Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.


tanks. The tanks are usually mounted on the top of the press to be as close to the valves as possible
(Figure3.12).
The press action is very quick. Sometimes, a0.004- to 0.008-sec opening of the valves is sufficient.
Because of its size and thickness, the moving plate (head or ram) is heavy and its inertia greatly
contributes to the total capacityofthe press. The total press forceexerted is asum of the force generated
by the cylinders (or hoses) and the inertiaofthe heavy plate. The “impact tonnage”rating in the cylinder-
operated presses can be about twice as highasthe “holding”forcecreated by the air pressure. In the air-
hose operated presses, the increase owing to the impact is about 1.5. The inertia can be so significant that
in some cases, the valves are even closed beforethe cutting/shearing action starts. The air pressure, the
valve opening time, the force of the lifting springs, and the elastic positive stops establish the lowest
position of the ram.
Smaller air presses (5 to 20 tons) can operate over 120 to 150 (or higher) strokes/min.Larger presses
are usually slower.
The advantages of the air presses are their lower price, highnumber of strokes per minute, fast
action, and accurate repeatabilityfor use with electronicmeasuring.The disadvantages are their high
noise, big impact and vibration, big bed areaathigher capacityrange, and large amount of relatively
expensiveair.
3.4 Hydraulic Presses
In hydraulic presses,one or morecylinders exertthe force required for the operation. The cylinder
can be located above the ram, pushing it down, or underneath of the base plate pulling the ram
(Figure3.13).
In most cases, the hydraulic fluid pressure is generated by electrical motor driven pumps or
occasionally by air cylinders (Figure3.14).
Smaller Cframe press housing is used for punching,notching,orembossing narrow strips or
operations close to strip edges (Figure3.15)Inmost instances, for regular press work and larger tonnage,
four-posted presses are used.
The advantages of the hydraulic presses are their easy adjustabilityofforce,stroke,speed, and
accurate repeatabilitywhen used with electronic measuring system. The stroke can suit the application
and the press generates much less vibration and noise than amechanical or pneumatic press. Hydraulic
FIGURE 3.12 Large air press. (Cour tesy of Contour Roll, Inc.)
Roll Forming Handbook3 -12

presses cannot be overloaded and because they have fewer moving parts, they usually requireless
maintenance.
Foralong time, speed limitation has been the biggest disadvantage of the hydraulic presses. Hydraulic
component manufactures finally overcome the speed restriction by developing new valves permitting the
flowoflarge volumeofhydraulic oil in ashorttime. This development enables the actuation of the
hydraulic presses intermittently with almost the same number of strokes per minute as the pneumatic
presses.
Shock loads in the system, created by the sudden breakthroughinpunching operations, can be critical.
Mechanical shock is developed by the sudden change in the compression or tension of the frame members.
Hydraulic shock is associated with the sudden decompression of the hydraulic system. The shock load can
be reduced by applying rake angle and staggering of punches. In critical cases, internal or external
decompression featuresare built into the hydraulic system.
Off-centric load can create problems by changing the parallelness of the ram and base plate. Linear
transducerscoupledwithservo controlledcylinders caneliminatethisproblem.Smallerpress
manufacturers mayhavetoresort to long and
rigid guides (gibs) or back gearing to control
parallelness.
Calculating the required cylinder diameter is
relatively simple.
Forexample, if 70 t(623 kN) forceisrequired,
and the applicable hydraulic pressure is 1800 psi
(12.4 MPa), then the minimum cylinder area will
be (using Equation 3.3)
D
2
p
4
¼ A ¼
F
p
In this case
A ¼
F
p
¼
140; 000 lb
1800 lb= sq: in:
¼ 77: 78 sq: in:
or in metric:
A ¼
F
p
¼
623; 000 kN
12: 41 kPa
¼ 50; 200 mm
2
where
A ¼ areainin.
2
(mm
2
)
F ¼ forceinlb(kN)
p ¼ hydraulic fluid pressurepsi (kPa)
FIGURE 3.13 Different hydraulic press arrangements.
FIGURE 3.14 Air over oil hydraulic press. (Courtesy of
CompuRoll, Inc. With permission.)
Presses and Die Accelerators 3 -13

D ¼ diameter of the piston in inch (mm)
D 2
ffiffiffiffiffiffiffiffiffiffiffiffiffi
77: 78 £ 4
p
r
¼ 9 : 95 in: < 10 in :
ð < 250 mmÞ
Note that this simple calculation should be used
as aguideline only.Itdoes not take hydraulic
losses, time delay, and other componentsinto
consideration. Foractual applications, refer to
thedataprovided by thehydraulic system
suppliers.
