Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

At most facilities, air tanks are installed at the press to assure adequate supply of air to the cylinder.
To improveaccuracy,large diameter hoses/pipes and valvesare used from those tanks into valves and
cylinders. Sharp 908 turns (elbows) are avoided. To adjust the forward and the return die speeds, the flow
control valves are mounted at the cylinder exhaust ports as shown in Figure3.23.
The cylinders normally push the die to utilize the maximum cylinder capacity (without the rod area).
Some manufacturers occasionally install cylinders to pull the dies directly or through chains, cables, or
other devices.
Cushioned end cylinders are preferred to avoid impact at sudden stop at both ends of the stroke. To
further reduce the impact at the home position, urethane (rubber) blocks, or occasionally shock
absorbers are applied.
Air cylinders are also used to engage stops, pick-up pins, engage/disengage (gag) punches, and for
other functions to assist die acceleration.
Return only air cylinders are applied to dies, which havebeen accelerated forward by positive stops,
pick-up pins, or by other unidirectional devices.
3.7.2 Air over Oil
To minimize the change in acceleration and fluctuation in die speed, hydraulic speed-governing systems
are occasionally used. In these cases, the power is still supplied by an air cylinder but ahydraulic flow-
control system makes the die travelmoreuniform. Air over oil types of accelerators provide better
tolerances than the pneumatic cylinders. Accuracy depends on the system supplied by different
manufacturers. Change in the viscosity of the hydraulic fluid and other factors can also influence the
achievable accuracy.
3.7.3 Rack and Pinion
Apinion-gear operated rack, attached to the die, can serve as adie accelerator (Figure3.24). To minimize
or eliminate backlash, either the rack or the pinion gear can be split. The size of the rack, pinion, and the
required torque is calculated from the powerrequired to accelerate the die within given time and
distance.
The pinion gear is usually driven by aDCmotor or occasionally by the mill.
In the case of the older style mill-driven rack and pinion system, the mill drive shaft going to the last
forming stand is extended. From this stub shaft, apower transmission (belt or gears), an adjustable speed
reducer and aclutch rotate the pinion, which will move the die forward. The speed reducer is used to
adjust the speed of the die accelerator to match the speed of the product. When the mill (and the
FIGURE 3.24 Rack and pinion die accelerator.(Courtesy of Metform International Ltd.)
Roll Forming Handbook3 -22
product) speed is changed, the speed of the die accelerator is also changed automatically.However,the
speed of the product depends not only on the shaft rpm, but also on the pitch diameters of the rollsand
other factors. The operators should, but in most cases do not adjust the speed selector to match the speed
when the roll sets are changed.
In the case of mill-driven rack and pinion die accelerators, the pinion is rotated in one direction only.
The clutch is disengaged when the operation is completed and the die is stopped and returned to the
home position by an air cylinder.
The most versatile die accelerator is the DC motor.Verygood accuracy can be achievedbyusing
aclosed-loop system. In this case, one encoder measures the speed of the strip and its location, and the
other one measures the location of the tool in the flying die. When the first encoder gives asignal, the die
accelerates, overtakes the strip,and slows down to match the speed of the strip at the right location.
When the position is correct, asignal is given to engage the press. During this time, the die is accelerated
from zero to full speed within 4to8in. (100 to 200 mm) of travel. The length of the total die travelis
influencedbythe weight of the die, the speed of the strip,typeofthe press, and the size of the DC die
accelerator motor.
The heavier the die and the higher the speed are, the larger the motor that is required. The increased
inertia of the larger motor and drivetrain can significantly contribute to the torque requirements.
However,DCmotor-driven rack and pinion drives are known to accelerate a16,000 lb (71 kN) die to
60 ft/min (18 m/min) at every6sec.
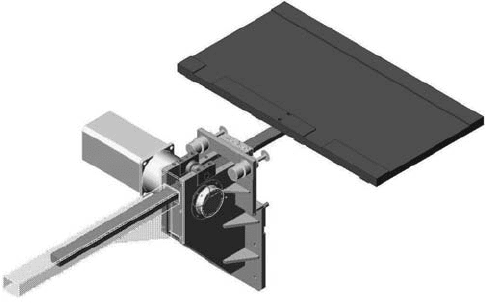
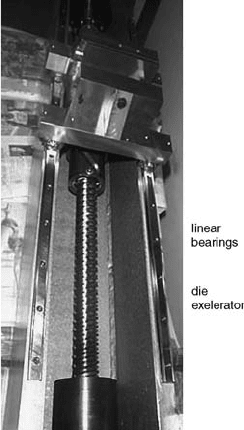
3.7.4 Ball Screw
Instead of rack and pinion, aball screw can accelerate the die. Because of its simplicity, it is often used to
accelerate and return small dies. The screw can be located under the die (Figure3.25). In the case of larger
dies and hig her speeds with long travels, the buckling strength of the screw can be the restrictingfactor.
