Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.


Thicker materials, such as 0.060 to 0.100 in. (1.5 to 2.5 mm), require morepulling force. Pairs of driving
rolls located between each idle forming roll passes can producestructural “U,” “C,” “Z,”and other sections.
Profiles within the limits can be changed quickly by exchanging the idle profile forming rollsonly.
2.2.9 Spiral-Tube Mills
Corrugated spiral tubeswithlock-seamed,
welded, or other joints are used for rigid culvert
pipes, flexible water/electrical hoses, and other
applications.
The corrugated section is formed in amill
(Figure2.27)and curvedwith aspecial curving
head (Figure2.28). Most frequently,the edges are
lock-seam joined continuously in the curving
head (mechanical joint) or they are welded.
The diameter of the finished tubes/pipes is
changed by altering the “helix angle” (the angle
between the entering profile and the exiting
tubular product), without changing the width of
the roll formed section. Usually,the curving head
and the run-out table remaininafixed position,
and the helix angle is changed by “swinging”the
mill bed around apivot point, which is located at
the curving head.
The same principle is used in the manufactur-
ing of smooth wall lock-formed (or welded)
ventilationpipes. For lightgauge ventilation
pipes, the spiral tube curving is often accom-
plished with “bronze shoes.”Inthis case, each
diameter (and helix angle) must haveits own
shoes.
FIGURE 2.26 Nondriven, pull-through mill.
FIGURE 2.27 Corrugated spiral-tube (culvert) mill.
Roll Forming Handbook2 -16
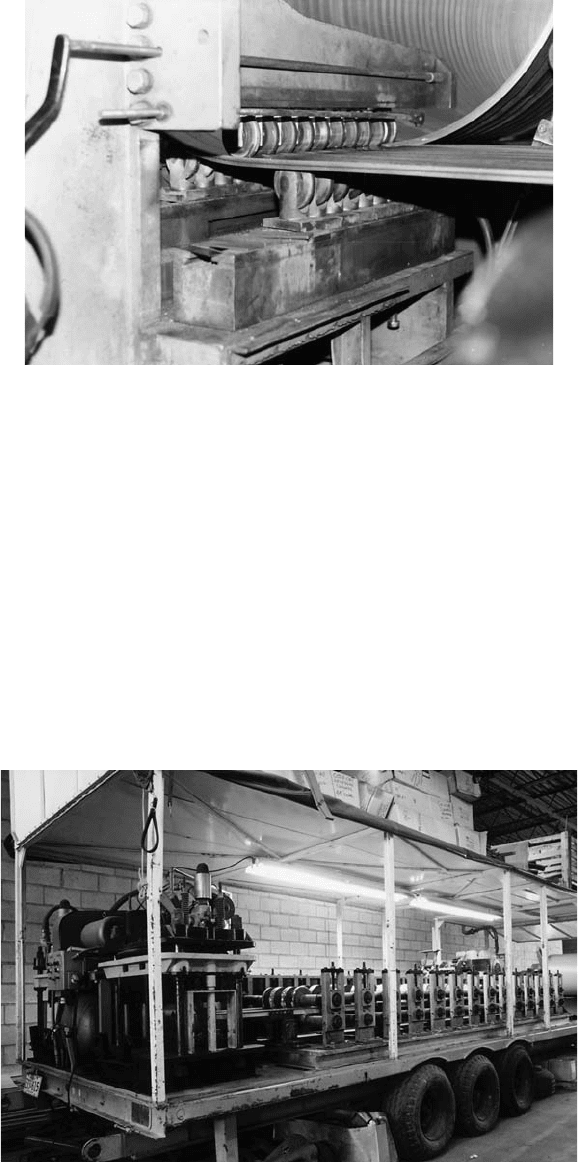
2.2.10 Truck-Mounted Mills
Installers of construction products occasionally find it necessaryand often moreeconomical to form the
products at the job site.
Forexample, to reroof an existing building,the architect mayspecify over 100-ft (33-m) long sheets.
Because transporting and handling these sheets from the plant to the job site is not practical, it is easier to
move the complete line to the job site.
Most special, trailer-mounted lines havetheir own diesel generator,hydraulic or other drive, cutoff
press, and an uncoiler that can be loaded fromground level(Figure2.29).
