Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.


Because of the method of testing,some tables show a“minimum bending diameter” to thickness ratio.
This has to be converted to bending radius. For example, if the table shows that the minimum bending
diameter is t ¼ d ; then it means that t ¼ 2 r ; or r ¼ t = 2 :
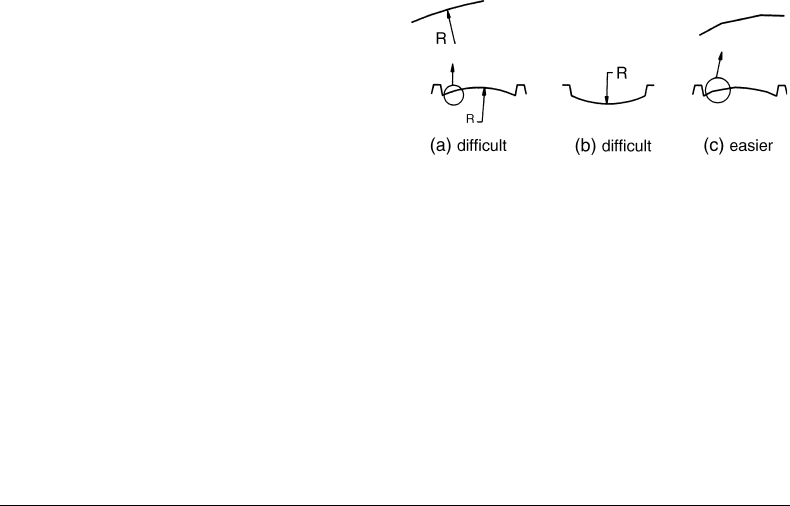
Folding the material back on itself by 1808 bending is called “hemming.” Some materials can be formed
with very small, even 0(zero) inside radius without cracking.However,itissuggested to avoid hemming
with 0inside radius even if the material does not crack. The operators will havedifficulties in setting the
mill roll gap to form exactly twotimes the material thickness (Figure 5.16a). If the gap is larger than
two thicknesses ð 2 t Þ ; then the hem remains open (Figure5.16b). If the strip thickness or the roll pressure
increases, then the edge can be elongated. This can create acamber in the product, makethe edge wavy or
“open up”the edge of the strip (Figure5.16c). If the edge opens up,the operator may apply even more
pressure, compounding the problems. Therefore, for hems, asmall “tear drop”shape is recommended
(Figure5.16d–f).
To achieveavery sharp,orevena0inside radius, grooving (scoring) can be applied beforeforming.
The grooving rolls are reducing the material thickness by about 30% (Figure5.17a). Grooving rolls wear
faster than the rest of the rolls, therefore to facilitate replacement, it is astute to make them as separate
rolls, or makethem from morewear-resistant material.
If this type of thickness reduction/grooving is used by the rolldesigner,then the customer should be
advised that after forming,aportion of the corner will be partially “folded over.” This fold, which looks
like asmall crack, will reducethe fatigue strength of the product. The application of scoring should also
be avoided when prepainted material is formed.
Another wayofachieving sharp inside bend is to form agroove into the strip as shown in Figure5.17b.
Because the material thickness is not substantially reduced at the bend line (it is not scored), less fatigue
strength reduction would be expected.
Forcoatedmaterial, attention should also be paid to the behavior of the coating. Tables and standards
provide good guidelines for the safely attainable minimum bend radii.
If the recommended minimum bending radius:thickness ratio is followed and the zinc or other coating
still cracks or peels off, then the problemmost probably lies in the coating process. In this case, roll
modification cannot eliminate the cracking or peeling of the coating.
When the zinc coatingcracks, the life of the
finished product willbeshortened despite the
sacrificial properties of the zinc. The change in
product life can be occasionally noticed on the
formed edges of farm roofing ribs and other
outdoor products.
Most paints and laminates do not restrict the
bending radius. However,some types of less pliable
paints (e.g., acrylic) and some laminates will crack
or haze at the bend lines. Thus, very small cracks,
similar to the above-mentioned metallic coating
cracks, can lead to premature corrosion.
