Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

groove is stretched); e ,starting angle of bend; f ,location of forces on the shaft; g ,width of flat section;
h ,radius/thickness ratio; n ,number of bends formed in the pass.
Table 2.1 shows examples of shaft diameters calculated with Equation 2.1 or Equation 2.2.
The shaft diameter selection chart is based on limited shaft deflection. In the case of shortshafts, where
deflection maybenegligible, the load carrying capacity of the bearings or shear strength of the shafts
should be checked.
The diagram takesonly the shaft deflection into consideration.Shaft deflection is only one criterion in
the maximum capacityofamill. Successful roll forming in amill also depends on the construction of the
mill, type of bearings, housing,maximum permitted torque at each pass, drive train, and manyother
factors. Therefore, across-section which can be successfully rollformed with one makeofmill maynot
be formed on another mill with the same shaft diameter and roll space.
2.3.4 Power Train
Rollforming lines are usually powered by electrical motors. In averyfew cases, mills are driven by
hydraulic motors. Most hydraulic motors are powered by hydraulic pumps driven by electrical motors.
Occasionally,the pump is driven by diesel engine, as with the case of truck-mounted lines working at
remote job sites (Figure2.29).
Most of the older type of roll forming mills wereequipped with single speed AC motor.The power
train usually consisted of a“V” belt drivefrom the motor to the mill and individual gear reducers
for each stand. In low-cost models, chains or chain–gear combinations havebeen used for speed
reduction and powertransfer.Occasionally,asingle speed gear-reducerbox was installed between the
electrical motor and the mill.
Eventually,different methods havebeen introduced to change the rpm of the drive shaft of the mill in
ordertomeet with the demand of optimum roll forming speed such as high-speed forming of
long sections and low-speed forming of shortsections. In addition to the one- or two-speed AC motors,
two-, three-, or four-speed gear boxeshavebeen installed in the lines. All of these methods provided a
specified number of fixed shaft rpm. To further optimize the roll forming speed, variable speed drives
havebeen used in the drivetrains. These speed reducers are either mechanical or occasionally hydraulic
types with manual or electrical means of adjustment.
From the gear reducer or directly from the motor,the power has been transferredtothe shafts at one
location (at the front,atthe end, or around the middle of the mill) or occasionally at twoplaces (at the
two ends, or about one fourth from each end). The transfer in cheaper units is conducted throughchain,
but most of the time, Vortiming belts are used.
2.3.4.1 Chain Drives
Driving each individual top and bottom shaft with acontinuous chain usually provides very little shaft
adjustability, and the speed can be restricted (Figure2.39a). An alternativemethod of chain drive allows
greater vertical adjustabilityofthe top shafts. Chains are considered alow-cost solution and usually they
are not used in better qualitymills.
2.3.4.2 Gear Drives
One possibilityistodrivethe shafts with aspur-gear train (Figure2.38b). The problemwith this gear
arrangement is again the adjustabilityofthe top shafts. Moving the top shafts up asmall amount causes
only the tip of the gears touching each other.This “out-of-pitch diameter” engagement does not provide
asmooth driveand can easily chip or break the teeth of the gears. Moving the top shaft further up will
disengage the top shafts. If the rollsare recut and the shafts havetobemoved closer,then it is possible
that the gear will restrict the downward movement. In some cases, forcing the top shaft gears into the
bottom shaft gears will create acontinuous “chatter,” which can leavemarks on the strip.
Roll Forming Handbook2 -26
Adifferent gear arrangement —installing one idle gear between each top shaft gear as shown in
Figure2.38c —allows to adjust the top shafts 1to2in. (25 to 50 mm) or morewithout disengaging
the gears.
2.3.4.3 Mixed Drives
To reduce the cost of the mill, some companies occasionally combine chain drives with gear drives, or do
not drive certain top shafts.
2.3.4.4 Nondriven TopShafts
In the early mills, following the example of the steel mills, all top and bottom shafts havebeen driven.
Later,custom roll formers and other users found that they could successfully roll form without driving
the top shafts. Custom roll formers often havetouse “nonmatching” roll diameters. The big
circumferential speed difference can create problems if both the top and bottom shafts are driven.