These self-contained units are also used in less developed countries or at anyplacewhere, owing to the
lack of proper infrastructure, it is easier to transport the equipment in one truck and the coils in another
one than to ship manytruckloads of finished products.
FIGURE 2.28 Curving head of aspiral mill.
FIGURE 2.29 Trailer-mounted roll forming line.
Roll Forming Mill 2 -17
Several types of truck-mounted units are used by contractors for job site manufacturing of
eavestrough, sidings, soffits, and similar products. These units usually havea“plug-in”electrical motor
drive. Small items such as eavestroughare often manufactured in a“stop-and-go”operation, and the
products are cut by amanual shear mounted at the end of the mill.
2.2.11 Special Mills
Avarietyofspecial application or “homemade”mills are in use by the industry. Many of them do not fit
into the previously mentioned groups, but they work satisfactorily.Several of these homemade units are
eventually replaced with better qualityorhigher output, standard,commercially available lines. However,
the lack of experience eliminates manypreconceived ideas and homemade roll forming lines often
incorporate ingenious methods of roll forming.
2.3 Mill Components
2.3.1 Mill Bed
The mill base, sometimes called “bed,”supports the stands, shafts, rolls, drivetrain, and the components
needed to form the sections. The most important requirements for the base are:
*
Rigidityduring operation, transportation, and installation
*
Smooth, leveled top surface for installation of the components
*
Akeyway or other component to be used for aligning the stands
*
Drainage for the rollforming lubricant
Long mill bases may havetobesplit into twoormoresections to accommodatemachining,handling
(lifting), and transportation. If the base is split, if extension is anticipated, or other units are to be
attached to it at alater date, then additional plates and joining fixtures have to be mounted to the joining
end(s) of the mill bases.
Mill bases must be capable of accommodating recirculated lubricant used during forming. In the case
of split bases, attention has to be paid to providing recirculation to each base section and to making a
watertight joint between the bases.
In most cases, the base also supports the drivetrain. The gear boxesthat drive the stands are very
seldom mounted on aseparate base.
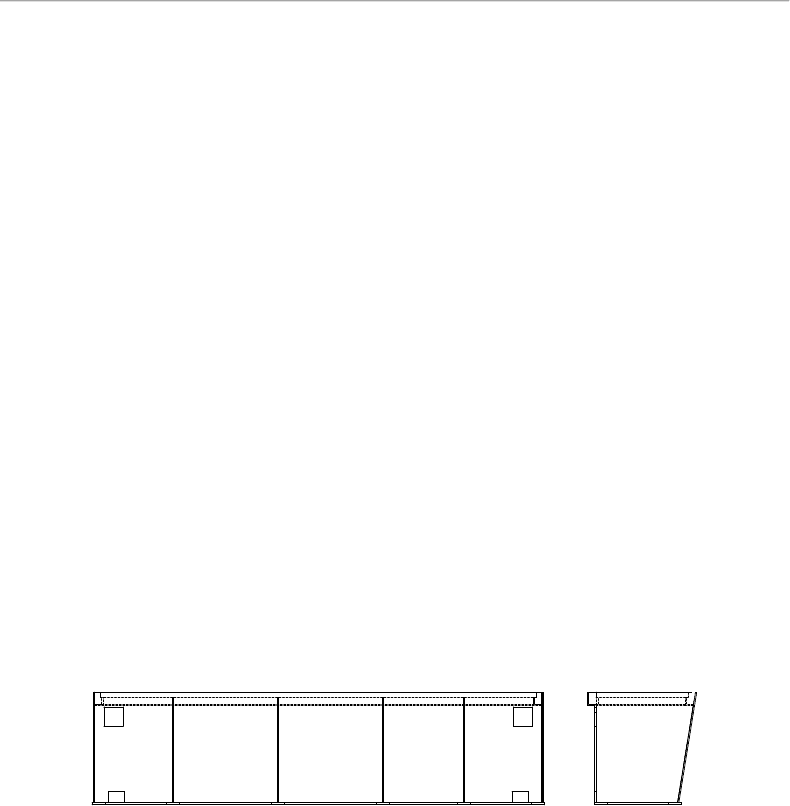
Standardmill base design does not exist, but most beds are similarly constructed either from plates or
from tubular sections. Atypical bed made from plates is shown in Figure2.30.The upper surfaceofthe
top plate is either fully machined or is machined only along the longitudinal edges where the stands and
gear boxesare mounted. An alignment keyway is machined in the full length of the top plate. The keyway
(or other components) should be straight within 0.001 to 0.002 in. (0.025 to 0.050 mm) along the full
length of the mill even if it is assembled from sections. Holes are drilled and threaded for mounting the
stands and other components. The upper edges of the base sides are welded to the top plate, and the lower
edges are attached to aframe structure.Leveling and foundation plates are attached to the frame. Cross-
plates and other members welded into the cavity of the base provide additional rigidityand support.
