Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

(b) Lead-In Flange Design for Curved Edges.If
the furthermost edge of the section is already
formed, then the lead-in surface may startfrom a
tangent point to the outermost element (Figure
5.132). This method is frequently used when the
lead is also used to “push”the leg inwards,
especially when forming ablind corner.
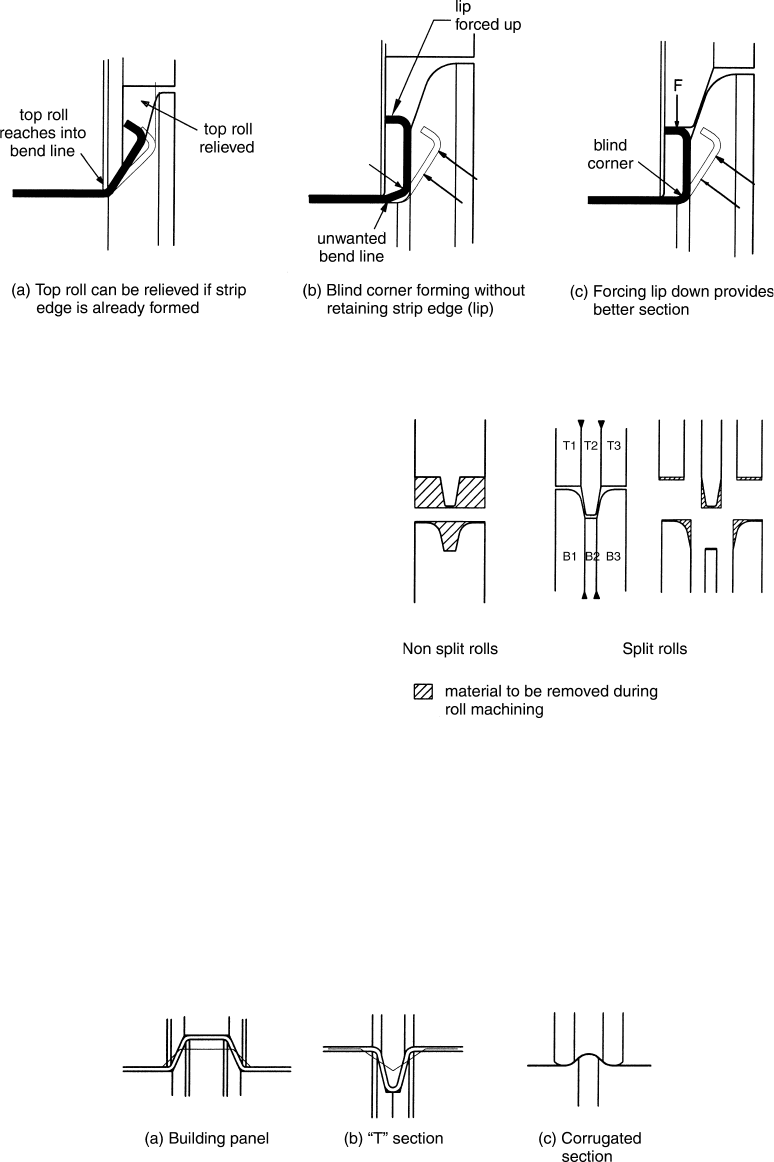
If the lips are already formed and the roll
opposite to the rollwiththe lead-in flange cannot
reachinto the bend line, then those rolls can be
relieved as shown in Figure5.133a. However,if
the bend line to be formed is a“blind corner”
(Figure5.133b), then it is more prudent to
“contain”(boxin) the section by pressing down
the lips (Figure5.133c).
Thediameterincreasecausedbythe lead in both
the“trap”and “lead” rollsmakes it frequently
more economical to splitthe rollsasshown in
Figure 5.134. Thesplit linesonthe drawings are
indicatedwithtriangles.Thissplitting allows the
rollsmarkedT1, T3,and B2 to be madefrom
smallerdiameterblanks, savinginmaterialcost.
This arrangementalsomakes rework,adjustment,
or replacementeasierand less expensive. Further-
more,splitting makesiteasiertoadjustorreplace
rollsifthe blanksizehas to be modified.
(c) Lead-InFlange is not Required.Lead-in
flanges are often not required when the bending of
the section commences at the center partofthe
strip,not at the edges, such as forming of wide
panels and similar products with relatively loose
toleranceonthe lips (last elements at the edges).
Typicalexamplesare showninFigure5.135a–c.
Becausebuildingpanel rollsdonot requirelead
surfaces,the roll diametersdonot have to be
increased.
