Roll Forming Handbook / Edited by George T. Halmos
Подождите немного. Документ загружается.

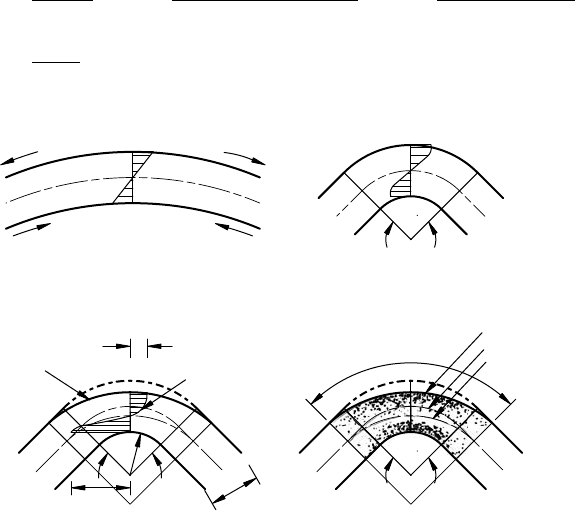
During bending of the metal, the outside surface will stretch and the inside will compress.
Theoretically,atthe center of the bent specimen is a“neutral axis,”which will remain at its original length
(Figure6.9a,b). In practice, for avarietyofreasons,the inside will compress less and the outside will
stretch more. As aresult, the bent section (corner) will be thinner and the “neutral axis” will shift closer
to the inside surface (Figure6.9c,d).
Let us assume apractical case wherethe inside radius is equal to the material thickness ð r ¼ t Þ and the
neutral axis is at 1/3 thickness away from the inside radius (instead of the theoretical 1/2 material
thickness). In other words, the bending factor “k” is 0.33 instead of the theoretical 0.50. The theoretical
elongation (strain) of the outside fiber in ratio to the neutral axis (which does not change length) can be
calculated as follows:
Length of the outside fiber L
0
¼ðr þ t Þ
a
and the “k” factor is 0.33.
Length of the neutral axis L
n
¼ðr þ 0 : 33 t Þ
a
where:
r ¼ is the inside bend radius
t ¼ thickness of the material
Q
¼ angle of bending radians
L
0
¼ length of the bent outside fiber
L
n
¼ length of the bent neutral axis
e
0
¼ elongation of the outside fiber
k ¼ is the bending factor.
The theoretical strain (elongation) in percentage will be
e ð in: % Þ¼
L
0
2 L
n
L
n
£ 100 ¼
ð r þ t Þ
a
2 ð r þ 0 : 33 t Þ
a
r þ 0 : 33 t
a
£ 100 ¼
r þ t 2 r 2 0 : 33 t
r þ 0 : 33 t
£ 100
¼
t 2 kt
r þ kt
£ 100 ð 6 : 1 Þ
r
t
Tension
Compression
ELASTIC RANGE
Max. strain (tension)
Actual outside fiber
Yield strain
Max. strain (compression)
ACTUAL STRESS DISTRIBUTION
STRAINED FIBERS
Strained fibers
Actual outside fiber
Neutral axis -theoretical
Neutral axis -actual
PERMANENT RANGE
α
α
α
(a)
(c)
(b)
(d)
FIGURE 6.9 Stress–strain distribution at formed bend line.
Roll Forming Handbook6 -8
and
if r ¼ t and k ¼ 0 : 33; then e
0
¼ 50%
if r ¼ 4 t and k ¼ 0 : 38; then e
0
¼ 14%
The actual elongation will be less, because during bending the material gets thinner at the corners.
Therefore, the outside fibers stretch less. Furthermore, the elongation is not restricted to the exact corner
only;material under tension “pulls in”material from the adjacent areas. Therefore,the outside fibers
actually strain (elongate) considerably less than the calculated one shown above.
Notwithstanding the above effect, the strain can still be highatthe corners when asheet is formed to a
too sharp radius (small inside radius). In the case of asharp radius, material with limited elongation can
crack or break.
Some material can be formed with azeroinside radius (folded back on itself)without outside cracks.
Other material mayrequire inside radius equals to one, two,ormore times the metal thickness. For
instance,80,000 to 100,000 psi (550 to 690 MPa) yield strength steel with approximately 2% elongation
may requireaminimum inside radius equal to or larger than four times the material thickness or r ¼ 4 t :
Most higher strength materials, even up to 220,000 psi (1500 MPa), can be formed with four times metal
thickness inside radius (Table 6.2).