FIGURE 2.30 Roll forming mill bed.
Roll Forming Handbook2 -18

To provide areturn flow to the lubricant, most mills haveachannel around their top perimeter.
Frequently,the channels are made from structural angles welded to the bed with asufficient gap for the
lubricant and access for cleaning. It is useful if the bottom of the channel is slanted towards the liquid
discharge opening.During construction, the top of the outside vertical leg of the angle should be above
the mill bed. The protrudingleg machined to level with the mill bed provides an additional supportto
the outboard stands during tool change and installation.
The basic requirements for structural or tubular frame construction are the same as for plates. If the
bed does not haveacontinuous top plate, then athinner lubricant collector-plate can be utilized.
Special consideration should be given to the motor/gear/drivetrain supports. If the top plate is cut out
around the center of the mill to provide space for the drive belt or chain, then the rigidityofthe base
should be rechecked. The cutout mayhavetobereinforced.
In mills traveling sideways on rails, proper supportshould be provided for the casters (or slides) and
the forces exerted during the sideways movement should be checked.
In most cases, the height of the mill base is calculated to provide comfortable pass line height for the
product. Usually,the pass line height is set at 36 to 40 in. (900 to 1025 mm) abovethe floor.However,the
size of the stands, the type of presses, other secondaryoperations in the line, and the method of material
handling may determine the actual pass line height. If the pass line height is too high, then a
walking/working platform must be provided along the operator side of the mill. However,safetyand
fatigue (the frequency the operator must step on and offthe platform) are additional factors to be
considered. Therefore,occasionally,the cutoffpress or other equipment is installed in apit to create a
comfortable pass line height for the operators.
2.3.2 Stands
In most cases, the drive-side stands are exposed to considerable forces and bending moments.
The operator-side (outboard) stands are exposed to lesser forces. They usually supportthe shafts
through needle bearings and long bearing sleeves. As aresult, there are no forces acting on the stand in
the axial direction of the shaft. The outboard stands are fastened withone or twobolts to the mill base
(Figure2.31a –d). The latter two(Figure2.31c,d)take the shortest time to remove and install the stands.
The vertical forces are contained by the vertical legs of the stands. The forming resistance, the uncoiler
brake,the changing roll perimeter speeds, and occasionally the jamming of the strip create horizontal
forces in the direction of strip travel. These forces are accentuated by torque of the drivetrain. To
withstand the resulting stresses, the drive-side stands must be sturdy and well anchoredtothe mill base.
Both side stands havetobesturdy enoughtowithstand the shafts separating forces. These forces are
occasionally multiplied by incorrect setup (too much pressureapplied by the operator) or mishaps such
as double or triple strip thickness, or foreign materials forced through the rolls.
Large forces bending the shafts increase the shaft deflection (the shaft’scenter-to-center distanceat
the middle of the shaft). Excessiveshaft bending can change the cross-section of the product, especially
in the case of long roll spaces (shaft lengths). Excessively highforces can bend the shafts permanently.
Permanently bent shafts will change the product dimensions at everyrevolution of the shafts.
To avoid costly downtime and repair of bent shafts, some suppliers provide limited strength crossbars
at the top of the stands. These crossbars havebeen designed to break beforethe shafts permanently bend.
However,changing the crossbars is also time consuming.Analternative method is to use calibrated
ab cd
FIGURE 2.31 Different methods to fasten the outboard stands to the mill base.