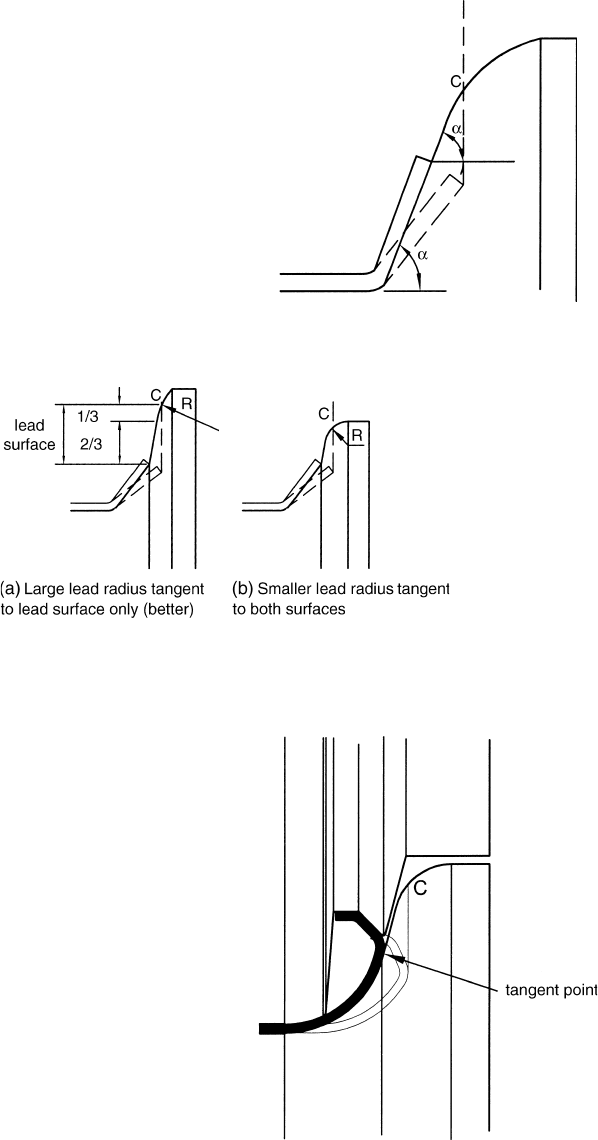
FIGURE 5.130 Occasionally, theextension of the
forming angle can serve as alead-in.
FIGURE 5.131 Part of the radius at the end of the lead surface can be used for lead. Large radius tangent to one
surface (a) is better than smaller radius tangent to two surfaces.
FIGURE 5.132 Lead can be tangential to the outermost
curved surface.
Roll Forming Handbook5 -82
Traps or leads are frequently omitted for certain
types of forming,especially over a40to50 8 angle.
However,lead-in flange may be incorporated
occasionally even at these angles when the edge of
the strip has to be pushed inwards or downwards
when forming blind corners(Figure5.136a). In
case of blind corners, the application of cluster-
rollsissometimes more effectivethan the lead-in
flanges (Figure5.136b).
5.12.4 Finalizing Roll Edge Radii at
Bend Lines
Twoalternativesare available to finalize the radii
at the convex and concave partofthe rolls at the
bend lines.
(a) MatchingRadii on Both Topand Bottom Rolls.Manyrollsare designed to fully envelope
(surround) the section at each bend line (Figure5.137a). The rolls are machined to havetheir
forming radii identical to the inside and outside bend-line radii of the section. Rolls designed in
this wayhavetobeturned and set up with morecare; small discrepancies can create problems at
the bend-lines.
(b) Radii on the Convex Rolls Only.During forming,the strip is wrapped around the male die and
the bend lines will be thinner.The outside of the strip at the bend line may not even touch the
FIGURE 5.133 When male roll does not reaches the bend line (blind corner), then it is recommended to forcethe
edge (lip) down to avoid unwanted deformation.
FIGURE 5.134 Rolls are split by necessity as well as to
reducetool material cost.
FIGURE 5.135 Lead-in flanges are not required when forming at the center of section, away from the edge.
