Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

The capacityofthe crank-shaft-operated mechanical presses is usually rated at 0.125 in. (3 mm) above
dead bottom center (DBC). Fordetails, see Section 3.2.
The capacities of the pneumatic presses (Section 3.3) are usually the sum of forces created by the
pneumatic cylinder or air tubes and the inertia of the fast moving heavy ram.
The capacityofhydraulic presses (Section 3.4) is traditionally established by the forcegenerated by the
cylinders (cylinder area multiplied by the hydraulic pressure).
3.1.2 Common Press Parts and Definitions
The most common terminologyused for presses in the roll forming lines is listed below (see also
Figure3.16 and Table 3.1 and Table 3.2):
*
Length of the bed is usually identified as RtoL(right to left) or LtoRin the direction of the strip
travel. The length should accommodatethe die and, in the case of flying die, the space required for
the die home position, acceleration,deceleration, and safetyovertravel. (Press shops traditionally
call this RtoLor LtoRdimension as width of the bed.)
*
Overall Width ( W
o
)ofthe bed, FtoR(front to rear), is the bed dimension perpendicular to the
strip travel. (This dimension is seldom used in specification.) (Press shops traditionally call the F
to Rdimension as depth.)
*
Distance between posts across the striptravel (W)isthe dimension between the posts or other post
components that limits the maximum width of the die.
*
Distance between posts along the striptravel ( W
L
)isthe dimension between the post or other post
components.
*
Bedand ramdeflection is critical to die life. In conventional presses, the deflection is usually
limited to 0.0015 in. per 12 in. (0.04 mm per 300 mm) when the maximum tonnage is applied to
the center twothirds of the press bed. The rule is moreliberal for presses designed for rollforming
lines. In the case of flying dies, the strength of the rail and the rigidityofthe die are important
factors in restricting the deflection. Forshearing or punching,the deflection of the press bed can
be less critical, but special care should be takenfor embossing or when the bed is weakened by a
scrap (slug) discharge cutout.
*
Die Space is the combination of the distancebetween the posts across the strip traveland the bed
width. It specifies the maximum width of adie, which fits between the post and the length
requirement. In the case of stationarydie, the press bed length (R to L, or LtoR)can be equal to or
larger than the length of the die. For flying die, the bed length is equal to or larger than the die
length plus the die travelplus the safetydistancefor overtravel. The die travel includes the
distances required for acceleration, press action, deceleration, and safety.
*
Stroke is the travel of the ram (head). The press stroke is afixedlength in most crankshaft presses.
It is adjustable in pneumatic and hydraulic presses. The stroke of small mechanical presses is
usually around 1.5 to 2.5 in. (40 to 65 mm) and of larger presses is 2to4in. (50 to 100 mm).
In special cases, the strokecan be larger but very rarely exceeds 6in. (150 mm).
The stroke of pneumatic press is relatively short(0.375 to 2in. or 9.5 to 50 mm). The strokeof
the hydraulic presses can be easily adjusted to the smallest required for the operation, but the press
has to havethe capacityfor longer strokes to facilitate tool changes and die adjustments:
*
Throw in mechanical presses is half the stroke.
*
The base supports the press. The base can be fixed or adjustable in the vertical or horizontal
direction. If required, the base can also be tilted or swung (see “Adjustabilityofthe Press” in this
section).
*
The bed holds the die or the die rails and posts. The bed and the base are often built as acommon
unit.
*
Posts (pillars) or occasionally frames connect the ram to the base.
*
The head, frequently called the “slide” or “ram,”isthe moving partthat exerts forceonthe die.
Roll Forming Handbook3 -2
The position of the head (distance from the bed) is often adjustable.
*
Shut height is the distancebetween the top and bottom rails (or between the bed and the head if
the press has no rails) when:
1. The head is adjusted to the top position.
2. Stroke is down (bottom position).
*
Die slides attached to the die shoe(s) guide the flying die. To reducefriction, usually brass (or
bronze) plates (Figure3.1 and Figure4.26) or spring loaded rollers are used on the surface of the
die slides where they are in contact with the hardened die rails.
*
Die rails:the flying dies are supported and guided by hardened steel rails attached to the press. A
large varietyofrail designs are used by the industry.
