Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

5.10 Number of Passes .............................................................. 5 -64
Art or Science
†
Factors Influencing the
Number of Passes
†
Calculating the Number of Passes
5.11 Flower Diagram ................................................................. 5 -73
Cross-Section at Each Pass
†
Forming in the
First Pass Rolls
†
Forming in the Last
Pass
†
Adjusting Angles by the Operator
5.12 Roll Design ......................................................................... 5 -78
Strip Width Applied to Roll Design
†
Traps
†
Lead-In
Flanges
†
Finalizing Roll Edge Radii at
Bend Lines
†
Applying Additional Radii
to the Rolls
†
Relief
†
Interlocking
†
End
Gap
†
Roll Length
†
Scoring (Grooving)
Rolls
†
Cutouts for Embossments and
Other Protrusions
†
Overbending
5.13 Calculating Roll Dimensions Manually ........................... 5 -94
5.14 Computer-Aided Roll Design ........................................... 5 -95
5.15 Examples ............................................................................. 5 -100
5.16 Roll Marking System ......................................................... 5 -103
5.17 Roll Orientation ................................................................. 5 -107
5.18 Setup Charts ....................................................................... 5 -107
Rolls and Spacers
†
Shims
†
Bending
Charts
†
Good Setup Chart Set
†
Updating the Setup Chart
References ....................................................................................... 5 -111
5.1 Roll Design Process
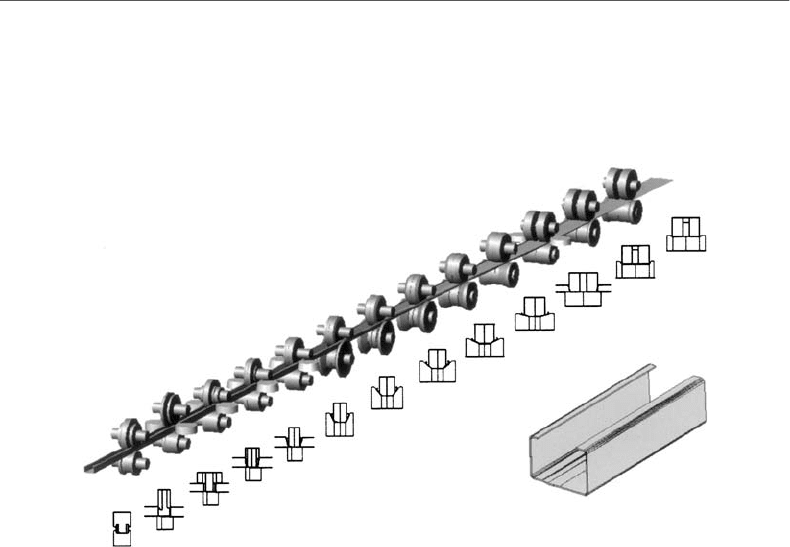
During roll forming,aflat strip is gradually formed to the finished shape (Figure 5.1). The forming is
almost exclusively accomplished by rotating contoured rollswhile the material “passes” through the mill.
The aim is to form the required shape repeatedly within the specified tolerances, with the least amount
of “incremental steps,”or, in other words, with the least amount of passes. “Too quick”forming (too few
FIGURE 5.1 Gradual forming of astrip into finished section. (Courtesy of data MSoftware GmbH.)
Roll Forming Handbook5 -2

passes) will distortthe product because of the unacceptable level of stresses generated in the metal. To o
manypasses will makethe tooling and the process uneconomical (see Figure 5.2).
After choosing orientation of the part(the position as it exits from the last pass), the designer
establishes the number of passes required to form each bend. Forexample, ashortlip maybeformed in
one, two,three, or morepasses, depending on numerousfactors. The bending mayormay not be
completed in consecutive passes. For example, a90 8 lip may be formed in the first three consecutive
passes at 30, 60, and 908 ,orintwo passes up to 608 and the last 308 bend (to makeit90 8 )will be formed in
the last pass.