Roll Design 5 -83
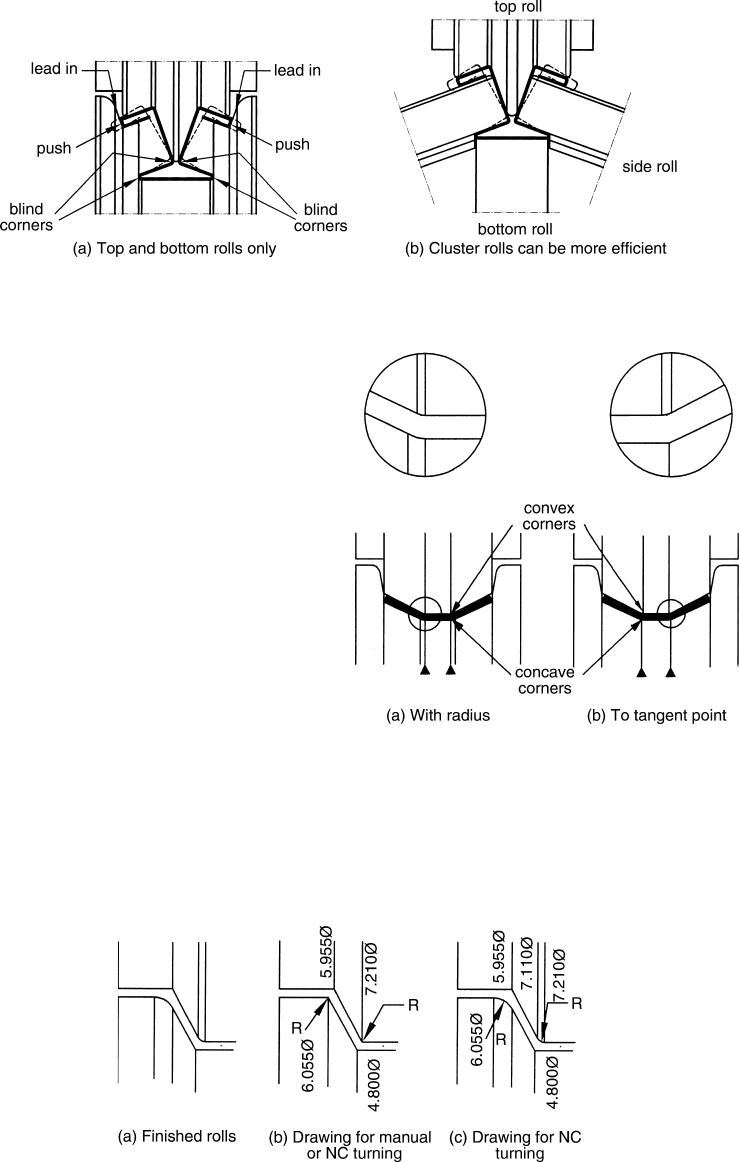
bend line radiionthe femalerolls.
Therefore, theconcave rolls are fre-
quently machined to the tangent point
at each bend line. Rolls designed to
tangent points can be moreeasily split
(Figure 5.137b) and turned easily manu-
ally.Most manual lathe operators prefer
drawings showing tangents point with
an indication of the radii required for
the corners(Figure5.138).
The effect of the two differentroll
designs (all rolls with radii or convex
rolls to tangent point only) on the final
product is not clear.The author assumes
that because of the small roll misalign-
ments in the mill, the “all rollswith
radii” will apply some “cold forming”to
the corners, thus reducing springback.
Rolls turned to their tangent point are
more“forgiving”tosimilar misalign-
ments (Figure5.139). However,ifthe edges are trapped or pushed, then radii of both rolls will
provide abetter radii control to the finished section. If the straight element adjacent to aradius
is forced towards the curvedelement (across the strip), then it is possible that the strip “moves
FIGURE 5.136 Lead-in flanges are required when it is prudent to “push”the strip inwards(a) to help forming.In
some cases, side-rolls or cluster-rolls would be moreefficient (b).
FIGURE 5.137 Concavecorners of the rolls are fre-
quently cut to the tangent points.
FIGURE 5.138 In the case of manual turning,the lathe operators prefer drawings showing tangent points.
Roll Forming Handbook5 -84
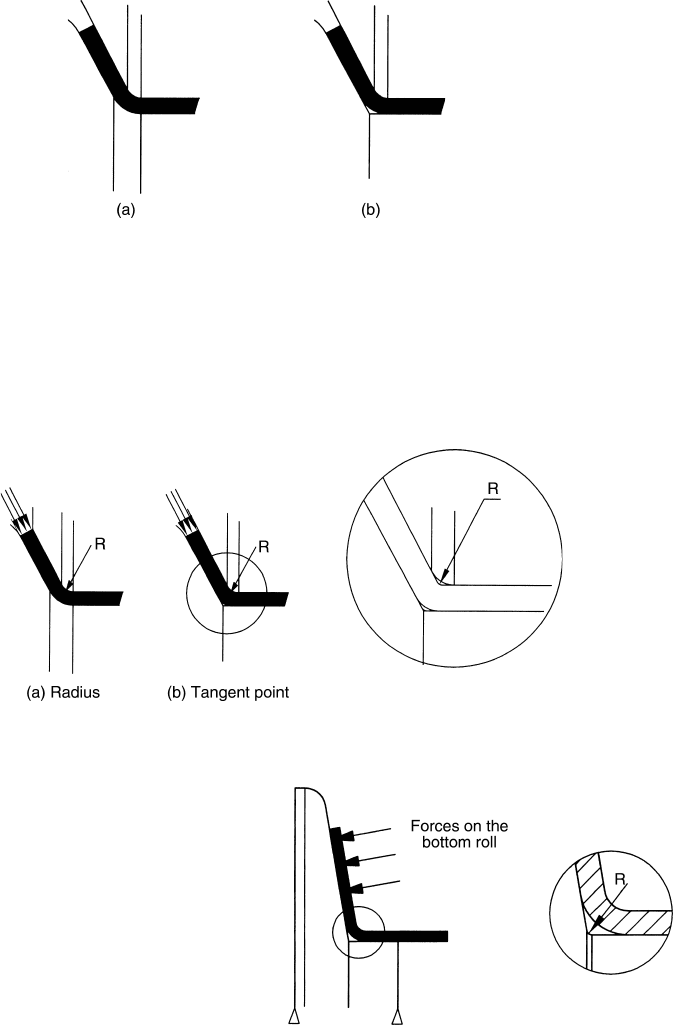
away”fromthe male roll.This movement can result in asharper than intended corner radius
(Figure5.140).