The bottom rails guide the dies during its full length of travel. If the top die is lifted up by the
head (slide), then the upper die rail is constructed to guide and lift the upper partofthe die.
In the case of “spanking”dies, only the bottom partisguided. The downward movement of
the head presses the top die partdown and it is lifted back to its original position by springs
(Figure4.27).
The die rails are made from hardened steel and are bolted to the die bed. The horizontal gaps
between the die rails and the slides are usually not morethan 0.002 to 0.005 in. (0.05 to 0.12 mm).
To makedie change easy,the rails at the exit side of the press can be extended long enoughto
supportthe die when it is pulled out from the press (Figure3.2).
*
Linear bearings :flat linear bearings often replace the die slides and die rails. They are most
frequently used in low impact conditions such as hydraulic presses (Figure 3.25 and Figure 4.28).
*
Strokes per minute:practically all roll forming line presses work intermittently.The strokesper
minute number indicates the maximum number of strokesthe press can exertunder normal
operating conditions. In mechanical presses,the strokeper minute is usually limited by the clutch
and the brake system.
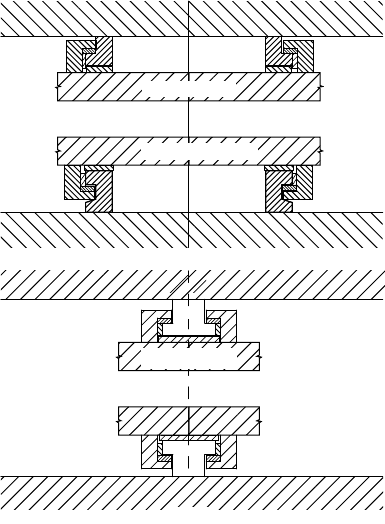
Die
HEAD
Top die shoe
Bottom die shoe
BASE
Die
HEAD
Top die shoe
Bottom die shoe
BASE
(a)
(b)
FIGURE 3.1 Typical die rails and die slides for most dies (a) and small dies (b).
Presses and Die Accelerators 3 -3

The restricting factors for pneumatic presses are the strokelength, the availabilityofair,and the
time required to fill the air cylinders (or tubes), to release the air pressure, and to lift the ram up to
the home position.
In the case of hydraulic presses,the volume of the cylinder (piston area £ working strokelength),
the capacity of the hydraulic power pack, and the valvesconstrain the maximum number of strokes
per minute.
*
Scrap (slug) chute is incorporated in the prepunching and manycutoffpresses.Instead of using high
die risers and belt conveyors to remove the scrap,the press beds are cut out. The slugs and cutouts
fall throughthe holes into ascrap chute that guides them into ascrap collecting boxlocated outside
the base (Figure3.11). The scrap boxshould be easily reachable, but should not interferewith the
movements and safetyofthe operator.
*
Press Pass Line is at the same height as the pass line above the mill bed, but it is measured from the
plant floor.
*
Adjustability of the Press:depending on the type and construction of the press, the following can be
adjusted:
W
Capacity
W
Strokelength
W
Strokeper minute
W
Shut height
W
Pass line height
W
Press location perpendicular to the strip travel (front to back direction)
W
Angle and location of the press base in the horizontal or vertical direction to suit curved
(swept) sections
3.1.3 Impact, Vibration, and Foundation
*
Impact:all presses create an impact when the velocityofthe moving parts changes. The impact
depends on the type of the press (mechanical, pneumatic, or hydraulic), the acceleration or
deceleration, the weight of the moving parts, the forcerequired to punch, notch, or form the metal,
the die configuration, and other factors.
*
Vibration:Vibrations are generated by the imbalance and inertiaofthe moving parts of the press and
the impact generated by the interaction of the moving parts and the material.
rail extension
press length
press bed
FIGURE 3.2 Bottom die rail extension can supportthe die outside the press during die exchange.
Roll Forming Handbook3 -4

Heavy vibration can loosen bolts, damage press parts, and shorten die life. Vibration transmitted
to the air is the main source of the press noise. Vibration transmitted to the floor can create damage
to other equipment on the floor,including electrical and electronicparts of the line, and also cause
discomforttothe operators.
The heaviest vibration and loudest noise is created by the air presses, followed by the mechanical
presses. Hydraulic presses generate the least amount of vibration and noise.