If the working stroke is 1in. (25 mm), then
the volumeofthe 10-in. diameter (250-mm)
cylinder in 1-in. stroke will be 1in. £ 78.53
in.
2
¼ 0.34 gal, or in metric: 25 mm £ 50; 200
mm
2
¼ 1 ; 255; 000 mm
3
or 1.23 l.
When the cylinder returns, the same hydraulic
fluid volume minus the volume takenbythe
cylinder rod will be required. If we assume that
the rod diameter is 3in., then this volume will be
7in.
3
.Therefore,77.78 þ 70.78 ¼ 148.5 in.
3
(0.643 gal, or approximately2.4 l) hydraulic
fluid is required for one forward and return
cycle.
Assuming that the press has to be operated at 50
strokes/min, and that between each stroke, the
material (or the flying die) must be moved. Let us
assume that the transfer of material takes 0.75 sec. In 50 cycles/min,the material movement requires atotal
of 50 £ 0.75 sec ¼ 37.5 sec. This leavesatotal of 22.5 sec for moving the cylinders forward and back
50 times. This equals to 0.45 sec/cycle. During this time, 0.643 gal (2.4 l) hydraulic oil has to be supplied
to the cylinder.This requires apump of 60 4 0.45 £ 0.643 ¼ 38.6 gal/min (146 l/min), if the pump is
supplying the hydraulic oil directly to the cylinder.During the material (die) transfer period, the cylinder is
not moving and the oil supplied by the pump is dumped back into the reservoir.
However,ifanaccumulator is added to the system, then the hydraulic fluid supplied by the pump is
utilized all the time. During the cylinder action, the accumulator supplies alarge portion of the oil and
the pump recharges the accumulator during the time when cylinders are idle. Following the above
examples, it means that the required volumecan be supplied in 60 sec instead of 22.5 sec. Therefore, a
14.5 gal (55 l)/min pump will meet the requirements for 1-in. stroke.
Foractual applications, the stroke should be reduced to the minimum practical length. Forexample,
punching a0.060-in. or 1.5-mm thick material, the stroke may be only 0.160-in. or 4-mm long.This
means that 0.160 in. 4 1in. ¼ 0.16 times pump capacity:
0 : 16 £ 14: 5gal ¼ 2 : 32 gal per min ð 8 : 8lper minÞ is sufficient:
These calculations are agood approximation but do not take fast approach and slower punching and
other factors into consideration.
Forpractical purposes, the maximum stroke of the cylinder should be around 4to6in. (100 to
150 mm), depending on the die configuration, to makepunch and die changes easy.Having alonger
cylinder does not change the previous figuresbecause the working stroke willonly be the previously
mentioned 0.160 in. (4 mm).
FIGURE 3.15 Small hydrau lic “C”notch ingpress
(Courtesy of Delta Engineering Inc.)
Roll Forming Handbook3 -14
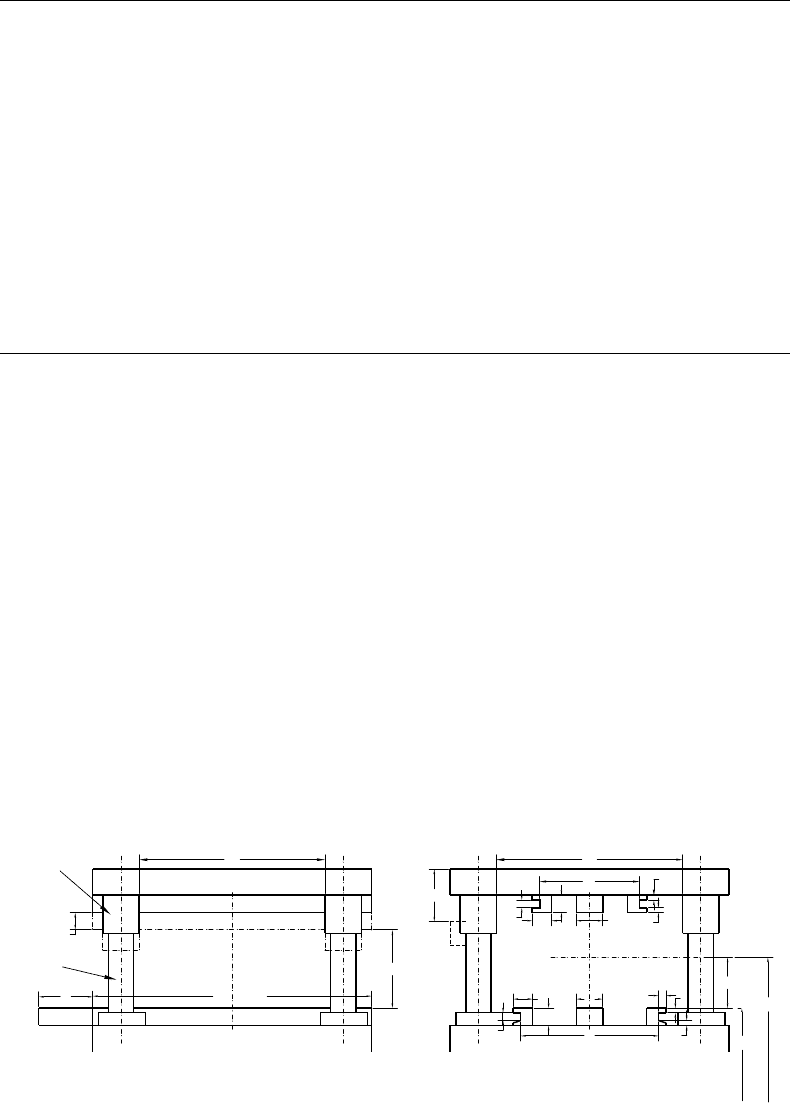
3.5 Information and Dimensions for Press/Die Purchasing
and Installation
Figure3.16 (Table 3.1 and Table 3.2) provide the information that press users should obtain from or
