Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

4.11.2 Correlation between Design
for Loading and Curving of Roll
Formed Products
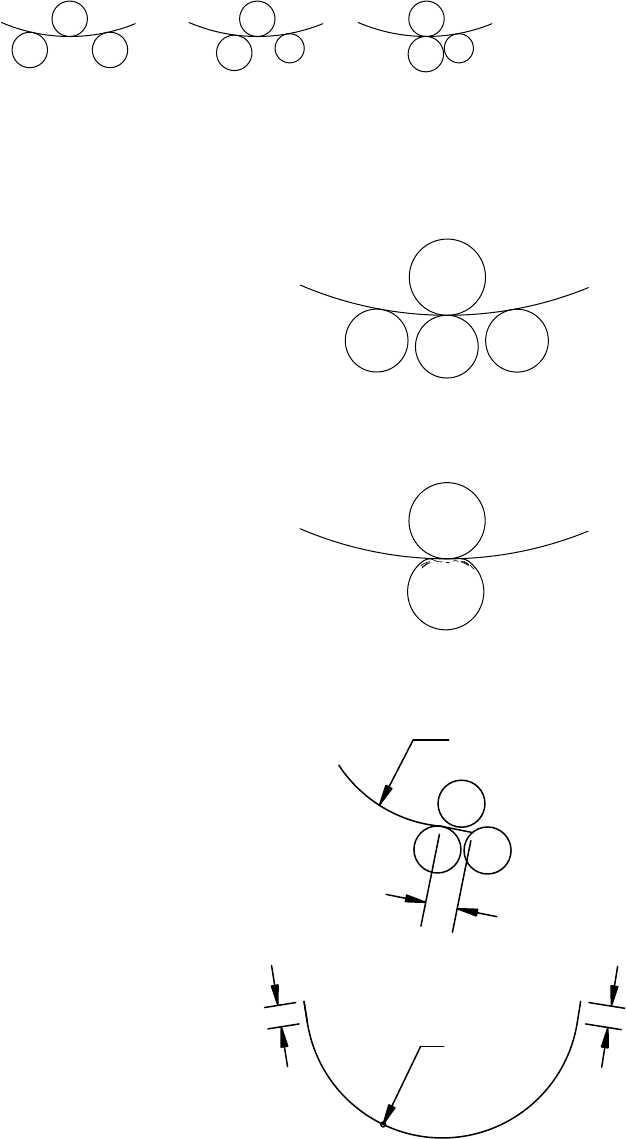
During curving, the stresses must exceed the yield
stress to create permanent deformation. When
curving is made with rolls, the area of load is
concentrated in aline (Figure4.57). This creates
very highconcentrated loads, but curving must
be achievedwithout local buckling,web cripp-
ling,twisting,orother imperfections. Curving
products with holes, notches, and dimples is even
moredifficult and complex.
To create apermanent curvature, the product
must be stressed beyond yield point, into the
plastic range. The inside partofthe section, more
or less between the neutral axis and the center of
curving radius, will be permanently shortened
bend
bend
(a) (b) (c)
(d) (e) (f)
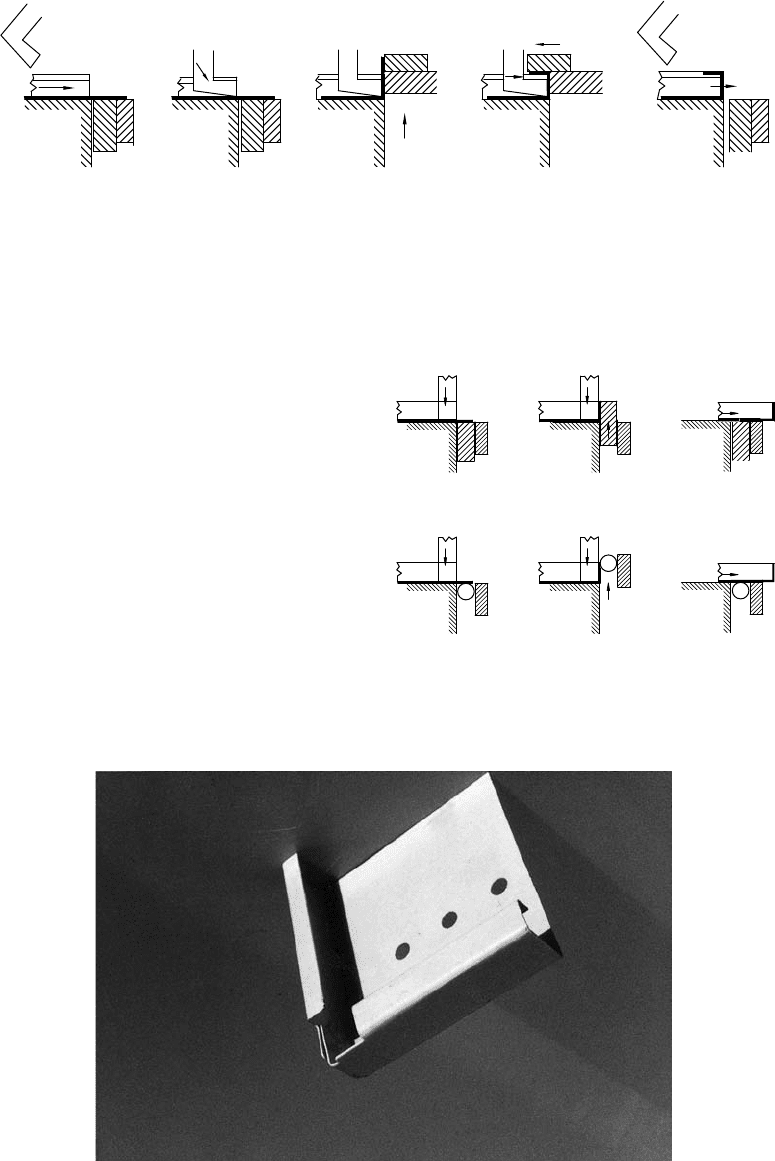
FIGURE 4.53 Sequence of wiping 908 bends across the
partwith blocks (a, b, and c) or rolls (e, f, and g).