The vibration and noise created by the breakthroughcan be reduced by proper tool design, such
as applying rake angles and slightly staggered punches (Figure3.3).
Damping can reducepress vibration
transmitted to the floor.Effective damping
can be achieved with vibration resistance
elasticmaterials,metal springs, or air
springs. Reducing vibration usually also
reduces thenoise level. Noise canbe
further reduced by press or die enclosures.
*
Foundation:The constant pounding of the
pressesnot only vibrates thefloor, butcan
also compactthe soil underne aththe floor,
cracking thefloor, andpossibly“sink”the
press. Therefore,separatefoundationblocks
arerecomme nded under heaviermechan-
ical andair presses. Thesefoundation blocks
solidly support thepress anddonot transfer
vibratio ntothe floor from whichtheyare
separatedbyelastic insulation.
Thesizeofthe foundationblockdepends
on thecapacity, type, bedsize(foot print)of
thepress,and thesoilcondition. Although
some pr esssuppliersprovide guidelines for
pressfoundation(Figure 3.4), theactualsize
of thefoundation hastobeestablished by the
contractor whomusttakethe localsoil
conditions into consideration.
If thebottomofthe pressbaseisbelow floor level(in apit), then sufficient gapshould be provided
around thepress formaintenance,repair, andpartreplacement (Figure3.5).For safety, this gapis
coveredwith platesorgrates.
recommended not recommended
t
FIGURE 3.3 Rake in the punch and staggered punches
reducethe force, noise, and vibration.
foundation bolts
elastic seal
plant floor
foundation block
FIGURE 3.4 Typical press foundation.
FIGURE 3.5 Presses installed in apit should haveenough space around them for maintenance, repair,orpart
replacement.
Presses and Die Accelerators 3 -5

3.2 Mechanical Presses
3.2.1 Four-Post Undercrank Presses
Anytypeofmechanical press can be incorporated into arollforming line. Product manufacturers
occasionally use OBI, straight-side, or other standard presses available in the plant. In some cases, press
brakes are employed to prepunch long patterns. However,these types of presses are usually expensive and
frequently too slow for the line.
The roll forming industryhas developed their own less expensive presses which are better suited for
the application. Most of these mechanical presses are four-pillar,intermittently fired, undercrank presses.
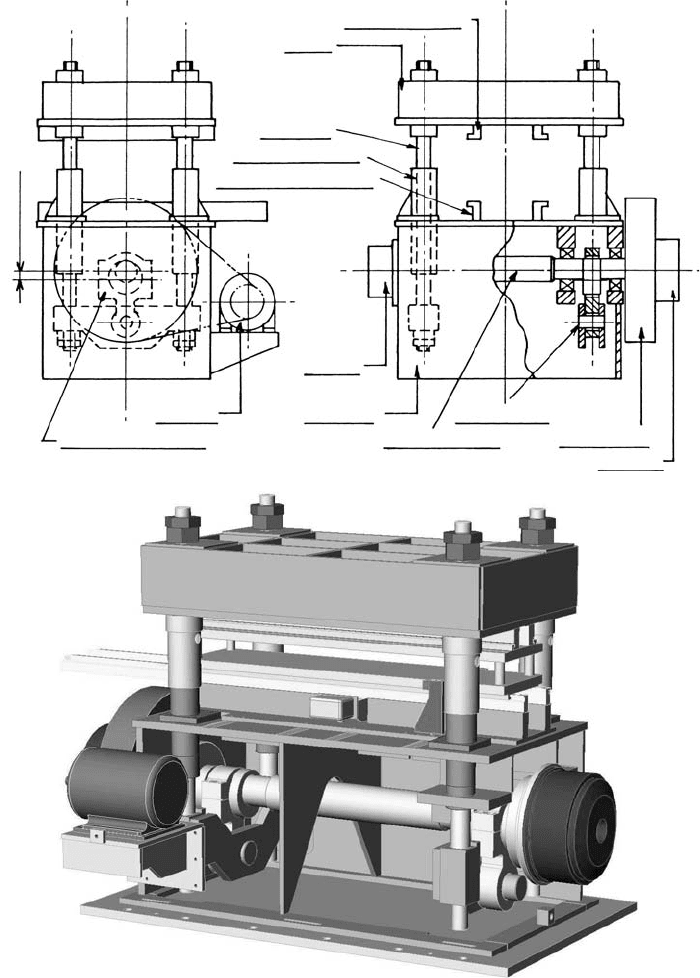
Atypical four-pillar undercrank presses are shown in Figure3.6a,b.Amotor drives aflywheel, which
through aclutch rotates the crankshaft fitted into the base. Through twoconnecting rods, the crankshaft
moves the two cross-heads attached to the posts up and down.