FIGURE 5.16 Hem(1808 fold) designs.
FIGURE 5.17 Twomethods to form sharp inside radii.
Roll Forming Handbook5 -12
Cracking of paints and laminates can frequently be eliminated by preheating the strip to 125 to 1708 F
(50 to 758 C), depending on the type of paint. Heating makes the paint or laminate pliable but not too soft
for forming. It is advisable to interfacethe preheating process with the mill drive. When the mill slows
down or stops, then the electrical or gas preheating should be adjusted or turned off. Restarting of the
mill should be delayed until the material reaches the required temperature. This type of interfacing is not
required if preheating is accomplished by pulling the coil throughahot water tank.
Low temperaturemakes some paints less flexible. Therefore,coilstransported or stored at low
temperatures, particularly below freezingpoint, may have to be brought up to room temperatureto
avoid cracking during roll forming.
5.2.10.2 Large Radius
Averylarge bending radius creates other kinds of
problems. The stresses at the outside fibers are in
proportion to the r : t ratio.Ifthe “r”islarge, then
the stress can be so low that the elastic deformation
(and springback) will be more significant than the
permanent one.
Therefore, it is very difficult to roll form metals
with reasonable tolerances if the bending radius is
10 to 100 times (or more) the material thickness
(Figure5.18a,b). The change in thickness and
mechanical properties of the metal, even within a
coil, will significantly influence the radius. Therefore, designing rolls to form aproduct with alarge
radius is much more difficult than with asmall radius. It maythus be necessarytoresorttoan
approximation to the large radius using aseries of flats and sharp corners (Figure5.18c). In most cases, a
better result can be achievedbyusing constant radius roll design and overbending the forming angles at
each forming pass (see Section 5.9.3 and Section 5.9.5)
5.3 Product Orientation and Other
Operations in the Line
5.3.1 Orientation
Beforeestablishing the number of passes and commencing roll design, the orientation (position) of the
finished section has to be established. As the section exits from the last pass, orientation is influenced by
manyfactors. Onceorientation is established, it will dictate the tool design and will influence other
operations such as cutoff, punching,embossing, curving,and packaging.Some of the factors influencing,
or influencedby, the orientation are listed in the following sections.
5.3.2 Forming
Unless other factors override it, the simplicity in forming will dictate the roll design: the simpler the
forming, the fewer the number of passes. Some of the typical examples shown in Figure 5.19 indicate how
the orientation influencesthe number of passes or the internal stresses.
5.3.3 Cutoff
The strokeofmost cutoffpresses employedinthe roll forming lines is in avertically downward direction.
The roll designer maychange the orientation of the section to avoid or minimize the chances of
distorting the product by the cutoffblade and minimize the product/blade contact during cutoff.
FIGURE 5.18 Roll forming products with large radius
is difficult.
Roll Design 5 -13

Long contact with the product will wear the blade quickly and will create “galling.” Forexample,
galling will drastically reduce the blade life when a2-in. (50-mm) vertical leg is cut offwitha
vertically moving blade. The designer can trytoreduce the shear contact by changing the contact
angle. The blade/product contact angle can be changed by either “rotating”the product (different
orientation) or changing the traveldirection of the blade (Figure 5.20). A15to30 8 blade travel
direction (Figure5.21a,b) is quite common when cutting off“U” or “C”channels or other sections
with vertical legs.
The most frequently used methods to avoid or minimize section deformation and blade galling during
cutoffare to prenotch the strip or to change the blade travel from vertical (908 )toanangular (70 to 808 )
direction. Cutoffdie designers occasionally employcircular or avarietyofcam generated shear blade
motions [188–193].
Some presses can be rotated around the axis of formed product travel. This will simplify the cutoffdie
design and section orientation can be dictated by other,sometimes morecritical factors. If the cutoffdies
also haveother functions such as punching,embossing,swaging,and so on, then the direction of the
stroke and the design of the die may be dictated by these factors.