3.7.5 Cam
Cam types of die accelerators are simple, inexpensive,and can provide surprisingly good accuracy. It is
usually applicable to smaller dies only.
In this type of accelerator,acam is fastened to the
die and acam roller or other device is mounted on
the ram. When the sensing device gives asignal, the
ram moves down, the roller hits the cam, which kicks
the die forward (Figure3.26). After the ram startsto
move up and the tool disengages from the material,
the springs or other device will pull the die back to its
home position.
If the vertically traveling roller attached to the
ram hits astraight cam, then in principle, it will
starttomovethe die instantly in the horizontal
direction. The impact can be reduced and the die
speed better controlled by changing the cam for
gradual acceleration (Figure3.27). Awell-designed
cam accelerator can achieve ^ 0.030 in. (0.75 mm)
toleranceatmedium speeds.
3.7.6 Strip/Product
Flying dies are often accelerated and moved by
the product. The die can be movedbythe tool
FIGURE 3.25 Ball screw die accelerator.
Presses and Die Accelerators 3 -23

engaged into the material, by friction, by inserting apin or stop into aprepunched or notched hole, or be
pulled by the previously cut end. Sometimes, acombination of the abovemethods is used:
*
Asturdy punch entering into the moving strip can accelerate the die from zerotofull speed
without damaging the tool or the strip.
*
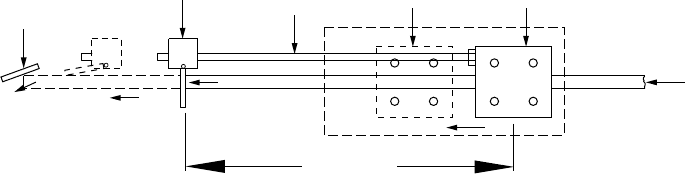
Positivestop is averyfrequently used die accelerating method. After each cut, the end of the
product exits from the cutoffdie and travels at the forming speed towards astop.This stop is
rigidly attached to the cutoffdie by arod (Figure 3.28). When the end of the product hits the stop,
it moves the stop forward with the die attached to it. The moving die triggers the press.
After cutting,the stop is moved or rotated away from the product. The product slips out and the
stop with the die is returned to the home position.
There are about as manydifferent designs as manypositive stops. All havearigid stop,asturdy
arm, amechanically,pneumatically,orelectrically actuated release mechanism, and an adjustable
connection to the die.
In all cases, the strip or finished products must overcome the inertia and the friction to accelerate the die
from zero to the strip speed. Different methods must be used to overcome problems if the engaged
BASE
HEAD
returnspring
or cylinder
FIGURE 3.26 Schematic representation of the cam-typedie accelerator.
traditional
impact acceleration
(a) (b)
improved
gradual acceleration
faster
slower
FIGURE 3.27 Improved cam design reduces impact and accelerating forces.
Roll Forming Handbook3 -24
punching tool is too weak, or the pin entering into the prenotched hole is too small, the strip is too thin,
the die weight is too high, or the rollforming speed is too high.
In some cases, apneumatically operated “grab pad” can be attached to the die. When the grab is
pressed against the strip,then it starts to movethe die, even beforethe punch enters into the strip.
The grab can be disengaged just beforeoratthe time of removing the punches from the strip.
Because the distancebetween the stop and the die is fixed, these methods provide good tolerances at a
relatively low price.
Another waytoovercome the die accelerating problems is to use adifferential valve. The valve applies
just enoughpressuretothe forwarding side of the die return cylinder to compensate for the friction. This
pressure almost moves the die forward and makes it easier for the product to move the die when it hits
the stop.Alarger pressurecan be used to the return side of the cylinder to move the die quickly back to
the home position.
