Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

havecurved (“fish-mouth”) entrysides. Formanual loading from the side, it is recommended that the
entryguide opposite to the loading side is longer than that at the loading side. The operator can load and
push the precut blank against the longer side and then push it into the mill. The length of the guides is not
as critical if the mills are fed withcoils and the parts are postcut.
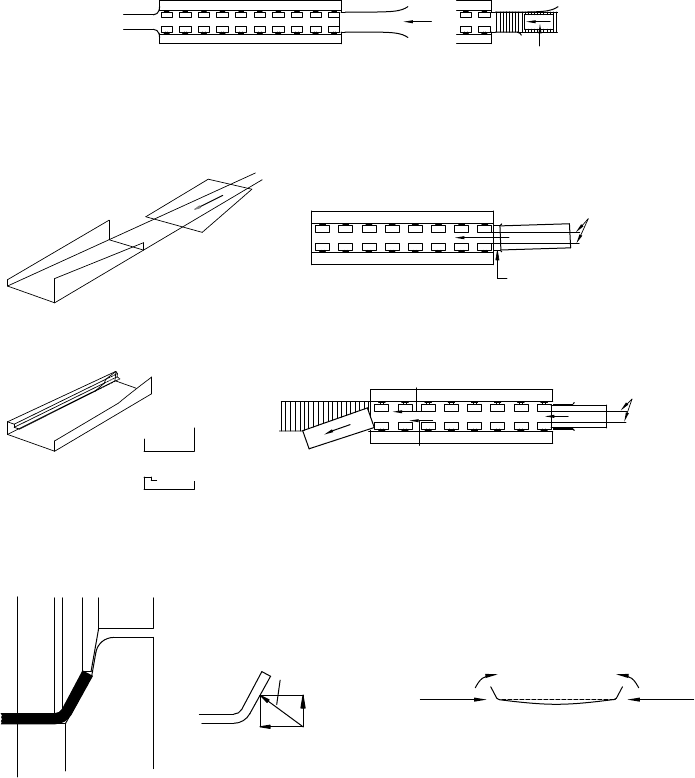
Bending shortlegs at the edges can create other problems. The horizontal vector of the bending
forces pushes the strip inward towards the center.The shorter the bent leg,and the larger the width
and thickness ratio of the flat, unsupported center part, the greater the buckling tendency will be
(Figure2.11).
Center supportisused to avoid buckling of the wide flat center part. Because of the self-weight of the
material, the supportisusually placed underneath the center part. However,ifthe horizontal vector of
the forces is large and the supportprevents the sheet to buckle downwards, then it can buckle upwards.
To avoid upward buckling,additional supportisplaced on the top of the center part. When the width
is changed, the location (and possibly the number of the center supports) has to be changed too.These
adjustments havetobetakeninto consideration at the design stage. It is also important that the support
should not scratch or mark the product. Embossing, lancing,louvering, or other similar operations
(b) loaded from the side
(a) longitudinally loaded
FIGURE 2.9 Precut sheets fed into roll forming mill requires long entryand exit guides.
too short entry guides
bend lines
bend lines
small force
big force
no exit guides
front end
tail end
end product
blank
FIGURE 2.10 Misaligned entryoruneven forces at the two edges can create products with unacceptable qualities.
Fhorizontal
Fvertical
Fhorizontal
Fbending force
FIGURE 2.11 The horizontal vector of the bending forces can buckle the center of unsupported products.
Roll Forming Handbook2 -6
ahead of the mill can makeproper support
against buckling morecomplicated.
In spite of these drawbacks, the duplex mills
are frequently used to form shelving,doors,
edge-formed sidings, and manyother products
whereunlimited adjustabilitybetween the mini-
mum and maximum widths is required.