If concaverollsare not split at the tangent point, then the application of asmall radius is
recommended, especially for rolls with thin wall flanges exposed to large side pressure
(Figure5.141). Sharp corners are potential starting points for cracks.
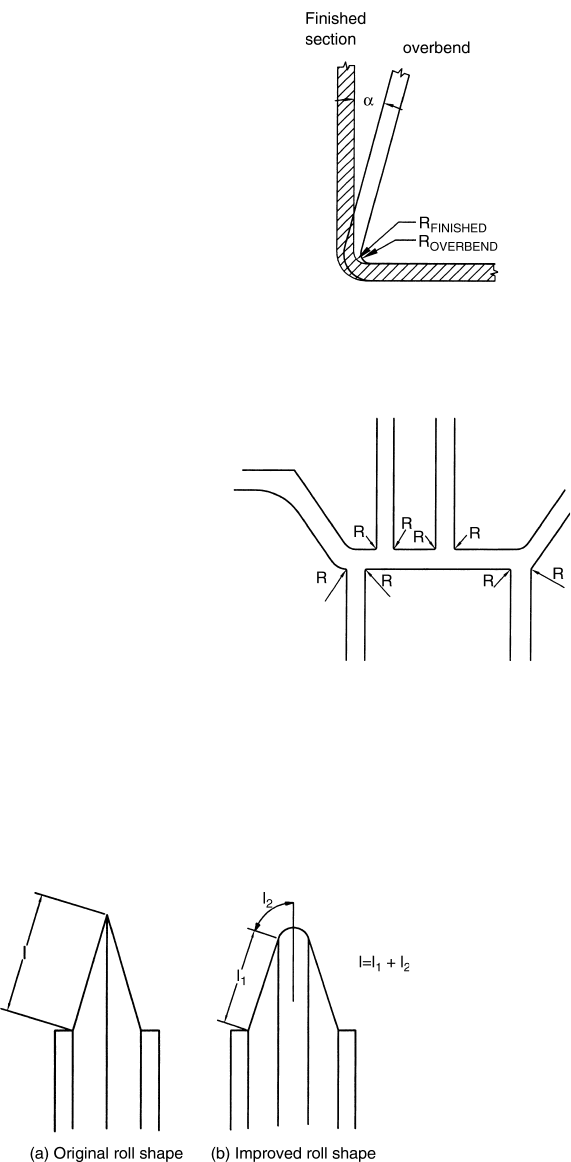
(c) BendingRadii on OverbendingRolls.
Followingthe “constantarc length”theory,
whenever abendlineis“overbent,”then
thebendradiuswillbecome smaller.
Although some roll designersignorethis
fact becausethe change in radius is small, it
is proper to apply the correct radius
(Figure5.142). Thecorrect radius canbe
calculatedwith the equation usedfor
constant arclengthbending (Equation
5.15)orbythe propersoftware.
5.12.5 Applying AdditionalRadii to
the Rolls
(a) Radii on Split Rolls and Rolls Ending with aFlat Surface.The radius at the edge of asplit roll
should be sufficiently large to minimize marking of the product. Marking can be caused by the
FIGURE 5.139 Both top and bottom rolls with corner radii (a) requiremore careful alignment along the mill than
rolls with concave corners machined to tangent points (b).
FIGURE 5.140 The trap forcing down strip edge into the corner may deform the radius if the concave roll is
machined to the tangent point.
FIGURE 5.141 Leaveasmall radius at the tangent point
of the concave rolls to avoid roll edge cracking.
Roll Design 5 -85
slight differences in thematingroll
diameters, outofroundness,out of
center,too big gap between roll bore
and shaft diameter (Figure 5.143).
Rolls that havetobesplit at atapered
partofasection, because they are used
for avarietyofpurposes or because of
their weight, may require large radii at
the sharp edges to avoid damage to the
rolls and marking of the product (see
Figure5.144,right-hand side).
(b) Other Roll Edge Radii.Applying asmall
radius to allsharp edgesisrec-
ommended for safe roll handling and
to minimize edge damages. (A general
note,e.g., “brake corner”0.030 in.
[0.75 mm] R can be an instruction on
all rolldrawings).
To avoid chipping of verysharp,
shallowangle edges, aradius may have
to be included on rollswhich otherwise
do not requireradii. However,ifthe roll
is already made with asharp tip,the tip
cannot be remachined without reducing
the material required to achieve the final
height. In this and similar cases, it is
recommended to change the roll design
and apply additional false bends adjacent
to the final radius (see Section 5.9.6 and
Figure5.97band Figure 5.144). The arc
of the final radius plus the twofalse
bends will provide alarger radius at the
tip of the rollateach pass. Eventually,the
arcsofthe false bends will be flattened at the last pass. The section will havethe correct shape,
height, and will less likely split (crack) at the 1808 bend.