Another possibilityistouse the die return cylinder or other shortstroke cylinders to kick-out and
starttomovethe die just before the producthits the stop.The impact between the product and the
already moving die will be much less than hitting the stop of astanding die. In some cases, by using
this kick-out method, it is possible to increase the roll forming speed restrictedbybuckling by 100 to
200%.
3.7.7 Pick-Up
This method is similar to the positive stop,but the die is pulled by apin or other device entering into
aprepunched hole or prenotched opening.Inthese cases, the product length toleranceisestablished by
the accuracyofprepunching.
Pick up is afrequently used method when prenotching is required for postcutting.The previously
mentioned restrictions (speed, die weight, pick-up pin, size, etc.) also apply to this method. To overcome
these restrictions, akick-out springs or apneumatic cylinder die accelerator can be used.
3.7.8 MiscellaneousApplicationsofDie Accelerators
Die accelerators are also required for other cutting methods such as cutting the product with saws or heat.
Sawand friction-sawcutting requireagood speed match between the product and the sawcarriage to
avoid blade breakage. Frequently,this can be achieved by using grabs or other pneumatically operated
clamps attached to the flying carriage. Small, complex, miter-cut aluminum sections, and foam-insulated
panels are frequently cut with saws.
It is morecomplicated to obtain synchronized speed withthe sawwhen the product is not only
traveling forward, but also rotating.This helical motion happens when corrugated spiral culvert and
other pipes are roll formed (Figure 4.106).
Home
position
Cutting
position
Adjustable length
connecting rod
Cut part
deflector
Die
Positive
stop
Press
Part
cut length
FIGURE 3.28 Positive stop die accelerator.
Presses and Die Accelerators 3 -25
3.7.9 Die Return Springs
Dies moved forward by the strip,finished product, cam or other methods are frequently returned to their
home positions by springs. Choosing the springs is critical. They should havethe sufficient strength to
return the die quickly without exerting too much forceagainst the accelerating device,and havejust
enoughforceatthe home position to ensure that the die does not bounce away from the home position
stops. Therefore, the die return springs are usually long.
Very rarely,rubber bands are used to pull back the dies.
Further Reading
[164] Howtolevelapress for longer life and better performance, MetalForming,November 6–69,
1991.
[165] Murphy,W.P.1985.Quick die-change lifter systems. FABTECH ConferenceProceeding ,
September.
[166] Au,B., Preventing leaks in hydraulic stamping processes, Stamp.J. ,September/October,1997.
[167] Klein, A., Hydraulic presses move to higher production rates, Form.Fabricating,April,18–26,
1998.
[168] Dobbins, D.B.,Aninsidelookatprecision high-speed presses, MetalForming ,August, 23–33, 1991.
[169] Dobbins, D.B.,Precision high-speed presses —special considerations, MetalForming,September,
33–41, 1991.
[170] Dobbins, D.B., Hydraulic presses and their applications, MetalForming,October,31–40, 1991.
[171] Dobbins, D.B., Hydraulic metalworking presses: equipment choices, MetalForming,November,
49–63, 1991.
[172] Mankert,M., Advances extend flexibilityofthe modern hydraulic press, MetalForming,January,
36–40, 1997.
[173] Robbins, T.,Evaluate press performance, MetalForming,January/April, 1995.
[174] Dobbins, D.,Sizing up mechanical gap grame presses, MetalForming,Januar y, 21–42, 1991.
[175] VanDoorn, T. 1987. Application of presses in roll forming lines. SME Improved Roll Forming
Operations Conference,June 23–25, Toronto,Canada, MF87-499.
[176] McGinnis, J.M., The servo controlled flying cut-offreduces scrap and downtime, Fabricator,2,
April, 21–24, ,1982.
[177] Kelley,R., Air actuated clutch/brakes, Des. Eng.,February, 16–18, 1991.
[178] Young,S.E., Press isolators: their function and effectiveness, Met. Stamp. ,February, 1980.
[179] Leighton, D.R. 1987. Die change systems for increased press uptime. FABTECH Conference,
September 28–October 1, Chicago,IL, MF87-603.
[180] Crainich, L., Pre-maturewear of punches, MetalForming,March, 81, 1997.
[181] Crainich, L., Slug return problems, MetalForming,September,70–71, 1991.
[184] Tooling Technology, Safe productive die clamping, MetalForming,July,66–69,1999.
[217] Hogse, E., Understanding digitally controlled die accelerators for rollformed sections, Fabricator,
November/December,13–17, 1977.
