Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

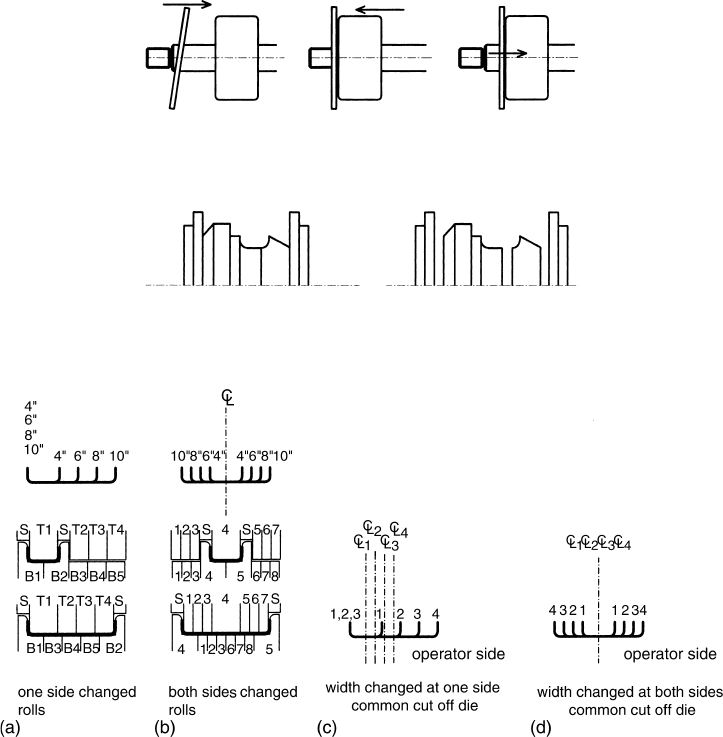
widths, then the lengths of the split roll should have2-in. (50-mm) increments. The location of
splits of rolls used for multiple widths will also depend on the method of rollchange. The width
change can be made at one side only,orbykeeping the center line constant and changing both
sides (Figure5.67).
5.6.2.1 Interchangeable Rolls
Rolls are always designed to suit specific products within given conditions. However,for economical
reasons,itcan be advantageous to use the same rollsfor multiple purposes, if conditions and roll design are
right.
Example 1
Custom rollformers havelarge number of rolls in stock. They trytoutilize the existing rolls for different
profiles rather than making new rolls. Most frequent application is the use of flat or angled rollsfor a
varietyof“U,”“C,”“Z” channels and other sections with different dimensions. These “multipurpose
rolls”may represent 10, 20, 50, or even 100% of the total number of required rolls.
FIGURE 5.65 It is easier to install shortrolls with the help of alonger one.
FIGURE 5.66 Restrictions in machining can dictate the locations of splitting.
FIGURE 5.67 Product width can be changed by changing rolls and spacers (a and b); cut-die die should match the
method of width change (c and d).
Roll Forming Handbook5 -42
Example 2
Similar profiles havetobeformed with 65 and 758
angles. Instead of making twosets of female rolls
for the driveand operator side, the same female
rollscan be used for both the 60 and 658 products.
One side of the “common roll” has 608 ,the other
side 658 angles (Figure5.68). To change to the
other product, the operator has to “flip over” these
twomultipurpose female rolls. The male rolls,
designed for the 658 product are not changed.
Thesamesolution canbeusedwhenroll
forming “soft” material with a18 overbend and a
“hard”material with, say, 6 8 overbend to com-
pensate for the different springbacks.
(f) Changing Width at One Side Only.When
product change is performed by changing
rolls at the operator side only,the drive side-rolls are not moved (see Figure5.67a). The operator
side rolls are pulled offand rolls from the outside are placed inside and vice versa. The center line
of the profile movesaccordinglycloser to the operator.
(g) Changing Width at Both Sides.Inthis case, the center line remains at the same position. The
change of both sides is morecumbersome, it is applied when the center line must stay in position
in spite of the additional cost and changing time. This is often the case when holes are
prepunched on or symmetrical to the center line. Because the driveside rolls are also changed,
usually all the rolls havetoberemoved from the shaft (Figure5.67b).
If the product is cut to length after rollforming, then it is important to co-ordinate the roll
design with the cutoffdie design (Figure 5.67c,d). This rule is also applicable to duplex mills.
Manymistakeshavebeen made by overlooking this simple rule of designing rolls for changing
them at one-side while making cutoffdies for both side change and vise versa.