5.3.4 Other Operations in the Line
The technologyofother operations in the line may determine product orientation. However,slender and
relatively pliable products maystill be roll formed at the optimum orientation, and the product can then
be twisted over along distance to the position (orientation) best suited for the secondaryoperation.
(a) Punching and Notching.During punching,the downward movement of the punch will dispose of
the slug below the surface of the strip.Punching upwards can be dangerous and should be
avoided because anyslug accidentally remaining on the surfaceofthe strip can damage both the
product and the tooling.
FIGURE 5.19 Simplicityinforming frequently dictates partorientation.
FIGURE 5.20 The length of contact between the cutoffblade and the material changes with the angle.
Roll Forming Handbook5 -14
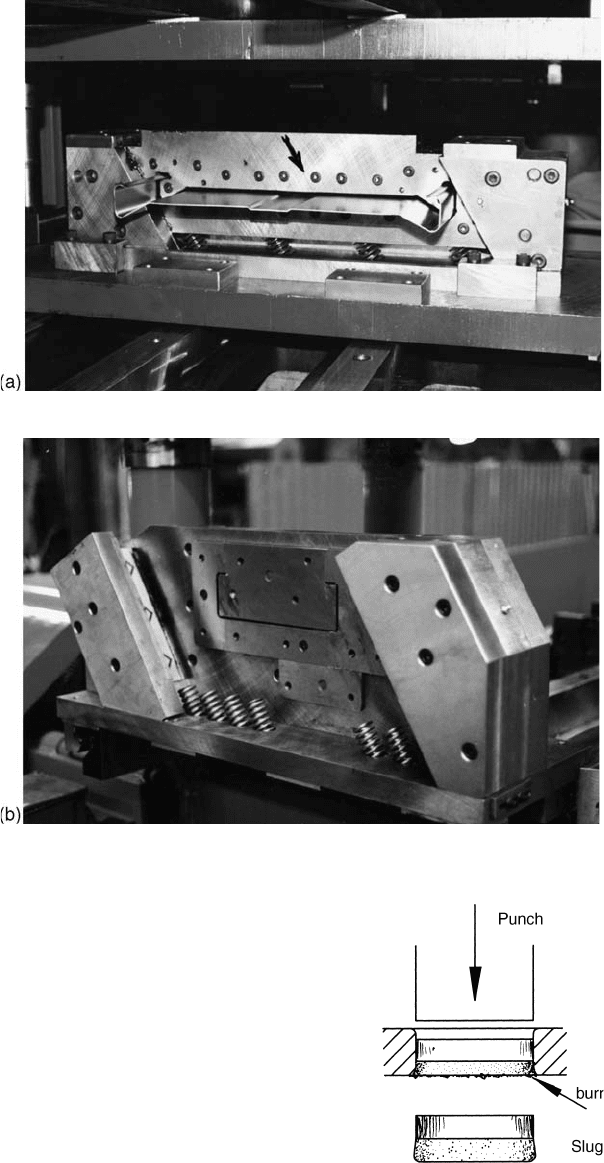
The burr is also in the direction of the
travel of the punch. Figure5.22 shows
the result of the punching operation. Figure
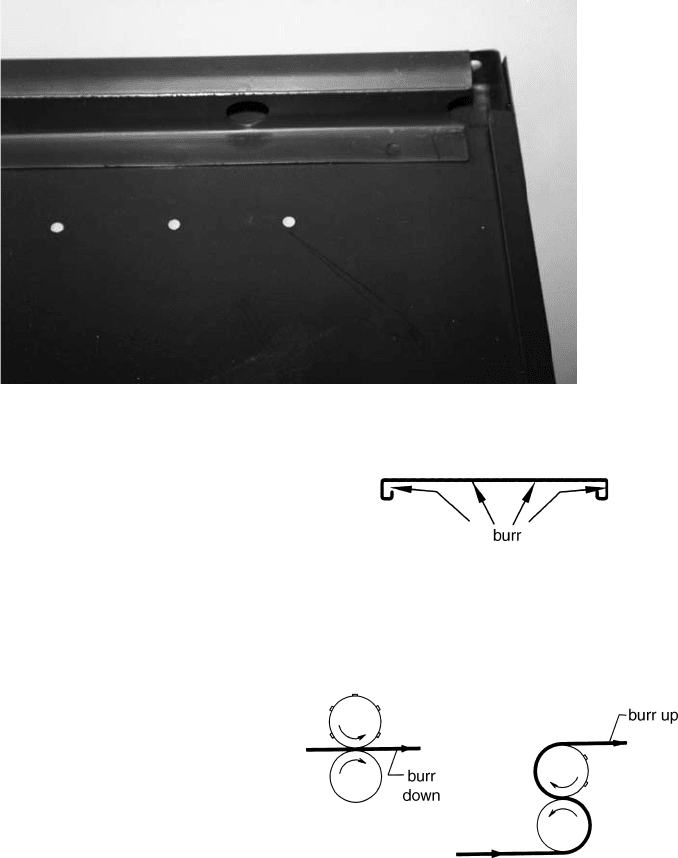
5.23 is aphotograph of ashelf. The burr
must be in the downward direction, and the
punches above the product. Therefore, the
forming of the longitudinal shelf legs is
dictatedbythe directioninpunching
downwards (Figure 5.24). In some cases, a
burr facing the wrongdirection can be
“squashed”backbypassingthe strip
through apair of rolls.
FIGURE 5.21 Cutoffblade travels at an angle to minimize galling.
FIGURE 5.22 Punching ahole creates burr.
Roll Design 5 -15
(b) RotaryPunching.Tofacilitate slug removal,
similar to the standard punching process,
the rotarypunches are usually installed in
the top roll and the dies in the bottom roll.
However,owing to the rotary nature of