Abrake is used to stop the rotation of the crankshaft at top dead center (TDC), which is the highest
location of the ram. The eccentricity of the crankshaft determines the stroke. The clutch/brakesystem
limits the maximum number of strokes per minutes. An average small press (20 to 40 ton) maybe
capable of operating at 50 to 60 strokes/min, amidsize press (60 to 150 ton) 30 to 40 strokes/min, and
a200 to 300 ton press 25 to 30 strokes/min.
Small capacitypresses (5 to 10 ton) havebeen built with twoposts only,but four-post presses are more
reliable.
3.2.2 Press Capacity
The required nominal capacityofapress is usually established by calculating the forcenecessarytoshear
the product during cutofforneeded for punching.The forces required for embossing,swedging, and
other operations are, in most cases, guessed, or occasionally established by testing.
The theoretical forcerequired to shear apartisequal to the total sheared cross-sectional area
multiplied by the shear strength of the material:
F ¼ L £ t £ S ð 3 : 1 Þ
where
F ¼ force lb (kN)
L ¼ length of shear in. (mm)
t ¼ thickness in. (mm)
S ¼ shear strength psi (MPa)
Forexample, to cut off(shear) a0.040-in. (1.0-mm) thick, 24-in. (610-mm) wide low carbon steel strip,
having ashear strength of 50,000 psi (345 Mpa), the required forceis
F ¼ 24
ð in: Þ
£ 0 : 040
ð in: Þ
£ 50; 000
ð lb/ in:
2
Þ
¼ 48; 000 lb ð 24 t Þ
or in metric:
F ¼ 610
ð mmÞ
£ 1 : 0
ð mmÞ
£ 345
ð MPaÞ
4 1000 ¼ 210 kN
In the case of punching or notching,the total sheared area is multiplied by the shear strength.
Forexample, to punch a0.5-in. (12.7-mm) diameter hole in a0.040-in. (1.0-mm) thick low carbon steel
requires aforceof
F ¼ 0 : 5
ð in: Þ
£
p
£ 0 : 040
ð in: Þ
£ 50; 000
ð lb/ in:
2
Þ
¼ 3140 lb ð 1 : 57 t Þ
Roll Forming Handbook3 -6
or in metric:
F ¼ 12: 7
ð mmÞ
£
p
£ 1 : 0
ð mmÞ
£ 345
ð MPaÞ
4 1000 ¼ 14 kN
Some factors will increase, while others decrease the total force required for shearing.For example, the
pressure required for hold down (blank holder) will increase the total force. Reduced clearance between
THROW
HEAD
TOP DIE RAILS
PILLARS
PILLAR GUIDES
BOTTOM DIE RAILS
BRAKE
CABINET
WRIST PIN
CRANK SHAFT
FLYWHEEL
CLUTCH
MOTOR
CONNECTING ROD
FIGURE 3.6 Typical four-pillar,undercrank, mechanical presses. (Courtesy of Metform International Ltd.)
Presses and Die Accelerators 3 -7
the punch and die (or shear blades) as well as dull and chipped tooling will increase the force. Brake
through during shearing reduces the total force.
The previously mentioned factors, which normally would increase or decrease the total forces, often
balanceeach other.Therefore, aforcecalculated by the above method can be safely used for preliminary
calculation. In budgetarycalculations, for low carbon steel, it is sufficient and safe to multiply the total
sheared/punched cross-section by 30 ksi to obtain the required force in tons, or in the case of metric
calculation, multiplied by 415 MPatoarrive to the capacityinkN.
Forexample,using thepreviousdata: 24
(in.)
£ 0.040
(in.)
£ 30 ¼ 28.8 t(610
mm
£ 1.0
mm
£
415
MPa
4 1000 ¼ 253 kN) is asafe assumption.