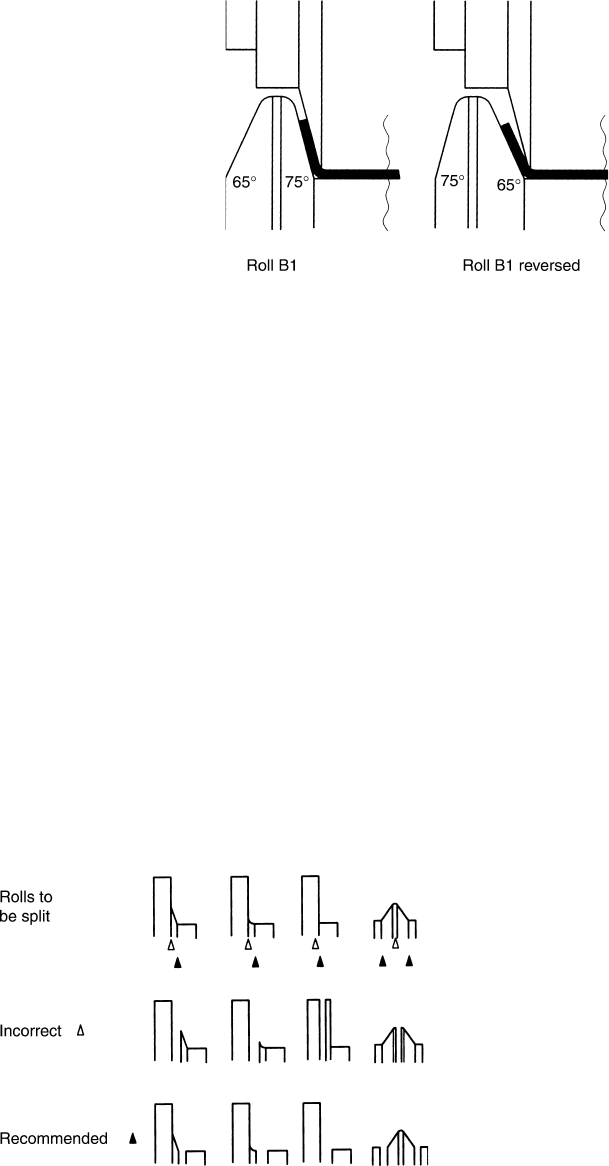
(h) Minimizing Roll Edge Chipping.Tominimize damage to sharp roll edges during forming, roll
change, or storage, as well as for reason of safety, it is important that splitting should not create
sharp rolledges (see Figure 5.69).
(i) Concealing Split Lines.Owing to manufacturing inaccuracies and distortion during heat
treatment, the split line between rolls will be frequently visible on the product. Asmall radius on
the roll edge at the split point helps to minimize or eliminate the marks.
FIGURE 5.68 Double-faced roll can form two different
bending angles when flipped around (from outside to
inside).
FIGURE 5.69 Avoidsharp edges and too thin rolls when splitting rolls.
Roll Design 5 -43

In manycases, it is better to placethe split lines in locations, which in the later passes will
become bend lines. In this way, the small marks created by the split lines in the early passes will be
concealed by the bend lines at the later passes [581].
Splitting on tapered surfaceshould be avoided wherever possible. However,inthe cases of
larger rolls, the split may have to be placed on the tapered surface. In this case, attention has to be
paid to minimize edge damage of rolls and marks on the product (Figure5.70).
(j) Wear.Excessivewear of certain partofthe rolls can be frequently anticipated. Forexample,
grooving (scoring) rollswill wear faster than other rolls. Splitting the grooving rollleft and right
from the groovewill mean that it is only necessarytoreplacethe grooving inserts or it can be
made from amore wear resistance material. This type of splitting willalso reduce roll reworking
cost if for some reason the location of the grooves/scores must be relocated.
(k) Adjusting Split Rolls with Shims .The use of shims is not normally recommended,but in special
cases, they are required to adjust rolllengths. Atypical example is to compensate for thickness
changes when the outside dimension of apartiscritical (Figure 5.71).
5.6.3 Bolted Rolls
Sometimes, customers are worried about proper setup of rollsbytheir operators and request to supply
split rollsthat are bolted together.Occasionally,the roll designer finds it necessarytobolt rolls together
FIGURE 5.70 If splitting rolls at tapered location is unavoidable, then misaligned split lines with generousradii on
split lines will minimize roll chipping and the marks on the product.
FIGURE 5.71 Shim placed between split rolls can compensate for thickness changes.