(a) (b) (c) (d) (e)
clamp
wipe up
FIGURE 4.52 Wing bending two 908 bend across the part.
FIGURE 4.54 Complex corner bends for shelving.
Roll Forming Handbook4 -26
(compressed) and the outside partofthe section
will be permanently elongated (stretched). As
the material content does not change, the com-
pressed partofthe section will become thicker,
and the stretched, outside par twill become
thinner(Figure4.58).The refore,the cross-
section deforms and the neutral axis moves
closer to the inside during curving as aresult of
stresses developed in the thicker and thinner
sections. This effect is described in alater partof
this section. The friction between curving dies
and products, the stiffness of product, and the
behavior of material will also contribute to the
change in the position of neutral axis.
In the case of sections asymmetrical to the
curvingplane, twist will also de velop
(Figure4.59). The stretched, outside partofthe
section usually presents fewer problems. Stresses
seldom exceed the ultimate tensile stress because
the partispushed and pressed throughthe
curving die, unless the punched holes and notches
significantly reducethe cross-section of the out-
side section. The limiting factors to curve product
to asmaller radius will usually be the buckling of
the inside part(Figure4.57band Figure4.60), the
crippling of the web,the twisting of the section, or
other product deformation.
The roll geometry(diameter,position, and
distanceofrolls) will also haveaneffect on
buckling.This effect will be discussed in alater
partofthis section.
Anotherrestriction on curvingisweb crippling.
An analogue with theIbeamexplainsweb
crippling. Thestrengthofasection(assuming the
same cross-section area)will be increased by
increasing thedistanceofthe material from the
neutralaxis(Figure 4.61). Thedistancecannotbe
increasedtoinfinity sinceoveracertain limitthe
webwillbetoo thin andwillcrippleunderthe load.
Figure4.62 shows some examples of web
crippling and section deformation under con-
centrated forces. Inclined forces created by a
deformed web mayinduce additional flange
crippling.Thiseffectmakes any attemptto
calculate stresses even morecomplex.
The effect of other factors on curving, such as
stiffeners, type of corrugation, bending radius of
thesection,holes,cutouts,closed sections,
section asymmetricity, physical properties of
the material, lubrication, and bending equip-
ment will be mentioned later in this section.
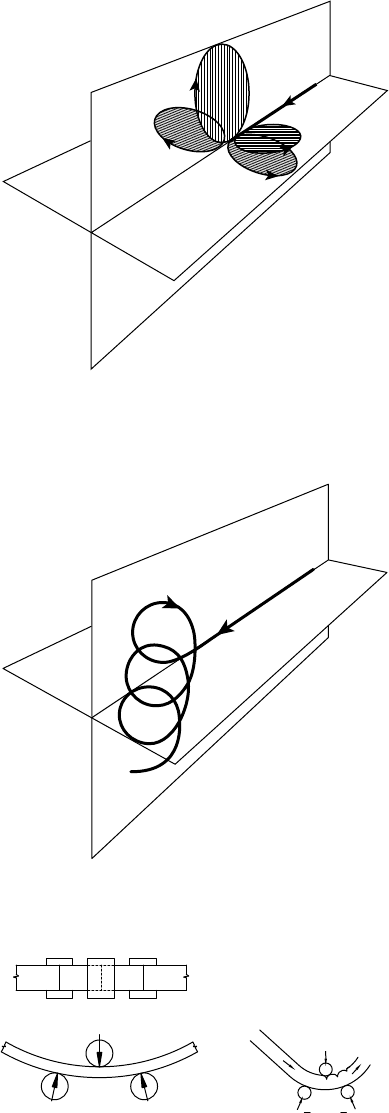
FIGURE 4.55 Curving is in one plane.
