Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

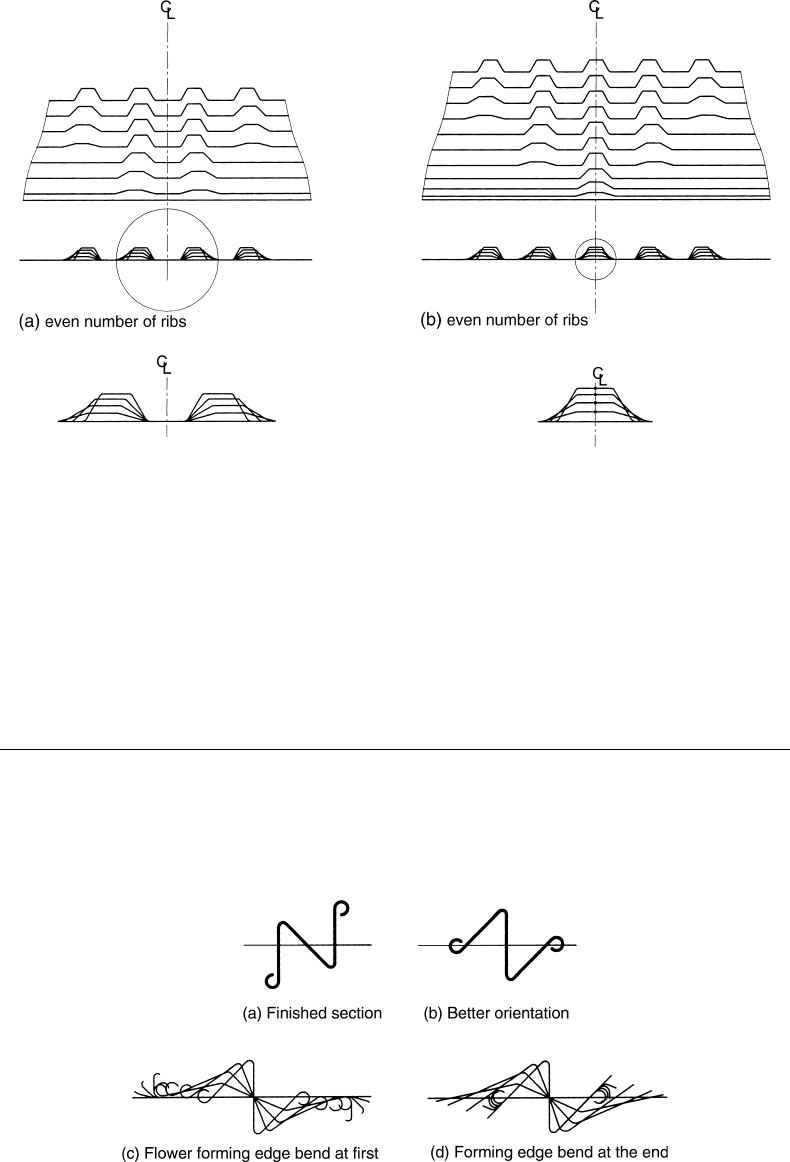
at the pass line level (neglecting in this example the possible slight increase in roll diameters). At first, the
two cells left and right from the center line will be formed almost to the finished shape in, say, three
passes. At the final forming fourth pass, the first twoangles of the adjacent rib are also formed.
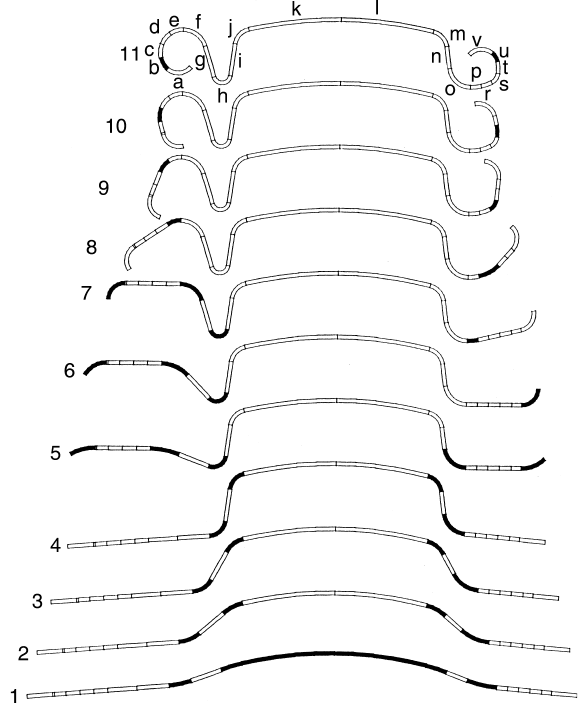
Figure5.173bshows uneven number of ribs. The center rib is formed first and the center horizontal flat
portion will ascend to the full height of the rib during forming.Similar to the previous example, the
forming of the adjacent tworibs may start when the last forming of the center cell is completed and so on.