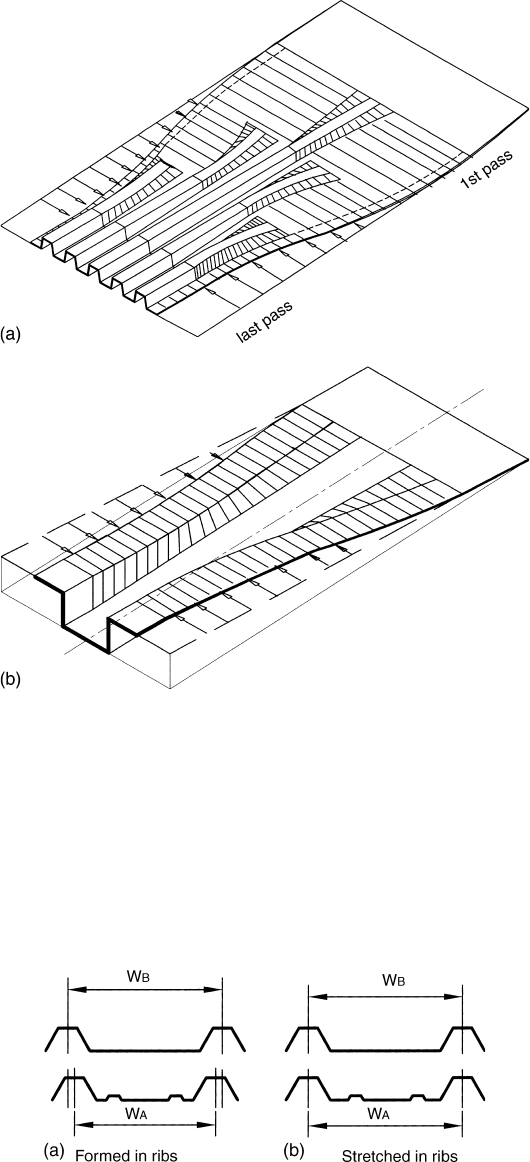
Then the designer establishes the flow of material. The forming may commence at the center with a
bead (see Figure 5.3a) or at the edges with the shortlip (Figure5.3b) with the bead formed at later passes.
Rolls are expensive. If the designer suggests too manypasses to “play it safe,”then the tooling will be
noncompetitive. On the other hand, having less than the optimum number of passes may result in costly
roll rework, additional or roll replacement, highscrap,highsetup time, or having to discard the complete
set of rolls. The first and still commonly used “scientific” method for establishing the number of passes
was described by Fred Gradous [55] “…The experiencedroll designer doodles abit, gazes at the ceiling
and quite positivelysays,‘Ican do it in ten’.”This approach works remarkably well and most designers,
based on their experience, will opt for moreorless the same number of passes. Sincethe 1980s and 1990s,
some computer-aided roll design systems havebeen able to recommend the number of passes or calculate
the stresses created by forming.However,todate, it is still the rolldesigner’srole to accept or modify the
computer calculations and to establish the correct number of passes.
Oncethe number of passes, sequence,and amount of forming is settled, the designer will prepare a
section drawing at each forming pass. Forexample, if the designer elected to form the section shown in
FIGURE 5.2 Toofew passes form inferior products, but too manypasses are prohibitively expensive.
FIGURE 5.3 Forming of this section can starteither with the center bead (a) or with the outside lip (b).