provide to suppliers when presses/dies are ordered. These data are in addition to the “basic information”
required for press installation such as foundation requirements, location and type of foundation bolts,
powerand air requirements (conduit, wire and air pipe sizes, locations), and others.
Height adjusting,leveling screws, and lateral adjustment should be used at the initial alignment of the
press. Oncethe press is properly aligned and installed, it should not be moved up or down or sidewaysto
suit the dies and product. All rolls, product pass-lines, cutoffand other dies should be made to fit the
press accurately.When profiles (dies) are changed, past mistakesshould not be corrected by moving the
press or adjusting the die shut height, but by reworking the dies. These recommendations are obviously
not applicable to special cases such as moving presses to suit curved(swept) parts.
3.6 Rotaryand Other Cutting, Punching Equipment
3.6.1 Rotary Devices
Althoughrotary devicesare not called “presses,”they can perform manypress operations. The advantages
of the rotary devices are that they are considerably less expensivethan the presses, they can run at anyroll
forming speed, and can repeatedly produce the same pattern within tight tolerances. The disadvantages
are their limitation in handling thick material, and it is very difficult to adjust the patterns althoughthey
are repeatedly uniform.
Rotarydevices usually consist of two working rolls. It is difficult to synchronize the surface speed of the
rotary device with the speed of the roll forming mill. Therefore, in almost all cases, the rolls are rotated by
the strip,which is pulled by the rollforming mill. If the rotary device has to be driven because of the high
torque requirement, then usually one loop is ahead of the dev ice and one is behind it. The loop controller
will adjust the speed of the rotary device or the mill.
To punch, notch, or emboss the lead end of each coil,the pull-throughrotary device must be
temporarily driven. In small, light gauge applications, the lead end of the strip can be hand-cranked
until it is engaged between the rolls in the mill. If larger torque is required, the rolls of the rotary device
can be motor-driven at aslow speed. Throughanoverriding clutch, once the end of the strip is caught
by the rolls of the mill and is pulled at afaster speed, the rotary device runs freely.
Z
V
Y
POST
SLEEVE
BASE
HEAD (RAM)
TOP DIE RAIL
BOTTOM DIE RAIL
X
T
Q
K
A
W
E
L
L2
S
BG
R
U
J
C
F
D
N
M
H
P
FIGURE 3.16 Press data and information required for die design.
Presses and Die Accelerators 3 -15
Most rotary deviceshaveseparate stands, because the punching,notching,orembossing forcesare
larger than the forces required to form the section in the mill. Furthermore,the stands havetobemore
precise and they are usually not driven by the drive train of the mill.