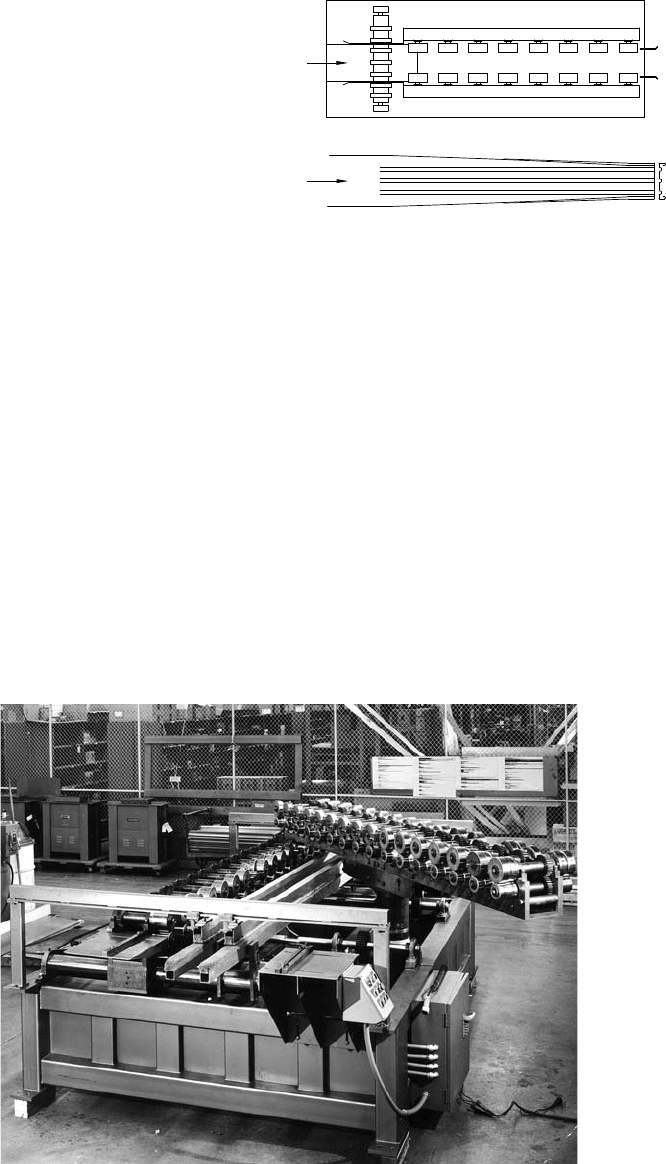
In some cases whereforming of the wide, flat
center section is required (such as mobile home
sidings), one (or more) pairs of grooving rollsare
placed ahead of the first pass. The shallowflutes
are stretched in the material before the edges are
formed in the mill (Figure2.12).
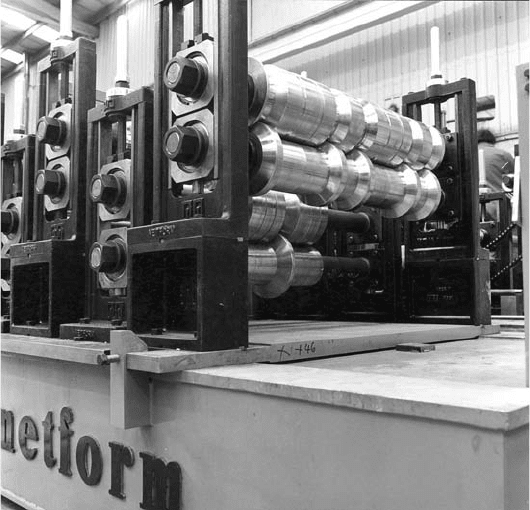
Because roll change is relatively complicated, it is seldom made in the cantilevered and duplex mills. To
provide moreversatility, special duplex mills havebeen developed with quick exchange of the inside and
outside rolls(Figure2.13).
With duplex roll forming mills, it is very easy to change one dimension of aproduct; for example, the
web height (“h ”) or the leg length (“l ”) of “C”channels. If both dimensions havetobechanged (web
height and leg length, marked h and l ,respectively (Figure 2.14), then twoindependently adjustable
duplex mills can be combined, using acommon drive. Changing the width in the first mill willchange
the leg length ( l ), and changing the second mill will change the web height ( h ). The two mills haveone
common centerline. This method is used to form drawers for metal filing cabinets, “C”sections, and
other products. Athird dimension, the lip width (marked “c”inFigure 2.14), can also be changed by
adjusting the strip width that enters into the first mill, or by having athird duplex mill incorporated into
the unit (Figure2.15). Amill tooled for “C” channels can also produce “U” channels without tool change.
Because the entryguides and the straighteners are attached to the mill stands, changing the product
dimensions is very simple and quick. Some of these mills are equipped with servo motors and
programmable controllers or computers. Aline containing prepunching and cutting presses can produce
FIGURE 2.12 Forming the centerofapanelwith
“grooving rolls”inaduplex mill.