Roll Design 5 -3
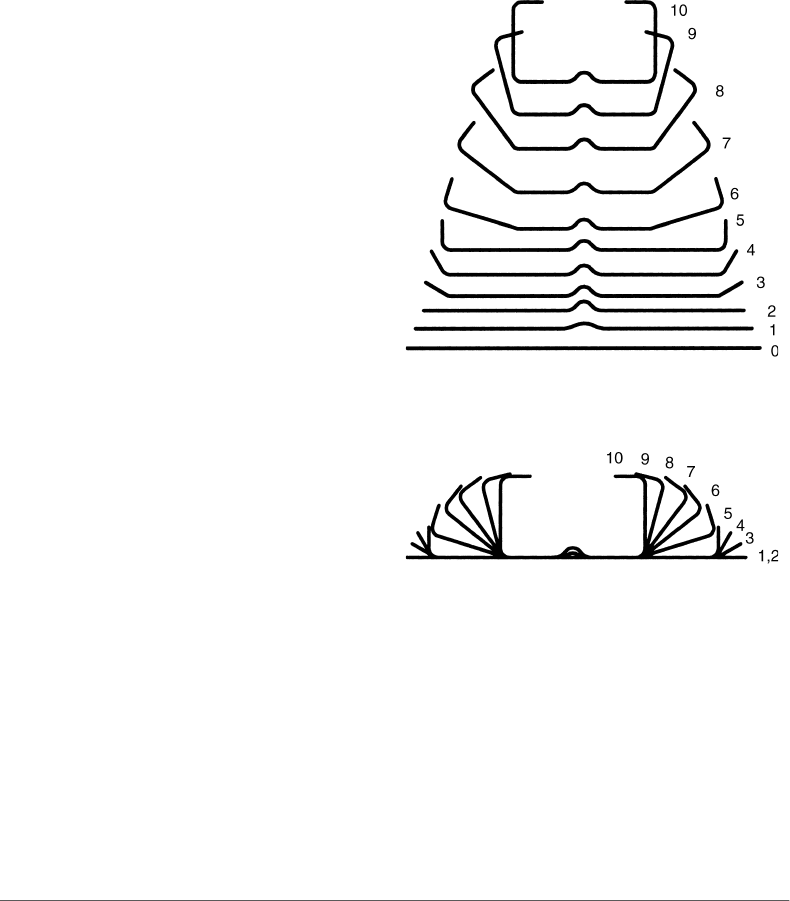
Figure5.3a by starting with the center bead,
formed in twopasses, followed with the outside
lip (three passes) and finally the larger legs in five
passes, then the sequence of forming,split for
better clarity, will be as shown in Figure5.4. If
the cross-sections are superimposed onto each
other, then aso-called “flower diagram” is
created (Figure 5.5). The top,side, and three-
dimensional views (Figure 5.115)can easily be
generated by the computer.When the designer is
satisfied withthe flowofthe material, roll design
can commence.
The varietyofapproaches to form even a
simple section described in this chapter high-
lights the fact that rolldesign is not governed by
exact rules or equations. Given the same cross-
section to 10 designers, they will most probably
end up with 10 different sets of rolls. Some of
these roll sets will form good products, while
others will not.
Theprobability of having agoodset of
“operator-friendly” rolls is to followthe basic
rules: envision asmooth flowofmaterial; do not
be skimpy with the number of forming passes;
avoid too shorthorizontal distances and too
smalllead-inflanges; and consider allthe
requirements. However,regardless of how well
the set of rolls are designed, it will only work
properly if the rolls are properly made, and the
mill does not havebent, loose shafts or misaligned shoulders. In addition, the material to be formed has
to be suitable for the process, the right type of lubricant must be used, and awell-trained operator must
be assigned to set up the rollsand operates the line. If conditions are suitable, then agood set of rollsmay
produce millions of feet of good-qualityproducts.
The details of this basic roll design procedureare described in the subsequent sections of this chapter.
5.2 Cross-Section
5.2.1 Complexity
The cross-section of the rollformed product is the most significant factor in roll design.
The varietyofshapes is unlimited. The shapes can be arbitrarily classified as simple (open), closed,
medium complex, very complex,and panel (Figure5.6).
5.2.2 Section Depth
The depth of the section (Figure5.7) is the maximum vertical dimension of the profile as it exits from
the last pass. The depth (sometimes called “leg length”or“leg height” or “depth of corrugation”) has
great influence on the number of passes. In certain cases such as “folding over,” the maximum vertical
dimension can be at another pass ahead of the last pass (Figure5.58). The deeper the section, the more
passes are required for forming.
FIGURE 5.5 The usual (superimposed) flower diagram.
FIGURE 5.4 Split flower diagram.