Roll Forming Handbook5 -44
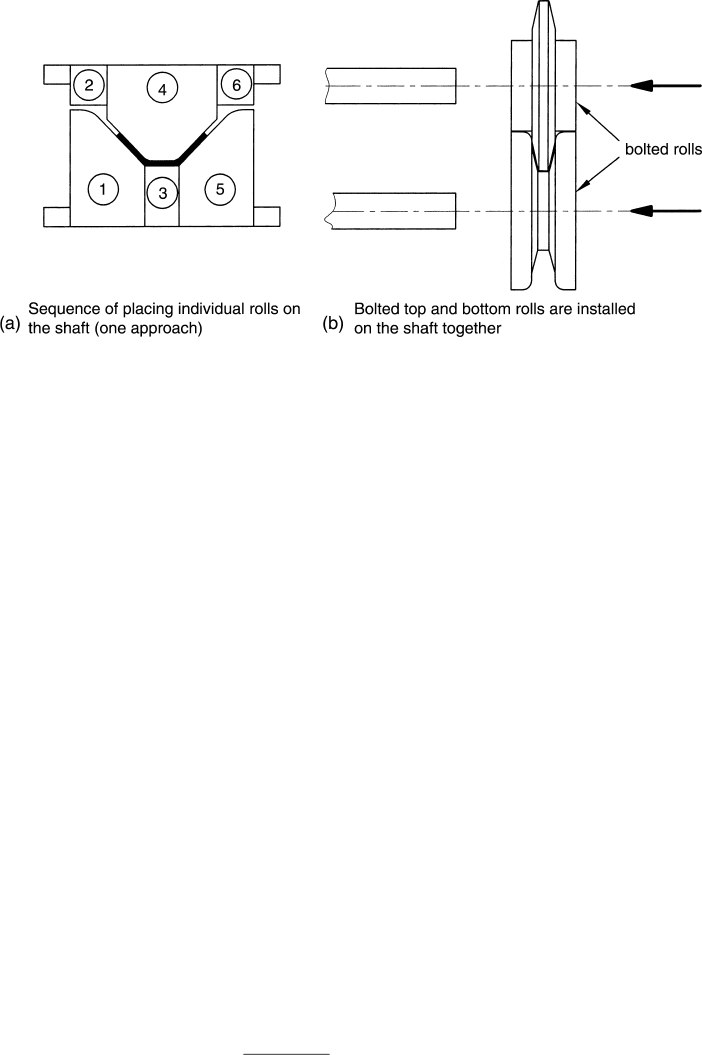
either to reducethe trust on the bearings or for some other reason. However,bolting usually makes a
simple roll installation into acomplicated and possibly less safe one. Figure5.72ashows the sequenceof
installing the top and bottom rollsone-by-one. If the rollsare bolted together (Figure 5.72b), then the top
and bottom rollassemblies must be placed on the shafts at the same time. This is adifficult and unsafe
balancing act, trying to placeheavy rolls on both top and bottom shafts at the same time. Furthermore,it
is difficult to maintain the concentricityand alignment of the split rolls after heat treatment or replacing
anyofthe rolls. Therefore,itisrecommended to avoid bolting the rolls together wheneverpossible.
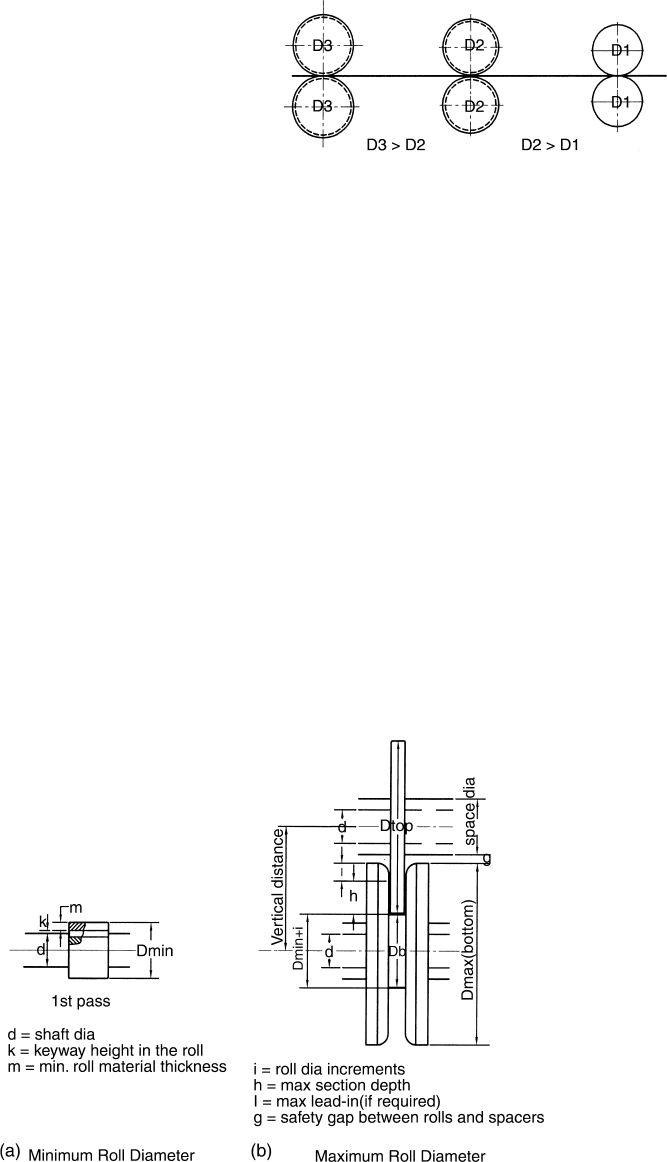
5.6.4 Establishing Roll Diameters
(a) Influencing Factors.The rolldesigner has to determine the pitch diameter of both top and bottom
rolls, as well as calculate the minimum and maximum roll diameters. The roll diameters are the
function of the section depth, shaft diameter,key size, material thickness, specified pass line
height, rpm ratio between top and bottom shafts, and the diameter increases from pass to pass.