FIGURE 2.13 Quick exchange of roll sets in aduplex mill. (Courtesy of The Lockformer Co.)
Roll Forming Mill 2 -7
infinite varieties of “C”channels (studs) and “U” channels (tracks) within the parameter of the machine,
without tool change. Frequently,the only requirement is to enter the partnumber (or dimensions)
and the required quantities into the control unit. The product dimension changeover time can be as low
as 1to2min.
Another quick-change “C” and “Z” purlin mill is forming one edge of the product up.Atthe other
edge, the top and bottom rolls can be easily exchanged by either rotating each stand 1808 around ashaft
or deflecting one leg up for the “C” channel or down for the “Z” section (Figure2.16). These
arrangements enable the production of “C”and “Z” sections on the same machine without tool change.
2.2.3 Through-Shaft Duplex Mills
The through-shaft duplex mill (Figure 5.51) is acombination of the duplex and conventional (standard)
mills. The main characteristics of the through-shaft duplex mills are:
*
The through-shafts deflect less than the cantilevered shafts.
*
Rolls are mounted on sleeves.
*
Sleeves are attached to the stand at each side.
*
All the operator-side stands are mounted on acommonplate, which can slide in or out, thus
changing the distance(rolllengths) between stands. Other types of mills allowboth sides to move
moreinand out.
*
Sleeves with the mounted rolls are keyed to and sliding in and out on the shafts.
l
h
c
(b) first duplex
mill
(a) second duplex mill (c) entry guide
FIGURE 2.14 Adjusting web width and leg length by using a“double” duplex mill.
FIGURE 2.15 Triple duplex mill for Uand Cchannels or other product. (Courtesy of CompuRoll Inc.)
Roll Forming Handbook2 -8

*
Through-shaft can carrycenter rolls between the twoedge-forming rolls. These center rollscan
supportorform beads into the products.
The advantages of the through-shaft duplex mill are:
*
The reduced shaft deflection permits the forming of thicker/higher strength material than that of
the duplex mills with the same shaft diameters.
*
The carrying rollscan supportboth the top and bottom of the center partofthe product.
*
It is relatively simple to incorporate forming at the center partofthe product.
*
Through-shaft duplex mills do not have restriction on the formed width at the strip edges while
duplex mills are restricted to form the relatively narrow edges (4 in. or 100 mm) of the strip.
The disadvantages of the through-shaft duplex mill are:
*
More expensivethan the duplex mill.
*
Slightly larger diameter rollsare required because they are mounted on sleeves.
*
Relocating the center rollscan be cumbersome.
Manyofthe variations described in the duplex mills, such as installing twomills in one line, can also be
applied to through-shaft duplex mill.
2.2.4 Standard (Conventional) Mills
The shafts of the standard(conventional) mills are supported at both ends (Figure2.17,Figure5.54, and
Figure5.77). This design enables building and use of the mills for materials with anywidth and thickness.
Therefore, standardmills are the most popular machines used to roll form metals.
In most cases, the drive-side (inboard)stand holds the shafts in position and accommodates the drive.
The operator-side (outboard) stand supports the other end of the shafts. This stand is removable to
facilitate roll changes. Both the operator-and drive-side stands are fastened to acommon base.
FIGURE 2.16 Producing “C”and “Z” sections in aquick-changeover special duplex mill. (Courtesy of The
BradburyCompany, Inc.)