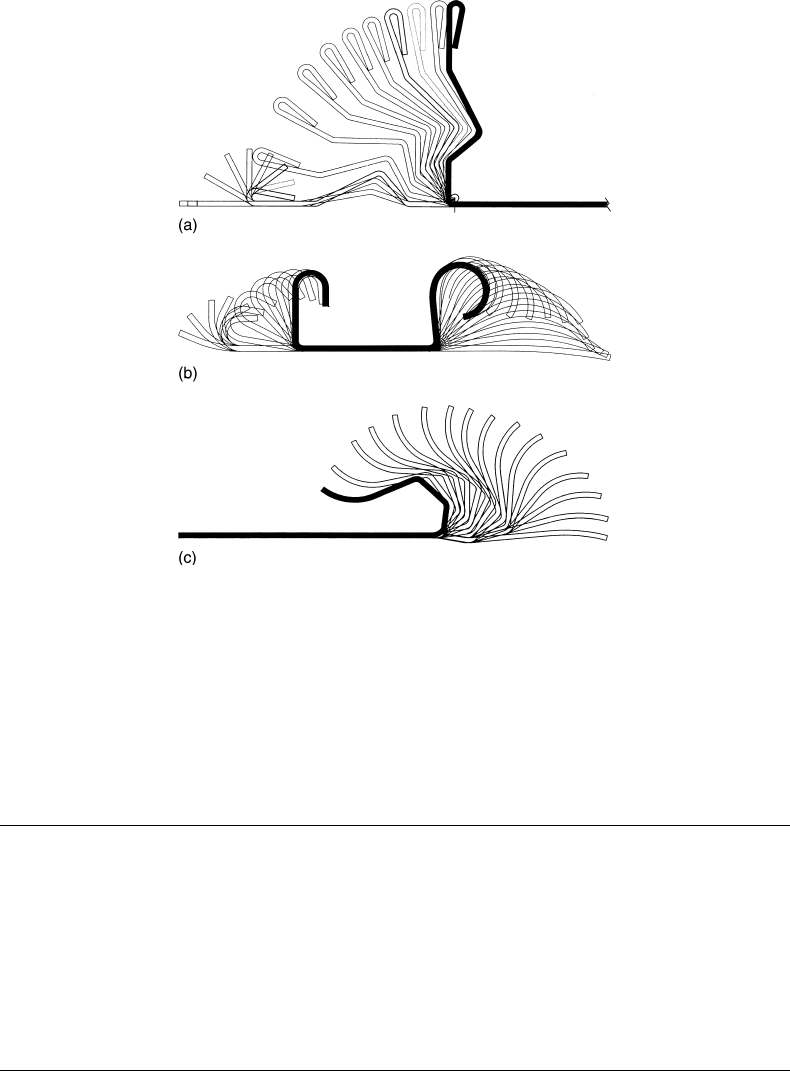
The next example shows an “N” shape cross-section with beads at the edges. Figure5.174ashows the
required cross-section, Figure5.174bindicates abetter orientation, which will induceless stresses. The
forming may commence at the edges by completing the beads and then forming the rest of the section.
During forming, the center partisrotated to almost vertical position. The same section maybeformed by
forming the legs and rotating the center partinthe first passes and forming the edge beads in the last
passes. The advantages of this forming method is that the formed beads (Figure5.174c) will be stiffer
than the unformed edges following method “d,” and will thus create less residual stresses and deviation
from straightness and flatness.
Figure5.175 shows threedifferent flower diagrams to form spring grids. Based on the roll designer’s
experience and the equipment, one of them will be used to design and make the rolls.