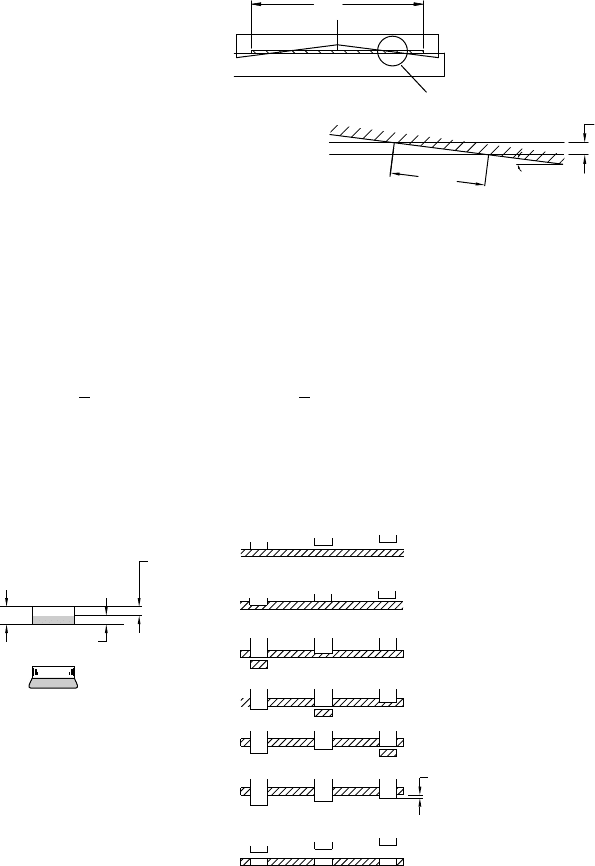
Applying a“rake angle” to the shear blade or to the punches, or staggering the punches will reduce a
maximum force. However,the total energyrequired for the operation will not change because of the
increase in the length of travel.
Forexample,ifthe shearblade of theabove-
mentionedexample wouldbeofa“bow-tie”type,
then havinga2 8 rake angle(Figure 3.7),thenthe
bladeisshearingonly1.14in. (29mm) persideat
anytime. Therefore, theforce willonlybe
2 £ 1 : 14 £ 0 : 040 £ 50; 000
¼ 4584 lb insteadof48 ; 000lb :
However, theblade travel during engagement,
disregarding breakthrough,willincreaseabout
10.5-fold, from 0.040to0.42in. (from1to
10.5 mm).
Staggeredpunches haveasimilar effect. If apunch breakthroughisanticipated at 50% of the metal
thickness (Figure3.8), then following the previous example and assuming that nine punches, each 0.5-in.
(12.7-mm) diameter,are staggeredinthree levels, the required forces will be
F ¼
9
3
£ 3140 lb ¼ 9420 lb F ¼
9
3
£ 14 kN ¼ 42 kN
and the minimum travelwill be
3
ð levelsÞ
£ 0 : 5
ð 50% breakthroughÞ
£ 0 : 040
ð thicknessÞ
¼ 0 : 06 in: ð 1 : 5mm Þþsafety ø 0 : 1in : ð 2 : 5mm Þ
top blade
bottom blade
Enlarged
24''
1.14''
.040''
2˚
FIGURE 3.7 Rake angle reduces the forcebut increases
blade travel.
break
through
break
through
break
through
safety
(extra)
stroke
0.5t
0.5t
FIGURE 3.8 Punches staggered in three levels.
Roll Forming Handbook3 -8
As aresult, if in the above-described punching operation the punches are staggeredinthree levels, then
the maximum forces on the press structure will be only one third of the total forcerequired. However,the
flywheel and the motor must be capable of supplying the full energyrequired for the operation. In
hydraulic presses, the forceapplied by the cylinder can also be reduced to one third of the forcerequired
for nonstaggeredpunches but the pump capacityremains the same because the travelwill be trifold.
The unchanged energyrequirement can be proven by the previous example: 0 : 040 in: travel £ 48; 000 lb:
ø 0 : 42 in: travel £ 4584 lb:
Staggering of punches or applying rake angle on the punches means longer travel. Toolong travel
(stroke) after punching through the material can reduce the punch life.