Roll Forming Mill 2 -9
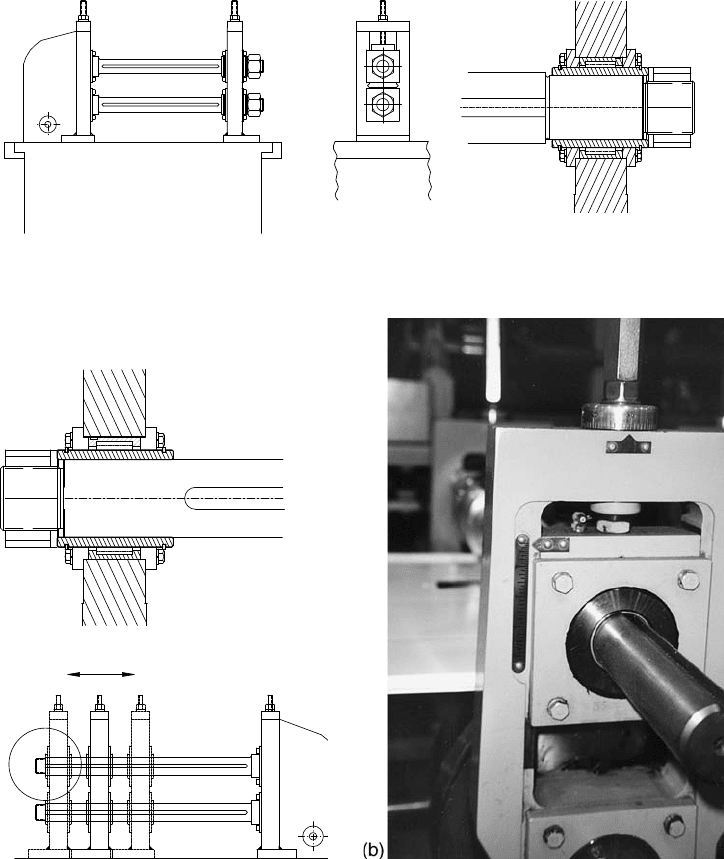
The drive-side stands are fixed at one location. The operator-side stands are in most mills also fixed at
one position (Figure 2.17). In other types of mills, the operator-side stands can be placed into different
locations along the shafts to accommodate wider and thinner material, or narrowerbut thicker material
(Figure2.18a,b).
The construction of the mill stands and other componentsisdescribed in moredetail in Section 2.3.
2.2.5 Double-High Mills
To satisfy the demand for roll forming twoprofiles in alimited plant areawithquick profile changeover,
the “double-high” mills havebeen developed (Figure2.19). The double-highmills havealternating short
and tall stands. Rolls for one profile are installed in the shortstands, and rolls for another profile are
mounted on the tall stands. The lines haveone uncoiler and one cutoffpress. If the material is fed into the
FIGURE 2.17 In the conventional (standard) mill, both ends of the shafts are supported.
FIGURE 2.18 Conventional mill with adjustable roll space.
(a)
Roll Forming Handbook2 -10
lower-level rolls, then one profile (e.g., farm sidings) is formed. If the coil is fed into the upper levelrolls,
then another profile (e.g., farm roofing) is formed.
To accommodatethe profiles exiting at twodifferent levels, the cutoffdie also has twolevels. The
handling equipment for finished products beyond the cutoffdie must be adjustable up and down to suit
the two product exit heights.
Double-highmills save space, and the changeover time between two products is relatively short.
However,because of the crowded condition, it is difficult to install side-rollstands, to makeadjustment,
or to check the forming conditions.
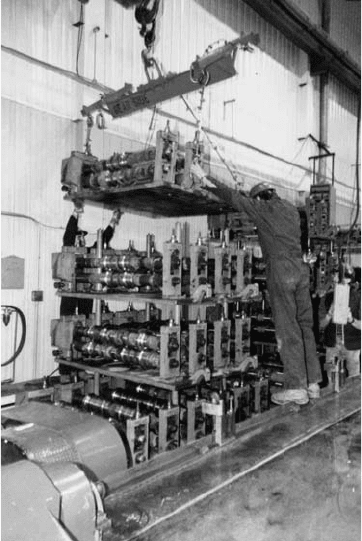
2.2.6 Rafted (Plated, Cassetted) Mills
The development of rafted mills was amajor breakthroughinreducing rollchange time from 8hror
moreonalarge panel mill (or 4hronasmaller mill) to between 30 and 45 min and as low as 5min. The
mill has abed on which the drive is located and the interchangeable plates are placed. The plates are
holding four to eight or morestands (Figure2.20). The number of stands on aplate is usually restricted
by the lifting capacity(crane) at the user’splant.
Both the operator-side and the drive-side stands are typical operator-side-typestands, complete with
shafts and tooling.The drive-side stands usually havelarger bearing blocks to accommodate pairs of cone
bearings which rigidly hold the shafts in position during the operation and when the operator-side stand
is removed for occasional rollchange.
To allowquick plate (profile) change, the drivemust havequick disconnect/connect feature.Tofurther
reduce the changeover time, only the bottom shafts are usually driven by the drivetrain firmly attached to
the bed. All or some of the upper shafts can be driven by gears located at the drive-side end of the mill
shafts.
The plates (rafts) must be accurately located on the mill bed. The early “pin-type” locators are
not considered agood solution because it is difficult to repair the wear and tear on the pin and the hole
FIGURE 2.19. Double-high mill. (Courtesy of Metform International Ltd.)