FIGURE 4.56 Spiraling.
(b)
P
2
P
2
P
(a)
FIGURE 4.57 Curving with rolls create concentrated
load at the contact line.
Secondary Operations in the Roll Forming Line 4 -27
4.11.3 Minimum Curving Radius
The minimum radius of acurvedproduct is
limited by the physical characteristics of the
material (yield an dult imate strength,
elongation, work hardening),the compression
stiffness of the section (resistance against buck-
ling while pushed into the curving tools by the
roll former) the shape, the height to thickness
ratio,and sensitivity to surface marks. Conse-
quently,the smallest curving radius usually can
be established only by tests, after the curving
tooling is completed.
When arectangular,flat bariscurved
edgewise (Figure4.63), then theoretically the
neutral axis remains in the middle of the sec-
tion; the compression stresses at the inside
fiber are equal to the tension stresses at the
outside fiber.Inreality, the compression of
the inner fiber thickens the material, while the
outside fiber is getting thinner.Therefore, the
true stress at the inside will be smaller and at
the outside larger.The larger outside stresses
will elongate the material more and makeit
even thinner.Atthe same time, the thicker
inside fiber thetruestresses canactually
decrease,thusstoppingfurther change in
thickness.
As an effect of these changes, created by the
true stresses, the neutral axis is gradually moving
towards the inside. This hypothetical phenom-
enon is similar to the moving of the neutral axis
in the direction of the bending radius during
brake and roll forming.
=
t
0
t
t
i
t
i
t
0
l
i
l
0
l
n
l
i
l
0
L
actual
theoretical
t
t
FIGURE 4.58 The inside of the curved partisthicker, and
the outside is thinner.
R R
R
R
R
RR
R
R
R
symmetrical
asymmetrical
FIGURE 4.59 Section asymmetrical to the curving plane will develop atwist.
FIGURE 4.60 Buckling of the inside of the curvedpart.
weakest strongest web buckles
FIGURE 4.61 Webbuckling of Ibeam.
Roll Forming Handbook4 -28
The theoretical strain of the outside fiber
during curving (Figure 4.64)is
D
0
£ p 2 D
n
£ p ¼ p ð D
0
2 D
n
Þ
D
0
2 D
n
¼ h
Total elongation ¼ p h
Percentage elongation e ¼
p h
D
n
p
£ 100
¼
h
D
n
£ 100%
ð 4 : 1 Þ
In other words, the theoretical elongation of the
outside fiber equals to the ratio of the section
height divided by the radius of neutral axis. Because under actual conditions, the neutral axis is moving
closer to the center of the curving radius, the actual elongation (strain) on the outer fiber is larger than the
theoretically calculated value. On the other hand, the compression from the roll forming mill, pushing
the section through the resistance of the curving tool, marginally increases the compression stress in the
section. This effect is not very significant because the stress created by the pushing is considerably below
the yield stress.
As an example, take a2-in. (50-mm) deep section, made out of 0.030-in. (0.75-mm) thick material,
curved into 11-in. (280-mm) diameter.This results in an approximately 10-in. (25-mm) neutral axis
diameter,creating a(2(10) £ 100 ¼ 20%) theoretical elongation in the outer fiber and 40% compression in
the inner fiber.Toachieve this, the outside fiber must be exposed to permanent elongation of over 20%,
without necking (see stress–strain diagram in Figure6.4). At the same time, the inside of the thin section
must be compressed by 20% without wrinkling (buckling). Considering the increased strain on the outside
fiber caused by the movement of the neutral axis towards the center of the curving radius, to curve this deep
section to the specified radius will be extremely difficult, if not impossible.
before
after
RR
R
R
R
FIGURE 4.62 Typical web buckling (crippling) of different cross-section.
R
theoretical and
actual
stress distribution
theoretical actual
position of neutral axis
FIGURE 4.63 Curving rectangular bar edgewise.