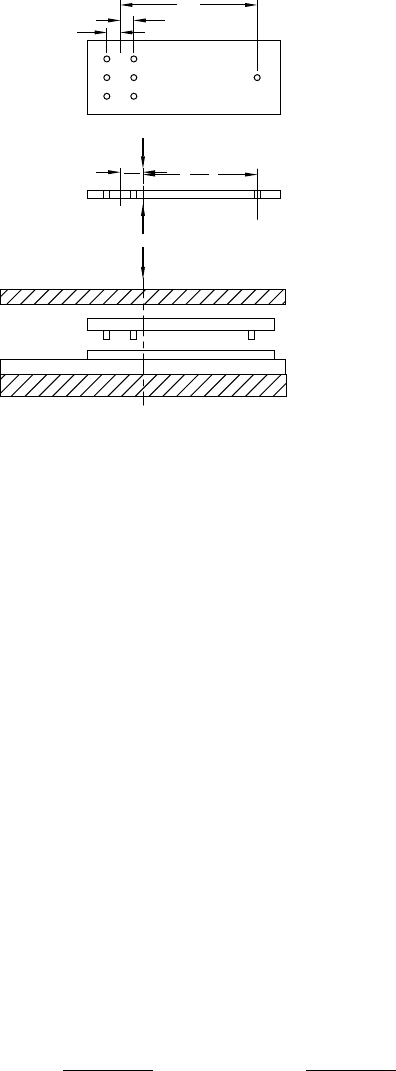
In all press operations, it is important to balancethe forces on the die as closely as possible (Figure3.9).
3.2.3 Force, Energy,Torque, Flywheel, and Motor
The motor and the flywheel provide areasonably constant torque. However,owing to the eccentricityof
the crankshaft, the force extended on the die will be minimum at the midstrokeand theoretically infinite
at bottom of stroke. Mechanical presses developed for roll forming lines having 3to4in. (75 to 100 mm)
stroke are designed to provide their maximum capacity forces at about 0.125 in. (3 mm) above bottom of
stroke.
The work expended during the operation (shearing, punching,embossing,etc.) must be replenished
by the motor.Toavoid sudden increase of load on the motor,the energyrequired for the operation is
provided by the flywheel while it slows down from full speed. The motor replenishes the energyofthe
flywheel by restoringits speed in time beforethe next stroke commences.
The kinetic energystored in aflywheel can be calculated as
E ¼
n
2
£ d
2
£ w
5 : 25 £ 10
9
or in metric : E ¼
n
2
£ d
2
£ w
6 : 8 £ 10
6
ð 3 : 2 Þ
where
E ¼ flywheel energyintons (kJ)
n ¼ revolution per minute of the flywheel
6
6
CENTER OF FORCES
CENTER OF PRESS
BASE
RAM
approximate
position of die
during punching
5bb
a
b
a
FIGURE 3.9 Forces should be balanced in the press during operation.
Presses and Die Accelerators 3 -9
d ¼ mean diameter of the rim (in.) (m)
w ¼ weight of the flywheel rim (lb) (kg)
The aboveequation [415] is based on an approximately 10% slowdown of the flywheel. Althoughinthe
case of single stroke presses, the industrysometimes allows up to 20% slowdown,inflying-die
applications, small slowdown is preferred. If the permitted slowdown is 20% instead of 10%, then the
kinetic flywheel energy E can be doubled.
Because the flywheel energychanges by the square of the rpm ( n ), it is advantageous to rotate it fast.
However,the stresses generated by the centrifugal forces limit the maximum rim speed. The maximum
rim speed of solid cast iron wheel is usually around 6560 ft/min (2000 m/min). The average crankshaft
rpm of amidsize press is around 220 to 250 rpm.
Aclutch and abrake control the intermittent operation. The clutch usually is an air operated, spring
released, friction type, and it can be combined with the air-operated brake.
The flywheel is usually driven by aconstant speed, low (3 to 5%) slip AC induction motor.