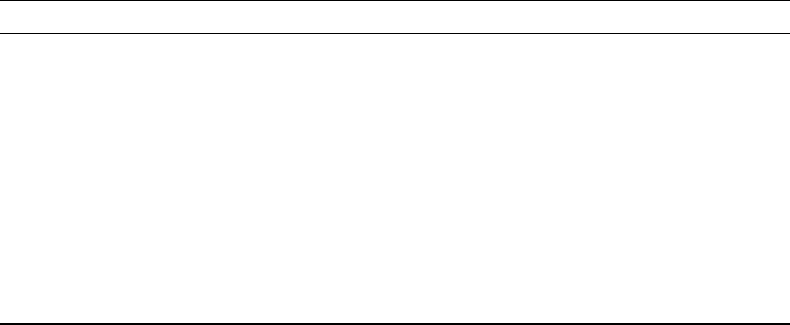
The cracking or breaking at the outside layers is also influencedbyother factors. It is well known that
during shearing,only apartofthe material is sheared through “cleanly,” the rest of it breaks away.
The burr at the edge contains microbreaks, which are crack initiation sites. Moreover,the entireedge is
work hardened and has lowerformabilitythan the parent material. Brakeforming of thicker metals with
such arough sheared edge can create edge cracking (Figure 6.10). Bending with the burr on the
compression side of the bend can potentially reduce the incidenceofedge cracking.The crack may
propagate only 0.5 to 1.5 in. from the edge of the sheet. Cutting products to length after rollforming does
not create this problem.
Cracking is also affected by the microstructure of the material. Large, rough inclusions and certain
alloying elements contribute to cracking.With proper alloying and treatments (inclusion shape control),
the inclusions can be controlled and the minimum bending radius of some highstrength steels havebeen
reduced by 50% or more.
Standards or supplier’stables provide data for the recommended minimum bending radius (some
standards refer to minimum bending diameter). In most cases, the metal strip can be roll formed with the
same or even smaller bending radius than it can be brake formed.
TABLE 6.2 Influence of Mechanical Properties on Minimum r : t Bending Ratio (908 Bend)
Yield Strength Minimum Bend Radius
Low Carbonand IF Steel, Grades 2to5 r ¼ 0
Grade 1and others up to 40,000 psi (275 MPa) Yield r ¼ 1 t
40,000 to 60,000 psi (275 to 415 MPa) Yield HSLA r ¼ 2 t
70,000 to 80,000 psi (480 to 550 MPa) Yield HSLA r ¼ 3 t
80,000 to 100,000 psi (550 to 690 MPa) Yield Cold Worked, 1to3%
elongation
r ¼ 4 t
180,000 to 200,000 psi (1240 to 1380 MPa) Yield UHS Martensite r ¼ 4 t
Stainless Steel Annealed 301, 302, 304, 305, 309, 310, 316 r ¼ 0 : 5 t
Stainless Steel one-quarter hard 301, 302, 316 r ¼ t
Stainless Steel half hard301 r ¼ 2 t
Stainless Steel Annealed 405, 410, 430, 442 r ¼ t
Aluminum 1100, 2014, 3003, 3004, 5005, 6061 (All “0” Te mper) r ¼ 0
Aluminum 1100, 3003, 5005 (All “H12” Temper) r ¼ 0
Aluminum t , 0.060 (1.5 mm) 3003, 3004, 5005 (All “H18” or “H38”) r ¼ 1 t
Materials 6 -9
6.5 Increasing the Strength of Metals by Cold Working
The yield and tensile strength of metals can usually be increased by cold working,alloying,heat-treating
and combinations thereof. For example, bending apiece of wire several times back and forth at the same
placewill harden and eventually break the wire.The reason for the breakage is the repeated bending,
which is coldworking.With each bend, the wire gets harder,its elongation is reduced, to the point where
it cannot take anymorecoldwork and it breaks.
The same phenomenon occurs when metals are rolled. To achieve the specified material thickness,
the metal strip is passed through aset of rolls with decreasingrollgaps between them. After acertain
amount of cold reduction, the metal becomes so hard that rolling cannot be continued without
cracking the strip.