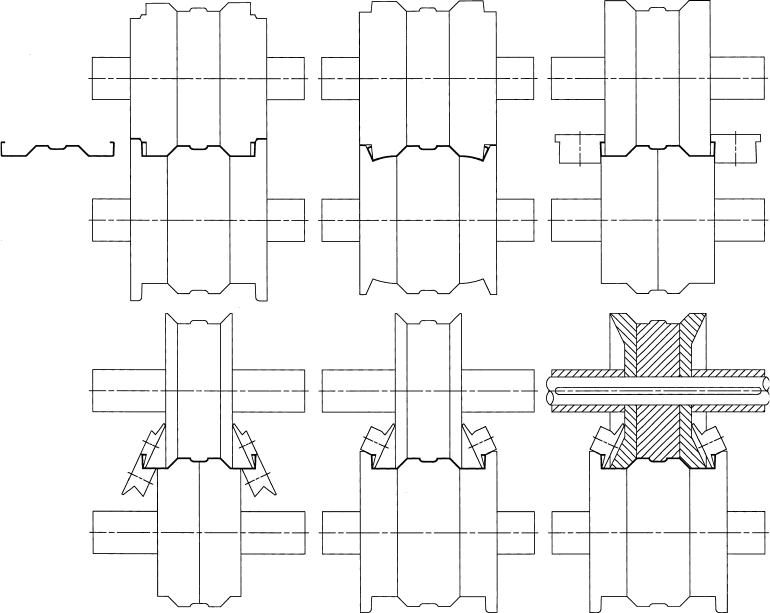
Figure5.176 shows one pass to form the outside bottom corner of asection in differentways.
Figure5.177 shows two flower diagrams, one forming the section with legs up,the other one with legs
down. The increase of the roll diameters in the center section represents the pass-to-pass pass line
diameter increase.
Additional examples of forming sections are shown in Figure5.178a–c.
All of the aboveexamples represent the “conventional”way of roll forming sections. However,the
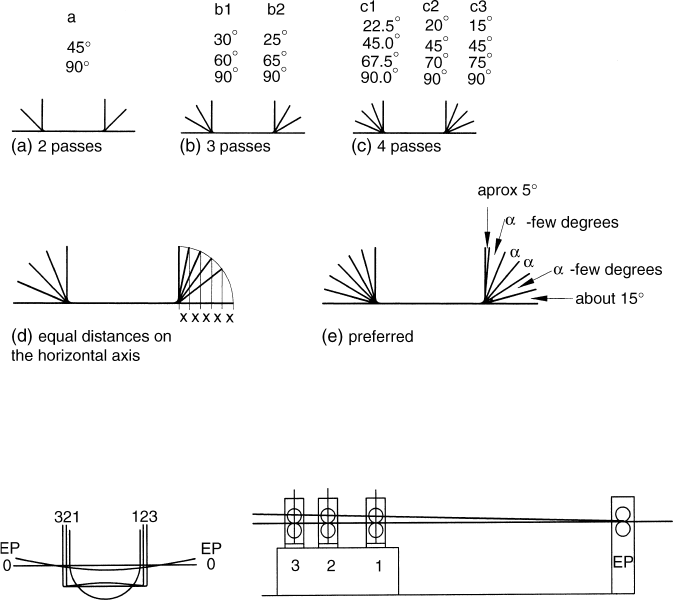
FIGURE 5.171 Depending on the conditions and the preference of the designer,even the forming of asimple
U-channel can be approached in different ways.
FIGURE 5.172 An unusual but veryeconomical way to form deep “U” channel from thin material.
Roll Forming Handbook5 -102
continuous pressure to manufacturebetter products at alower priceisforcing rolldesigners to seek
improved forming methods. Several of these improved or radically new methods, such as variable pass
line forming,tension roll forming, hot roll forming, incorporating thickness reduction into the roll
forming process and others are described in Chapter 15. The application of these methods requires
courage, new insight, sometimes different equipment, new approaches to forming sequences, new roll
design software, and, most of all, new experience. However,the progress, forced by competition and the
potential cost saving,will eventually convince the roll forming industrytochange in new directions.
5.16 Roll Marking System
Most rollforming sets contain about 40 to 500 rollsand spacers. Each roll and each spacer must be
installed at the right pass, on the specified top or bottom shaft, in the right sequence and direction. The
roll forming industrydeveloped asimple identification system, comprising of sets of combination of
numbers and letters stamped into the rolls. The identification helps the operator or setup person to place
the rolls at their correct position.
