thedouble
shearing followed by the bending is accomplished
in one strokeofthe cutoffpress (Figure5.27).
4.10.3 Wing Bending
The operation of this equipment is similar to a
hand brake or bending operation. Simple wing
bender units can bend up to 908 or more one or
both ends of the product (Figure4.51). This
method is frequently used for shelving and can
produce one finished product approximately every
6sec.
4.10.4 Wing Bending Double Bends
If twoormore90 8 bends perpendicularly to the direction of rolling are required, then the bends can be
made one by one, either in separate benders placed one after the other (Figure4.52), or in acombined
bending unit bending the tail end of the first productand the front end of the next product.
4.10.5 Wiping
Wiping can be used as an alternative method to wing bending to form the ends of the product at 908 .
Wiping can be performed withblocks (Figure4.53a–c)orwith rolls (Figure 4.53d–f).
FIGURE 4.46 Embossed stiffener patterns. (Courtesy
of Delta Engineering Inc.)
FIGURE 4.47 Single, double, and triple bends across the roll formed section.
Secondary Operations in the Roll Forming Line 4 -23
4.10.6 Wiping with Rolls
Wiping may mar the surface prepainted or high
luster material. In this case, rollscan be used
to wipe the ends. Wiping with rolls require
alonger die travel (longer by the roll diameter)
than wiping without rolls.
4.10.7 Complex Benders
Three or morebending motions are required
occasionally to complete complex products in
the line. Figure 4.54 shows one corner of ashelf,
which requires twobends for the shortend
(perpendicular to the roll forming direction)
plus a90 8 bend of atab.The tabs are resistance
welded to the end bends to provide astrong,
closed corner.
4.11 Curving (Sweeping)
4.11.1 General
Abasic featureofthe rollforming process is to bend the starting flat strip in astraight line in the
longitudinal direction. However,the final shape of large number of roll formed product is not straight
but curved. Hot-rolled sections, such as angles, “U” channels, “I” beams, as well as sheets, plates, and
extrusions are curved after being cut to length. Rollformed products can also be cut to length and curved
after cutting to length, but it is usually more economical to curve them continuously in the line, and then
cut them to length after forming.Inmanycases, the continuous curving is the only way to manufacture
parts economically.
The automotiveindustryuses the term “sweeping”instead of the widely used term “curving.”
In curving,the magnitude of curvatureisdefined by the curving radius, and in sweeping by the sweep
number.Inthis book, the term “curving”isused, except for some specific automotive applications.
In the curving process, the finished, rolled products are formed to aspecific radius, in one plane (two
axes) as shown on Figure 4.55.Inthe spiraling process, the rolled product is curved in three axes (to form
aspiral as it is schematically displayed in Figure4.56).
blank first
forming
second
forming
FIGURE 4.48 Roll forming bends 908 to the original
forming direction.
neckcross section
load
Toproll
Bottom roll
second bends
first bends
space required
forroll run-out
FIGURE 4.49 Gap required for the 908 across roll forming can reduce the strength of the product.
Roll Forming Handbook4 -24
(a)
FIGURE 4.50 (a) Shortand wide pieces can get wedged in the mill; (b) chain-mounted fingers (see arrows)
eliminate this problem. (Courtesy of Dahlstrom Industries.)
clampproduct in, stop bend bender back
clamp out
product out
FIGURE 4.51 Wing bending one 908 bend across the part.
Secondary Operations in the Roll Forming Line 4 -25