D
n
D
1
D
0
h
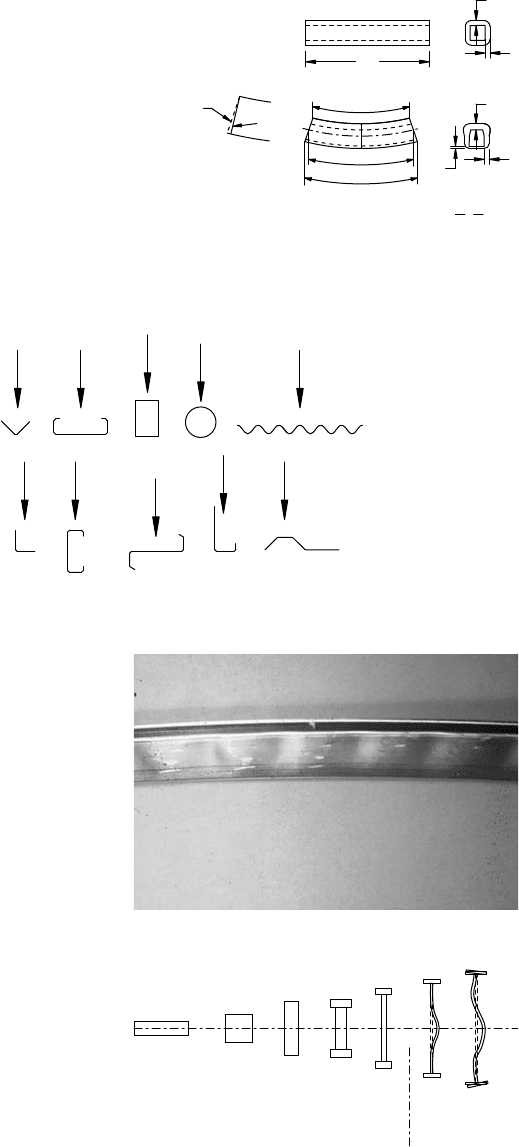
FIGURE4.64 Theoretical approach of calculat ing
stresses in atubular part.
Secondary Operations in the Roll Forming Line 4 -29
4.11.4 Curving Precut Parts
Separately
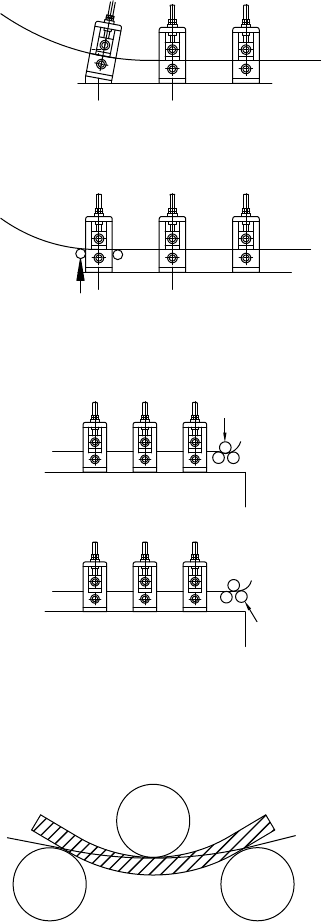
Precut sheets, plates, hot-rolled,orrollformed
sections must be curvedwith driven curving
units. Typical arrangements, wherematerial is
moved by the curving rolls, are the symmetric
or asymmetric pyramidorpinch roll type
three-roll curving (Figure4.65), four-roll units
(Figure4.66), or two-roll curving equipment
with elastic roll (Figure 4.67).
Curving precut parts is labor intensive,and
both the front and the tail end of the cur ved
product remains straight (Figure4.68). The length
of the straight section depends on the geometry
(rolldistanceand roll diameter) of the curving
unit. Curving precutparts with curving shoes is
not practical.
4.11.5 Curving in Roll Forming
Mill with Rolls
In thecase of rollforming,the productis
continuously pushed through the curving tooling
by the roll forming mill. Figure4.69 shows two
possible methods of curving without additional
curving stands.These methods canbeused
for products with relatively large curving radii.
Curving,however, is more frequently carried
out with aseparate three-roll unit attached to the
end of the mill. In case of continuous roll
forming,the cur ving rolls are usually not driven.
To avoid,oratleast minimize, the chances of
productbucklingbetween thelast pass of
forming rolls and the curving tools, the two
units should be located as close to each other as
possible. As an alternative solution, the product
could be supported all around to avoid buckling.
The process of removing the last piece(end of
coil) from anondriven curving units must be
considered at the design stage.
FIGURE 4.66 Four-rollcurving unit.
FIGURE 4.67 Curving with elastic (bottom) roll.
asymmetricalsymmetrical pinch roll type
FIGURE 4.65 Three-roll curving units.
R
a
a
R
a
FIGURE 4.68 The front and tail ends of precut parts,
curved in athree-roll curving unit, remain straight.
Roll Forming Handbook4 -30
The application of standard,three-roll, pyramid-
roll curving mechanisms wit hcenter rolladjust-
ment for radius should be avoided. Figure4.70a
shows the incorrect, two-way bending created by
this type of unit. The preferable method is to adjust
curvature with the third roll only (Figure4.70b).
As mentioned before, owing to compression and
curving die pressure, buckling is the most frequent
limiting factor when light-gaugeproductsare
curved. Buckling is influenced by manyfactors.
Improvingthe curving conditions will allow
curving products with considerably smaller radii.
The effect of some of the influencing factors
can be explained by reviewing curving of simple
corrugated panels. The term “minimum curving
radius”refers to the smallest radius to which aroll
formed product can be curvedwithout developing
undesirable deformation which can be harmful to
the strength or degrading to appearance from a
specific material with given curving equipment.
4.11.5.1 Thickness
The thinner the material, the larger the minimum
curving radius will be because it is moredifficult to
compress thin material than thick material.