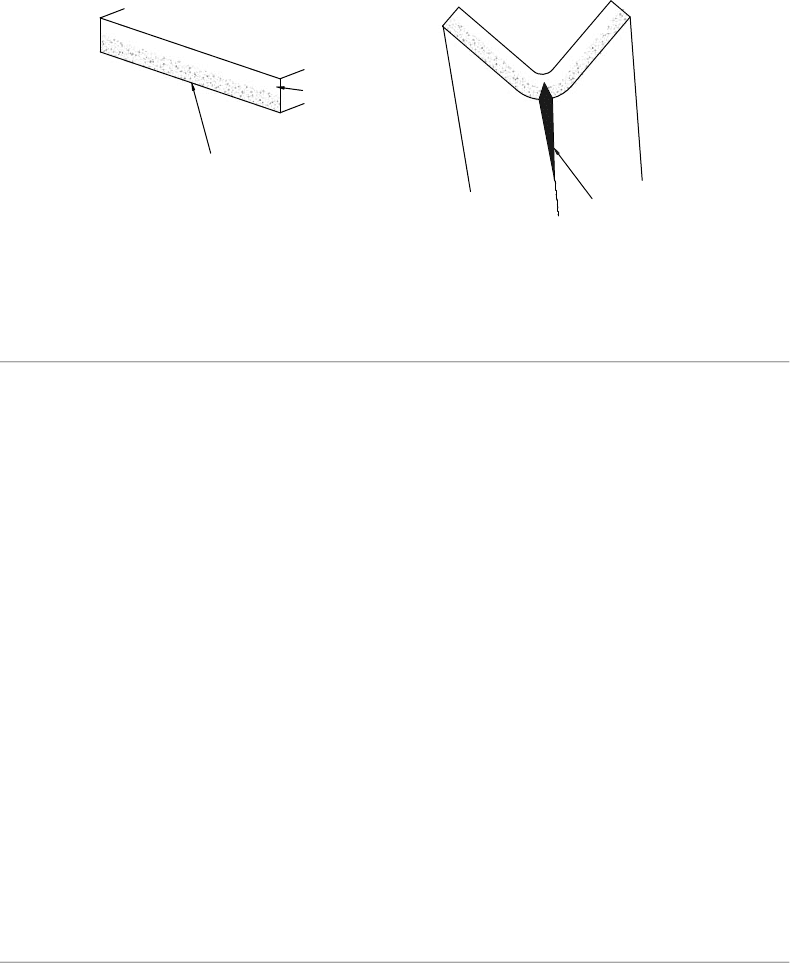
When coldworked, some materials harden morethan others. The work hardening factor can be
measured and often considered during process and tool design. Forexample, even asimple 908 bend will
increase the strength and the hardness at the formed bend line. Lowcarbon mild steel with 35,000 psi
(240 MPa) yield and over 30% elongation will havea1to28 springback. Other metals (e.g., some
zirconium alloy) with the same 35,000 psi (240 MPa) yield and over 30% elongation, willwork harden
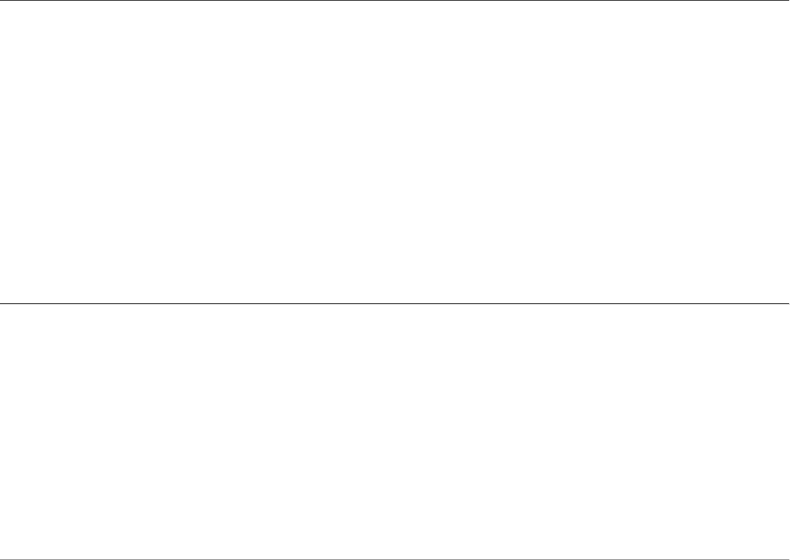
faster,and after the same 908 bend, it will spring back 258 .Figure6.11 shows the effect of work hardening
on the yield strength of afew metals.
Some of the coldworkedmetals, often called “full hard”or“unannealed,”are used by the industry.
Most of the metals, however,are heated to ahigher temperatureor, in other words, “annealed” before
shipping to users. During annealing,aboveaspecific temperature and time, the long,elongated work-
hardened grains will dissolveand recrystallize and will become much more soft and ductile. As aresult,
the highyield, hightensile, low elongation, hardened metal will again be formable and will have low yield,
low tensile strength and highelongation after annealing (Figure6.12).
6.6 Hot Rolling
The annealing and recrystallizing temperaturefor steels is around 1100 to 14008 F(590 to 7608 C), more
accurately 13408 F(7278 C) for low carbon steels, and for aluminum is about 650–8008 F(345–4258 C).
If metalisplastically deformed above theannealing temperature(e.g.,forged or hot rolled),
then the hardening caused by the work is immediately removed. Therefore, the mechanical properties
of hot workedmaterial are very similar before and after the process, althoughthe size and the shape of the
grains change.
Hot working requiresless force than working at room temperature. It is also possible to achieve larger
thickness reduction at each forming pass. As aresult, the rolling of 8to10in. thick cast slabs into plates
and coils starts at hightemperature and hot rolling continues as long as temperature is abovea
predetermined level. During rolling,the metal thickness is gradually reduced and the strip gets longer and
crack at edge
break-away (rough) zone
clean sheared zone
FIGURE 6.10 Rough, sheared edge may contribute to cracks at edges.