Roll Forming Mill 2 -11
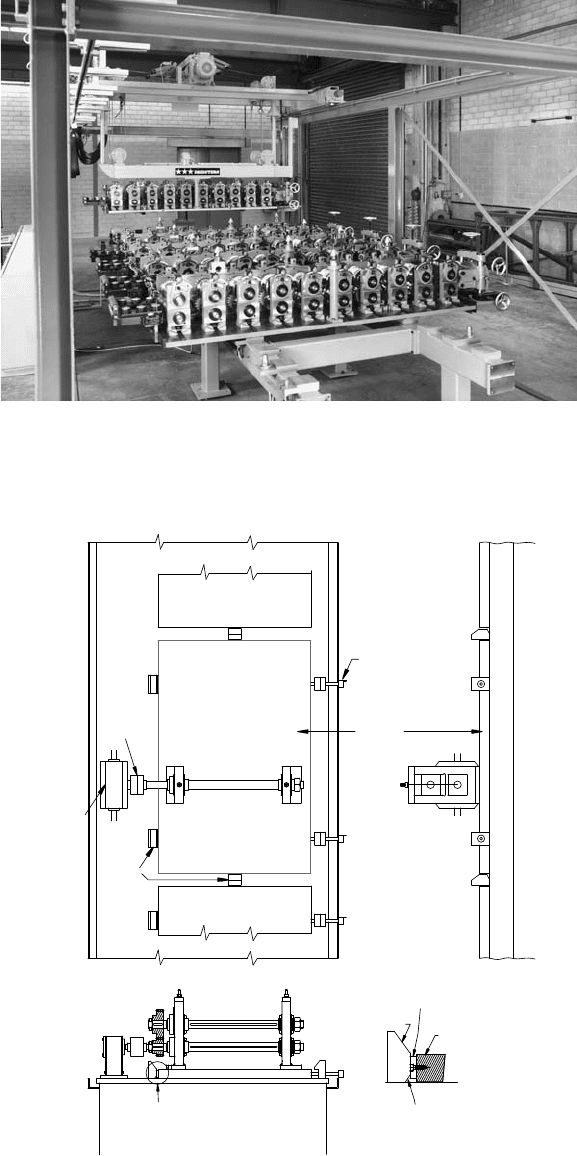
FIGURE 2.20 Rafted mill (Courtesy of Dreistern, Inc.).
quick
disconnect
clutch
Stops
Plate
Detail A
Pusher
Gear box
mill bed
A
dirt clearance
stop
hardened alignment insert
mill bed
plate (raft)
FIGURE 2.21 Construction of locating locks and mechanism for rafts.
Roll Forming Handbook2 -12
(orsleeve).Itisalsotroublesome to make
additionalsetsofrafts that fit exactlyonto
the pins and, at the same time, provide accurate
shoulder alignment. Twostops at the drive side of
the bed for the longer side of the plate and one stop
at each shortsideare sufficientfor accurate
location (Figure 2.21).
To provide the shortest possible tool change
time, hydraulic pushers and clamps can be used.
The upper surfaceofthe mill bed does not haveto
be fully machined. It is sufficient to machine only
the protruding surfaceswherethe plates (rafts)
rest.
The four lifting lugs attached to the plates
should provide areasonable good balance, and the
lifting attachments (bars or chains) should not rub
against the tooling,shafts, or stands.
To reduce changeover time, all the additional
components such as the entryguides, side-roll
stands, and straighteners should be permanently
attached to each set of plates.
Saving of floor space can be achievedbystoring
the plates of aprofile on top of each other
(Figure2.22). Tubes or other components(Figure
5.158) supporting the upper plate(s) should be
incorporated in the plate design.