Eventually,some roll forming mills havebeen built without top drive. However,driving the bottom
shafts generates only half the friction between the rolls and the strip.Asaresult, the first few passes often:
1. Cannot pull the strip into the mill
2. Generate large fluctuation in the product speed during forming
3. Cannot push the product through the straighteners, curving units, or other equipment
Therefore, in addition to driving the first one or twoand the last one or two top shafts, mills are often
supplied with nondriven top shafts, which can be readily equipped with spur-gears when required. It is
usually the roll designer’sfunction, occasionally corrected by the setup technician, to indicate the
intermediate passes that will requiretop drives.
2.3.4.5 Shaft Driven with Individual Motors
Mills havebeen built with aDCmotor attached to each shaft. This method provides the maximum
flexibilitytoany roll formers. However,owing to the relatively highcost, this method is seldom applied.
Single-speed AC drives are inexpensive, but they restrictthe line to one speed and it makes the jog-in
of the leading end difficult. The constant stop-and-go operation during jog-in (feeding the front end of
the coil into each pass) has also some wear and tear effect on the drivetrain.
The introduction of the soft-starter makes the jog-in more operator-friendly.Itispossible to set the
rate of acceleration, which means that during the jog-in operation, the mill starts up slowly and usually
does not exceed acomfortable speed. The variable speed or vector drives developed at alater stage make
the application of most of the soft-starters unnecessary.
DC motors havebeen used for along time to provide variable speed. In the 1950s and 1960s, eddy
current motors were installed in some mills. By the 1990s, all manufacturers offered either DC or variable
speed AC drives. In most cases, the priceand occasionally special requirements such as constant
torque, constant rpm, or high-torque at low-speed requirements are the determining factors in selecting
the motors.
2.3.5 Side-Roll and Cluster-RollStands
In the early applications, roll forming was based on forming by the main passes only.Ifthe result was
unsatisfactory, then side-rollstands havebeen installed retroactively to “cure”the problems. Owing to
time constraints and, frequently,financial restrictions, manyofthese side-roll passes consisted of only a
pair of cam rolls fastened to welded angle frames. Frequently,these contraptions did the required job,but
it was difficult to set up and adjust them. Therefore,side-roll stands havebeen looked down at by many
people in the industry.
Side-roll stands, however, are an integral partofthe equipment and tooling.Side rolls haveseveral
advantages. The shafts can be oriented at anyangle instead of just being horizontal, as in the main passes.
This flexibilityallows locating the side rollsatoptimum angles. With the exceptionofafew special cases
Roll Forming Mill 2 -27

(Figure2.42), side rolls are not driven. Therefore, they are less prone to mark or scuffthe surface of the
products.
The shafts of the side-rollstands can either be cantilevered or supported at both ends. There can be
one, two,ormoreshafts with rollsforming or holding one bend line at one point (Figure 5.27, Figure
5.100, Figure5.102a–f). These shafts are fre-
quently not parallel to each other.The designer’s
decision about the type of shafts and their angles
is usually based on local conditions.
Side rollsare excellent for forming the edges of
the strips and are often preferred to the main
forming rolls, especially when the formed “legs”
or strip edges are close to vertical (close to 908 to
the axis of the main shafts). Properly designed
and easily adjustable side-roll stands are the
practical ways to compensate for springback by
overbending angles.
Because side-rollstands are just as important
as the main stands, they should be designed to
similar rigidity, precision, and adjustability.
Side-roll stands are usually fastened to the top
surface of the mill base or raft. They can also
be attached to the operator-side or the drive-side
stands (Figure 2.43). Side rolls can be made
adjustablevertically,horizontally,and in-
between, or can be rotated around abend line.
The type and magnitude of adjustment depends
on the functions of the rolls. To provide extremely
accurate small adjustments, it is recommended
that one adjusting and one “stop”screw for each
direction of adjustment are used (Figure2.44).
To promote ease of installation, the side-roll
stand should be located with keys, after its
alignment is tested. The same type and size of
adjusting and locating screws should be used,
thus allowing the use of aone-size Allen key
wrench or other tool. The stands should have
easily reachable lubricating points.
In certain type of mills, the small horizontal
distancebetween the main rollscan makethe
installation and the adjustment of the side-roll
stands difficult, even impossible.