Roll Forming Mill 2 -19
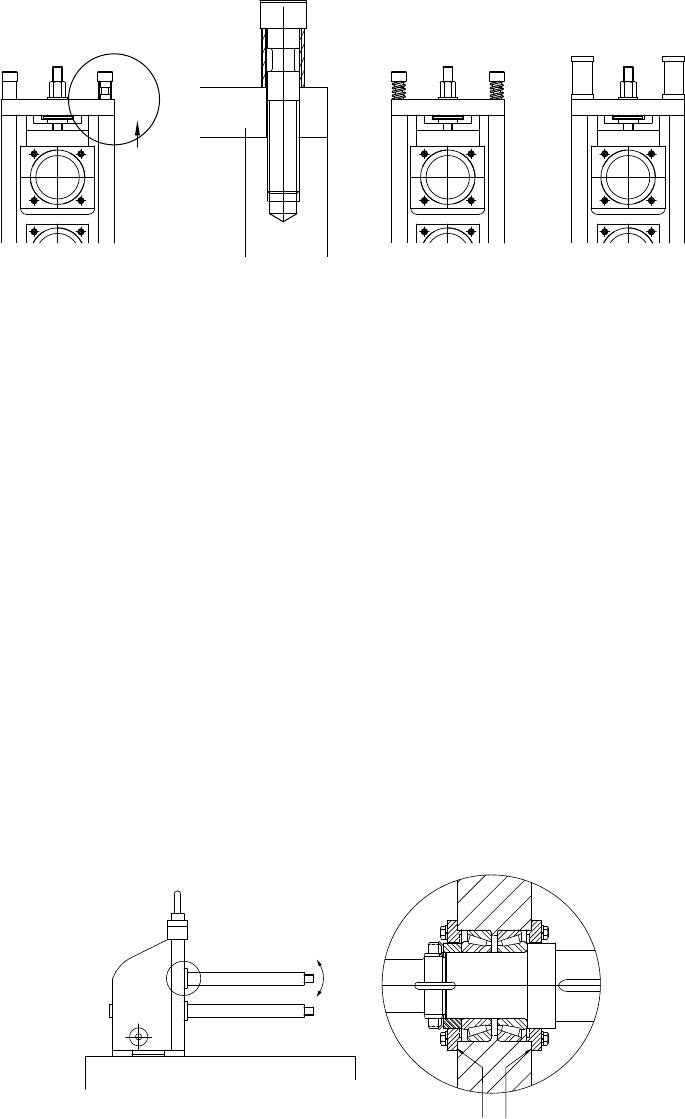
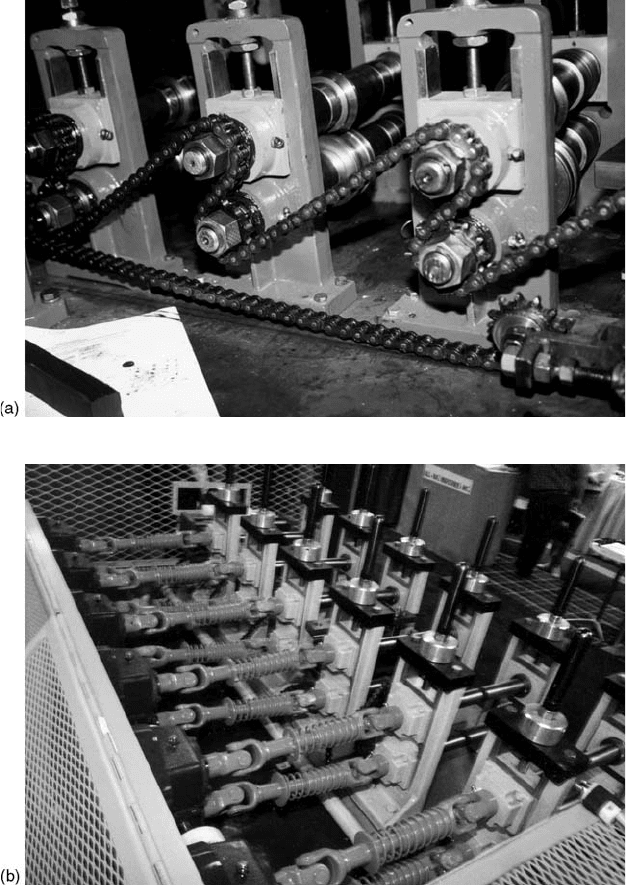
strength screws to fasten the crossbars to the stand. These screws act as “shear pins” (Figure2.32).