Roll Forming Handbook6 -10
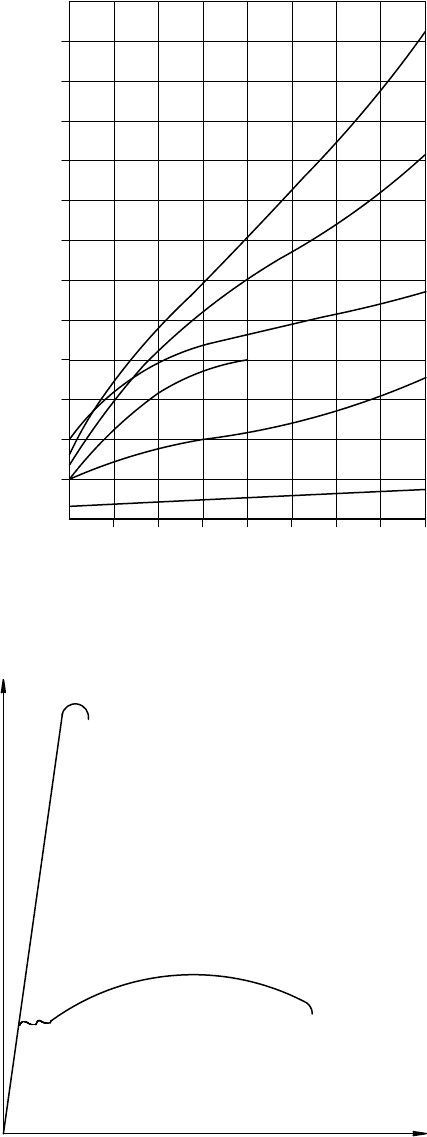
COLD WORKED
Yield 110.000 psi
Tensile 120.000 psi
Elongation 1%
STRAIN (%)
STRESS (psi)
same steel
ANNEALED
Yield 27.000 psi
Tensile 36.000 psi
Elongation 42%
FIGURE 6.12 Stress–strain diagram of the same material cold-worked and annealed.
25
50
75
100
125
150
175
200
225
250
275
300
1020
30
40 50 60 70 80
1350
Aluminum
1010
Carbon
steel
Beryllium Copper
Type
430
Stainless
steel
Type
316
Stainless
steel
Type
302
Stainless
steel
COLD REDUCTION (%)
YIELD STRENGTH (ksi)
FIGURE 6.11 Typical work hardening rates of different metals.
Materials 6 -11
longer,increasing its surface. After awhile, the surface and the related heat loss becomes too large to
continue the rolling at an elevated temperature.Cooling is generally the limiting factor for hot rolling
steels. Therefore, hot rolled steels are usually available only above 0.070 in. (1.8 mm) in thickness,
althoughsome mills are capable of hot rolling down to 0.060 in. (1.5 mm).
6.7 H.R. and H.R.P.O. Steels
All hot rolled steel will haveanironoxide scale on its surface. Iron oxide is very abrasive, and, in many
cases, it has to be removed from the surfaceofthe product. The most common industrial method to
remove the iron oxide layer is “pickling.”During this process, the strip is passed through an acid bath,
which dissolves and removes the oxide layer.
Uncoated steels, without anyprotection, will starttocorrode (rust) very quickly.Toprevent or at
least to retard rust formation, athin layer of protective oil is applied on the surface of the metal. This
type of scale free, oil protected steel is known by the industryashot rolled, pickled and oiled (H.R.P.O.)
steel.
6.8 Cold Rolled Steel
To further reduce the thickness below0.070 in. (1.8 mm), the scale freesteel has to be coldrolled. The
work hardening limits the amount of cold reduction but its effect can be removedbyannealing.
Annealing is usually carried out in anitrogen/hydrogen environment, which does not cause oxidization
or even discoloration. The bright, unprotected coldrolled (C.R.) steel is also susceptible to rusting.
Therefore, unless otherwisespecified, the surfaceofthe uncoated, coldrolled steel coils and sheets are
also protected with oil.
6.9 Carbon Steel
Pureiron(Fe)isnot used by the sheet metal industry. All commercially used steels haveasmall
percentage of carbon as well as different impurities picked up by the iron during the steel making process,
or havesmall amount of alloying elements added. Even averysmall amount of impurities, such as sulfur
(S) or phosphorous(P), can influence (usually reduce) certain properties of the steel. Therefore,these
impurities are carefully controlled.
Carbon also has amajor influence on several properties. The so-called “mild” steels, with carbon
content not exceedingapproximately 0.20% can be easily formed and welded, but their hardness and
strength can be increased only in averylimited waybyheating and quenching (heat treatment).
Steels with higher carbon content (around0.4 to 1.0%) willhavehigher yield and tensile strength and
lower elongation (Figure6.13). High carbon steels cannot be welded with the usual processes but they
can be heat treated.Manyspring steels belong to this group.
The commonly used SAE J403 specifications, such as SAE 1008, 1010, 1020, and so on, refer to the
carbon content. The nominal carbon content of the above steels will be nominally 0.08, 0.10, and 0.20%.