If the roll designer finds it advantageous, then
the side rolls can work at the main rolls. In these
cases, the supporting structure must reachin
between the top and bottom shafts (Figure2.45
and Figure5.105). These types of stands are
called “cluster-roll stands.” Onceproperly
installed, cluster rolls seldom require adjustabil-
ityinthe vertical direction, but fine adjustment is
needed in the horizontal direction, usually 908 to
the travelofthe strip (Figure 2.46).
FIGURE 2.42 Driven side-rollstand.
FIGURE 2.43 Side-roll stands attached to main stand.
FIGURE 2.44 “Stop”screws help the fine adjustment of
side-rollstands.
Roll Forming Handbook2 -28

2.3.6 Guides Between Passes
The internal stresses generated in the section by
the forming can frequently result in bow(down-
ward or upwards), camber (sideways), twist, flare,
or springback. These distortions can often be
observedasthe leading end of the strip exits from
the passes. Strips withsubstantial cutouts, such as
holes and notches, can displaysimilar deviation
from straightness and flatness. As an effect of these
deviations, the leading edge of the strip does not
always enter straight into the next roll,but hits the
roll at some other place(Figure2.47). Frequently,
the operator has to manually push the leading
edge into the gap of the next pair of rolls each time
anew coil is fed into the mill. It is accepted by the
industrythat the leading ends are “jogged in”by
the operator at aslow speed, usually in astop-
and-go manner.This method is time consuming
and reduces the efficiency of the line. It is also
unsafe because most operators attempt to guide
the leading edge by hand just at the entryside of
the rotating rolls.
Good rolldesign with asufficient number of
passes, large rollentryangles with large radii, and
if required, guides between passes allows “thread-
ing-in”(“jog”) the strip at full speed. Full-speed
forming is always expected when parts are formed
from precut pieces.
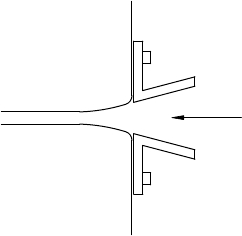
To achieve full-speed and safe threading-in
of the leading edge of the coil, large fish-mouth
openings are required at each restrictedarea such
as straighteners and cutoffdies (Figure 2.48).
Proper guides between passes not only help
to jog in the strip,but also prevent buckling it
between passes. Buckling can happen occasion-
ally when thefirstpassesare pushingthe
material, whilesomewhere around thelast
passes, the speed is reduced or the passage is
restrictedinthe straightener or at other
obstacles. To prevent buckling of less rigid
finished sections in front of the straightener
and the cutoffpress, the partisoften guided at
those locations.
The guides can be made from avarietyof
materials such as cold-rolled steel, heat-treated
steel, bronze, plastic, or combination of the above
materials, and cam or conveyor rolls. Occasion-
ally,toprevent buckling,the operators will use a
temporarysolution of 2 £ 4s, which mayremain
thereasapermanent fixture.
FIGURE 2.46 Fine adjustment of cluster rolls is
required.
FIGURE 2.45 Cluster rolls.
FIGURE 2.47 Internal stresses forces the leading edge of
astrip away from straight line.
FIGURE 2.48 Large “fish-mouth”opening helps the
entering of the leading edge of the strip.
Roll Forming Mill 2 -29
It has to be noted that guides shall not be used
to form the material. They are in contact with the
strip or section only momentarily during the
feed-in, but not during forming (Figure2.49).
In the case of precut strips, and especially when
the pieces are veryshort, full contact guides are
required at the full length of the parts. Because of
the variations in cross-sections, there are endless
variations in the design of the guides.