Rotarydevicesare usually mounted at, or close to,the entryside of the mill. With afew
exceptions, the male punch and the female die must work together in aprecise position. To obtain
TABLE 3.1 Typical Press Data (see Figure 3.16)
Roll Forming Handbook3 -16

this preciseposition, sometimes within 0.001 in. (0.025 mm) accuracy,the upper and lowerrolls are
geared to each other with zerobacklash gears. The “mating” position of the tworolls, at least in
one position, must be accurately marked to ensurethat wheneverthe tworolls are taken apartfor
maintenance, rework, or other purposes, they will be assembled back together again exactly in the
same position.
The rotarypunching and notching processes, the most frequently used rotaryoperations, are described
in Chapter 4.
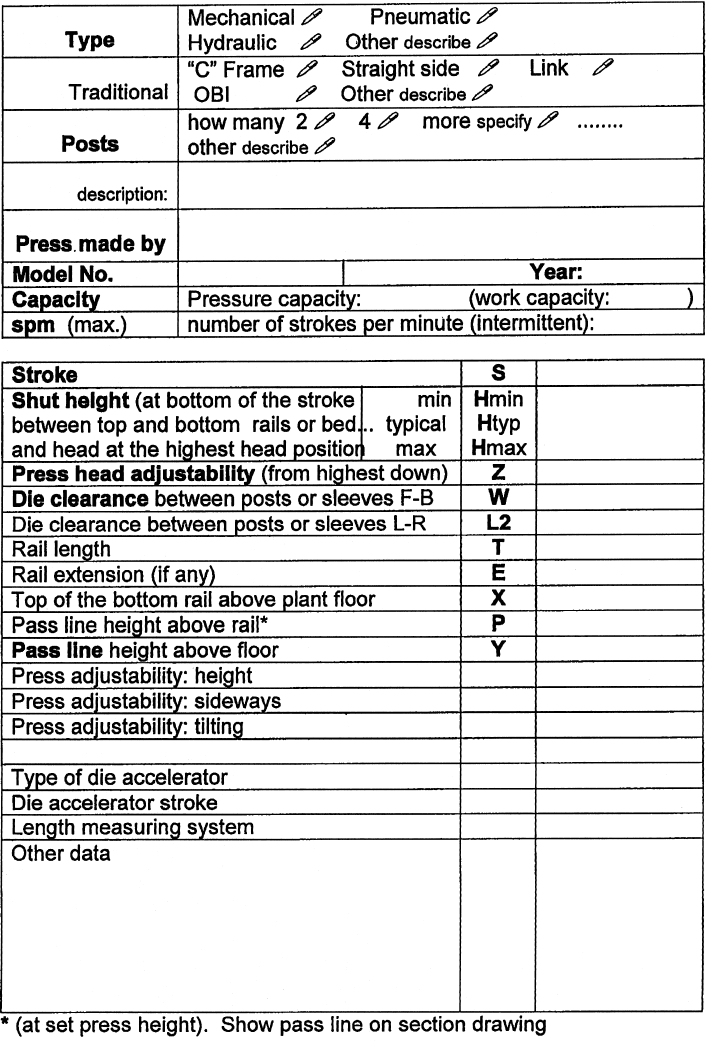
TABLE 3.2 Typical Press Information for Die Specifications (see Figure 3.16)
Presses and Die Accelerators 3 -17

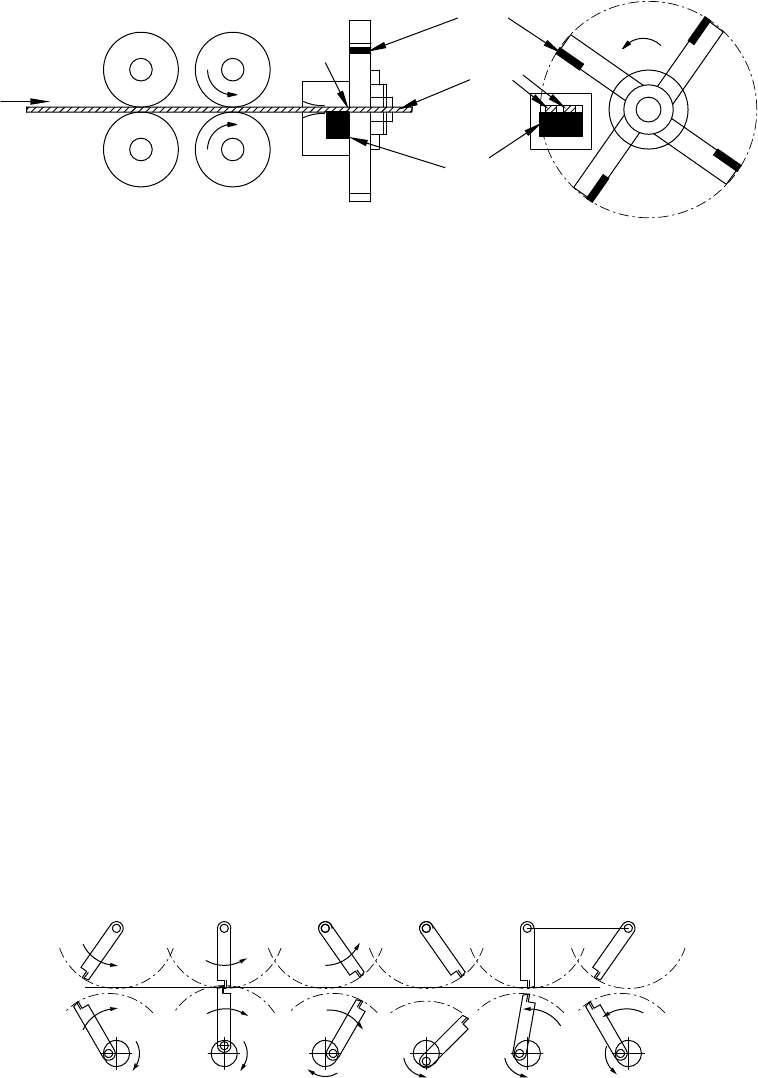
3.6.2 Cutoffwith RotaryDevices
Several methods are used to cut strips or products to length withrotating devices:
*
Scoring:Shortpieces can be cut at highspeed to uniform length with rotary scoring. Asharp
rotating die mounted in the full length of the roll cuts into the strip at each revolution. The
opposite roll can haveaflat surface. The distancebetween the tool and the smooth roll will dictate
the reduced metal thickness, which still holds the strip together.This thickness is sufficient to
provide continuity to roll forming, but when it is subjected to up and down or sideways bending
by deflectors at the end of the mill, the parts break off(Figure 3.17). The disadvantage of this
process is that the brokenedges can be sharp.
*
Rotarycutting and cold working:Byapply ing this method, the author had designed and built
equipment to cut 2in. (50 mm) pieces wi th both ends flattened (Figure 3.18). The line speed was
750 ft/min (230 m/min), producing 4500 pc/min.
*
Foranother application, the author designed and used arotary “propeller” type of device