The calculated diameters havetobereviewed and compared withthe available vertical distance
and adjustment, or gear pitch diameters, future recutting requirements, available rollstock
diameters and other operations in the line.
(b) Roll Surface Speed.The top and bottom pitch diameters are defined by the equal roll surface speed.
If the rpm ratio of the top and bottom shafts is 1:1, then the pitch diameters and the surface speed of
the top and bottom rolls will be equal. If the rpm ratio is, say, 1:1.43, then the surface speeds will be
equal at the point wherethe top roll diameter is 1.43 times larger than the bottom roll diameter.
The pass line height of the mill is determined by the uppermost point of the bottom roll pitch
diameter (where the surface speed of the top and bottom rolls are equal) at the last pass.
(c) Section Depth.The maximum section depth (shown as “ h ”inFigure5.58)ateach pass plus the
lead-in addition (if applicable) is one of the factors that determine the roll diameters.
The Roll Former’sGuide uses the following equation to calculate the maximum section depth:
Depth
max
¼
VD £ Rpm
Rpm þ 1
2 0 : 5 d 2 St 2 “ Lead in Flange Height”
where
VD ¼ vertical distance
Rpm ¼ Rpm ratio bottom/top
St ¼ Spacer thickness
d ¼ Shaft diameter
FIGURE 5.72 Sequence of installing rolls is dictatedbythe roll diameter;installing bolted rolls is difficult and unsafe.
Roll Design 5 -45
(d) Pass Line Height.Ifthe pass line height is
preestablished, then the pitch diameter at
the last pass is already determined. The
pitch diameter will be twice the distance
from the center of the bottom shaft to the
pass line height (Figure 5.63).
Working backwards from pass to pass,
the pitch diameter of each previous pass
will be smaller by theroll diameter
increment.
(e) Roll Diameter Increments.The speed of
the strip will depend on the surfacespeed
of the rollsatthe pitch (drive) surfaces.
The surface speed of the rolls is afunction
of the roll diameter.Ifall the rolls havethe
same pitch diameter,then it can happen
that tightly pressed first pairs of rolls may
drivethe strip slightly faster than it is
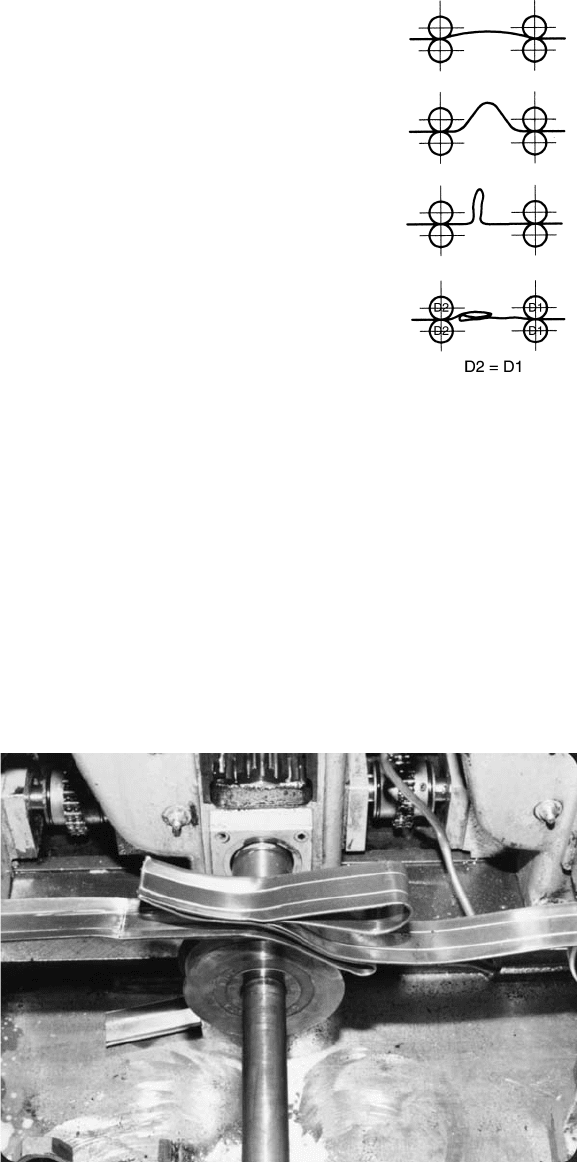
being pulled by the next rolls. The same
problem can happen if the strip speed is
reduced by the subsequent passes or by
the friction against the straightener,cutoffdie, guides, or other in-line operation.. This can create a
loop and buckles up the material between passes (Figure5.73 and Figure5.74).