FIGURE 5.142 Usethe correct radius for overbending;
the radius at overbending is smaller than the finished
radius.
FIGURE 5.143 Small radius ð r Þ should be placed at each
split roll edge to avoid marking of the productand damage
to the rolls.
FIGURE 5.144 To avoid sharp tips on rolls, the roll design can be modified by using false bends.
Roll Forming Handbook5 -86
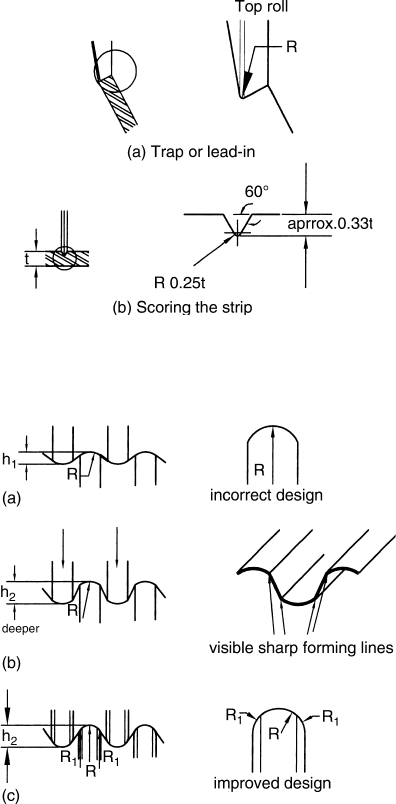
Designs incorporating traps can leave
verysharp roll edges. These edges can be
easily damaged. It is recommended to
either avoid them or add asmall radius
to them (Figure5.145a).
Asmall radius is recommended at the
peak of the scoring(grooving) rolls used
when the product must be formed with
sharp inside radius (Figure5.145b).
For rolls forming sine wave corruga-
tions,adifferent kind of radiusis
recommended. The sinusoidal shape is
usually “air bent”and the roll designer
specifies therequiredradiustobe
incorporated onto the outer edges of
the “donut” shaped rolls. This method
workscorrectlyinmostcases
(Figure5.146a). However, to reduce
springback the forming depth maybe
increased by lowering the top shafts. If
the rolls are pushed deeper in between
each other,the material is no longer
tangential to the rolls. This can create
unacceptable sharp forming lines adja-
cent to the radii in the panels (Figure
5.146b). To avoid the sharp lines, it is
recommended to placeadditional radii at
the edges of the rolls, tangential to both
the large forming surface and the flat
ends of the roll (Figure 5.146c).
(c) Bore Radii.Asharp edge in the boreof
therolls can damagethe shafts and
make installation difficult. Therefore, it
is recommended to specify asmall radius
at both ends of the bores. The radius can
be 0.030 to 0.060 in. (0.75 to 1.5 mm) in
rolls up to 10 in. (250 mm) in diameter.
Toolarge boreradius can create problems
because of the reduced contact area between the rolls and the spacers or shaft shoulders
(see Section 5.7.2).
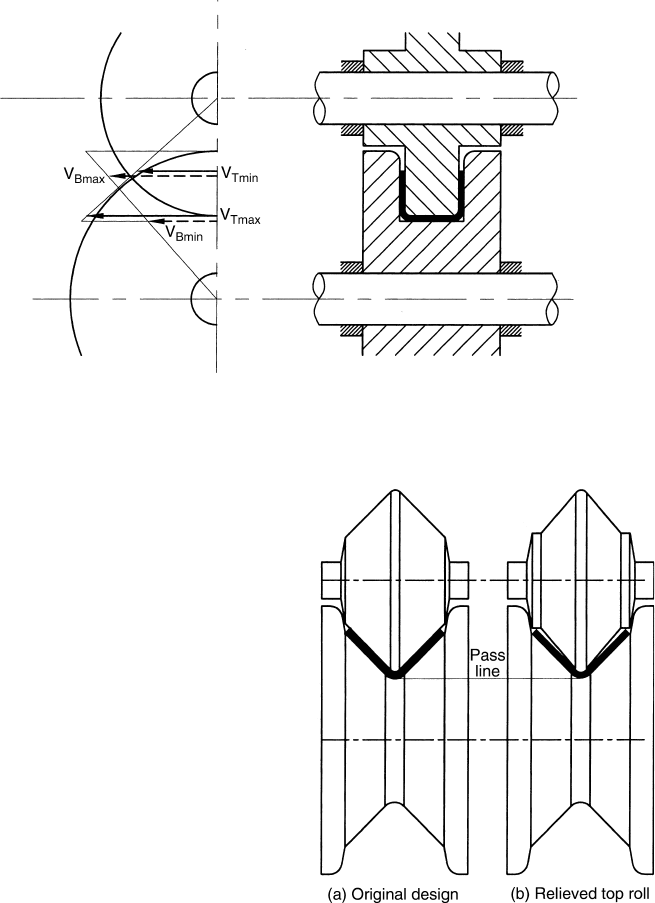
5.12.6 Relief
The inevitable surface speed differential along the contour of each roll, caused by the different roll
diameters (Figure5.147), create manyproblems. Different diameter roll segments forming or just
contacting either side of the strip surfacewill create friction, maymark the surface of the product, wear
the rolls, make the productspeed unevenand increase the torque (horsepower) requirement for forming.