(Figure 3.19). This device cut two separate strands into 1-in. long pieces, running at 750 ft/min
(230 m/min), thus producing about 18,000 pc/min (equivalent to 300 pc/sec or over amillion
pieces per hour). The speed of forming was reasonably uniform and the rpm of the propeller
see detail B
scoring
insert
strip
detail A
Top
Deflector
Bottom
Deflector
see detail A
Scoring
rolls
strip
Roll Forming Mill
Deflectors Broken off
parts
detail B
FIGURE 3.17 Shallow products can be scored at the entryend of the mill (A) and broken offatthe exit end (B).
A
A
FIGURE 3.18 Rotarycutter cuts and flattens both ends of the productinone operation at arate of 24,000 pc/min
1
.
Roll Forming Handbook3 -18
cutting blades were mechanically governed by the rpm of the forming rolls. This arrangement
provided close tolerances on the 1in. long pieces.
It was relatively easy to apply this process to rigid products, such as highstrength, low
elongation material having across-section of 0.001 in.
2
(0.65 mm
2
).
*
Cutting with arc motion:Flying cuts can be made with blades moving in an arc motion (Figure3.20
and Figure 4.103). The rotation of the top and bottom blades is tied together with the zero
backlash gears or linkages. The back and forward movement can be accomplished with adie
accelerator or with linkages. The center of the top blade holding-arm is in afixedposition, whereas
the center of the bottom blade holding-arm can be moved up and down or both centers can be
movedupand down.
Before cutting ,the bottom center is in the upper position. When the signal is given for cutting,
the twoblades swing for ward, overlap each other,and cut through the material. When the cut is
finished, the center of the bottom blade holding-arm movesdown, both blades swing back to the
starting position without touching the material, and then the center of the bottom blade holding-
arm moves up to the starting home position. One disadvantage of the arc movement is the
restricted depth of the cut. Therefore,this system is used only to precut strips. The arc motion can
be substituted with abetter pattern by using proper linkage systems.