To avoid this problem, it is acommon practicetokeepthe strip under tension by gradually
increasing the roll diameters, thus the surface speed, from pass to pass (Figure5.75). A0.015-in.
(0.4-mm) diameter increase means a0.047-in. (1.2-mm) speed increase. In this case, the 10th pass
rolls will haveanapproximately 0.15-in larger diameter than the first one; thus its surfacespeed will
be 0.5 in. (12 mm) per revolution greater than the speed of the first roll.
The amount of increase of diameter to pass-to-pass is established by the roll designer and
usually it is between 0.015 and 0.025 in. (0.4 to 0.6 mm). It has to be noted that in the case of
FIGURE 5.73 Strip or productcan buckle if it is driven
faster by thefirstrolls than being“pulled”bythe
subsequent rolls.
FIGURE 5.74 Multiple layers of partsentering apass will damage the rolls and bend or breakthe shafts.
Roll Forming Handbook5 -46
20 passes and a0.025-in. increase, the
surface speed differencebetween the first
and the 20th pass will be approximately
1.5 in. (33 mm). Toohighaspeed differ-
ence mayincrease roll wear andmay
elongate theproduct.Product length
increase can be detrimental if the strip is
prepunched.The elongation will not be
uniform and it will fluctuate, depending on
the pressure created during set up,change
in the material thickness, lubrication, bent shafts and other factors. To minimize this problem,
designers frequently use diameter increases in the first passes but use the same roll diameters after
the product is stiffenoughtoavoid buckling.
On small mills with shorthorizontal centers and on wide panel mills, the roll diameters are
usually not increased.
(f) Shaft Diameters, KeyHeights, and Material Thickness.The shaft diameter (“d ”) plus twice the
keywayheight in the roll (“k ”; see Section 5.5.7) plus the minimum roll material thickness (“m ”)
needed for sufficient roll strength is another factor (Figure5.76)tobeconsidered by the designer.
Equation 5.4 below provides aguideline to calculate the minimum rolldiameter.
(g) Minimum Roll Diameter.The minimum roll diameter ( D
min
)isafunction of the above-mentioned
factors (Figure5.76a):
D
min
¼ d þ 2 ð k þ m Þ or ð 5 : 3 Þ
in imperial D
min
¼ d þ 2 k þ 0 : 143d
1 : 4
or ð 5 : 4imperialÞ
in metric D
min
¼ d þ 2 k þ 0 : 265d
1 : 07
ð 5 : 4metricÞ
where:
D ¼ roll diameter
d ¼ shaft diameter
k ¼ keyway height in the roll
FIGURE 5.75 To avoid buckling,roll diameters are
increased from pass to pass.
FIGURE 5.76 Minimum and maximum roll diameters.
Roll Design 5 -47
The minimum roll material thickness ð m Þ between the keyway and rollsurfaceisinfluenced by
the thickness and yield strength of the formed material. Table 5.3 provides aguideline for “ m ”
for forming mild steel.
The value of “ m ”inTable 5.3 maybeslightly reduced when rollforming aluminum, but it has to
be increased when roll forming stainless steel, highstrength, ultra highstrength steel or other
materials with highyield strength. An increase may also be required when roll pressure is
augmented by scoring, stretch grooving or other highpressure operations.
(h) Maximum Roll Diameter.The maximum bottom roll diameter is limited by the distance of the
bottom shaft center from the mill bed or anyother protruding items on the mill bed, which
possibly prevents the installation and removal of rolls (Figure5.60).