punching, if required,the directionof
the burr can easily be changed upwards
(Figure 5.25).
(c) Louvering, Lancing, Embossing, and Wing
Bending.These processes do not generate
slugs; therefore, they can protrude fromthe
strip up or down.These protrusions will
not influence the orientation of the pro-
duct. The roll designer must leaveagroove
in the rolls for the protrusions to pass
through.
Wing benders and end benders (wipers)
can operate either up or down, but because
of habit, easier producttransfer,and for the
sake of better visual observation, the
bendersusually operateupwards.This
means that ashelf with the ends bent up in the line has to be rollformed with legs up (Figure
5.26). In continuous shelf or similar product operation, the 908 single bends across the forming can
be formed within the cutoffdie (Figure 5.27). To removethe slug,the blade moves downwards and
the die forms the end bend upwards. This cutoffmethod stipulates forming the shelves with legs up
as shown in Figure5.26.
(d) Mechanical Joining of Different Materials.Itisnot unusual for two or three differentmetallic or
nonmetallic materials to be mechanically joined in the roll forming line. Given the continuous
nature of roll forming, some of these mechanical joints (Figure5.28a) are created by forming one
material abovethe other (“capping”). In this situation, usually the more complex partmade in a
rollforming mill is at the bottom, and the slightly formed cap,formed by asecond mill, is at the top.
FIGURE 5.23 Shelf with holes.
FIGURE 5.24 Shelving is formed with “legs down”to
avoid burr on the top surface.
FIGURE 5.25 Direction of burr created by rotary
piercing can face down or up.