*
Cutting with parallel linkages:Another system, patented long ago,utilizes parallel-moving plates,
acting like connecting rods (Figure3.21). The twoconnectingrods shown in the figure represent
the die plates to which the cutting dies (blades) are attached. This system eliminates the angular
flotation of the blades described in the previous section; thus, it can be used to cut finished
products, such as tubes, at highspeed. However,owing to the rotary motion, the speed of the die
plates in the horizontal direction changes during engagement.
products
CUT
cutting blades
stationary
blade
FIGURE 3.19 Rotarypropeller type of cutoffequipment.
CUT
Home position
115432
Home position
FIGURE 3.20 Arc motion flying shear.
Presses and Die Accelerators 3 -19

*
Rotarycutoffwith up and downmovement:The simple rotary cutter mentioned in the first partof
this section cuts all pieces to the same length at everyrevolution (or cutting two to threeormore
pieces per revolution if two, three, or more blades are installed in the rotating body).
The simple principle of this modified system is that after cutting,the tworolls are separated
at adistancejust slightly morethan the material thickness (Figure3.22). However,the upper and
lowerrolls remain connected together all the time with zerobacklash gears. In the upper
position, the rotating blade is not in touch with the material and is not cutting.When acut is
required, asignal movesthe top rolldown, and the blades overlap each other at one point
during rotation. The length of the cut piececan be adjusted by slightly reducing or increasing
the rpm of the two rolls while they are not in contact with the material. Just beforecutting,the
rpm of the rolls is changed to meet with the speed of the strip.The top roll moves down,
completes the shearing,and then moves up again. Proper programming allowschanging the cut
lengths without stopping the process.
3.6.3 Flame, Plasma Jet, Laser,orOther Cutting Methods
Cutting the product by melting is rarely used because of the slow cutting speeds. If this method is applied,
it requires good speed matches. Nonmatching or fluctuating speed will result in bad cuts or incorrect
cutting pattern.
3.7 Flying Die Accelerators
3.7.1 Pneumatic Die Accelerators
Accelerating aflying die from its standing (home) position to the speed of the strip by apneumatic
cylinder is arelatively inexpensive method (Figure 3.23). However,the accuracy of the pneumatic die
accelerators is relatively loose.
In most cases, alength or awhole location-sensing device provides the signal for the operation. The
signal activates asolenoid valve that supplies air to the die accelerator cylinder.The cylinder accelerates
the die, which slides on the die rails. When the die startstomove, it actuates the press.
12341
CUTHome position
Home position
FIGURE 3.21 Schematic representation of aparallel linkage flying shear.
down
up
cut
FIGURE 3.22 Rotar ycutter combined with up and down movement.
Roll Forming Handbook3 -20

Foroptimum performance, the flying die should travel at the speed of the strip when the tool engages
the material, at about the center of the press. Once the tool is engaged, the die will travel with the speed of
the product(strip) until the operation is completed and the tool (cutoffblade) is disengaged. After that
point, the cylinder will decelerate the flying die and, after amomentarystop,will return it to the home
position.
In reality,the die acceleration is not linear and it wil lnot be zero(constant speed) when the die speed
reaches the speed of the strip.Moreover, the speed of the die is also influenced by the changing friction
between the die rails and the slides, and by the fluctuation in the pressureand volume of the compressed
air.Furthermore, the speed of the flying die is not measured accurately.Inmost cases, it is adjusted by eye
to match the speed of the strip.These factors, superimposed on other factors such as fluctuating strip
speed, press stroke speed, accuracy of the length (position) of measuring device, and others, reduce the
tolerance.
The actual tolerances can varygreatly,but in most cases, ^ 0.25 in. ( ^ 6mm) can be achieved for
products running at about 120 to 180 ft/min (36 to 55 m/min).
The areaofthe die accelerator air cylinder is determined by dividing the calculated die accelerating
forcebythe available air pressure:
F
p
¼ A ¼
D
2
p
4
; hence D
2
¼
4 F
p
p
and D ø 1 : 13
ffiffiffi
F
p
s
ð 3 : 4 Þ
Example
Let us say that the required force to accelerate the die is 800 lb (3560 N), and the available air pressure
is 75 psi (5.17 bar ¼ 0.517 MPa).
The required cylinder diameter willbe
D ¼ 1 : 13
ffiffiffi
F
p
s
¼ 3 : 69 in:; so select a4- in: diameter cylinder:
In metric, the same result will be 93.7 mm, so select a100-mm diameter pneumatic cylinder.
FIGURE 3.23 Air cylinder die accelerator.
Presses and Die Accelerators 3 -21