[218]McGinnis, J.,The digital, electro-hydraulicservocontr olledflyingCcutoff, FMA, PaperNo. F-1960.
[221] Botting,D., Monitoring roll forming and tube mill cutoff, Fabricator,April, 22–25, 1997.
[222] Allman, R., Open loop flying die punch and cutoffpresses: improving performancewith
microprocessors, Fabricator,March, 16–18, 1990.
[416] Wick, C., Benedict, J.,and Veilleux, R., Tooling and Manufacturing Engineering Handbook—
Vol.2, Forming.SME, 1989.
[423] Cam TechnologyAdvances RotaryPunch/Shear Capabilities, Mod. Met.,August, 23–25, 2002.
Roll Forming Handbook3 -26

4
SecondaryOperations in
the Roll Forming Line
GeorgeT.Halmos
Delta Engineering Inc.
4.1 SecondaryOperations ....................................................... 4 -2
4.2 Straightening ...................................................................... 4 -3
Need for Straightening
†
Basic Rules of Straightening
†
Straightening Rolls
†
Straightening Blocks
†
Combination of Straightening Rolls and Blocks
†
Straightening Units
†
Special Straighteners
4.3 Tight or Loose Line: Cutting Before, In-Between,
or After Roll Forming ....................................................... 4 -9
General
†
Precutting before Forming
†
Cutting to
Length between Roll Forming Passes (or between
Two Lines)
†
SecondaryOperation in the Line after
Postcutting
†
Tight Lines
†
Loose Line (“Free Loop”
in and “Free Loop” out)
†
Punching in Loose Line
†
Loop before and after the Press
†
Stop-and-Go Line
4.4 Location of the SecondaryOperations ............................ 4 -14
4.5 Stationaryand Flying Dies ................................................ 4 -14
Stationary Dies
†
Flying Dies
4.6 Punching, Perforating,Notching,and Mitering ............. 4 -16
Definition
†
Punching
†
Perforating
†
Notching
†
Mitering
4.7 Piercing and Partial Punching .......................................... 4 -19
Piercing
†
Partial Punching
4.8 Flanging,Louvering, and Lancing .................................... 4 -20
Hole Flanging and Dimpling
†
Louvering
†
Lancing
4.9 Embossing and Drawing ................................................... 4 -20
Embossing
†
Drawing
4.10 Bending ............................................................................... 4 -22
Bending by Secondary Roll Forming
†
CutoffDie
Bending
†
Wing Bending
†
Wing Bending
Double Bends
†
Wiping
†
Wiping with Rolls
†
Complex Benders
4.11 Curving (Sweeping) ........................................................... 4 -24
General
†
Correlation between Design for Loading and
Curving of Roll Formed Products
†
Minimum Curving
Radius
†
Curving Precut Parts Separately
†
Curving in
Roll Forming Mill with Rolls
†
Curving Asymmetrical
Sections
†
Curving by ControlledBuckling
†
Spiral
Forming
†
Curving with Shoes or Plugs
†
The Effect
of Roll Forming on Curving
†
Effects of Cutouts and
Dimples
†
Alignment and Adjustments of Curving Tools
†
4 -1

Controlling Radius and Curving to Variable
Radii
†
Cutting to Length after Curving
†
Tool
Material and Lubrication
†
Curving by Reducing
the Thickness of Material
4.12 Marking .............................................................................. 4 -46
4.13 Swedging (OffSetting) ...................................................... 4 -46
4.14 RotaryDies ......................................................................... 4 -46
Rotary Dies and Stands
†
Rotary Punching
†
Embossing
†
Louvering and Lancing
†
Grooving,
Coining, and Knurling
†
Slitting and Expanding
4.15 Mechanical Joining of Different Strips or Parts.............. 4 -56
Lock Seam
†
Pinching
†
Lancing
†
Roll Forming
†
Snap-In
†
Stapling
†
Clinching
†
Riveting
4.16 Adhesive Bonding .............................................................. 4 -60
4.17 Soldering and Brazing ....................................................... 4 -60
4.18 Resistance Welding ............................................................ 4 -60
Spot Welding
†
Seam Welding
†
Other Welding Methods
4.19 Painting ............................................................................... 4 -62
4.20 Foaming .............................................................................. 4 -62
4.21 Packaging ............................................................................ 4 -62
References ....................................................................................... 4 -62
4.1 SecondaryOperations
Some products can be applied “asroll formed,”but asignificant percentage requires additional
operations such as punching,notching,cur ving,welding, or others. If these operations are made
separately,then the product will havetobehandled manytimes; it may havetobemoved to the
storage from time to time, stored, retrieved from storage, loaded into the machine performing the next
operation, then removed again, and finally packed. Completing the secondaryoperations in this way
is time consuming; it requires additional space, and involves aconsiderable amount of material handling,
loading,and unloading. It is thereforelabor-intensiveand the cost of the in-process inventorywill be
high. The highly productive rollforming line is anatural place to incorporate the secondaryoperations
whenevertechnologies permit and quantityjustifies it.