Forming steels are designated by the SAE J2329 specification; they havesimilar chemistrytoSAE 1006,
1008, and 1010 steels, but are mechanically and thermally processed to retain greater formabilitythen
typical J403 grades. Because the carbon contentand the mechanical properties are related to each other,
designers sometimes specify the carbon content to achievegood formabilityorgood strength. However,
steel with controlled chemical composition usually has aslightly higher pricetag and does not necessarily
guarantee uniform, good formability.
Roll Forming Handbook6 -12
6.10 Alloyed Steel
6.10.1 HSLA (High-Strength Low Alloy) and UHSS
(Ultra High-Strength Steels)
In addition to carbon, several metallic and nonmetallic elements are used to achieve the desired
mechanical, corrosion resistance or other properties of steel. In addition to the always present carbon
(C), silicon (Si) and manganese (Mn) are the most frequently used alloying elements. Other frequently
used alloying elements are:
Chromium (Cr)
Columbium (Cb)
Molybdenum (Mo)
Phosphorus (P)
Titanium (Ti)
Vanadium (V)
Zirconium (Zr)
SAE (Society of Automotive Engineers) standard J2340 describes strengths from 180 to 1500 MPa. These
types of steels are shown in Table 6.3.
High strength steels create additional challenges to the rollformers because of their higher
strength and thereforegreater springback. In some cases, 258 or moreoverbend is required to achieve a
908 bend.
TABLE 6.3 SAE Steel Designations
Steel Description Grade Type Available Strength Grade (MPa)
Dent Resistant NonBakeHardenable A180, 210, 250, 280
Dent Resistant BakeHardenable B180, 210, 250, 280
High Strength SolutionStrengthened S300, 340
High Strength Low AlloyXand Y300, 340, 380, 420, 490, 550
High Strength Recovery Annealed R490, 550, 700, 830
Ultra High Strength Dual Phase DH and DL 500, 600, 700, 800, 950, 1000
Ultra High Strength Low Carbon Martensite M800, 900, 1000, 1100, 1200, 1300, 1400, 1500
CARBON CONTENT %
Elongation
Tensile
Yield
STRESS, STRAIN
YIELD STRENGTH psi (MPa)
TENSILE STRENGTH psi (MPa)
ELONGATION %
FIGURE 6.13 Influence of the carbon content on mechanical properties of steel.
Materials 6 -13
Continuouslyannealed steels range from Bake Hardenablesteels with 180 MPa(26,000psi)
yield/310 MPa(45,000 psi) tensile strength up to the dual phase grades of steel with 700 MPa
(101,000 psi) yield/1000 MPa(145,000 psi) tensile strengths. Maximum yield can be considerably higher
than the specified minimum and it can fluctuate
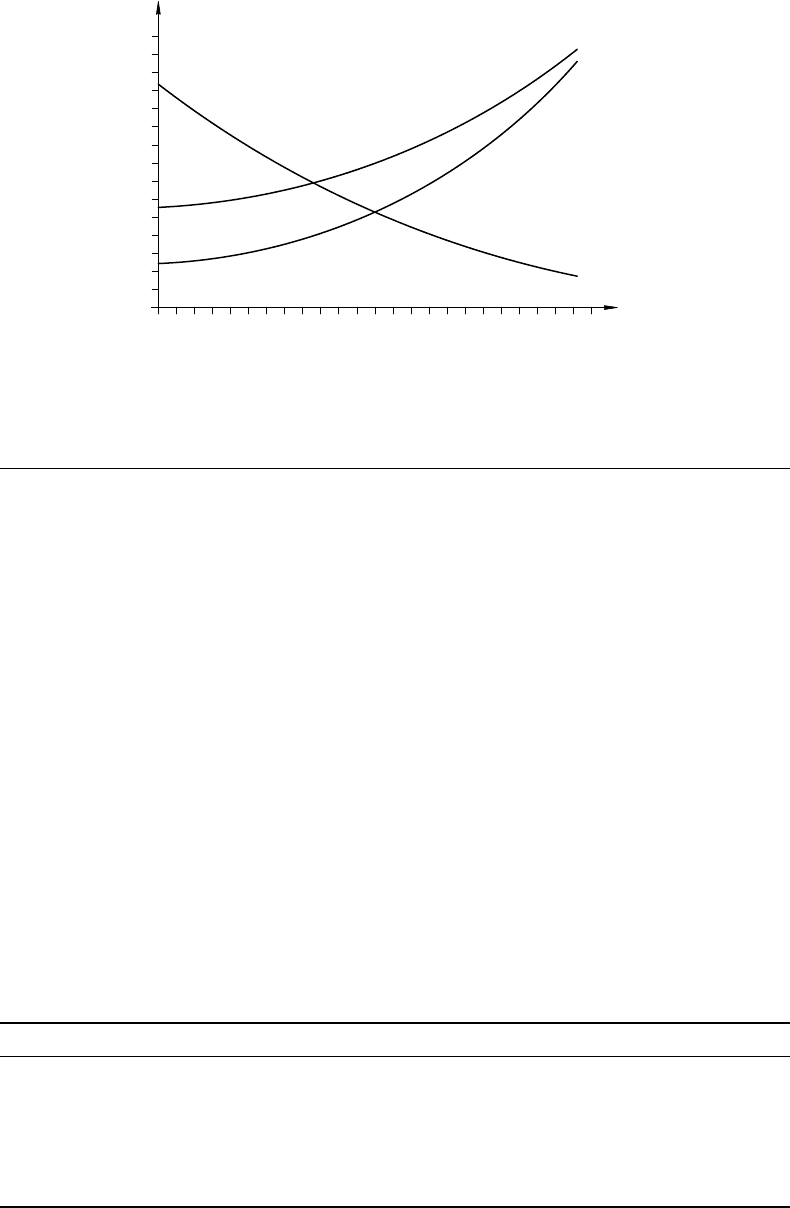
from coil to coil or even within acoil.