Roll Forming Handbook5 -16
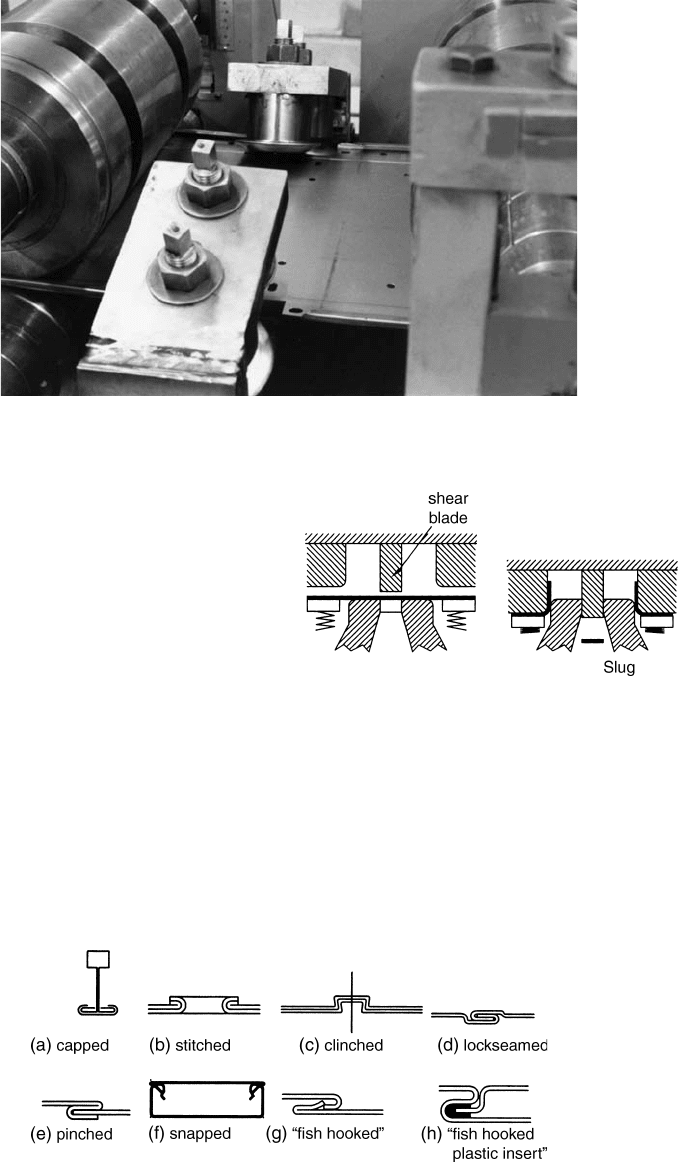
The twoparts are tangentially brought
together and finally formed at the later part
of the mill. Different materials can also be
stitched (Figure 5.28b), clinched (Figure
5.28c),lock-seamed(Figure5.28d)or
joined together by other methods (Figure
5.28e–h). These operations will influence
the orientation of the part.
(e) Marking and Coining.Product identifi-
cation (marking) and continuous or inter-
mittent coining (local thickness reduction)
of the material can easily be accomplished
on both topand bottom surfaces.If
marking is made by embossing or stamping identifications into the material, then the roll
designer must ensure that these markings are not obliterated at subsequent passes. Forbetter visual
observation, most markings, including attaching of adhesive labels, are applied to the top of the
product.
FIGURE 5.26 Shelves are formed with leg up if required for end bending.
FIGURE 5.27 Bending ends of products across the
direction of rolling.
FIGURE 5.28 Examples of joining different material mechanically without fasteners.
Roll Design 5 -17
(f) Curving and Sweeping.The distancefrom the roll forming mill bed (or from the floor to the pass
line height) does not usually allowfor the product to be curved downwards. Therefore, in most
cases, the product is curvedupwards or sideways. The direction of curving (sweeping) will dictate
the orientation of the product in the roll forming mill.