D
max
¼ 2 ð V
D
2 d Þ 2 S
t
2 0 : 06V
0 : 4
D
ð in inchesÞð5 : 5 Þ
where:
V
D
¼ Vertical distancebetween the shafts
d ¼ Shaft diameter
S
t
¼ Spacer wall thickness
The maximum top roll diameter (Figure 5.76b) is usually restricted by the vertical distanceand
the vertical adjustabilityofthe top shaft (Figure5.54). However,the maximum vertical distance
and the maximum rolldiameter may be increased by the application of stand spacers described
in Section 5.5.5.
5.7 Spacers and Shims
5.7.1 Definitions
The spacers and shims are partofthe roll set. At each shaft, the total lengths of the rolls, spacers and
shims are equal to the rollspace.
The difference between aspacer and ashim is related to their length, application, and method of
manufacturing.
Spacers are long,usually between 0.125 and 6in. (4 to 150 mm). The spacers are integral partofthe
roll forming set.
Shims are short(thin), usually 0.001 to 0.100 in. (0.025 to 2.5 mm). The use of shims should be
avoided wherever possible.
5.7.2 Spacers
The total length of the rollsisdictated by good design practice. The differencebetween the available roll
space and the rolllength is filled with less expensivespacers (Figure 5.77 and Figure5.100f).
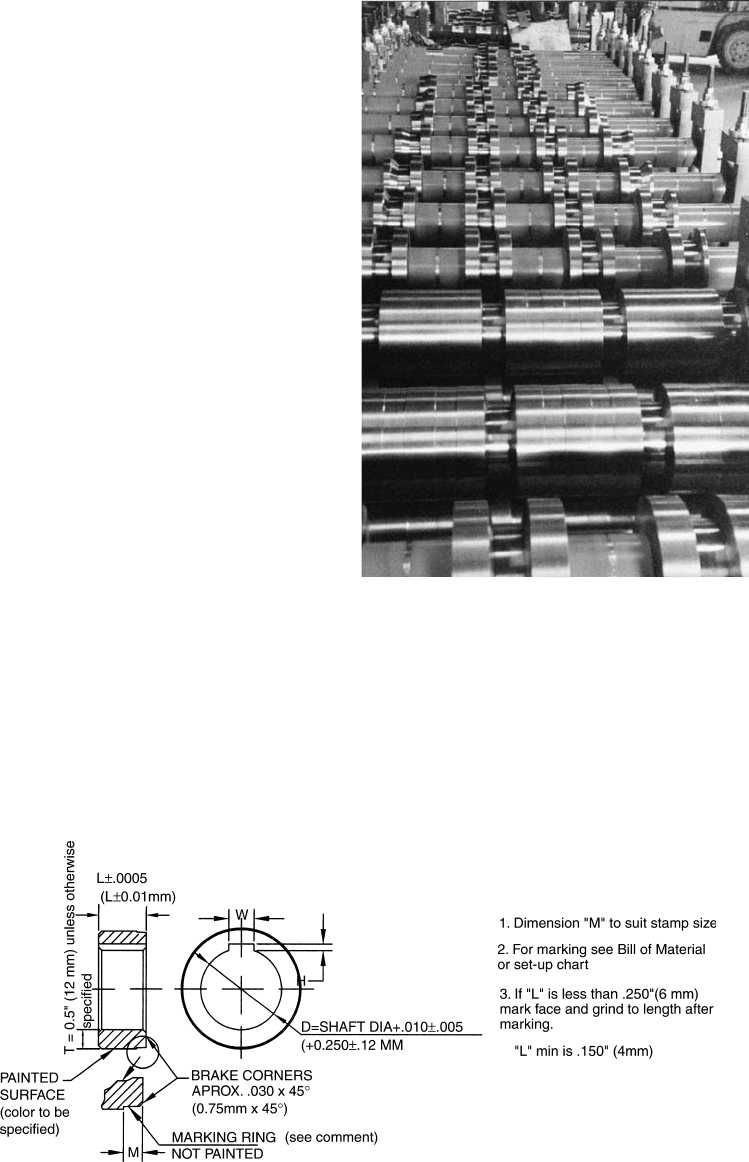
Figure5.78 shows atypical spacer used by the industry. Spacers are usually manufactured from
seamless carbon steel tubes.
*
Typical wall thickness is around .5 in.(12.5 mm). Thinner wall tubes are less expensive but the
overtightening of nuts at the end of the shafts and other misuses can “extrude” the spacer into a
gap created by too large radius at the rollboreorcreate other problems (Figure5.79).