Mechanical properties are specified and tested
in the rolling direction. Properties 908 to the
rolling direction can be different from those in
the rolling direction. Because roll forming creates
the highest strains at 908 to the rolling direction,
the variations in the mechanical properties may
create undesirable fluctuation in the springback
and formability(Figure6.14). Steel mills are
continually working to reducethis variability.
6.10.2 Aging and Drawing Quality
Steels
After being cold worked about2to10%
(including skin passing), steels haveatendency
to “strain-aging.” Asmall amount of nitrogen
(about 0.01%) added to the steel increases its
strength, but also contributes to the aging process.
Within afew days after the small colddefor-
mation,the yieldstrengthwillincrease.
Heat applied in the paint baking process accel-
erates aging.
Aging can be critical in deep drawing.To
prevent aging,aluminum (or other elements) is
added to “kill” the process. Killed steels will not
0 °
90°
45°
135°
Rolling
Direction
0 °
45°
90°
135°
90°
Direction
Rolling
Tensile
strength
Elongation
135°
45°
FIGURE 6.14 Mechanical properties of the metal mayvaryatdifferent direction to rolling.
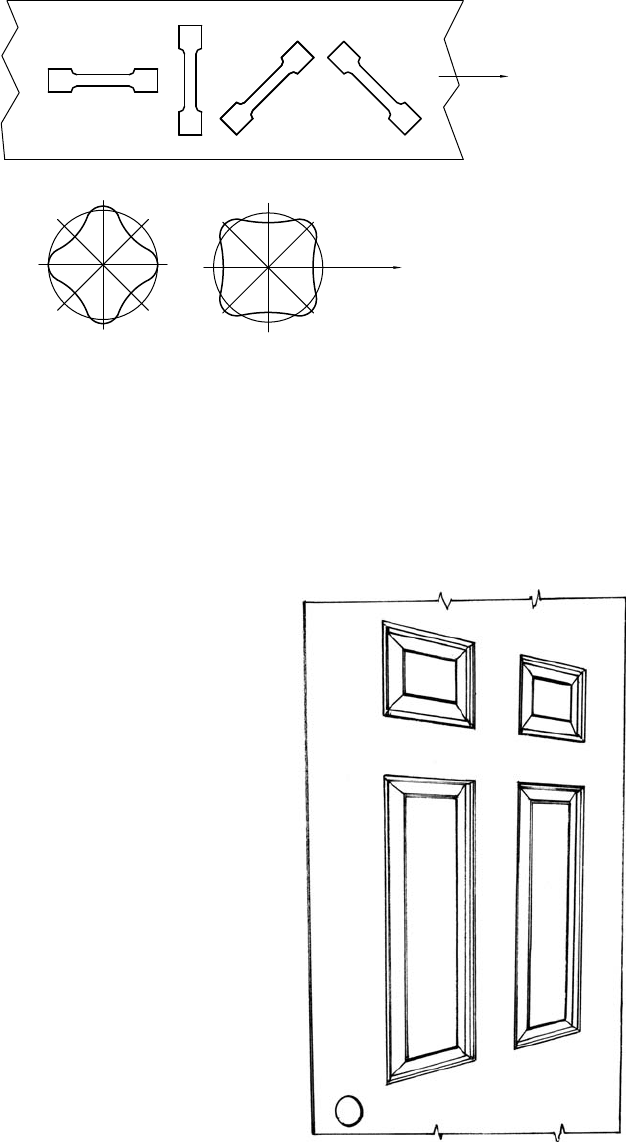
FIGURE 6.15 Door panel with drawn embossments.
(Courtesy of Steelwood Door)
Roll Forming Handbook6 -14

age. Different “drawing” qualitysteels are available as specified in SAE J2329 and are referred to as
Grades 1, 2, 3, 4, and 5. Each grade has guaranteed specific levels of formability defined by minimum n
value, r value, elongation, and maximum yield strength (ASTM specifications and grades are sometimes
used by industries other than automotive.ASTM designations CS, DS, DDS, and EDDS are now used
instead of the old DQ, DQSK, DDQSK, and EDDQ descriptions).