FIGURE 5.174 Forming asection in different ways to reduce stresses.
FIGURE 5.173 Forming panels with even and uneven number of ribs.
Roll Design 5 -103
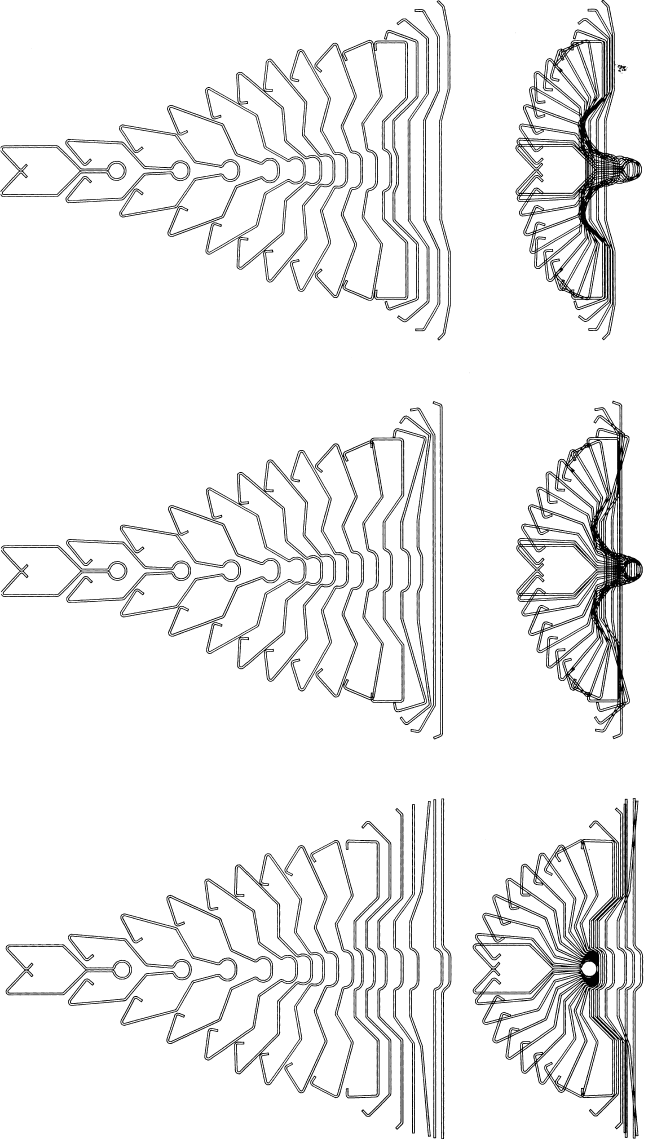
FIGURE 5.175
Three different ways to form “T
”hanger bars. The diagram does not necessarily
reflect the actual number of passes
re
quired for forming. (Courtesy of
Worthington
Armstrong
Venture.)
Roll Forming Handbook5 -104
The identification process starts at the roll design, when the number of passes is established. The strip
enters into the first pass and exits from the last. The first identification number refers to the pass number.
Each pass usually has atop shaft and abottom shaft. The second identification mark on the rollsis
either “T” for the top or “B”for the bottom shaft location. Thus, all rolls and spacers mounted on the
first pass top shaft are marked as 1T and on the bottom shaft 1B. Rolls on the second pass top shaft are
marked 2T and on the bottom shaft 2B,and so on.
The next identification number in this group determines the sequence of the spacers and rolls on each
shaft. On each shaft, the first roll (or spacer), which is installed and pushed against the side opposite to
the operator,ismarked as 1; the next roll(or spacer) is 2, the next if 3, and so on. For example, the first
roll installed and pushed against the shaft shoulder on Pass 3top shaft is called 3T1, the next tworolls or
spacers on the same shaft are 3T2 and 3T3, and so on.
Side rolllocation marks are different. They also haveapass number but instead of T(top) and B
(bottom) they usually are marked as “IN” or “OUT”(“IN” being the shaft shoulder/driveside of the
mill, and “OUT”the operator side). If there are morerolls on aside rollstand, then the first one placed
on the side rollshaft is identified as 1, the second one as 2and so on. (For additional details, see Figure
10.14).