However,the simplest solution to avoid shaft bending is to use an elastic top shaft (bearing block) hold-
down mechanism such as preloadedsprings, or pneumatic or hydraulic cylinders (see also Section 15.2.6).
Adrawingofatypical stand is shown in Figure2.17.Most rollforming mills made in NorthAmerica
havethe bottom shafts in afixedposition above the mill bed. The top shafts can be adjusted up and down
with screws. To allow easy and accurate adjustabilityofthe top shaft, the lifting/pushing screws above the
bearing blocks, and their attachments to the bearing blocks and to the cross bars, must be free of play,
with gaps not exceeding 0.0005 in. (0.015 mm).
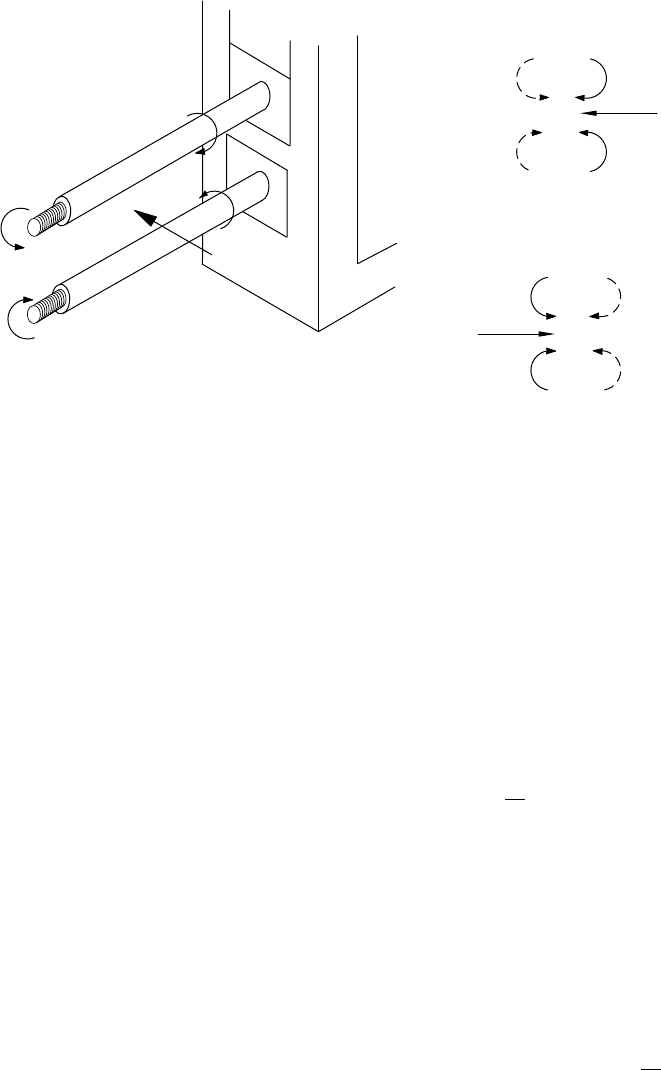
The bearing blocks should movefreely up and down, but the gap should be sufficiently small, especially
at the driveside, that when the operator-side stands are removed, the end of the shafts cannot be moved
up or down by hand (Figure2.33).
The approximate position of the upper shafts is shown on avertical scale fastened to the side of the
stand (Figure2.18b). Amoreaccurate up and down adjustment can be observedonthe micrometer scale
attached to the adjusting screws (Figure2.2 and Figure 2.18b). The micrometer scales at both the drive
and the operator side shall show the same number when the shafts are exactly parallel.
It is essential that all shafts should be set exactly at 908 to the direction of the strip travelduring
installation of the drive-side stands. The smallest angular deviation can create serious rollforming
problems.
(a) (b) (c)
A
Detail A
FIGURE 2.32 Using calibrated strength screws or springs or pneumatic/hydraulic cylinders can prevent permanent
shaft bending.
gap
FIGURE 2.33 Gap between the bearing block and the stand should be small in order to keep the end of the shafts
rigidly in position.