In aclose-centered, three-roll curving unit, the
variation in thickness, even within one coil, will
change curving radius (increase in thickness will
reduce the curving radius as shown in Figure 4.71).
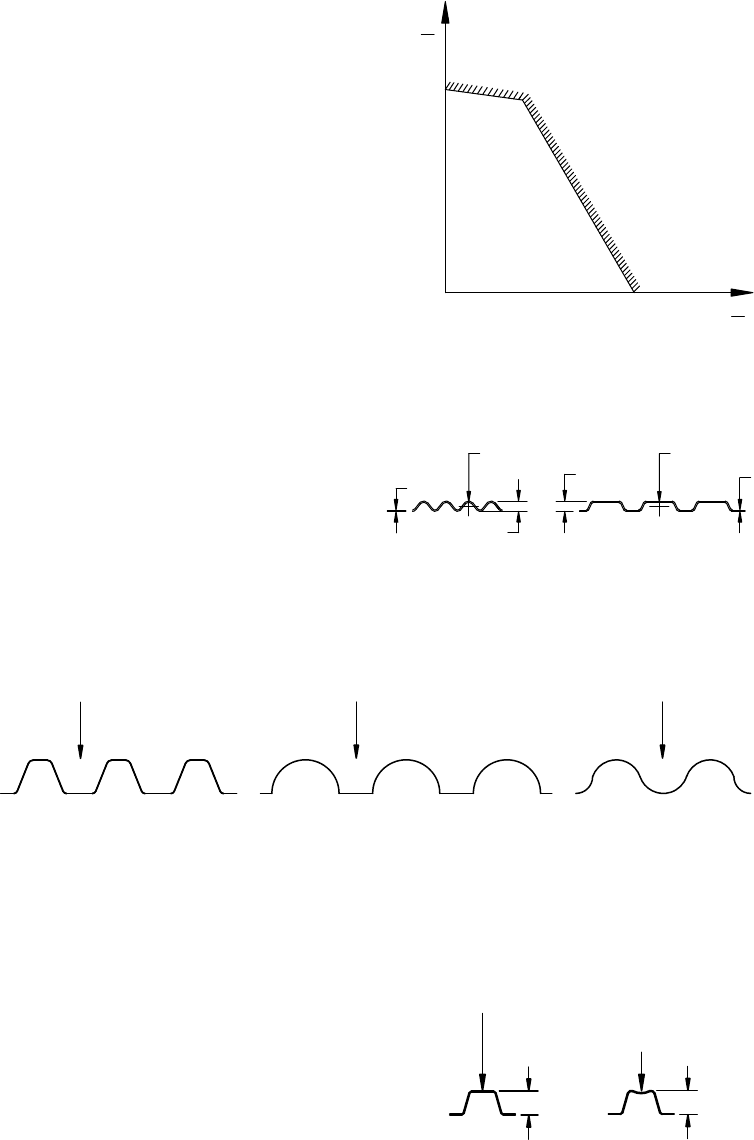
4.11.5.2 Height
The higher the section is, the larger the minimum
curving radius.The relationbetween section
height ð H Þ ; curving radius ð R Þ ; and material thick-
ness ð t Þ is shown in Figure4.72 [417].
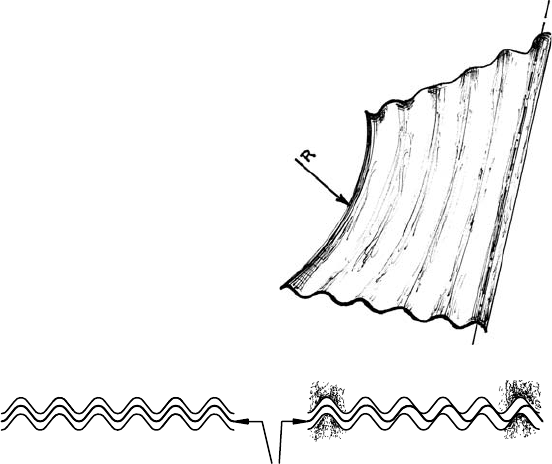
4.11.5.3 Product Shape
The larger the flat, compressed areas, the more
prone willbethe section for buckling.
4.11.5.4 Bending Radius
Products with larger bending radii, especially in
the compressed partofthe section, can be curved
to smaller radius. Forexample, if a1/2-in. deep sinus corrugated section (shown in Figure4.73)can be
curved to,say,a10-in. (200-mm) radius, then a1/2-in. deep section with sharp corners formed from the
same material maybecurved only to 200 in. (5000 mm) without buckling.