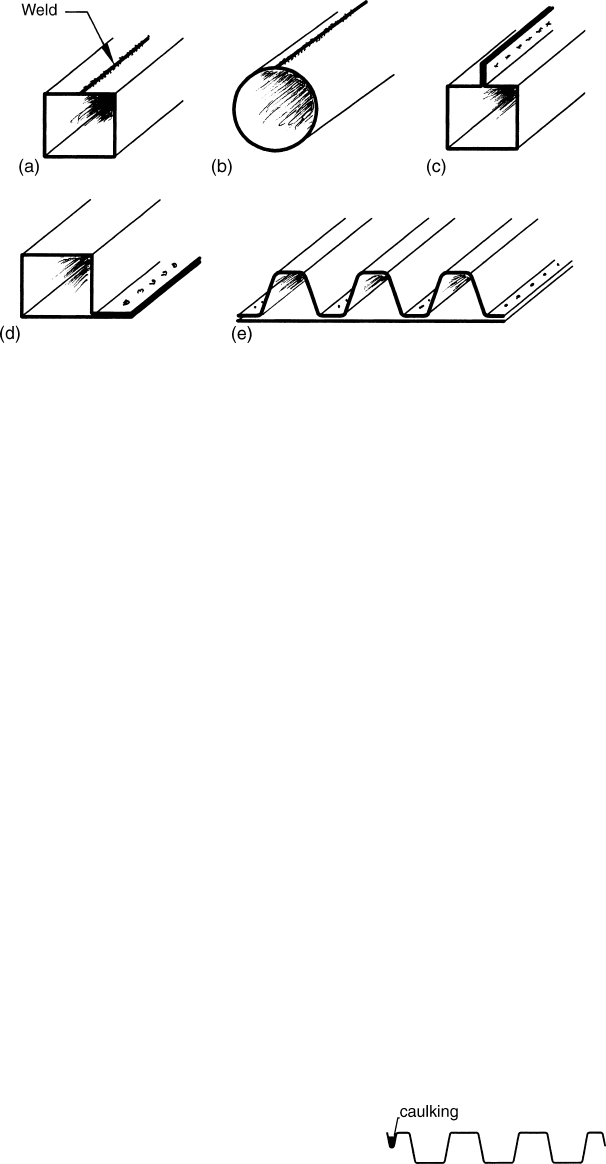
(g) Welding.When highfrequency arc or laser welding is used in the line, the weld is usually made at
the top of the product (Figure5.29a,b). Resistancewelding (spot or continuous) can be made at
anyposition (Figure 5.29c–e). Both the technologyand the visual checking of the welding process
often dictate the partorientation.
(h) Caulking and Applying Adhesives.Tominimize spillage, caulking of grooves or cavities is usually
made from the top (Figure5.30).
To facilitate visual observation, sprayed, roller coated or otherwise applied adhesive are usually,
but not exclusively,applied to the top surface.
(i) Foaming.When foaming is continuously applied to products such as insulated panels and doors,
the twoouter skins havetoberoll formed with their inside, usually horizontal surfaces, facing each
other.Orientation is less critical for parts cut beforebatch foaming using automated or manual
handling.
(j) Extruding.Ifrubber,plastic, or similar material is extruded onto the roll formed product, then the
simplicity in rollforming usually dictates the product orientation. If the product has to be cleaned
beforeentering the extrusion head, then the discharge of the cleansing liquid maybea
consideration (legs facing downwards).
(k) Other Processes.Other processes such as interleaving, packaging,automated material handling,
automated placement of the roll formed parts into the next operation, and others may havean
importantinfluenceonthe orientation of the product.
Products cut to length beforethese operations may be “flipped over” after rollforming.
Occasionally,for better “nesting,” everysecond product is flipped (turned) over during packaging.
(l) Visual Observation.Itisfrequently specified that critical painted or highgloss surfaces should be on
the top side to help visual observation.
If forming, leg lengths, hole locations,
or other features are moreimportant at
one edge than at the other,then the
critical edge should be at the operator side
of the mill.
FIGURE 5.29 Welded roll-formed products.
FIGURE 5.30 Caulking building panel in the line.
Roll Forming Handbook5 -18

5.4 Materials
5.4.1 Effect of Material on Roll Design
Materials are selected to suit the specified product requirements at the possible lowest price. However,the
mechanical properties, surface, deviation from thickness, width, straightness, and flatness of the material
will influence rolldesign.
Adetailed description on the most frequently roll formed materials is in Chapter 6.
5.4.2 Mechanical Properties
During roll forming, the strain (elongation) of the outside fiber of the strip must remainbelowthe
uniform engineering strain. Therefore, the rolldesigner must knowthe yield strength, maximum tensile
strength, and elongation of the material. These data are usually available from the supplier.
In low carbon steel, the correlation between hardness and tensile strength is reasonably good.
Therefore, hardness is sometimes used to “check”the incoming material and “screen out”the too “hard”
or the too “soft” steel. However,“good hardness” does not guarantygood formability.