Listed below are the typical secondaryoperations frequently incorporated in the roll forming lines:
*
Punching
*
Perforating
*
Flanging
*
Notching
*
Lancing
*
Stitching
*
Louvering
*
Hole flanging
*
Piercing
*
Partial punching
*
Mitering
*
Slitting
*
Expanding
*
Cutting
–before roll forming
–in-between roll forming
–after rollforming
*
Embossing
*
Bending
*
Straightening,Curving (Sweeping)
*
Marking
*
Coining
–Serrating
–Knurling
Roll Forming Handbook4 -2
4.2 Straightening
4.2.1 Need for Straightening
One basic rule of the roll forming process is to bend the starting flat strip in astraight line, in the
longitudinal direction. However,the stresses created by the forming,compounded with the residual
stresses in the starting material, frequently forcethe product to deviate from astraight line. The most
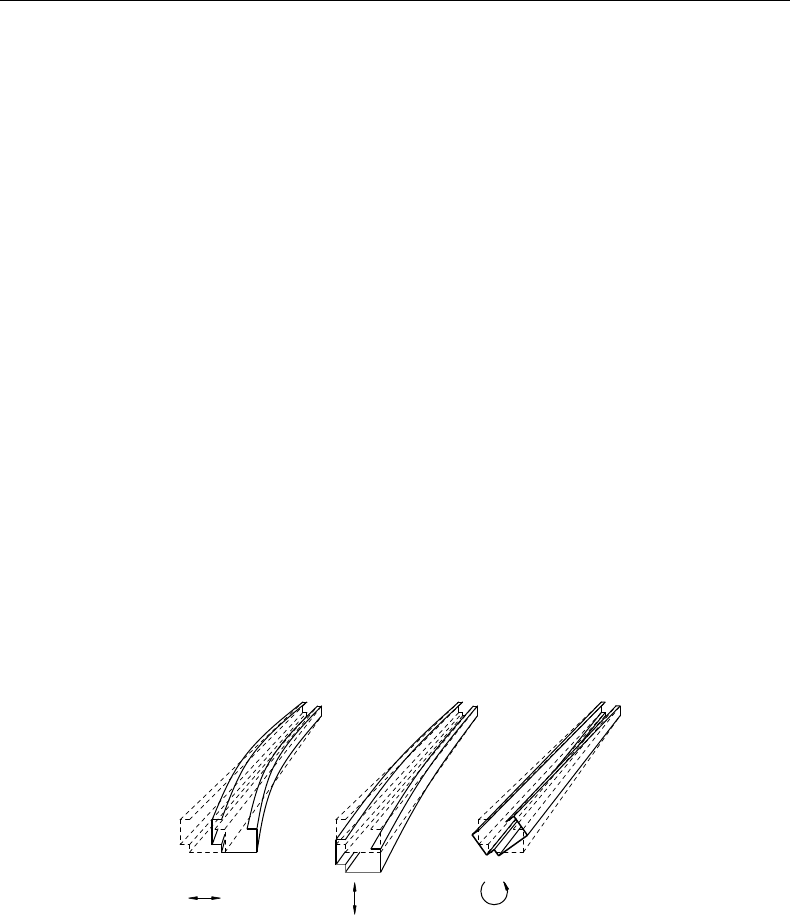
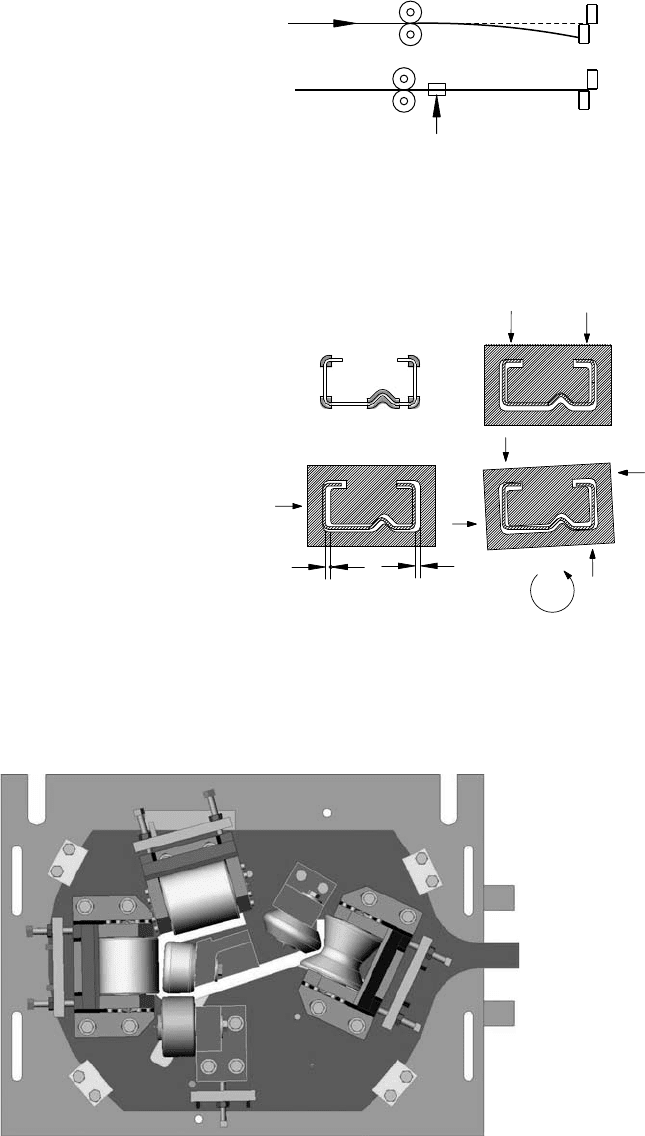
frequently used terms to describe the deviations after they exit from the last pass (see Figure4.1) are:
*
Camber —inthe horizontal direction
*
Bow—inthe vertical direction
*
Twist—shaped in aspiral form
To correct these problems, straighteners are used at the exit end of most rollforming mills.
These straighteners, which correct the deviation from straightness of the roll formed products, should
not be confused with the flatteners. Flatteners are used, when needed, to flatten the strip ahead of the
roll former.
Wide building panel sections withmanystraight bend lines usually do not requirestraightener.
The residual stresses in the end-products are also creating deviations from flatness, such as edge
waviness, center waviness, ripples, and herringbone effects (Figure 10.38h– ‘ ). However,straighteners
cannot remove these deviations from flatness from the product.
4.2.2 Basic Rules of Straightening