The roll and spacer identification numbers and letters are originated by the roll designer.Some
designer using the above system for the rollsonly,the spacers are given other designations (for spacer
marking,see also Figure5.78). Before the heat treatment of the rolls, the identifications are stamped into
agrooveonthe side of the roll, which faces the operator after installation.
In addition to the location identification of the rolls described above,the rollsare stamped with two
additional sets of numbers/letters groups. The second group of letter/number combination identifies the
FIGURE 5.176 Different methods to form the outside 908 corners of asection.
Roll Design 5 -105
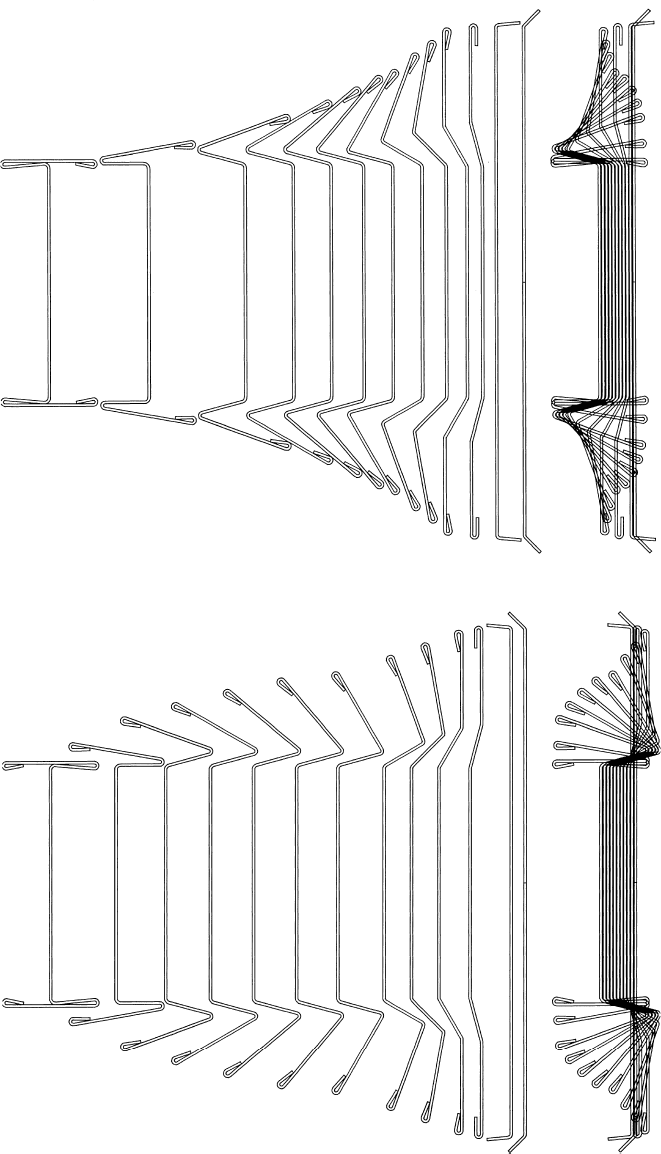
FIGURE 5.177
Forming the same section either up or down. (Courtesy of
Engel Industries Inc.)
Roll Forming Handbook5 -106
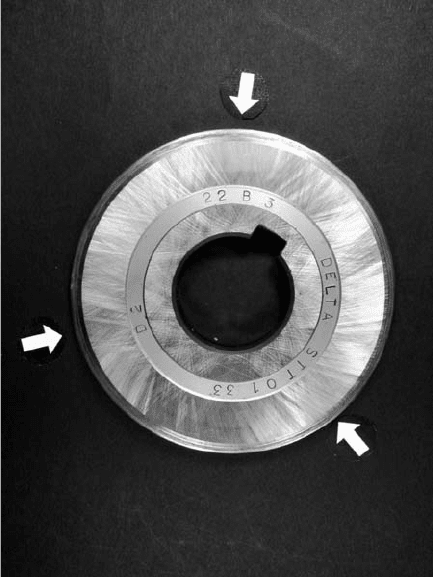
job or product number and the supplier of the rolls. The third group specifies the rollmaterial. The most
frequently used roll identification system is shown in Figure5.179.Inthe illustrated case the location of
the roll is 22 B3(22nd pass, bottom shaft, third roll). The supplier and job numbers are DELTA STT01
33 and the tool material is D2. The second and third groups of identifications are usually identical for all
rollsinthe set.