Roll Forming Handbook5 -4
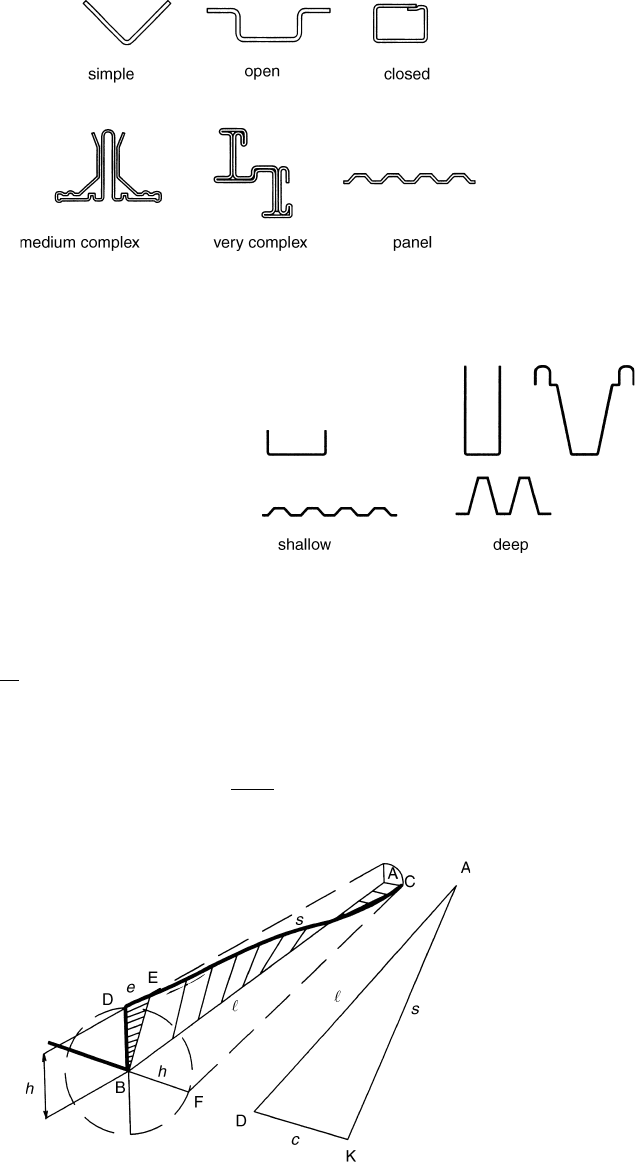
Figure5.8 shows the theoretical flowofthe strip
formed into a“U” channel. The length of the bend
line, traveling in astraight line from point A
to point Bis“‘ .” The edge of the strip travels in
ahelical pattern for the same length as well as
upward by the height of the leg ð h Þ : The length of
this travel ð s Þ is:
s ¼
ffiffiffiffiffiffiffiffiffi
‘
2
þ c
2
p
where c is the length of arc from point FtoD,
therefore:
s ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
‘
2
þ
h
2
4
p
2
s
¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
‘
2
þ 2 : 4674h
2
p
so the elongation (difference in length between “ ‘ ”and “ s ”) expressed as apercentage, in theorywillbe
e ¼
s 2 ‘
‘
100% ð 5 : 1 Þ
FIGURE 5.6 Cross-sections with different complexity.
FIGURE 5.7 Shallow and deep sections.
FIGURE 5.8 Schematic representation of the theoretical edge travel of astrip edge in helix pattern.
Roll Design 5 -5

Examples
1. If a1-in. highsection is formed in four passes in amill having ahorizontal distance(between
passes) of m ¼ 14 in:; then the theoretical elongation ð e Þ can be calculated as follows:
h ¼ 1in : four passes m ¼ 14 in: therefore ‘ ¼ 4 £ 14 ¼ 56
s ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
56
2
þð2 : 4674 £ 1
2
Þ
q
¼ 56: 022 and e ¼
56: 022 2 56
56
100% ¼ 0 : 04%
2. If the height is increased to 2in. and is formed under the same condition, then
h ¼ 2in : four passes m ¼ 14 in:
s ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
56
2
þð2 : 4674 £ 2
2
Þ
q
¼ 56: 088 and e ¼
56: 088 2 56
56
100% ¼ 0 : 16%
3. If the section height is increased to 4in., then
h ¼ 4in : four passes m ¼ 14 in:
s ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
56 þð2 : 4674 £ 4
2
Þ
q
¼ 56: 351 and e ¼
56: 351 2 56
56
100% ¼ 0 : 63%
These examples show that increasing the leg height by 2in., the elongation theoretically will be
fourfold, and by increasing the leg height by 4in., the elongation will be 16 times higher than the
original value.