To minimize the friction, the rollsare often designed with a“relief.”The example shown on
Figure5.148 shows the top roll relieved by 2to38 .This change eliminates the friction between the top roll
and the product, and by driving the product at the peak of the section provides amorepositive and even
driveatthe pass line height.
FIGURE 5.145 To avoid “chipping” of roll edges,
applying asmall radius is suggested at the critical points.
FIGURE 5.146 Asingle radius at the working surface of
the donut-shape rolls (a) can mark product (b). Added
corner radii eliminate this problem (c).
Roll Design 5 -87
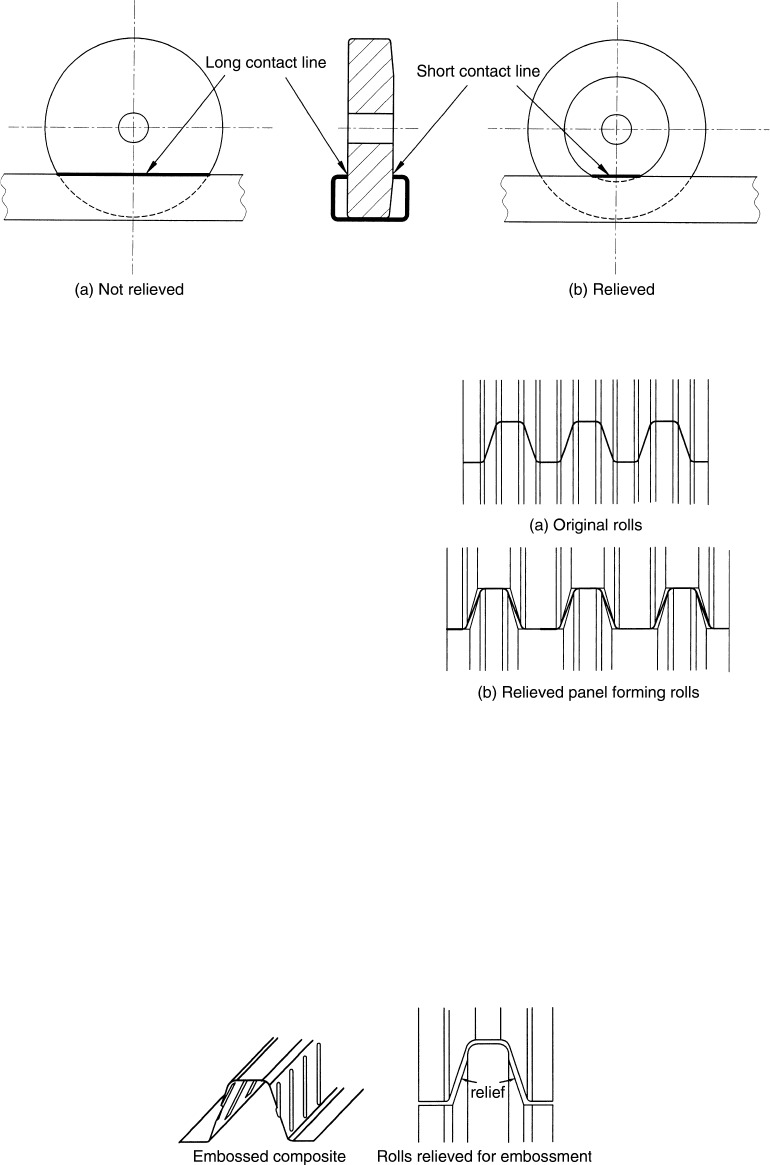
Similar relief is recommended at blind corner
rolls as shown on the right-hand side of aroll in
Figure5.149. Theextensiverubbing action
between the section edge and the roll (Figure
5.149a) will be reduced by the relief to ashort
distance(Figure5.149b).
Theapplicationofsimilar relief is rec-
ommended for panel rolls (Figure5.150). It will
havethe same beneficial effects mentioned above
without changing the section dimensions. A
similar but deeper and parallel cutout is used to
provide spacefor embossed compositedeck webs
(Figure5.151).
Because this type of roll relief works, then the
application of disk rolls (Figure5.152), utilized
by several designers, should also work. Cautious
designers mayplacefull (not relieved) rolls in
passes in which grooves are stretched into the
panel to avoidslipping offthe bend lines. Full
rolls are usually used at the last passes.