Large diameter rolls used to form thick material require spacers with substantially thicker wall.
TABLE 5.3 Minimum Roll Wall Thickness ð M Þ for Forming Mild Steel
Material Thickness m
Up to 0.075 in. (1.9 mm) 0.3 to 0.4 in. (7.5 to 10 mm)
0.76 to 0.125 in. (1.91 to 3mm) 0.5 to 0.6 in. (12 to 15 mm)
0.125 to 0.5 in. (3.1 to 12.7 mm) 0.75 to 1.5 in. (20 to 40 mm)
Roll Forming Handbook5 -48
*
The minimum and maximum lengths of
spacers are restricted by the manufactur-
ing technology. The maximum length is
limited by the key cutting capacityand the
safe grinding to length. The spacers are
partofthe roll set; therefore, their length
tolerances and the parallelness of their
ends are critical.
*
The boreisnot importantaslong as it is
reasonably smooth and has aplus toler-
ance foreasyinstallation. Thespacer
inside diameter is often 0.005 to 0.020 in.
(0.12 to 0.50 mm) larger than the shaft
diameter.
*
Spacers shouldhavekeyways butthey
can havealarger plus tolerancethan roll
keyways.Spacers installed without keyways
can rotate on the shafts. Rotating spacers
can damage the shafts and will reduce not
only the length of the spacer but also grind
into the hardened rolls. The “grinding”
action is accelerated by the presence of
abrasive materialssuchasironoxide,
aluminum oxide, chips, and so on, pene-
trating in between the spacers and rolls.
*
Heat-treatment of spacers is not essential
but the spacers should be handled carefully
and not be abused.
*
Spacers should be clearly marked. (For
marking, see Chapter 10, Sections 2.1 and
2.2).
*
The marking should be on the outside surfaceofthe spacers in aturned groove. If the spacer is
too shorttostamp the marking on the outside surface,then it can be stamped on the flat end. In this
case, the marking should be made beforethe final grinding to length operation.
FIGURE 5.77 The difference between the roll space and
roll length is filled with less expensive spacers. (Courtesy of
Delta Engineering Inc.)
FIGURE 5.78 Typical spacer (Delta Engineering Standard).
Roll Design 5 -49
5.7.3 Standard (One-Piece) Spacers
The most frequently used so-called “standard” spacers are made out of one pieceasshown in Figure5.78.
5.7.4 Split Spacers
(a) Changeover Time.Split spacers can reduce roll changeover time of multiple width sections.
Instead of removing the nuts from the end of the shafts, pulling offthe stands, rollsand spacers, it
can be sufficient to loosen the nuts and pull the operator-side stand out by approximately 0.25 to
0.75 in. (6 to 20 mm). The gap will allow the removal of the split spacers and the replacement of
them into new locations. This method can reduceroll change time by about 70 to 80%. For
example, 10 to 24 min per pass changeover using standardspacers can be reduced to 3to5min
with nonsplit spacers, depending on the size of the mill, number of rolls, and the experience of
the operator.
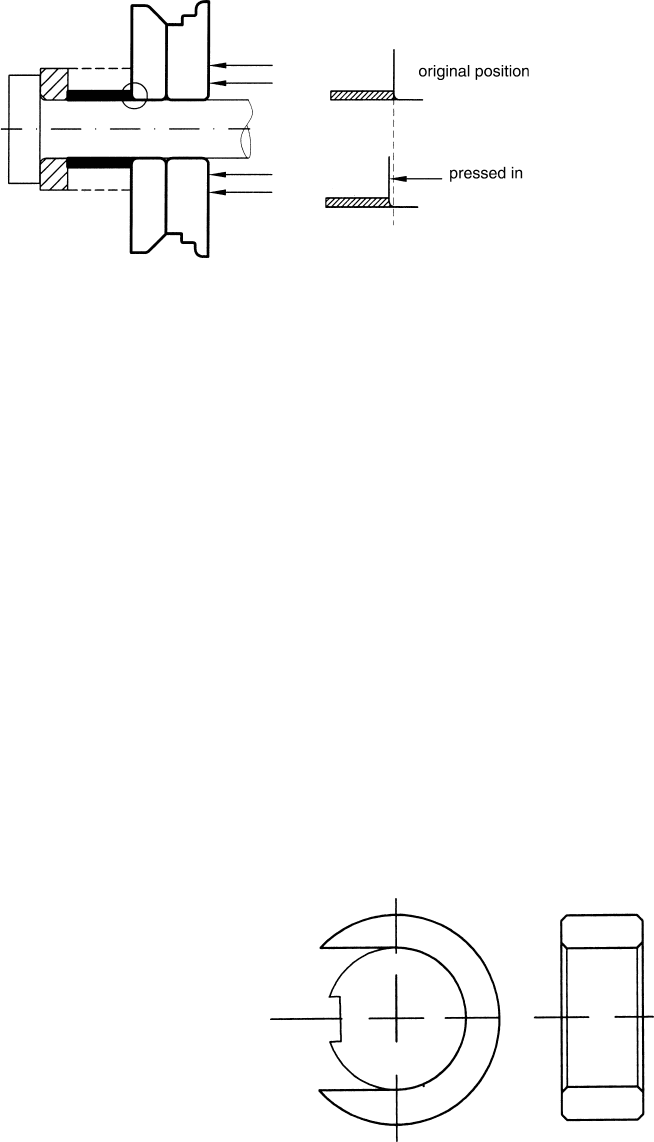
(b) Horseshoe Spacers.Horseshoe spacers were among the first quick removal spacers developed by
the industry(Figure5.80). This type of spacers, as well as the horseshoe shims, create
considerable problems. The “open”sections of all horseshoe spacers are in the same direction. In
the case of small shaft diameters (1 to 1.5 in. or 25 to 40 mm), the forces applied by
overtightening the nuts at the end of the shafts can bend the shafts.