Changing the number of passes or the horizontal distancehas similar effects.
4.
h ¼ 2in : two passes m ¼ 14 in:
s ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
28
2
þð2 : 4674 £ 2
2
Þ
q
¼ 28: 176 and e ¼
28: 176 2 28
28
100% ¼ 0 : 63%
hencehalf as manypasses quadruples the elongation
5.
h ¼ 2in : four passes m ¼ 7in :
s ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
28
2
þð2 : 4674 £ 2
2
Þ
q
¼ 28: 176 and e ¼
28: 176 2 28
28
100% ¼ 0 : 63%
If the horizontal distanceisreduced to half, then the elongation (strain) will increase four times.
The above mathematical approach, based on the edge traveling on asmooth helix demonstrates
the influence of the leg height, number of passes, and the horizontal distance on the strain
developed during forming.
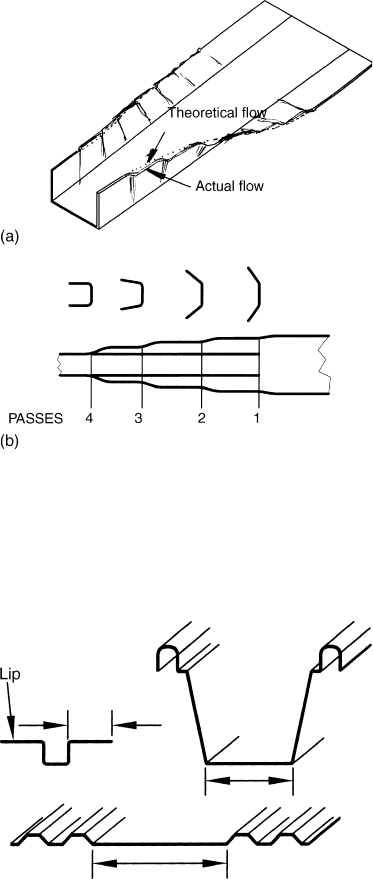
In reality, the edge travel (flow) will not be smooth, as illustrated in Figure5.9a,b.Therefore, the
actual elongation in almost all cases will be higher than the one calculated by Equation 5.1. If the
strain (elongation) exceeds the elastic limit, then the permanently strained edges of the finished
product will be wavy or the product will haveabow, camber or twist. Because this limit moreor
less coincides with Y (yield stress), one can conclude that under the same condition, materials
with higher Y (yield stress) and lower E (elastic modulus) will less likely be wavy.
5.2.3 Width of Flat Elements
The width of the flat, nonformed section usually does not influence the number of passes (Figure5.10).
However,the wider the flat (not formed) section and the thinner the material, the higher the chance that
Roll Forming Handbook5 -6
waviness will occur. Regardless of howwell
designed therollsare, they cannot eradicate
waviness. In “Designing Products for Roll Form-
ing”(Chapter 9), several methods are suggested to
reduce or eliminate edge or center waviness.
Wide, flat, nonformed elements can create other
difficulties during roll forming. If only one side of
the product is formed and the rest of the strip is a
wide, flat element, then asmall pressure on that
flatelement canmakeitlonger. Thelonger
elementwillcreate acamber, twist, or edge
waviness.
During roll forming of wide, corrugated panels,
the forming usually starts at the center rib.Inthese
cases, in addition to the progressivechange of the
bend angles from pass to pass, arelatively wide (up
to 25-in. or 635-mm) flat sections at each side has
to be moved in the same plane sideways closer and
closer to the center (Figure5.11a,b). Shifting athin
flat sheet sideways without creating large wavesis
not an easy task.