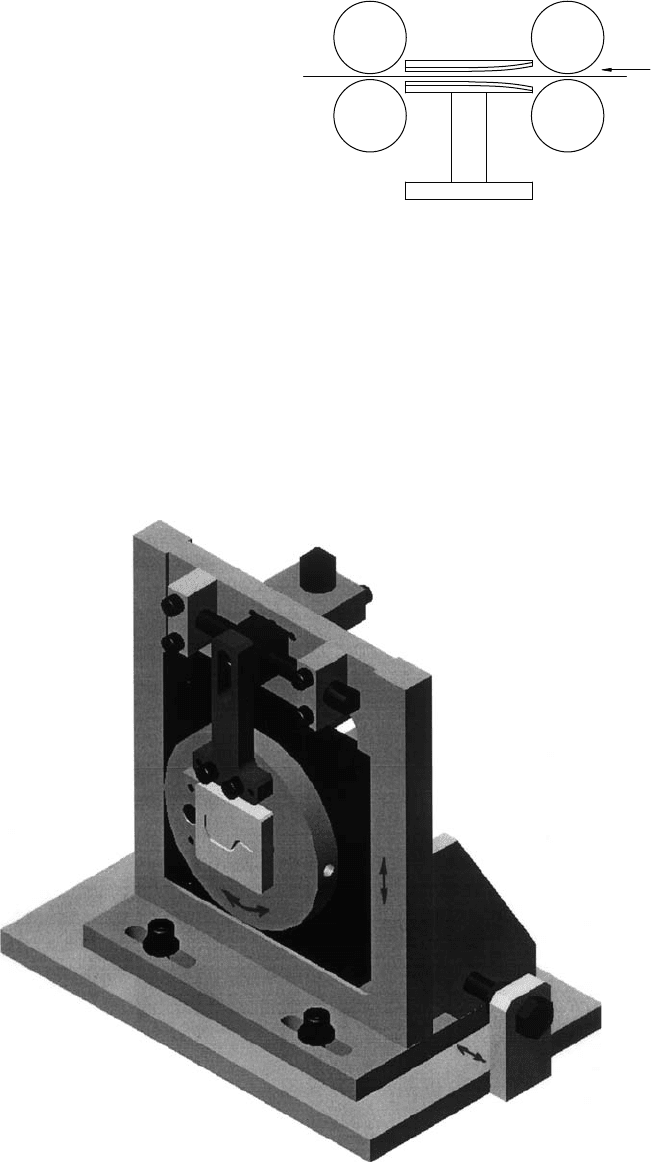
2.3.7 Straightener
The internal stresses that are created by the roll
forming process frequently bend or twist the
products after exiting from the last pair of rolls. These deviations can be eliminated by astraightener unit
installed after the last pass.
Wide building panels, with manystraight bent lines, usually remain straight after roll forming,but
most narrow and especially asymmetrically formed products requireastraightener.
Based on the assumption that all problems, including waviness, will be “ironedout” by long
straighteners, some of the early straighteners consisted of long (12 in. or 300 mm) tightly fitted bronze
product
FIGURE 2.49 Guides help entering the leading edge into
the roll are not in touch with the section during the rest of
the forming.
FIGURE 2.50 Straightener.(Courtesy of Metform International Ltd.)
Roll Forming Handbook2 -30

blocks. This assumption is incorrect; the function
of the straightener is to push the bend lines of the
sections at the opposite direction of the deviation
from straightness. Forces applied at the bent lines
in ashortdistance are sufficient in almost all
cases.
Astraightener consists of asupporting struc-
ture andstraightening tool(s) (Figure2.50).
The tool is either a“block”with apassage for
the section or consist of rolls. In both cases, it is
important that the tool reaches into the section
and applies pressureonthe bend lines. To correct
the deviation from straightness of abend line, the
pressure is always applied to one direction at a
time. Therefore, usually,asmall gap can be left
between the outside and inside tool surfaces
(Figure2.51).
The straightener is usually located between the
last pass and the cutoffdie, as close to the last
pass as possible. Wherever feasible, the straigh-
tener stand should movethe blocks in aswinging
motion instead of moving parallel up and down,
or sideways (Figure2.52).
If blocks are used for straightening, then they
should havelong,big fish-mouth opening to
guide the leading end of the strip into the block
at fullspeed.Ifrequired, additional guides
canbeapplied aheadofthe straightener
(Figure2.53).
It must be remembered that straighteners are
not forming tools. During setup of the tooling,
the forming rollsshould be adjusted to rollthe
sections as straight as possiblewithout a
straightener.Oncethis is achieved, the straigh-
tener can be installed to correct the remaining
deviation from straightness.
If the incomingstrip has extreme camber or
other deviations from straightness and flatness,
then theinternal stresses createdduringroll
formingcan be so high that even thebest
straighteningdevicecannotcorrectthese
imperfections.