5.17 Roll Orientation
The roll can be installed in twodifferentorientations by flipping them over 1808 .For example, atapered
roll can be installed either with the larger diameter or with the smaller diameter facing the operator.To
ensurethe proper roll orientation, the rollmarking should always be facing the operator.
Exceptions to the Rule.Inroll sets where the rollsand spacers are placed in different locations on ashaft
to accommodate width or other section changes, the location identification numbers will be mixed
up (see Figure10.13). Proper instruction (setup) sheets are required for each cross-section as well as for
each pass.
5.18 Setup Charts
5.18.1 Rolls and Spacers
The instruction sheets specifying roll locations is known as “setup charts.”Setup charts are prepared
and used for everyset of rolls, regardless whether the rolls havesingle or multiple locations. Asetup
chartislike amap.Itdescribes the location of everyroll, spacer and shim in the set. The charts are
preparedbythe rollsupplier and are supposed to be provided with the roll set. These setup charts,
FIGURE 5.178 Flower diagrams of three sections. (Courtesy of Engel Industries Inc.)
Roll Design 5 -107
often abbreviated to SU charts, are important and crucial instructions to set up the rolls and spacers
correctly.
Plants using older or secondhand roll sets frequently struggle without setup charts. In these cases, the
operators usually prepare their own setup charts to simplify and speed up the installation process. These
charts are usually just asimple list of top and bottom shafts at each pass, followed by the roll and spacer
identification numbers in the sequence as they are installed on the shafts. Afew rollsuppliers provide
similar,oversimplified setup charts with the rolls. These charts can be helpful, but they are not sufficient
to minimize setup times and errors.
Good-qualitysetup chartsshould show thefollowing information of each roll andspacer
(Figure5.180)ateverypass.
*
Location
*
Marking
*
Length
*
Contour
In this illustration, the spacers for Pass 12 are marked with the pass number,“T” for top or “B” for
bottom shaft and “IN” for the drive side or “OUT”for the operator side locations. If shims are installed
in the set, then the chartshows their locations and thickness too (note the 0.010-in. thick shim between
Roll12B1and Roll 12 B2).
Using this type of setup chart,aperson can be trained in about half an hour to placethe rolls and
spacers into the right locations. However,the next step,insetting the roll gaps and making the final
adjustments requires aknowledgeable operator with manyyears of experience.
FIGURE 5.179 Typical roll identification markings.
Roll Forming Handbook5 -108
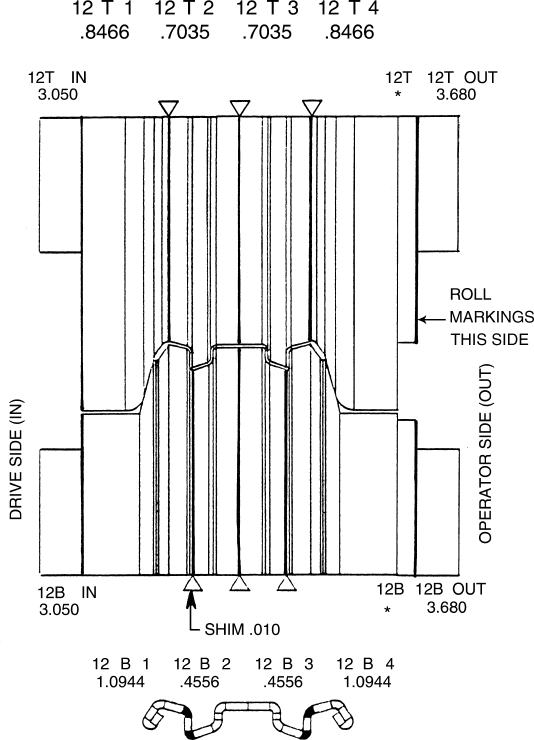
The moreadvanced setup chartsalso indicate which bend-line is formed in each pass. The four
darkened, bend lines shown at the bottom partofFigure5.180 are bent at this pass. With this infor-
mation, the operator can tell which pass needs adjustment to counteract the springback in agiven bend
line. Inexperienced operators often tryto“squeeze”the last pass instead of making corrections at the
pass, which forms the final bend in aspecific bend-line.