Aging has no significant and proven influence on roll forming.Therefore, drawing qualitysteels are not
needed for roll forming.They havetobeused only,when the strip to be roll formed is “drawn.” Residential
garage and entrancedoors with decorative rectangular wood imitation embossments (Figure6.15)are
usually havetobemade fromGrade 2or3(ASTM DS or DQ) steels, otherwise they will crack or wrinkle at
the drawn embossments.
6.11 Stainless Steel
By increasing the chromium (Cr) and other elements in the steel, it is possible to makethem rust and
heat resistant. These so-called stainless steels fall into one of the three major classes, depending
on their crystal structure and alloying elements. The threeclasses are “austenitic,”“ferritic,”and
“martensitic.”
6.11.1 Austenitic Stainless Steels
Austenitic stainless steels (200 and 300 series) usually have 16 to 24% Cr,3.5 to 24 (37)% Ni, 0.8 or
0.25% Cand other elements. Austenitic stainless steels are ductile, but work hardening rapidly
increases springback and they are usually moreexpensive than the 400 series steels. The most popular
alloysofthis group are the 304 and 316 types. Austenitic stainless steels are nonmagnetic under most
conditions.
6.11.2 Ferritic Stainless Steels
These types of stainless steels (partofthe 400 series) are less ductile than the 300 series alloys, thus they
haverestricted formability. Some alloys work harden somewhat morethan carbon steel. Ferritic stainless
steels are magnetic.
6.11.3 Martensitic Stainless Steels
Most of these steels, with the exception of the 403, 410, 414 types, cannot be coldformed. Most
martensitic stainless steels are magnetic.
The properties of the stainless steels described in the abovethree groups are only typical. There is a
large varietyofstainless steels and their properties fluctuate greatly,depending on alloying elements, cold
work, and heat treatment.
6.11.4 Formability of Stainless Steels
Most stainless steel can be formed, similar to the carbon steels, but the followings must be considered:
*
Correct specification (including annealed, tempered, half hard,etc.)
*
Work hardening properties
*
High springback
*
More powertoform
*
Better and different lubrication (better wetting properties and higher pressure resistance)
*
High luster surface requires special considerations
*
“Orange peel” appearance at the bend lines of some alloys
*
Ridging and roping effect at the bend lines of some ferritic stainless steels
Materials 6 -15
Agood understanding of the effects of coldforming and the metallurgical as well as mechanical
properties of stainless steels is essential to successfully roll form the right product. Table 6.4 provides a
guideline to the cold forming properties of stainless steels.
6.12 Metallic Coatings
The surface of uncoated (base) carbon steel will be quickly covered by iron oxide (rust). The surface will
be unsightly and as moreand moreironisconverted to oxide, the thickness will be reduced and the
strength of the product diminishes. To protect the surfaceand to prevent rusting of carbon steels,
different metallic coatings havebeen developed. Tin, chromium, zinc, aluminum, and other metals are
used for this purpose. Metallic coatings can be applied to the steel surface by dipping the steel into the
liquid metal, or by electrolytic process, vapor deposition, hot spray,lamination with fusion bond,
chemical bond, or other processes.Inall cases, proper preparation and cleanliness of the steel surface
is essential.
The most widely used metal for coatingsteel is zinc. Zinc-coated(frequently called “galvanized”) steel
is produced by dipping the steel into amolten zinc (or zinc alloy) bath (hot dip galvanized), or it is
applied by an electrolytic process (electrogalvanized). Hot dip galvanized steel may haveanadded
thermal treatmentimmediately after exiting the zinc pot, which creates azinc –ironalloy coatingcalled
“Galvanneal.”Inthe case of hot dipping,the adherenceofzinc to steel will depend on the steel and zinc
temperature,immersion time, alloying elements and other factors, and the previously mentioned surface
preparation. Highly formable Interstitialfree(IF) steel substrate is typically used for hot dip galvanized
and Galvanneal, but this coating is available for bake hardenable, solution strengthened, highstrength
low alloy (HSLA), and dual phase grades as described in SAE J2340. The coating weight (thickness) of the
zinc coatingiscontrolled by the distanceofthe air knives from the coil. In addition to the differences in
coating thicknesses, about 16 different types of coatings are used for automotive application and about
three to four types for building products. Forafurther explanation of these processes and coatings,
see SAE J1562.
Almost all grades of steel are available with electrolytic coated zinc including some of the very high
strength martensitic grades, which are unavailable with hot dip coatings. EG is usually used for thin zinc
coatings and in area whereasuperior painted exposed finish is desirable.
TABLE 6.4 Relative Cold Formability of Annealed Stainless Steels
Austenitic Ferritic Martensitic
Material Rating Material Rating Material Rating
201 C405 B403 B
202 A429 B410 B
301 C430 B414 D
302 A430F N
304 A430FSr N
305 A434 B
309 C436 B
310 A442 B
314 C446 C
316 A
317 C
321 C
347 C
348 C
384 A
A, Excellent; B, Excellent but avoid sharp radii; C, Good; D, Fair; N, NotRecommended.