2.3.8 Lubrication System
Lubricants areusedtoreducefrictionbetween theformed partsand therolls,toeliminate thepick-up of
zinc, aluminum,orother metalsbythe rolls, and to avoidscratchingormarring theproduct surface.
Lubricants arealsousedtowash away loosesurface particlessuchasscale on hot-rolled steel.Whenthick
materials areformed, lubricants arealsousedascoolanttodissipate theheatcreatedbythe forming. For
details, seeChapter 7.
(a) straightening up (b) straightening down (c) twist
FIGURE 2.51 Straightener tool forcing the bend lines in
one direction. The tool at the opposite end of the bend line
does not havetobeincontact with the material.
cut off die
product exits curved
recommended
product forced in
opposite direction
not recommended
FIGURE 2.52 Moving the straightener blocks parallel up
and down or sidewaysisincorrect. Aswinging motion is
better.
Roll Forming Mill 2 -31
2.3.9 Shaft Shoulder Alignment
During rolldesign and roll manufacturing, it is
assumed that the baseline of all rolls and spacers
are exactly the same. During checking the finished
rolls, the rolls and spacers are placed on agranite
plate representingthis baseline. The gap between
the rollsiscarefully checked in this position. If one
imagines that this granite plate with the rollsis
rotated to 908 so that the granite plate becomes
vertical and the shafts horizontal, then in this
position, the granite plate represents the location
of the shaft shoulders, against which the rollsare
rested. If in the mill, the shaft shoulders are not
aligned, then the rolls cannot be properly aligned.
Unfortunately,this is the case in alarge pro-
portion of mills currently in operation.
During forming,the shaft bearings wear and the shafts become looser and looser.When the operator
side of ashaft can be moved easily up and down,then the shaft and its shoulder usually can also move in
and out. Loose shoulders cannot be used for accurate rollpositioning.Tocorrect this situation, the tapered
bearings can be tightened by pulling the shafts towards the drive-side direction. This also means that the
shoulder moves towards the driveside. If new bearings are installed, then the shoulders are frequently
moved outwards, towards the operator side. Therefore, amill that was assembled with accurately aligned
shoulders can be out of alignment within afew years. Wear in the bearing blocks and stand interfacecan
also contribute to shaft shoulder misalignment.
Different methods are used to align shoulders. The most frequently used method by the author to align
shoulder is described in Chapter 10 (Section 10.3.9).
2.3.10 Installation of Other Units in the Mill
The roll forming base is frequently the most convenient placetoinstall other units or equipment for the
secondaryoperations. These units can be positioned ahead, in-between, or after the roll forming stands. If
the unit is large, the horizontal center between the stands can be enlarged, or the mill bed can be extended
before the first or after the last pass.
It is assumed that all additional operations are continuous (do not require to stop the section).
Such operation can be rotary punching,rotary embossing,welding,curving (sweeping), and others.
Hydraulic presses,which do not generate shocks, can also be mounted on the mill bed. However,
mounting mechanical or pneumatic presses on the mill bed is not recommended.
If the secondaryoperation requires coolant or liquid other than the one used for roll forming,then
aseparate drainage and lubrication system has to be installed. Proper alignment of all additional
equipment and tooling is as crucial as the alignment of the forming rolls.
References
[4] Theis, E. 1995. Handbook of Metalforming Processes.MarcelDekker, NewYork.
[157] Halmos, G.T.1984. Guidelines for purchasing roll forming lines, SME “TechnologyofRoll
Forming”,September 25–27, MF84-954 Toronto,Canada.
[158] Wilson, R.A., Quick change forming cuts inventories, Iron Age ,February3,56–57, 1975.
[160] Wright, J.R., Quick change in roll forming, Prec. Met.,June, 43–45, 1988.
[161] Bradbury, D. 1983. Eliminating roll tooling changeover, FABTECH ’83 Conference,September
26–29, Chicago,IL, MF83-544.
FIGURE 2.53 If required, additional guides can be
applied at the entryside of the straightener and cutoffdie
to help entering the leading edge of the strip.
Roll Forming Handbook2 -32
[162] Jurgenliemk, M., Exploring the double duplex coldroll forming mill, Fabricator,October,18–20,
1996.
[245] Wright, J.R., Fundamentals of roll forming, Prec. Met. ,February, 23–25, 1987.