It is true that an operator who frequently sets up aset of rolls may not require asetup chart. But what
happens if this operator is away?
5.18.2 Shims
The thin shims used in manysets are not marked (see also Section 5.7.5). To ensure that during setup the
right shim is placed at the right location, their positions are indicated on the setup chart. The most
common wayofidentification of their position is to write “SHIM” followed with the thickness and an
arrowpointing to its location as shown on Figure 5.180.
FIGURE 5.180 Proper setup chart.
Roll Design 5 -109
5.18.3 Bending Charts
The bending chart (Figure5.181)reveals the bend line that is formed at each pass (marked solid black).
Althoughthe bending chartisseldom used, looking at it is the easiest waytofind the pass that made the
final bending of anybending line. This allows the operator to adjust the correct pass, instead of making
the common mistake of “squeezing” the last pass to correct all mistakes.
5.18.4 Good Setup ChartSet
Howtoprepare agood setup chart?
*
Rule number one: the setup chartshould be operator-friendly.
*
Each set of rolls should haveaseparate setup chart.
*
If aset of rollsisused to roll different profiles by changing the location of the rolls, spacers or
shims, then each shape should haveaseparate set of setup charts.
*
Each set of setup chartsshould haveone or morecovering pages. The coverpage(s) should show
the following information:
*
Companyname
*
Product name/number
FIGURE 5.181 Sequence of bending chart. (Courtesy of AMTRI.)
Roll Forming Handbook5 -110
*
Product drawing number,revision number and issue date
*
Information about prepunching,prenotching,pre-orpostcutting and possible secondary
operations in the mill
*
Reference to cutofforother operations
*
Other information that are stamped on the rolls (e.g., work ordernumber)
*
Identification of the mill onto which the rolls are installed. The mill details should include shaft
diameters, top-bottom shaft rpm ratio or indication of free running shafts, number of passes,
roll space, horizontal distance, max–min vertical shaft distance, availabilityoflubrication, and
so on.
*
Material specifications for the product (including the actual maximum and minimum
thicknesses, surface conditions, special surface requirements)
*
Rollmaterial and surface hardness
*
Rollsupplier name, reference to roll drawing numbers, revision numbers and dates
*
Locations, specifications, and setup instructions of the side rolls
*
Availabilityof“go–nogo” gages or other measuring devicesspecifically used for the described
profile
*
All information important to set up and use the rolls correctly
*
Bending chart (can be agreat help to the operator).
*
Letter size paper should be used for setup chart. Those designers who issue achartshowing
several passes on ahuge drafting paper usually havenever tried to set up rollsusing achart.
*
Operators often work in areas that do not havethe same good lighting conditions as
available in the drafting office.Therefore, lines should be clearly visible under adverse lighting
conditions; all letters, numbers, symbols should be easily readable.
*
Each page of the chartshould be placed in individual plastic protective covertominimize
smudging and oil marks.
*
The coverpage(s) and the setup sheets should be issued to the operator in aring binder to
keep the set together and to facilitate the change of individual revised page(s).
5.18.5 Updating the Setup Chart
Agood setup chartshould always be delivered with all sets of new rolls. To reflect anymodifications made
to the original charts during the setup test, the roll supplier should update the setup charts before
delivering them to the customer.
After using the rollsfor along time, the shims or shim locations mayhavetobechanged due to bearing
wear or replacement, roll wear,change in material qualityorthickness, or for other reasons. It is very
important that anyalteration to the setup should be recorded on the charts. It is recommended the
master sets of all setup charts be kept in one place, for example, at the plant engineering office. Changes in
the setup should be reported immediately to the person responsible for the chart updates who will then
enter all the changes into the masters and willissue an updated setup chart with anew revision
number(s) and date to the operator.This system eliminates the commonproblematmanycompanies
whereby various people maypossess twoorthree differentsetup charts and, often, none of those charts is
correct. Using incorrect setup charts, leading to incorrect rollsetup,isafrequent cause of wasted setup
times, inferior qualityproducts, and increased quantityofscrap.
References
[38] Schulze, G., Kenngro
¨
ssen fu
¨
rdie Entwicklung und den Einsatz von Profiliermaschinen,
Maschinenbautechnik,8,181–191, 1959.
[55] Gradous, F.,Rollform design —how manypasses? Tool. Prod.,June, 115, 1966.
Roll Design 5 -111