5.2.4 Formed or Stretched Grooves
Frequently,relatively shallow grooves(flutes) are
incorporated in the section design to improve
appearance, minimize center waviness or add
strength to the product. The groovescan be either
formed or stretched into the flat area (Figure5.12).
If the groovesare formed, then they require
additionalblank material (wider strip). The
stretched grooves take material from the adjacent
areas and no additional material is required. The
formed or stretched groovescan be formed in the
first or in the last passes or in between. The pass in
which the grooves are formed usually depends on
the type of product, the anticipated shaft deflec-
tion, and the experience of the designer.
When the grooves are made in the first passes,
they are usually “formed” because the material
“slips” in from the sides. If the flutes are stretched
in the last passes, then the section is “grabbed” by the rollsatthe larger cells and the material will not slip
sidewaysinto the grooves.
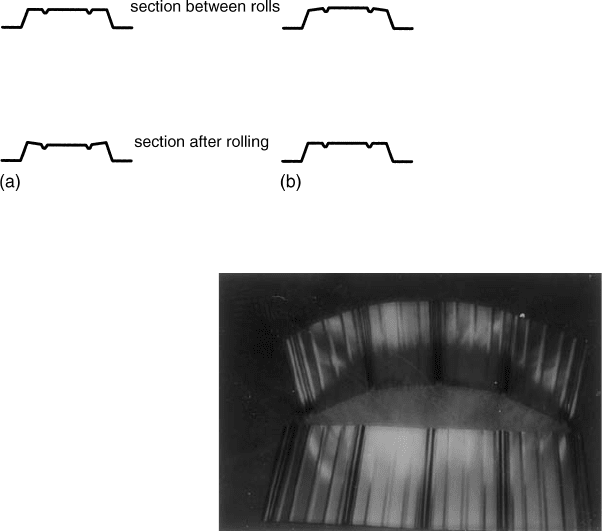
Another method is to stretch all groovesinone special pass. Because stretching requires considerably
higher forces than roll forming,the stretching of groovesusually requires larger shaft diameters. When
the material is stretched across the section, it will “shrink”inthe longitudinal direction. The shortened
length will help to minimize or eliminate waviness.
Stretched grooves help moretoeliminate waviness, but their depth is limited by the elongation of the
material. If the elongation of the material restricts the depth of the grooves, then acombinationofboth
methods can be used. The groovecan be formed to acertain depth, for example, twothirds of the final
FIGURE 5.9 Actual flow is different from the “theo-
retical” flow.
FIGURE 5.10 Width of the flat, nonformed sections
has no influence on the number of passes.
Roll Design 5 -7
depth and the last one third of the depth is stretched. This combination willprovide the right depth
without cracking the material.
The stretched grooves frequently create residual stresses, which result in across-bowofthe section
(Figure5.13a). Often, compensation is needed andeitherthe sectionwillbeformedinthe opposite direction
during grooving(Figure 5.13b) or,morefrequently, asubsequentbending in theoppositedirection is
FIGURE 5.11 Wide, flat sections of apanel (a) or asection (b) movesideways to the center during forming.
FIGURE 5.12 Formed grooves (a) and “stretched-in”grooves (b).
Roll Forming Handbook5 -8
required.Stretchingthe groove deeper than
required,thenpressingitbacktothe final size may
reduce thecross-bow.
In some cases, such as farm (barn) roofing
(Figure5.14), the cross-bowhas no detrimental
effect because the panel will lie flat under its own
weight. Therefore, in these cases, it is not necessary
to take correctiveactions.
5.2.5 Cross-Sectional Tolerances
The customer,the product designer,and the roll
designer must agree on theinterpretation of
dimensions and tolerances specified in the draw-
ings before roll design commences.
Product tolerances will affect the roll design, the
number of passes, and thus the tooling costs. The tighter the tolerances, the morepasses (and better
equipment and tooling) are required.
As ageneral rule, the tighter the product tolerances, the greater the number of passes. The infinite
varietyofcross-sections and tolerancecombinations make it impossible to put an exact numerical value
on the increased number of passes required, but experienced roll designers havea“feel” of howmany
extra passes will be required to achievethe required tolerances. These additional passes frequently include
the duplication of the last pass, incorrectly called the “ironing” pass.