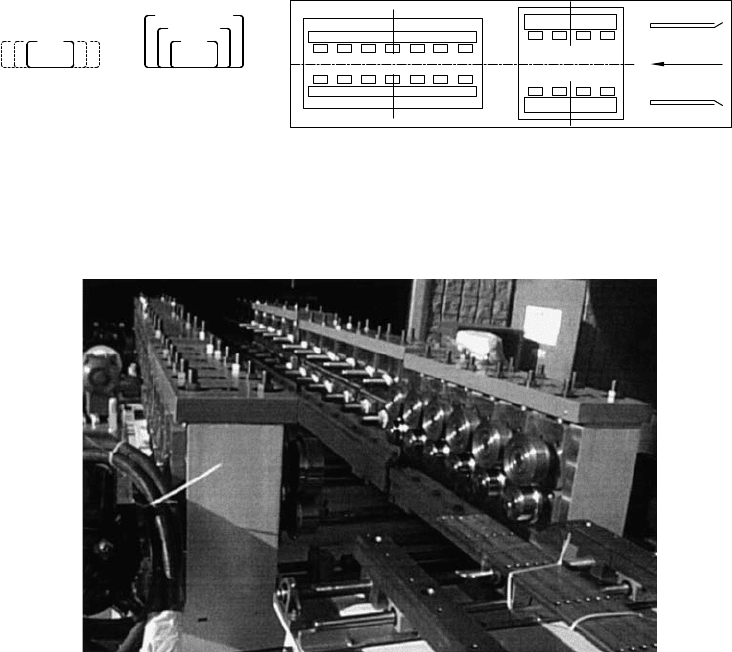
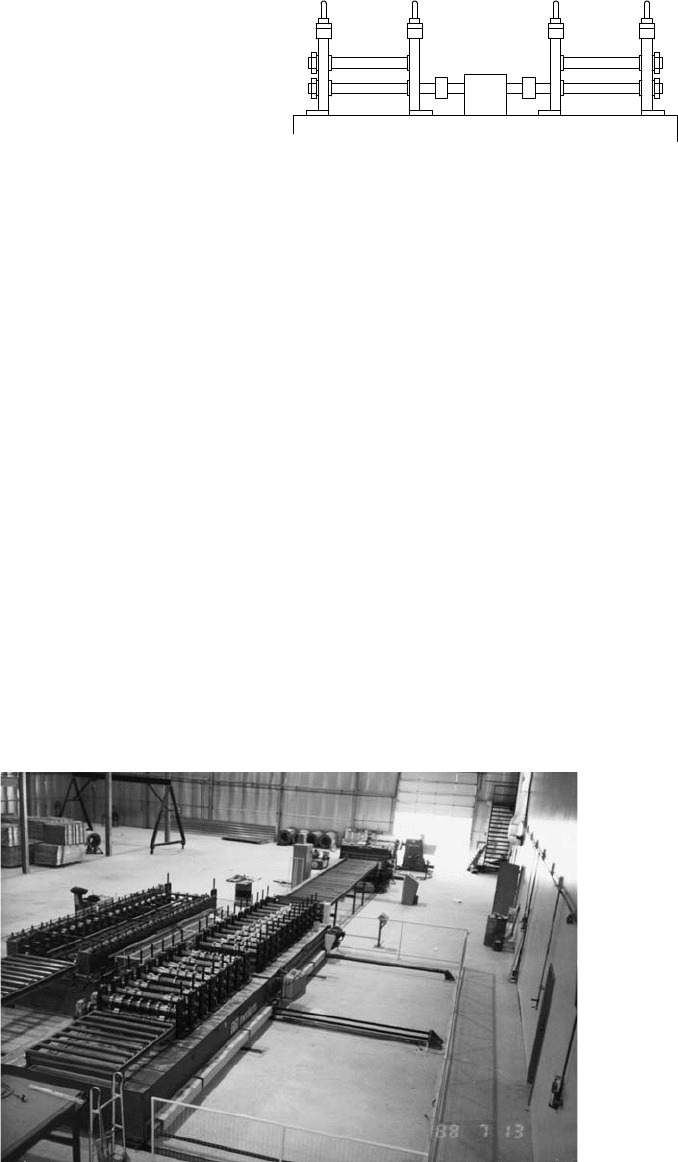
2.2.7 Side-by-Side Mills
Tool changeover time can further be reduced by mounting morethan one set of tooling on the mill
shafts. The simplest arrangement for the narrowsections is to install twosets of rolls on common shafts
(Figure2.23). The uncoiler,the prepunched press (if required), and the cutoffpress are in line with one set
of rolls. When profilechange is required, the mill bed is moved sideways to align the second set of rolls
with the other equipment. The complete changeover takesless than 2min. Depending on the length of the
mill bed, two, three, or morepairs of supporting rolls(casters) are attached to the bottom of the mill bed.
The rolls are moving on rails embedded into the floor.Brass slides or linear bearings are also used to move
the mill sideways. The movement is accomplished by electrical motor driven screws or by other means
(e.g., hydraulic cylinders). Moving the mill bed against positive stops assuresproper alignment.