5.12.7 Interlocking
Interlocking or “gating”keeps the top and bottom rolls aligned in the horizontal direction and it is highly
recommended. Interlocking requires extra rollmaterial but it savesaconsiderable amount of setup time,
reduces scrap and eliminates some of the troubleshooting requirements.
Typical interlocks (occasionally called “locks”or“gates”) are shown in Figure 5.153.After the rolls are
placed on the shafts and the operator sets the gap at both ends of the rolls, the rollsare properly set. The
gap at both ends of the rollsatall passes should be equal to the material thickness gap between the rolls.
However,afew plants prefer to havea“standard” gap at the interlocks for all tooling.For example,
FIGURE 5.147 Surfacespeed differential exists at everydiameter in contact with the material, except at the pass line.
FIGURE 5.148 The original top rolls are “rubbing”
against the section at different speeds at full contact line
(a). Relieve top rolls (b) are in contact only at one point
with the material, running at the same speed.
Roll Forming Handbook5 -88
a0.100 in. (2.5 mm) gap at the both ends of the
rollsateach pass sets all the rolls in this set to the
proper,say,0.020 in. (0.5 mm) roll gap.
The interlock can go up or down at both ends
of the rolls at anypass, but should not go up at
one end and down at the other end at one pass.
The interlock direction is usually dictated by
economy.Ifthe rolls on one shaft are “forced
apart” during forming,then some designers
incorrectly plan to keep them together by the
rollsonthe other shaft, especially if the female
roll is not split. This is not agood practice
because the top and bottom rolls should never
touch each other.Occasionally,when forming is
not forcing split rolls apart, only the bottom rolls
will havespacers and the top rolls will be
positionedbythe “locks”(“gates”) before
material enters between them. Once the material is between the rolls, it will“self position”the rolls
installed on the other shaft without spacers.
The width of the interlock (“w ”) is determined by its strength required in case of unexpected problems.
The interlock should always be conveniently wide, approximately 0.5 in. (12 mm), to permit the
insertion of afeeler gauge horizontally.The height of the interlock (“h ”) is less critical, it should be at
least 0.4 to 0.6 in. (10 to 15 mm) to facilitate installation. It is advisable to haveasmall taper or radius at
the opposite mating corners (Figure5.154)toassist the installation of the interlocking surfacesduring
setup.
FIGURE 5.149 Relief reduces the contact areabetween the roll and the section.
FIGURE 5.150 Relieved panel rolls reduce friction,
pick-up and horsepower requirements.
FIGURE 5.151 Forming rolls relieved to accommodate composite deck embossments.
Roll Design 5 -89
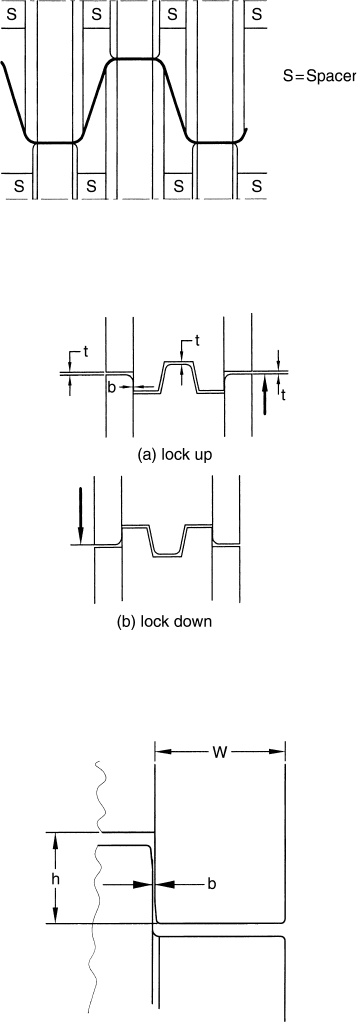
The 0.002 to 0.003 in. (0.05 to 0.075 mm) gap
(marked“b ”inFigure5.153 and Figure5.154)
should be checked after each setup with amirror.
The interlocking surfacesshould never touch each
other;they are theretohelp setup only.Toavoid
the contact between the interlocking surfaces, it is
better to have all the usual spacers in both top and
bottom shafts.
5.12.8 End Gap
The horizontal surfacesatboth ends of each pass
of rolls can greatly help the setup procedure. The
end gaps, explained aboveinthe interlock section,
can be applied to all roll sets even if they are not
supplied interlocked. End gaps may require some
extra roll material and moreprecise machining of
the rolls, but it willbeasubstantial setup time
saver during the life of the rolls.
5.12.9 Roll Length
(a) Narrow Sections.The rolllength at the first
pass is calculated as the strip width plus roll
material required for trap or lead in flange
surfaces at both ends. The figure is usually
rounded up to the nearest 0.25 to 0.5 in. (5
to 10 mm). As forming progresses and the
sectionnarrows, designers frequently
reduce the roll length to saveroll material.
This reductioniseconomical, but the
simplicity in setup and checking should
also be considered.