The continuous flexing of the shafts at each revolution can create another problem. The top roll
spacers (and the shims) can fall out and damage the next pass rolls. Therefore, manufacturers use
spring-loaded ball locators to hold the horseshoe spacers in position. However,itishighly
recommendednot to usehorseshoe
spacers at all.
(c) Bolted and Hinged Split Spacers.Bolted
spacers havebeen used to avoid accidental
falling of spacers from the shafts (Figure
5.81a). These spacers will not fall out but
theremoval of thescrewsorother
fasteners takes too much time. Hinged
spacers (Figure5.81b) somewhat reduce
the time required to remove and install
these bolted type spacers.
(d) Boltless Spacers.Avarietyofboltless, quick
removal spacers has been developed and
successfully used (Figure5.82a,b).
FIGURE 5.79 Thin wall spacers can “extrude” into the large roll radius.
FIGURE 5.80 It is strongly recommended never to use
horseshoe spacers.
Roll Forming Handbook5 -50
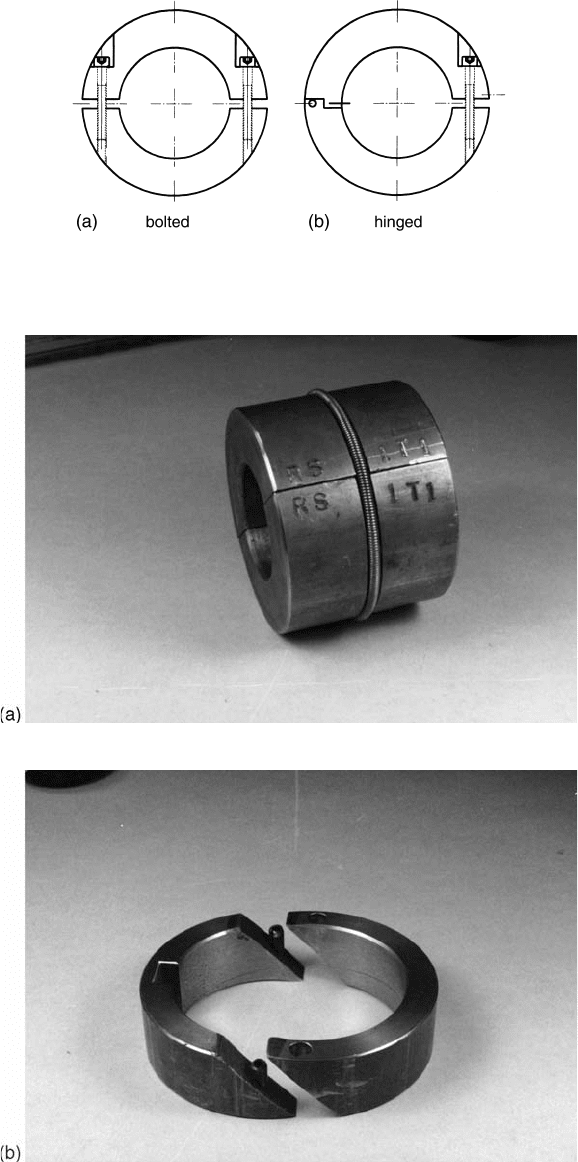
FIGURE 5.81 Bolted (a) and hinged (b) quick removal spacers.
FIGURE 5.82 Quick removal Delta spacers.
Roll Design 5 -51