Occasionally,the mill remains in position while the uncoiler and the press (hydraulic) are moved
sideways.
The advantage of this “side-by-side” arrangement is the highup-time. The disadvantage is that setting
and adjusting one section will at the same time change the setting of the other section. However,this
shortcoming can be easily overcome by using one or twomoreextra stands. At the morefrequently
adjusted, critical passes, only rolls of one set are installed. At the critical passes of the other section, only
rollsfor the other section are installed. This arrangement ensures that adjusting one section will not
influence the other section.
It should also be noted that both sets of rollsmust havethe same pitch diameter and that recutting one
set of rolls will necessitate the recutting of the other.During setup,the rollscloser to the shaft shoulders
(drive side) should be set and tested first, followed by the roll set at the operator side.
To keep the changeover time to aminimum, each set of rolls should haveits own entryguide and
straightener.Ifthe product is curved(swept) after the operation, then two individual curving units
FIGURE 2.22 Storing plates on top of each other
reduces floor space requirement (Courtesy of Ideal
Roofing Co.Ltd.).
Roll Forming Mill 2 -13

are recommended for the sections. If the prepunching has adifferent pattern, then either quick-change
die should be used or the dies should be capable of moving sideways. Either the complete cutoffdie or the
cutoffdie inserts should also be of the quick-change type.
Considering the advantages of the quick changeover,some customers are requesting to install three
sets of rolls on the same shaft. Obviously,the longer the shaft is, the morecritical the shaft deflection will
be. The recuttingrequirements (all sets havetoberecut at the same time regardless of unequal wear) and
the number of additional stands to allow individual adjustments should also be considered. Three
sections with relatively loose tolerances maybetooled on common shafts, but the optimum is to have
only twosets of rolls on the shafts.
Occasionally,itisrequested to install four,five, or six sets of rollsonthe shafts. This arrangement is not
recommended.
Special side-by-siderolls are used in the lines that roll form twoproducts at the same time from one
common strip.The common strip is slit into two at one point in the line. This system is used to increase
productivitytomaketwo identical, or one left and one right section with each cut.
If three, four,five,ormoresections havetoberoll formed, or if the sections are too wide to be placed
economically side-by-side in one stand, then a“side-by-side stand” mill can provide the solution for quick
FIGURE 2.23 Side-by-side rolls on amill.
Roll Forming Handbook2 -14
changeover (Figure2.24). In the side-by-side
stand mill, thecommon driveisusually at
the center of the mill bed. The drivetoeach side
can be disconnected to avoid accidental start.
Disconnect is usually automatic or mechanical,
not manual.
Using side-by-side stands, one set of tooling
can form products, while the other (discon-
nected) stands can stayidle or the rolls can be
changed. The changeover of the twosides is quick,
taking only afew minutes.
If the sections are wide, then the twomill beds can be attached side-by-side (Figure 2.25). This
arrangement can be takenastep further and the stands on both sides can be on rafts. Rafting will reduce
the changeover time of the rolls. However,withsuch acomplex arrangement, the cost-effectiveness
should be checked. It is possible that twoseparate mills will provide better flexibility, productivity, and
perhaps alower overall cost.
2.2.8 Pull-Through Mills
Roll forming mills can havenondriven forming rolls. Most side-roll stands and often the top shafts are
not driven. On rare occasions, none of the shafts/rolls is driven. In the latter cases, the strip is pulled
through the mill by other means while the idle (nondriven) rolls are doing the forming.
When forming thin material (e.g., 0.003 to 0.020 in. or 0.075 to 0.5 mm) in small mills, the strip can be
pulled throughbya“caterpillar” belt, winder drum, curving head, or by other means.
If athin material is joined to athicker roll-formed section in their full lengths, then the mill, which
forms the thick material, can pull the thin material through aseparate nondriven mill. This method is
sometimes used in ceiling gridlines to join the prepainted “cap”tothe galvanized structural part
(Figure2.26).
Pull-throughroll forming has limited applications but it has other great potentials. It can provide
straight sections with better cross-sectional tolerances than other methods (see also Chapter 15).
FIGURE 2.24 Side-by-side stands on acommon mill
base.
FIGURE 2.25 Side-by-side panel mill. (Courtesy of Metform International Ltd.)
Roll Forming Mill 2 -15