Roll Forming Handbook2 -20
The drive-side stands are usually equipped with
tapered bearings. The tapered bearings are taking
both the vertical (shaft separating), and the axial
loads. Wear in these bearings result in loosely held
shafts. Looseshaftsmakeitdifficult, if not
impossible, to set up the rolls accurately.There-
fore,once the shafts become loose, tightening or
replacing the bearings will be required, followed
by shoulder realignment (see Section 2.3.9).
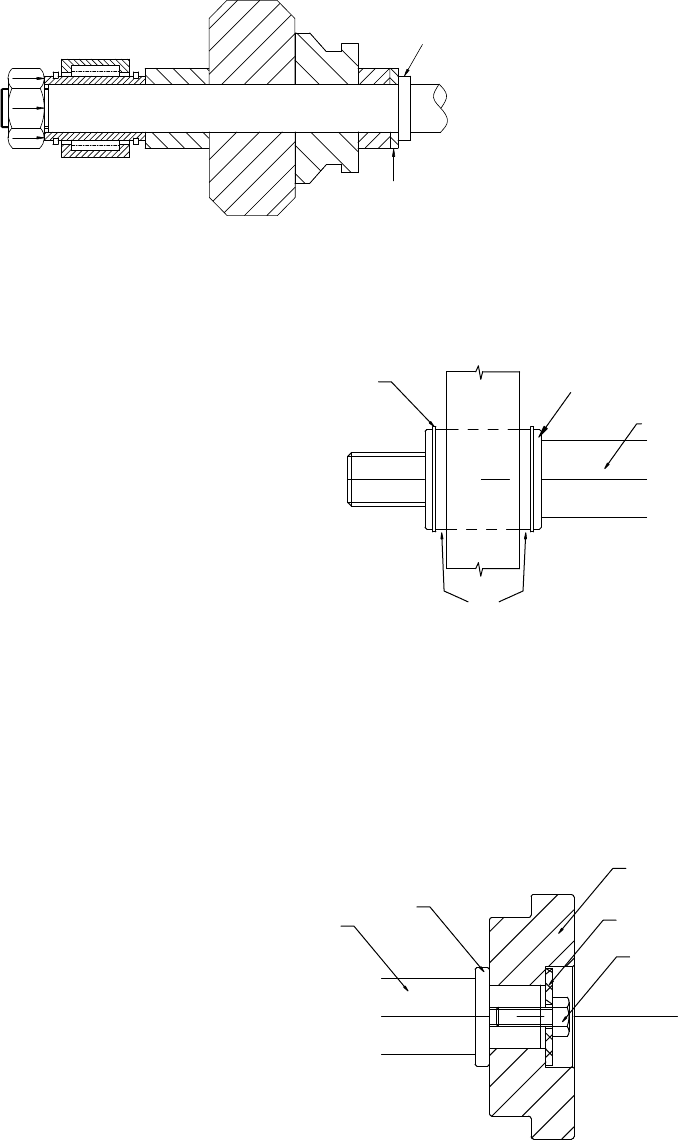
The operator side of the shafts is supported by
needle bearings. The nut at the end of each shaft
is pushing the needle bearing sleeve against the
spacers and rolls which, in turn, are pushed
against the shaft shoulder (Figure2.34).
When the operator-side stands are removed,
retaining clips at both ends of the long bearing
sleevesare preventing the sleevesfrom falling out
from the bearing blocks. When the stands are installed on the mill, the bearing blocks should be about at
the center of the long sleeves, leaving moreorless identical size gaps between the bearing blocks and the
retaining springs (Figure2.35).
2.3.3 Shafts
The construction of the cantilevered shafts and
theoperatorsideofthe two-end-supported
shafts are similar.However,tosavespace, the
rollsonthe cantilever shafts are frequently held
by the countersunk screws, threaded into the
center of the shafts (Figure2.36).
Atypical linkage type gear-boxstand is shown
in Figure2.37.Shafts can be driven by spur gears
(Figure2.38a–c), chain (Figure2.39a), or
universal joint (Figure2.39b). In these cases,
the top and bottom shafts can be identical except
the operator-side threads at the end of the shafts.