5.2.6 Deviation from Straightness and Flatness Tolerances
Camber,bow,twist, cross-bow, herringbone effects, edge, or center waviness (Figure10.38 -c, -d, -e, -f, -g,
-h, -i, -j, -k, and -l) can be caused by the nature of roll forming (straining some parts of the section
beyond the yield limit), as well as imperfections in material, equipment and setup.Tooling has great
influence on residual stresses, which create deviation from straightness and flatness. Good roll design
eliminates or minimizes them; bad design creates or exaggerates these problems.
5.2.7 Tolerance on Hole and Notch Locations
The rolldesigner must dictate the sequence of operations if holes, notches, embossments, or other
changes to the strip surface are specified. During forming,certain parts of the product are under
tension, while others are compressed. The difference between the overall length of the partbeforeand
after roll forming is influencedbythe roll design. In some cases, the designer can proceed with
prepunching the product, using the final or estimated dimensions. However,inmost cases, especially
with multipunch dies, it is recommended that the rolls should be tested first with“experimental”
FIGURE 5.13 Stretched groove creates cross-bow(a); compensation for the bow may be required (b).
FIGURE 5.14 Cross-bow is not critical whenthe
productlies flat under its weight.
Roll Design 5 -9
prepunching.Test holes can be punched one-by-one, cut by laser beam, EDM, or by other methods.
Based on the hole location measurements before and after rollforming,adjustment can be made in the
prepunching pattern. Sometimes, these steps havetoberepeated until the final prepunching
dimensions are established. However,itisimportant that the test should be carried out with the same
roll pressure.Undue large pressure can thin the material and elongate the product, thus giving false test
results on the hole locations.
Increased section depth, less passes, larger bend radii:thickness ratio,and larger increase in the pass-
to-pass roll diameter will extend the length of product compared with the length of strip before
forming.Ifthe ratio of the total area of the bent elements to the total areaofstraight elements is high,
and the section is formed with an adequate number of passes, then the length of the finished product
will be equal to the starting strip length, and in afew rarecases, length reduction have been reported.
The length reduction in these cross-sections can possibly be explained with ahighPoisson’s ratio
(or plastic:strain ratio) of the relatively thick material. If the Poisson’s ratio is high, then the ratio
of length reduction (in the direction of rolling) is relatively hightothe thickness reduction at the
bend lines.
5.2.8 Surface Appearance Tolerances
Judging the appearanceand establishing the level of “acceptable” surfacedeficiencies is very subjective.
Owing to the lack of practical standards and measuring methods, the extent of acceptable scratches,
marks, and other surface imperfections are usually established by “in-house”companystandards.
Therefore, agood understanding of the qualityrequirements between the customer and the supplier is
essential. Several “acceptable” and “nonacceptable” samples will help to evaluate the acceptabilityofthe
product.
Hot- or cold-rolledsteel is the least sensitivetosurface scratches. Steels withmetallic coating (zinc,
aluminum, tin, etc.) are relatively good for roll forming,but precautions should be takentoeliminate the
pick-up of the coating by the rolls. The best waytoeliminate pick-up is to use agood lubricant and to
minimize the surfacespeed differential between the strip and the rolls.
Prepainted metal, stainless steel, aluminum, or other metals with highluster havetobecarefully
formed to avoid scratches. Adifferentrolldesign, morepasses, different tool material or rollsurface finish
may be required to avoid damage to the surface.Different roll designs could include freerunning rolls,
wherethe surface speed of the roll is governed by the speed of the strip.Insome cases, such as the one
shown on Figure 5.45,anorientation change is suggested. In this case, the highluster surface would be
scratched by the rolls having substantial surface speed difference if it is rolled in the conventional way.
Rotatingthe product 908 into anew orientation will requiremore passes, but at the critical surface,the
strip speed and the roll speed will be almost identical thus minimizing the chances of surface scratching.