Cold work (plastic deformation under the annealing temperature) such as bending, tensioning,
compressing,and other operations will increase the yield and tensile strengths and reduce elongation.
Cold working of some materials, for example, certain stainless steels, zirconium, and other special alloys
significantly increases the yield and tensile strength (Figure6.11).
Based on past experience,the rolldesigner can usually judge the anticipated formabilityofthe material,
including the minimum radius and springback. However,the highly work-hardening materials may have
similar mechanical properties to mild steel before roll forming,but by the time bending is completed, the
properties are closer to highstrength steels. The result can be a15to25 8 springback at a90 8 bend instead of
1to28 normally associated with material having similar starting mechanical properties.
Materials having highyield strength, small difference between tensile and yield stresses, and small
elongation require moreforming passes.
5.4.3 Springback
In addition to the mechanical properties of the material, springback is influenced by the r : t ratio,the
method of forming, and by the elastic modulus ð E Þ of the material (Table 6.1; see also Section 5.12.12).
5.4.4 Flare
(a) General Observations
*
Flare is achange in the cross-section at the cut ends of arollformed product.
*
The angular change can be towards or away from the center line of the section. In the case of
lower strength materials, not too-deep sections and especially with precut blanks usually the
front end is “flared in”and the tail end is “flared out.”
*
Deep or highstrength materials usually flareout at both ends (Figure10.38c).
*
Noticeable flaremay startonly 0.5 to 1in. (12 to 25 mm) or,inextreme cases, 24 to 36 to 48 in.
(600 to 900 to 1200 mm) from the ends of the finished section.
*
The section width increase caused by the flarecan be from afew thousands of an inch (0.025 to
0.1 mm) to 0.5 to 1in. (12 to 25 mm).
*
The worst flareobservedbythe author was approximately 4in. (100 mm) in width.
*
The flare is usually larger when precut blanks are roll formed.
*
Flare does not depend on the method of cutting.Continuously formed sections cut with flame,
saw, or cutoffdie will show the same flare.
*
The deeper the section, the larger the flarewill be.
Roll Design 5 -19
*
The higher strength the material, the larger the flarewill be.
*
The more abrupt the forming is (fewer passes, shorter horizontal distances), the larger the flare
will be.
*
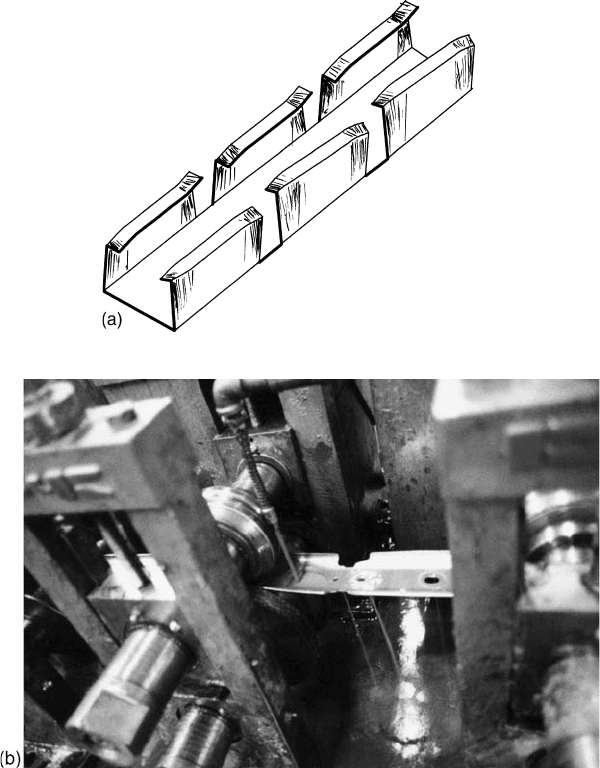
Deep notches at the edges will create flare, similar to precutting (Figure5.31a,b)
(b) Problems Caused by the Flare.Itisobvious that achange in width and angle can create problems
in joining parts together (likeassembling components), butting them side-by-side (likebuilding
panels) can create product application and appearance problems.