Experienceshows that if all threads are right-
handed (RH), then the nuts either at the top or at
bearing
nut
spacer
roll
roll
spacer
shaft shoulder
shoulder alignment spacer
sleeve
FIGURE 2.34 The nut at the end of the shafts pushes the bearing sleeve, rolls, and spacers against the shaft shoulder.
stand
retaining ring
equal gap
shaft
sleeve
FIGURE 2.35 The bearing sleeves should be about at the
center of the bearing block.
shoulder
shaft
bolt
roll
washer
FIGURE 2.36 In cantilever mills, the rolls are often
secured by bolts screwed into the shafts.
Roll Forming Mill 2 -21

the bottom level shafts will become loose. To avoid this problem, all the shafts at one levelhaveright-handed
and at the other levelleft-handed (LH) threads and nuts as shown in Figure2.40.The direction of thread is
always opposite to the direction of shaft rotation; that is, if during rollforming, the shaft rotates
counterclockwise, then RH nuts are required (tightened clockwise). If the shaft rotates clockwise, then the
nuts must be tightened counterclockwise (LH thread). This requirement makes the mill unidirectional. In
(a)
(c)
gears on
shafts
gears on
shafts
limited
adjustability
bigger
adjustability
idle gear
idle gear
idle gear
(b)
FIGURE 2.38 Typical gear driven stand (a); gear train with limited (b) and bigger adjustability(c).
FIGURE 2.37 Typical linkage-typedrive-side stand.
Roll Forming Handbook2 -22
other words, the mill (observing from the operator side) can run only from left to right, or from right to left.
Lock nuts, hydraulic nuts, and other devices do not solve the problem if the mill is operating in the wrong
direction.
The shafts can have fixed or variable rollspace. The operator side of the fixed roll space shaft has a
smaller diameter partthat fits into the bearing (Figure 2.17). On variable roll space shafts, the ID of the
needle bearings fit the shafts at anyposition (Figure2.18). This allows moving the stand to different
location along the shafts. Moving the operator-side stand closer to the drive-side stand reduces the shaft
deflection, permitting to roll form narrower but thicker/higher strength materials.
The stresses generated by the axial forces and by the torque on the shafts are usually negligible. In very
shortshafts, the forces required to form the material, which separate the shafts, maycreate substantial
FIGURE 2.39 Chain (a) and universal joint (b) driven shafts.
Roll Forming Mill 2 -23
shear stresses, but in most cases, these stresses are secondarytothe stresses created by the bending
moments deflecting the shafts. Therefore, practically all shafts are designed for limited bending
(deflection). Bending above the permitted limit creates dimensional problems in the products. Normal
use will not permanently deform the shafts, but abuse can cause problems.
The shaft diameters, selected for the specified applications, are afunction of the thickness and
mechanical properties of the material to be formed, the rollspace (shaft length between supports), and by
the type and number of bends made at each pass.
The selections of shaft diameters havebeen almost exclusively based on past experience. Equation 2.1 is
the first attempt made by the author to calculate proper shaft diameters:
DIA ¼ 1 : 46 0 : 173
ffiffi
L
3
p
þ 0 : 47 þ 0 : 7
ffiffi
t
p
£
ffiffiffiffiffi
Y
50
6
r
"#
4
ð 2 : 1 Þ
whereDIA is shaft diameter; L ,length of the shaft (roll space); t ,material (metal) thickness; Y ,yield
strength on the material (DIA, L , t , Y are in imperial units).