5.2.9 Length Tolerances
The length measuring method, the die accelerating system and the press havethe greatest influence on
length tolerance(see Chapter 3). However,other factors such as roll design can also influence length
tolerance. The surface speed differential at the driving surfaces can cause unevenrolling speed. Alarge
difference between the driven top and driven bottom rollsurface speeds can increase the length tolerance
by 8to10times.
Examples
Aroll forming mill, with one set of tooling has been used to form the shallow product(Figure5.15a), and
another set of tooling to form the deeper product (Figure5.15b). The measured length toleranceofthe
postcut shallowproduct was within ^ 0.125 in. (3 mm), acceptable for the roofs and walls of agricultural
buildings. Using the same coil and making no change to the equipment, but changing the tooling to the
deeper profileincreased the length tolerance to ^ 1.5 to 2in. (40 to 50 mm).
Roll Forming Handbook5 -10
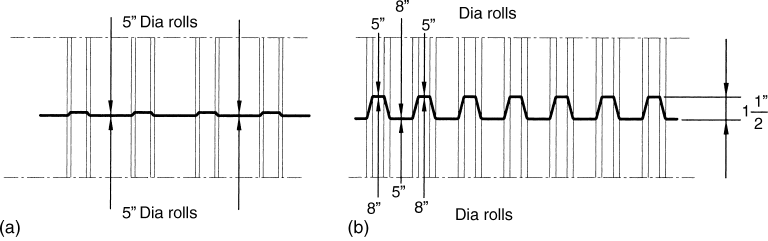
In this example, both the top and bottom rolls of the shallowprofile were5in. in diameter and were
running at the same surfacespeed. The length variation resulted from the small fluctuation in length
sensing,die acceleration and cutoff-press cycle of the mechanical press.
Forthe 1.5-in. deep sections, the rolldesigner selected a5-in. diameter and an 8-in. diameter roll
combination. The 3-in. differenceindiameter is the result of the 1.5-in. section depth. The
circumferenceofthe 5-in. diameter rolls is 15.7 in. (399 mm), and the circumferenceofthe 8-in.
diameter roll is 25.13 in. (638.4 mm). The circumferenceofthe larger roll is 9.4 in. (239.4 mm) longer
than that of the small rolls. The shafts are rotating at the same rpm (1:1); thereforethere is an
approximately 9.4-in. (240-mm) surface length difference(slip) between the larger and the smaller rolls
at each revolution. Depending on the change in friction, pinch, and out-of-straightness of the shafts,
the speed of the panel changes continuously.When the cutting signal is given to the press and the
panel suddenly accelerates, the partbecomes too long.Ifthe panel suddenly decelerates, then the part
becomes too short.
The problemwas resolved by using similar diameter (same surface speed) urethane rollsinthe last two
passes. Without making anychange in the equipment or material, the length tolerancewas reduced from
1.5 to 2in. (38 to 55 mm) to ^ 0.25 in. (6.4 mm).
5.2.10 Bending Radius
It is the roll designer’sresponsibilitytoensurethat the product can be formed with the bending radii
shown on the product drawing.Ifaspecified bending radius is not attainable, then it must be brought
to the customer’s(or product designer’s) attention before roll design and blank size calculation
commences.
During roll forming, the outside of the bend line is under tension and the inside is compressed in a
direction transverse to the roll forming.The magnitude of the tension and compression is afunction of
the thickness/bending radius ratio and the mechanical properties of the material.
5.2.10.1 Small Radius
Bending most of the frequently used metals to asmall inside radius (inside radius ¼ 1or2times the
material thickness) results in permanent deformation with little springback. However,atoo-small radius
may crack the outside fiber of material having highyield and low elongation.
The minimum attainable inside bending radii are provided by the metal suppliers or are specified in
standards. Althoughthe minimum bending radii are usually established with apress-type of bending test,
it is safe to apply them to roll forming. Actually,inmost cases with rollforming,asmaller radius to
thickness ð r : t Þ ratio can be achieved.
FIGURE 5.15 Same top and bottom roll diameters (a) contribute to better length tolerance, large surface speed
difference between the top and bottom rolls (b) increases length tolerance.
Roll Design 5 -11