(c) Cause of the Flare.The flareiscaused by internal stresses which are balanced while the section is
continuous, but become unbalancedassoon as the section is cut. The author has neither
sufficient data to specify these internal stresses nor information on how to eliminate them in
everyprofile. However,the factors influencing flarecan frequently be identified.
(d) Increasing, Reducing, or Eliminating Flare.Flare in certain profiles will be increased if:
*
Notenoughforming passes are used, especially to form the edges.
*
Horizontal centers are too close, especially in deep sections.
FIGURE 5.31 Deep cutouts havethe same effect on flareascut ends. (a) Schematic representation; (b) cutouts
between passes. (Courtesy of Delta Engineering Inc.)
Roll Forming Handbook5 -20
*
Side-roll passes, placed betweenthe
main passes, used for edge forming or
overbending are at atoo shorthorizon-
tal distance.
*
Inward travel of the edges is extensive
at the last passes (Figure5.32)and, after
the last pass, it changes suddenly in the
direction of the flow.
Manyrollsuppliers claim that they havemethods
to eliminate flare. Some of the recommended and
often proven techniques are:
*
Usemore passes, mainly to form the
edges.
*
Useamill with larger horizontal centers
especially when forming deeper sections.
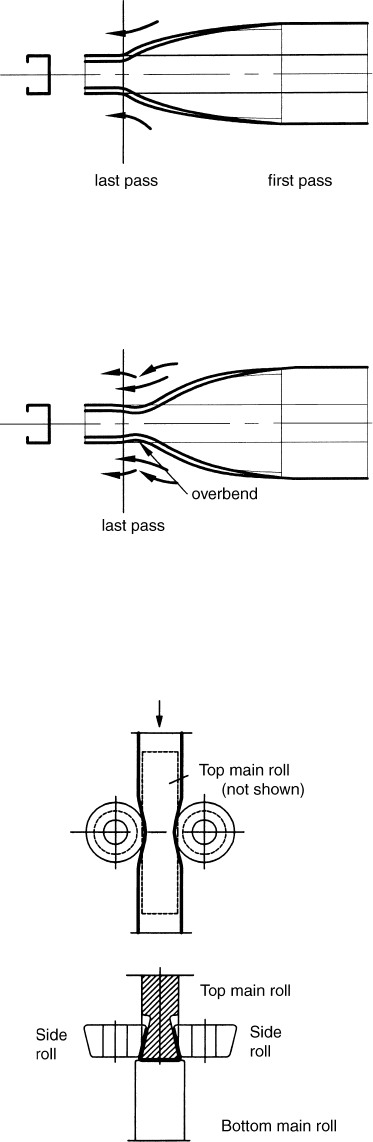
*
Overbend slightly and then bend back
the legs as shown in Figure5.33.This
will giveanopposite “bending moment”
to the edges.
*
According to one report, asimilar
effect hasbeen achieved usingan
unusual“concave” side(dovetailed)
main top roll and adjustable side rolls
(Figure5.34).
*
Use“gentle” forming at the last few
passes.
*
Apply twoidentical “last passes.”
*
Usethree roll straighteners designed
for the edges only.
*
Apply forcetosqueeze (crash) the out-
side legs and the bend lines. In some
cases, varying the pressure will change
the flarefrom outwardstozero,oreven
inwardsatone end and opposite at the
other end of the product.
*
Preform bendswith slightly larger
than the required final radius, then
reducethe radius in the last forming
pass(es) [414].
5.4.5 Material Tolerances
5.4.5.1 Thickness
The material must be able to pass through the gap
between the rollswithout thickness reduction.
Therefore, rollgap is calculated as the sum of the
maximum specified thicknessplusmaximum
FIGURE 5.32 Toomuch forming at the last pass will
increase flare.
FIGURE 5.33 Overbending before the last pass and
bending out at the last pass usually reduces flare.
FIGURE 5.34 This unusual“overbending” creates
similar effects as the one shown in Figure 5.33.
Roll Design 5 -21