Roll Forming Handbook6 -16
Zinc-coated (galvanized) steels can be roll formed just as well as uncoated steel, but the zinc pickup on
tooling and damage to the coating must be prevented. Zinc pickup is mainly aresult of the “cold friction
welding”(smearing) effect caused by the speed differential between the rolls and formed strip,accelerated
by the roll pressure. It is cumbersome and it can be dangerous to remove the built up zinc from the rolls.
The best way to eliminate the zinc build up is to use good lubrication combined with properly designed
and set up tools.
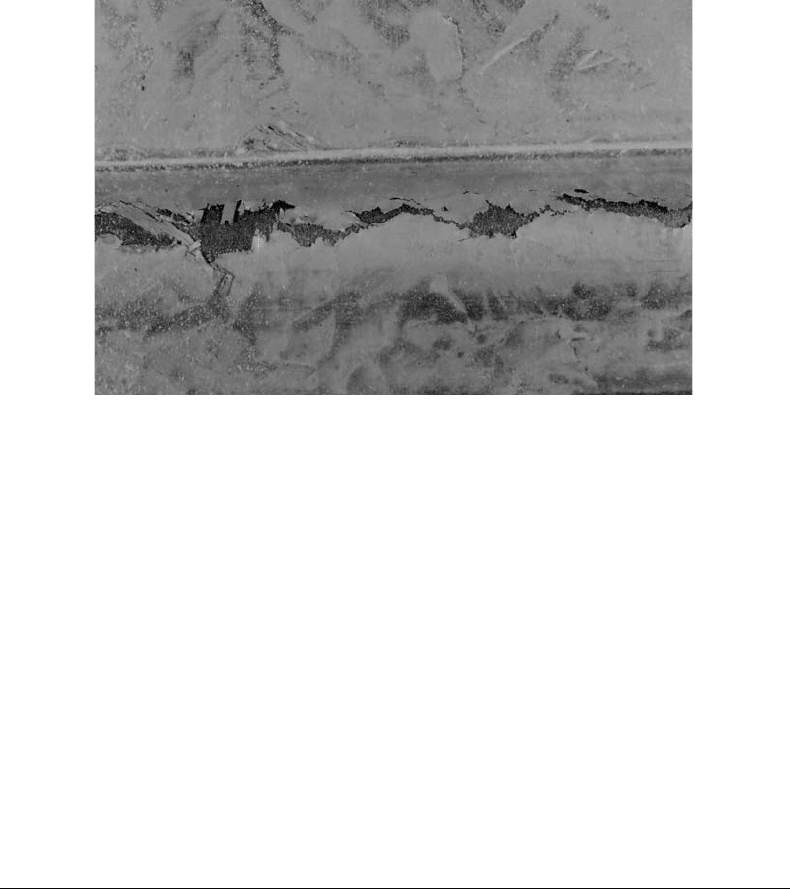
In the case of rollforming, there is practically no differencebetween the hot dipped or
electrolytically coatedsteel if the coating has the proper adherence. Careless metal preparation and
incorrect coating procedures can lead to the zinc “flaking off” the product (Figure6.16). Galvanneal
(zinc–iron) coatedsteels create no problems during roll forming.
Zinc–aluminum alloy (some of them up to 55% aluminum content) and aluminum coated steels
behavesimilarly to the galvanized steel. Metal pickup can be avoided by using the same precautions as
recommended for zinc coating —mainly good lubrication.
Aluminum-coated steels can be rollformed similarly to the zinc-coated steels. Application of proper
lubricant is importanttoeliminate aluminum pickup by the rolls.
6.13 Nonmetallic Coating and Laminating
Coil coated finishes are available in wide varieties. Polyesters, epoxy-polyesters, silicon-polyesters,
plastisols, urethanes, fluorocarbons, acrylics, and other materials are used to prepaint steels and other
metals.
To laminate the surface of metals, polyvinyl chloride (PVC), polyvinyl fluoride (Tedlar), polyethylene,
polypropylene, acrylic, and other films are used.
All these painted and laminated metals can be roll formed under proper conditions.
Afew difficulties withcoil coatedmaterials can be their sensitivitytopressure, cracking of certain types
of paints at the bend lines, and the abrasion of some coated surfaces.
Paints used for precoating usually haveexcellent surface characteristics for roll forming.Inmost
cases, even lubrication is not required because paints are relatively soft and frequently havegood
lubricity. Roll designers and mill operators must ensure that there is sufficient gap between the rolls and
no undue pressure is applied on the coatedsurface.The polished surface finish of the rollsand other
tooling should be freeofchips and cracks. Rough roll surfaces maypick up paint and mar the surface.
FIGURE 6.16 Zinc flaking offatbend line. (Courtesy of Delta Engineering Inc.)
Materials 6 -17