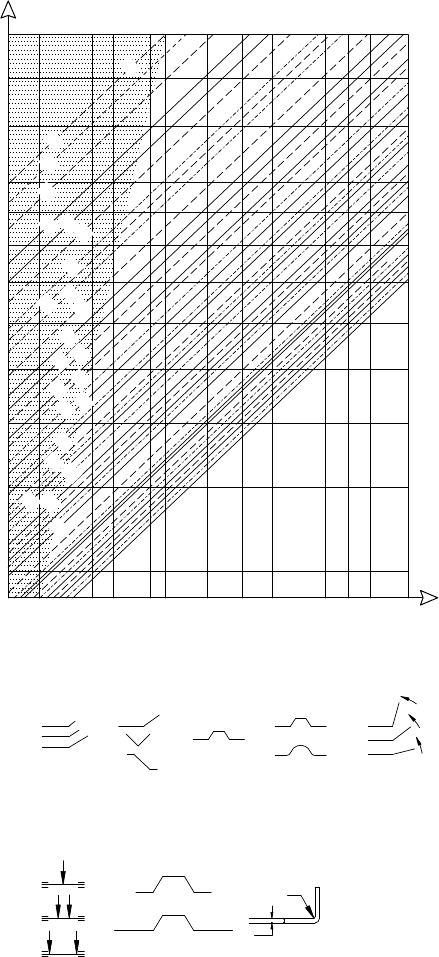
Figure2.41 shows agraph based on Equation 2.1. It is applicable to calculate shaft diameters for
mills that roll form mild steel, withapproximate 40,000 psi yield strength (275 MPa).
Equation 2.2 is an extended version of Equation 2.1. Additional factors such as the actual yield
strength of the formed material, different types of forming, and others are included into the equation.
These factors, to be used in borderline cases, are shown in the lower half of Figure2.41.
DIA ¼ 1 : 46 0 : 173
ffiffi
L
3
p
þ 0 : 47 þ 0 : 7 £ a £ b £ c £ d £ e £ f £ g £ h £ n
ffiffi
t
p
£
ffiffiffiffiffi
Y
50
6
r
"#
4
ð 2 : 2 Þ
whereDIA is shaft diameter (DIA, L , t ,and Y are in imperial units); L ,length of the shaft (roll space);
T ,material (metal) thickness; Y ,actual yield strength on the material the following factors are relative
numbers, deviating from 1depending on the severityofforming (see Figure2.41); a ,length of the bent
leg; b ,typeofbend; c ,formed groove (enter 1ifnogroove is formed); d ,stretched groove (enter 1ifno
RH
NUT
LH
NUT
SHAFT
ROTATION
TOP
NUT
RH
SHAFT
ROTATION
BOTTOM
STRIP
TRAVEL
SHAFT
ROTATION
TOP
BOTTOM
NUT
LH
NUT
RH
NUT
LH
STRIP
TRAVEL
SHAFT
ROTATION
SHAFT
ROTATION
RIGHT TO LEFT DIRECTION
LEFT TO RIGHT DIRECTION
LH
RH
FIGURE 2.40 The thread at the end of the shaft is opposite to the direction of the shaft rotation.
Roll Forming Handbook2 -24
.074
1"
CHECK
FOR
BEARING LOAD
6"
SHAFT DIAMETER
1.5"
2.5"
2"
4"
3.5"
3"
5"
4.5"
8"
7"
.010
.018
.027
.036
30"
6"
18"
12"10"
16"
24"
72"
ROLL SPACE
48"
36" 60"
54"
.438
.500
.550
.750
.225
.275
.085
.104
.150
.164
.188
.250
.060
.125
.110
.096
.048
.200
.066
.012
.030
.024
.033
.015
.040
.054
.021
.135
.312
.350
.400
.438
.500
.550
.375
.625
.700
.750
.625
.700
.150
.125
.015
.010
.021
.012
.036
.048
.074
.027
.040
.054
.030
.018
.033
.024
.104
.085
.110
.060
.066
.096
.135
.225
.312
.375
.350
.275
.400
.188
.164
.200
.250
(a) (b) (c) (d) (e)
(f) (g) (h)
R
(n)
Starting angle
of bend
Stretched
groove
Formed
groove
Type
of bend
Length of
bent leg
Location of forces
on the shaft
Thickness used in the diagram=metal thickness (t) ×a×b×c×d×e×f×g×h×n
Width of flat R/t Ratio Number of bends
made in the pass
R/t=4
R/t=1 or
smaller
Factor
Factor Bends
Ratio
1.0
0.8
1.0
1.1
1.2
1
2
3
4
0.8
t
1.2
0.6
0.8
1.1
1.2 2.0
0.6
0.8
1.0
1.0
0.6
1.0
1.0
1.2
0.8
0.6
FIGURE 2.41 Roll forming mill shaft diameter selector (in inches).
Roll Forming Mill 2 -25