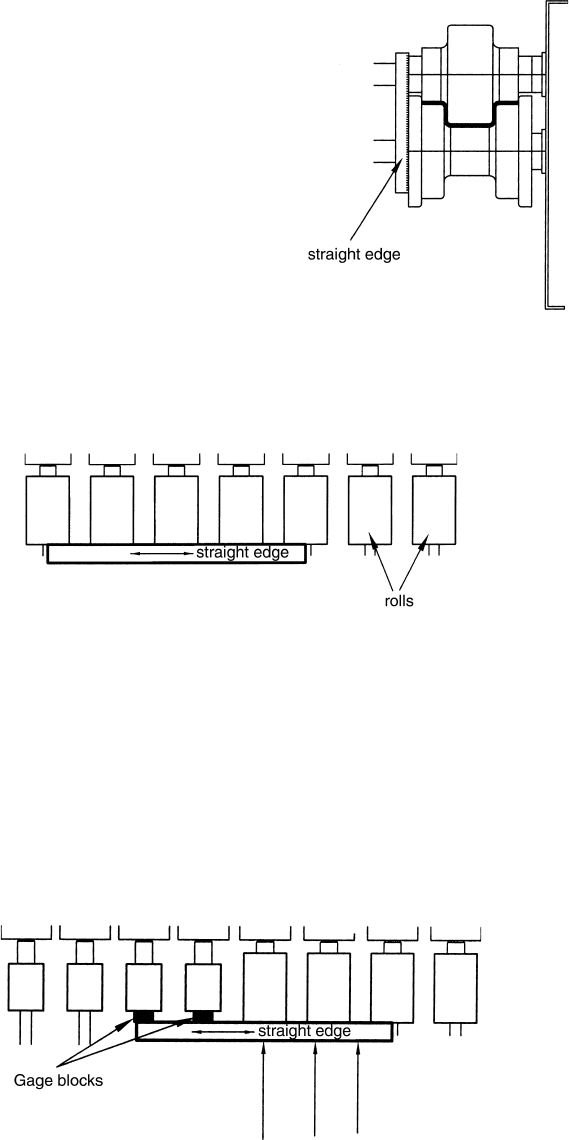
For example,the simplest way to
check the vertical alignment of the top
and bottom shoulders as well as the roll
alignments is to placeashortstraight
edge (ruler) to the ends of the rollsatthe
operator side (Figure5.155). If they are
aligned, then the shoulders and the rolls
are most probably aligned properly.To
accommodatethis simple checking,both
top and bottom rolls in apass shall have
the same total length within 0.0005 in.
(0.125 mm).
Thealignment in thelongitudinal
direction can also be simply checked by
placing astraight edge to the outside
surfaceofthe rolls (Figure5.156). One or twolength reductions in 10 to 12 passes can be made, but
the change should be in round figures such as 0.5 or 1in. (10, 20, or 30 mm) at each side. This will
allowthe placement of the straight edge against the first several passes and the next two or three
passes can be checked with an additional 0.5- or 1-in. wide gauge block (Figure5.157). Onceafew
FIGURE 5.153 Interlockingaligns top and bottom
rolls. Gap and parallelness can be easily set at both sides.
FIGURE 5.154 Small taper at both top and bottom lock
helps roll installation.
FIGURE 5.152 Disk rolls are used to form panels by
some designers.
Roll Forming Handbook5 -90
passes of the shorter rolls are checked,
then the straight edge can be movedover
to these and so on.
It is highly recommended not to make
the top and bottom rolls to different
lengths or to reduce the roll length in
everytwo or threepasses to save tooling
cost. The little extra cost will be paid back
manytimes by the ease of setup and
checking.
(b) Adjustable Roll Lengths.Multiple-purpose
rolls used to form products with variable
widths or other dimensions may consist
of complete set of rolls or mixtures of rolls
and spacers. In both cases, the location of
the rolls and the section dimensions are
changed by relocating rolls or spacers.
(c) Wide Sections.Experienceindicates that when forming wide sections, not all passes requirea
completeset of top and bottom rolls. Figure5.158,Figure5.77,and Figure5.100fshow atypical
panel rolling mill. The forming starts at the middle and after afew passes, the adjacent corrugations
(cells) are formed. In the first pass, only the center rolls are used, the rest of the roll space is filled
with spacers. Occasionally,some supporting (not forming) rolls are used to guide the flat partof
the panel close the edges. Some setup technicians prefer to havethese supporting rolls mounted on
the spacers with set screws. This will allow them to be movedtothe right location during testing of
the rollset.
FIGURE 5.155 Vertical alignment of rolls can be easily
checked with asmall straight edge if roll lengths are the
same within 0.0005 in. (0.01 mm).
FIGURE 5.156 It is easy to check the shoulder misalignment in the longitudinal direction with astraight edge if all
rolls are the same lengths.
FIGURE 5.157 To save1to 2in. (25 to 50 mm) or more of roll material, aone or two length reduction maybe
made.
Roll Design 5 -91