The straightener is forming the product with acamber (curved in the horizontal direction) or with abow
(curvedinthe vertical direction) with enoughpressuretocreate apermanent deformation in the
opposite direction of the deviation. If the deformation in the opposite direction is correct, then after
springback, the product will be straight (Figure4.2).
If the product has atwist in one direction, then the straightener must rotate it in the opposite direction
beyond the yield limit to create apermanent deformation. If the angle of the correcting rotation is right,
then after springback the product will exit straight without twist.
CAMBER TWISTBOW
FIGURE 4.1 Deviations from straightness.
*
Swedging
*
Mechanical joining of different strips
or materials
*
Soldering,brazing
*
Arcorother types of welding
*
Resistance welding
*
Adhesive bonding
*
Painting
*
Caulking
*
Foaming
*
Packaging
Secondary Operations in the Roll Forming Line 4 -3
Bendingortwistingisusually corrected
between the last pass rolland the cutoffdie. If
the last pass is not supporting the product
sufficiently,then the full cross-sectionhas to be
supported at the entryside of the straightener.
When an asymmetrical section is straightened,
the straightening may inducetwist. In this case,
acombination of bending and twisting in the
opposite directions is required.
The straightening of the product does not
requireanall-around contactbetween the
straightener and the product surface.However,
it is important that the straightener should be in
contact with the product at and around the bend
lines(Figure 4.3).Toavoiddeforming the
product, the radius on the straightener should
match the bending radius of the product.
During straightening,the product is either
pushed up or down, or either left or right.