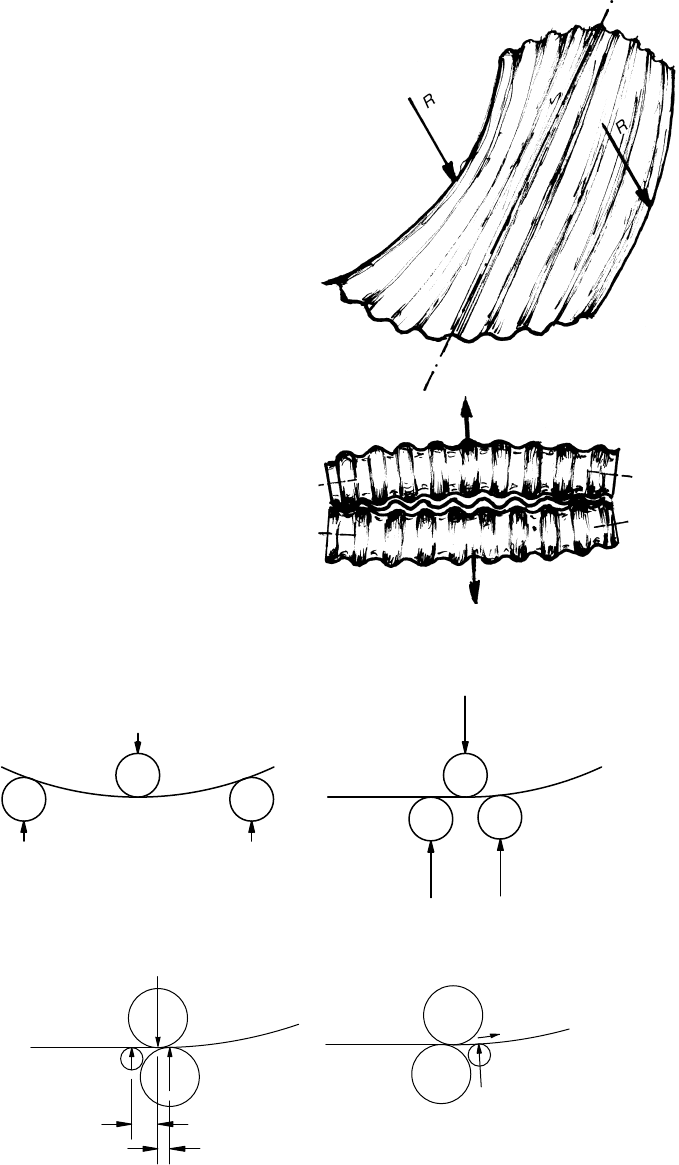
It follows that asection with curvedinside and straight outside surfacescan be curvedclose to the same
radius as the fully sinus corrugated panel (Figure4.74).
In other words, sections with large inside bend radii (inside refers to the partofthe section closer to
the center of curving radius), withnoorminimum flat inside surface,can be curvedtoasmall radius
(Figure4.75).
(a)
(b)
FIGURE 4.69 Continuous cur ving in the roll forming
mill.
(a) incorrect
(b) correct
FIGURE 4.70 Incorrect (a) and correct (b) application
of athree-roll curving unit attached to arollformer.
FIGURE 4.71 Effect of material thickness change to
curving radius.
Secondary Operations in the Roll Forming Line 4 -31
4.11.5.5 Effective Stiffener Ribs
Because the buckling develops in the compressed
(inside) surfaces, stiffener ribs in these areas
canhelptoreducebuckling.Panelswith
longitudi nal stiffener ribs will haveabetter
chancetobecurvedtosmaller radii than panels
without these ribs.
4.11.5.6 Matching Curving Tool and
Profile
Curving rollpressurecan also create or contrib-
ute to buckling.Therefore, it is importantthat
rolls, which exertgreat pressure, should conform
to the full surfaceofthe section, and not just
touch it at afew points (Figure4.76).
Occasionally,the bending radius of the roll
formed product is larger than the matching radius
on the male curving roll (see Figure 4.77a). This
mismatch can be the result of incorrect setup,
worn forming rolls, or using new or incorrectly
designed curving rolls. The reforming of the bend
lines by curving rolls with different radius will
result in distortedproducts. Toolarge aradius
on the female die can haveequally detrimental
effects (Figure4.77b).
4.11.5.7 Product Width(Coverage)
It is important that the roll formed profile should
match the curving die exactly.Curving dies not
matching the roll formed profile maycompletely
reform theproduct.The result will be a
straight productedge instead of acurvedone
(see Figure4.78).
If, on the other hand, the twoedges of the
finished panel are curvedtothe correct radius,
but the center is straight or has averylarge
radius,thenthisprobl em is mostprobably
caused by an excessive deflection of the curving
roll shafts (Figure4.79).
BUCKLING
GOOD
CURVING
log
R
H
t
H
log
FIGURE 4.72 Effect of height and thickness on curving.
R
min
=10
t
t
H
H
R
min
=200
FIGURE 4.73 It is more difficult to curve products with
aflat inside surface than with aradiused one.
very large
R
min
small
R
min
smaller
R
min
FIGURE 4.74 Products with curved inside elements can be cur ved to smaller radius.