3.3 Pneumatic Presses
Small pneumatic presses (up to 2.5 to 3.0 tons, or 11 to 13 kN) are frequently made out of Cframe type
of die holders or similar devices. The forcerequired to punch or shear is provided by an air cylinder,
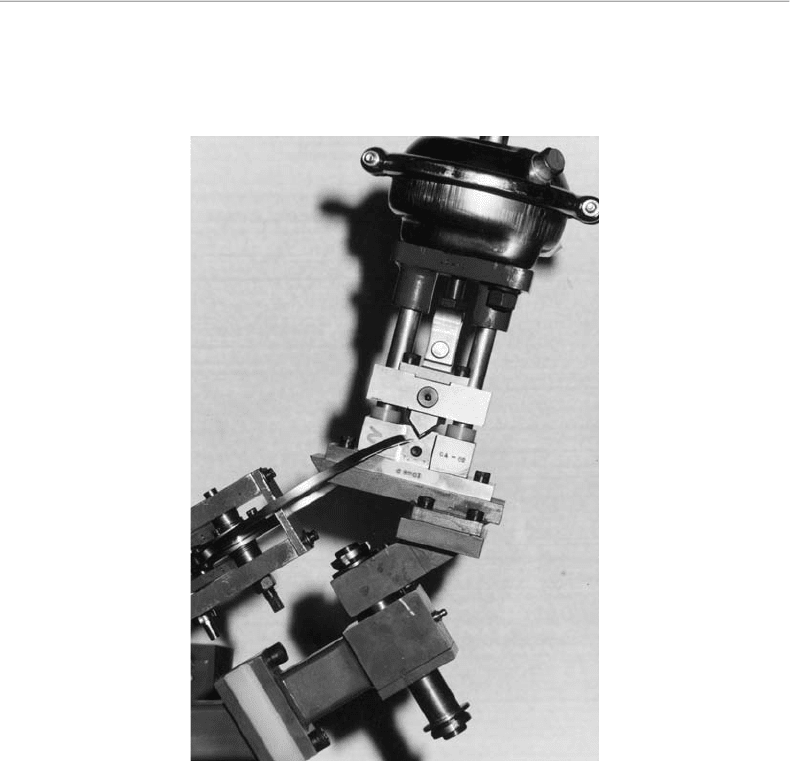
diaphragm air cylinder (Figure3.10), air spring,orother device operated by compressed air.These small
FIGURE 3.10 Small diaphragm cylinder air press cutting curved product. (Courtesy of Delta Engineering,Inc.)
Roll Forming Handbook3 -10

presses are inexpensive and fast. Because of their light weight, they can be used in fly ing applications.
Long patterns are sometimes punched with several such units connected together as a“train.”
In almost all instances, shop (plant) air is used. Although the nominal plant air pressurecan be 100 psi
or more(6.9 bar/0.69 MPa), in press capacity calculations, for practical purposes, amaximum of
70 psi (4.8 bar/0.480 Mpa) is used. The forceexerted by these small presses can be calculated as
shown below:
F ¼ a £ p ð 3 : 3 Þ
where
F ¼ force in lb (kN)
a ¼ area in in.
2
(mm
2
)
p ¼ air pressure in psi (MPa)
Forexample, a4-in. (100-mm) diameter cylinder can provide
F ¼ 4
2
£
p
4 4 £ 70 ¼ 880 lb force
or in metric:
F ¼ 100
2
£
p
4 4 £ 0 : 48 4 1000 ¼ 3 : 8kNforce
A10-in. (250-mm) diameter pneumatic cylinder can provide an approx. 5500 lb force (24.5 kN).
Larger air presses, in the range of 5- to 150-ton capacity,are built by companies specialized in air
presses. These air presses, consisting of three plates (Figure3.11), are usually mounted on afabricated
steel base. The die is mounted on the bottom plate, and the center plate (ram) is pushed down by air
cylinders or by air hoses. The ram is usually lifted back to its home position by springs.
Large capacityair presses require large diameter cylinders to generate the required force;
consequently,their supporting plates must be large. For example, in a100-ton press, the minimum
ram size is about 66 in. (1670 mm) £ 46 in. (1170 mm) £ 3in. (75 mm). Alarge amount of air has to
quickly pass through the valves to actuate the press. Most air presses use oversized, special, quick-
acting valves. To provide the required amount of air for each stroke,presses havetheir own
AIR TANK
RAM
BED
BASE
SCRAP
CHUTE
BOTTOM
DIE RAIL
TOP DIE RAIL
AIRTUBE
VALVES
RAM RETURN
SPRINGS
PILLAR
PILLARS
BUSHINGS
FIGURE 3.11 Typical air press. (Courtesy of Metform International Ltd.)
Presses and Die Accelerators 3 -11