Therefore, straighteners can fit rather loosely on
the product. Agap between the straightener and
the top and bottom, left and right surfacescan be
0.010 to 0.050 in (0.25 to 1.25 mm). If correction
of twisting is anticipated, then the gap can be
reduced.
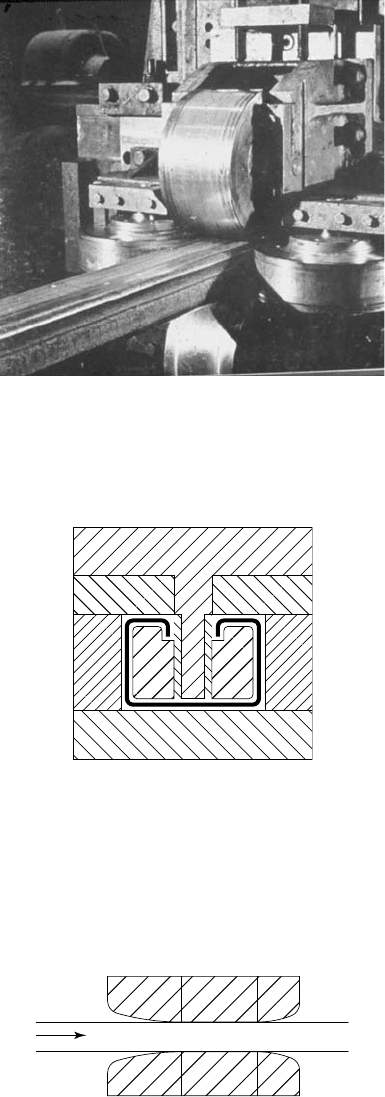
4.2.3 Straightening Rolls
Rolls arethe simplest and longest-lasting
straightening tools. They can be best applied
if they can reach into the bend lines (corners).
Atypical application is shown in Figure4.4.
b
STRAIGHTENER
a
LAST PASS
CUT OFF DIE
FIGURE 4.2 Straightener forces the product opposite to
its deformation.
gap
gap
FIGURE 4.3 Straightener block should be in contact
with the strongest parts of the product (bend lines).
FIGURE 4.4 Heavy section straightener with rolls. (Courtesy of Metform International Ltd.)
Roll Forming Handbook4 -4
Straighteningrolls (called“Turksheads”)
envelopingaproduct are also used by the tube
industryasshown in Figure4.5.
Tool material for the straightening rollsis
usually the same as used for the forming rolls.
Straightening rolls are usually not driven.
4.2.4 Straightening Blocks
Blocks are the most frequently used straightening
tools. The blocks envelop the section and can
reachinto the bend lines (Figure 4.6).
Straightening blocks are usually made from
twoormoresegments to facilitate machining
adjustment, replacement of worn parts, and
dismantling if required. Alarge entryopening
(fish-mouth) is necessarytoguide the leading
end of theproduct gently into theblock
(Figure4.7) and to provide asmooth travelof
the product into the straightener even at extreme
positions (Figure 4.8). Asimilar but usually
smaller fish-mouth is required at the exit end of
the block. In most cases, an approximately 2-in.
(50-mm) long blockissufficient formost
products but the large and thick section may
requirelonger blocks.
AMPCO or equivalent bronze is the most
frequently used material for the blocks. AMPCO
18 has agood wear resistance. Higher numbers
(e.g., AMPCO 21) have better wear resistance but
are moredifficult to machine. Lowernumbers
may also wear too quickly.
Thin material with anonabrasivesurface such
as prepainted aluminum, maybestraightened
with plastic (nylon, teflon, or other) blocks.
However,plastic is more vulnerable to scratches
by the burr created at punching or notching.
Forshorttest runs, well-lubricated hardwood
block can suffice.
The blocks, supported by the straightening
unit, must havesufficient strength to forcethe
product up or down,sideways, and/or twist it.
4.2.5 CombinationofStraightening
Rolls and Blocks
In afew cases, the rolls and blocks are combined
to achievethe optimum result. The blocks are
added to locations which cannot be reached by
the main straightening rolls.
FIGURE 4.5 Turks-head straightener.
ALTERNATIVE 1
FIGURE 4.6 Straightenerblock made from several
sections.
entry
section
straightening
section
exit
section
FIGURE 4.7 Straightener block should havelarge fish-
mouth entryside.
Secondary Operations in the Roll Forming Line 4 -5