Rlarge
HH
Rsmall
FIGURE 4.75 Asmall change in product design can help
reducing minimum curving radius.
Roll Forming Handbook4 -32
4.11.5.8 Center Distance of Curving
Rolls
Most products will haveless of achancetobuckle
if the curving rolls are closertoeach other
(Figure4.80). The bending moment required for
permanent deformation is the result of the force
on the curving rollmultiplied by the distancefrom
the next roll.The closer the rollsare (the smaller
the distanceis), the larger the forces are required
to generate this bending moment ð M
c
Þ M
c
¼
aP
a
¼ bP
b
: The smaller the distances “ a ”and “ b ”
are, the greater P
a
and P
b
forces are required.
The larger the curving forces are, the larger
the shaft diameters required. The diameter of the
curving rolls placed on larger shafts will be also
larger.The larger the rolls are, the fur ther they have
to be placed, which contradicts the first require-
ment of putting the rolls as close as possible.
To find the optimum solution, sometimes either the minimum curving radius has to be compromised
or curving shoes havetobeused. Curving shoes will be discussed in alater partofthis section.
One waytocompromise forces and diameters is to have an asymmetrical curving roll arrangement, as
shown on Figure4.81.For example, if a ¼ 6 : 4in. (160 mm) and b ¼ 0 : 4in. (10 mm) and the diameter of
“B” roll is 8in. (200 mm), then the forces on the “A”roll will be 1/16 of the forces on the “B” roll.This
will allow asmall shaft and asmall “A”roll,thus minimizing the “ a ”roll distance.
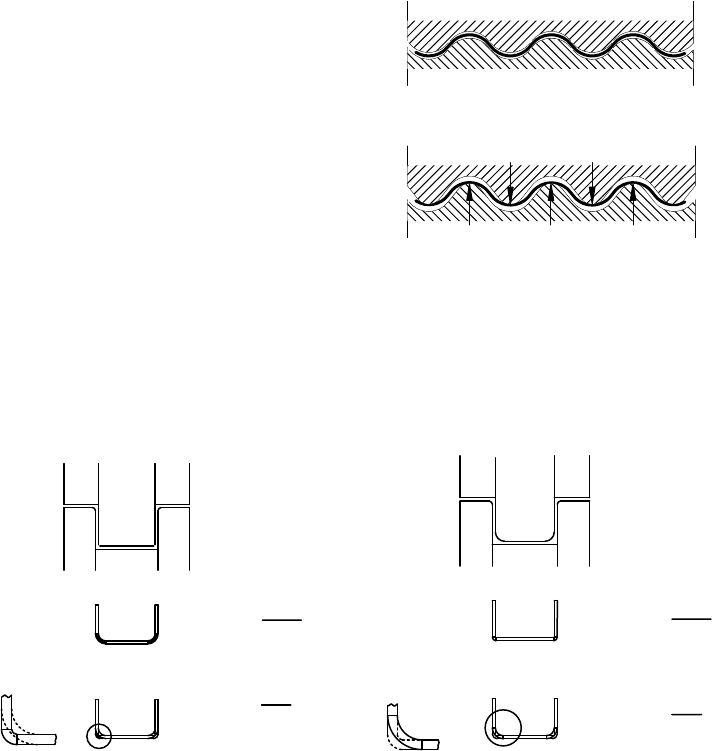
4.11.5.9 Effect of Inside Curving Roll Diameter
The curving rolldiameter has little effect on buckling because during curving the roll contacts the
product only in aline (Figure4.82). In special cases, however, when the product is literally wrapped
around the inside roll, the chances of buckling can be reduced (Figure4.83). However,ifthe productis
curved over 1808 ,then its removal can be tricky.
4.11.5.10 Elastic Outside Pressure Roll
Figure4.84ashows how the above-mentioned wrapped around effect can be achieved using arubber,
urethane, or other elastic outside roll.Using elastic rollcan minimize or eliminate buckling caused by
(a) Full line contact
with rolls
(b) Point contacts
with rolls
FIGURE 4.76 Full contact between the product and
curving rolls reduces buckling.
(b)(a)
curving
outer curving roll
reformed corners
product after
curving
product before
inner curving roll
product before
outer curving roll
reformed corners
curving
product after
curving
inner curving roll
A
A
A
A
FIGURE 4.77 Nonmatching curving tool radius and bend radius will distortthe product.
Secondary Operations in the Roll Forming Line 4 -33
holes and notches. To reduce the effect of the variation in shape caused by the fluctuation in material
thickness and properties, it is advisable to use an additional steel radius controlling roll (Figure4.84b).
When elastic curving roll is installed in arollforming line, it should not be placed directly under
the top or over the bottom curving roll to avoid curving the productatfirst in the opposite direction
(Figure4.85).