[248] Jackson, R., Roll forming heavy gauge and highstrength steels. FMA/SME Fabtech East
Proceedings ,April 1992, and Fabricator,October 1992.
[251] Steel Products News Bureau, Roll forming making gains in areas of potential growth, Can. Mach.
Metalwork.,November,58–70, 1977.
[259] Cold forming—practiceinthe United States, Iron Steel Eng.,134–149, November 1959
[262] Weimar,G., ZumGegenwa
¨
rtigen Stand des Walzenprofilieren, Ba
¨
nder,Bleche, Rohre,8,5–7,
308–469, 1997.
[269] Winship,J.T., Rollforming: fast and flexible, MetalForming,September,3–15, 1988.
[277] Williamson, H.A., Innovative methods of cold roll forming producecomplex parts more
efficiently, Fabricator,January/February, 1984.
[280] Green, R.G., The changing shape of roll forming, Form.Fabricating,January/February,34–41,
1996.
[283] Vandenbroucke, J.,Cardinal, P. ,and Powell, A. 1995. Howtosolvetoday’sproblems with
advanced proventechnology. SME Conference,August 29–30, 1995, Detroit, MI.
[287] Pennington, N., Automated controls operate advanced rollforming lines, Mod. Met.,March,
32–37, 1983.
[312] Arbuckle, H.J., Newroll forming line fulfills 15 year dream of quality, MetalForming,July,29–32,
1995.
[329] Kaiser Aluminum &Chemical Corp., On-site roll forming stops leaks, Prec. Met.,March, 44,
1978.
[365] AerotechInc., Servos do their partmaking rollform mill moreflexible, Mod. Appl. News,April,
94, 1999.
Further Reading
[249] Roll form system produces three-piece partinfour seconds, Prec. Met.,September,36–37, 1977.
[275] Ahot application for roll formed shapes, Prec. Met. ,March, 31—32, 1980.
[307] An integrated factoryfor domestic applianceproduction, MetalForming,June, 21–27, 1991.
[327] Four hundred panels an hour on automatic line, Sheet Met. Ind.Annu. Rev.,August, 938, 1978.
Roll Forming Mill 2 -33

3
Presses and Die
Accelerators
GeorgeT.Halmos
Delta Engineering Inc.
3.1 General ................................................................................ 3 -1
Press Capacity
†
Common Press Parts and Definitions
†
Impact, Vibration, and Foundation
3.2 Mechanical Presses ............................................................. 3 -6
Four-Post Undercrank Presses
†
Press Capacity
†
Force,
Energy, Torque, Flywheel, and Motor
3.3 Pneumatic Presses .............................................................. 3 -10
3.4 Hydraulic Presses ............................................................... 3 -12
3.5 Information and Dimensions for Press/Die
Purchasing and Installation .............................................. 3 -15
3.6 Rotaryand Other Cutting,Punching Equipment .......... 3 -15
Rotary Devices
†
Cutoffwith Rotary Devices
†
Flame,
Plasma Jet, Laser, or Other Cutting Methods
3.7 Flying Die Accelerators ..................................................... 3 -20
Pneumatic Die Accelerators
†
Air over Oil
†
Rack
and Pinion
†
Ball Screw
†
Cam
†
Strip/Product
†
Pick-Up
†
Miscellaneous Applications of Die
Accelerators
†
Die Return Springs
3.1 General
Roll forming lines, unless they are fed with precut blanks, requireanequipment to cut the strip or the
product to length. The cutting-to-length process can be ahead of the roll forming mill (precut), in-between
the forming stands or mills, after the roll forming mill, or after the last “in-line”operation (e.g., punching or
curving). Presses are the most frequently used equipment for cutting.Occasionally,shears are used for
precutting and saws, lasers, plasma jets, or other methods for postcutting.Rotarydevices can be used for
both pre-and postcutting.
Presses are also used to punch, notch, emboss, bend, coin, or mark the products. Most frequently,
mechanical, pneumatic, or hydraulic presses are employed in the lines. The presses are actuated
intermittently by signals. The signals may be generated by astrip feeder,encoder,orother length measuring
device, hole or cutout sensor,flying die, or other devices.
3.1.1 Press Capacity
The capacityor“tonnage rating” is the maximum instantaneous or continuous force the press can exert
through the dies on the workpiece.
3 -1