4.11.5.11 Buckling and Bending of Flanges
Compressed flanges havethe tendency to buckle. The simplest way to minimize the effect of buckling,
thus curving the product to asmaller radius, is to add astiffener bend or rib to the flange as shown
on Figure4.86.Ifthe product design cannot be modified, then we recommend envelopingthe flanges
(legs) in the curving rollsinanareaaslarge as possible (Figure4.87). At the same time, the entryofthe
leg (flange) into the envelopingslot should be facilitated. Ironing out of the buckled flange creates
considerable friction and tool wear.Therefore, the flange rolls should be made from high-quality,
wear-resistant tool steel, and rollsshould be split at the anticipated wear line. Split rollscan be easily
remachined and reconstituted to the original shape.
In case of cur ving channels withlegs out, the outside fiber of the flanges will haveconsiderable tension.
The tension tries to pull the legs either out or in as shown Figure4.88.After bending in or out, the outside
fiber of the leg willbecloser to the center of curving, thus having asmaller circumference, which results in a
smaller tension. The tendency of having the legs bent in (or out) increases when the curving radius is
reduced, when the leg is longer,when the material is thinner,and the further the ang le is from 908 .
Good flanging rolls or sometimes additional rolls can minimize this bending out (or in) tendency.
4.11.5.12 Sections with Hidden Bend Lines
Bends made during rollforming provide the strength and stiffness of the section. Therefore,itisbest
to curve asection with the curving rolls in contact with the bend lines. To illustrate this statement, let us take
bottom roll
top roll
profile
(a) matching
bend lines will be
"reformed"
(b) not matching
FIGURE 4.78 One edge of the curved panel can be straight if the productprofile does not match the curving rolls.
Roll Forming Handbook4 -34
a“hat” section and a“C” section made from the
same material, same blank size, same thickness,
and formed to similar dimensions. Both sections
with havethe same inertia and section modules,
and will be curvedtothe same radius. The two
sections are shown on Figure 4.89.The center
curving roll of the Csection (Figure4.89b) cannot
touch the “hidden”corners; therefore, during
curving, it can distortthe shape. Therefore,ahat
section (Figure 4.89a) can be curvedtoasmaller
radius than asimilarCsection. Generally
speaking, it is difficult to curveany section
wherethe curving tool is not touching the bend
lines. To overcome th is problem, frequently
curving shoes are applied instead of rolls (see
Section 4.11.9).
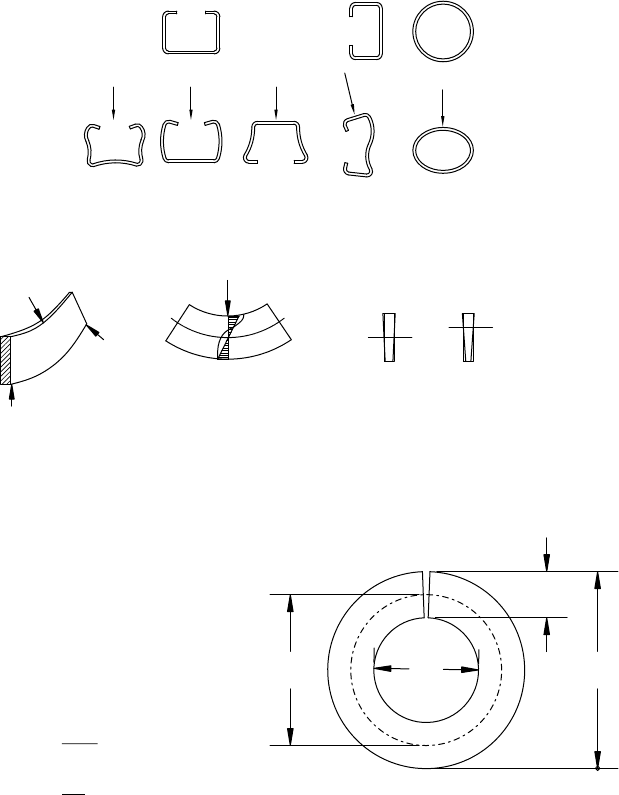
4.11.5.13 Fully Closed Sections
Fully closed, welded sections giveagood chance
to be curved, althoughbend lines cannot be
reached in the inside. Experienceshows that it is
relatively easy to curve some of the welded,
shallowsections, such as bicycle rims. In the case
of asmall curving radius or thin wall thickness,
deformation typical of tubes curvedinconven-
tional ways will prevail as shown in Figure4.90.
Mandrels, used in precut tube bending,are
sometimes applied to eliminate buckling.
FIGURE 4.79 To oweak curving rolls will bend, yielding
products with two curvededges and astraightcenter.
Pc
1
Pa
1
Pb
1
Pa
2
Pb
2
Pc
2
FIGURE 4.80 Shortdistance between curving rolls reduces the buckling tendency but increases the forces.
P
a
a
b
P
b
P
c
FIGURE 4.81 Asymmetrical roll arrangement may provide the smallest curving radius.
Secondary Operations in the Roll Forming Line 4 -35