Raabe J. Hydro power - the design, use, and function of hydromechanical, hydraulic, and electrical еquipment
Подождите немного. Документ загружается.

_
slil?~ing
btlhblc:
.Any
real
bubblc
slips,
wl~cn
it
passcs
a
znnc
with
a
prc-<stl~-c
91.;1dicnt.
.\
slil>pi:~~
bllhl,lc
has
an
addd
liquid
niass
proportional
to
its
volunlc.
This
may
iilcrc;~sc
citn.sidcr;lbly
irs
,lolllcn~~~m-i~~d~~~~d impact
011
a
wall
by
rhc
so-callcd
"rockct
cffccl"
;iftcr
C'lrirrc.l;oll~~
IS.
I
!
31
5.2.1.7.
B~bblc
collapse, impact prcssure
and
rclatcd
cffccts
when a vapour bubble, radius
I(,,
growth rate
R~
=
0,
enters
n
zone whcre the pressure
rises suddenly bp
311
against the critical one.
it
suddenly coil;lpses
by
condcnr.;ltion
lo
;I
with
the vanishingly small radius
R,-
of the re~naini~lg gas. Tlic~i according to
pllYlvigh
(8.461.
the positive
displacement
work done
by
,411:
(413)
rr
(I<:
-
I(:)
.,lp
can
be
found
in the kinetic energy
2
n
Q,
df
R:
(see
8.2-
IS)
of 111c collapsing bulk of liquid.
~~11;lfing both yields the bubble i~nplosion rate
freating the bubble impact pressure
pi
due to the sudde~i destruction
of
R
,.
2s
watcr
hammer
(8.3
-
54),
and imagine
'a'
to be the velocity of sound (ce!erity) of
tl~
liyllid, then
pi
=
@a
Rj.
Contrary to a gro\ving bubblc a collapsing bubble usiially buckles
[S.6],
(Fig.
8.2.3
b).
.4
sl,hcrical
bubble,
collapsing ncar
a
wall, is transformed into
3
toroidal surface. 7'Iicn
:I
liquid
ji.1
penctr;itcs
th:ough
its
inncr orifice.
Whcn
a
bubblc collnpscs close to a solid
wall.
its
st~rf:tcc
may
bucklc
so
a?
to
focus a multiplicity of liquid jets on
il,
where
thcy
impingc
like
droplcts. This
m;tj
he
the
reason.
\vhy
cavitation erosio~: looks as thctigh caused by droplct
impact.
Bccause
of
thc
suddcri
collapse
of a vapourous bubblc
its
gaccous
rernnazit
I\
\trcingl?
compre\r.c,i
~nd
heated. 1'111s creates pressures up
to
some
lo4
bar
lasting
only for
niicio
second5 111:
ICI>I~~I.I-
lure
rise
is
ind~cated
by
luniinesccnce of
the
imploding bubble
[8
61
5.2.1.8.
Cavitatio)i
crosicn, cause,
test
dcviccs,
results
l'he causes of cavitatio~al erosion at cavity collapse are of different na~ure.
3)
Chemical causes: Chemical reactions result as a coj!sequencz of high local
:~iiif
suddc:?
pressure and temperature rise in conncction with the larger oxygen conrent
of
thc cavirich
than that of air. They may be accelerated
by
corrosi\.e qualities of the Irqu~d.
,I
tempora
I
corrosion also originates fronl turbulence and hence a high exchange of matter within tllc
cavitating boulidary layer.
I
he very brief collapse damps the rclati\lcly smiill ove~all
Influence of chernical phenomena, \vhich generally require some timc to react.
b)
Electrolyiic causcs: Galvanic elements arc formed
in
the acid, lme,
or
salt liquid
III
c~nnection with inhomogencities in :he structure of the wall surface
rilld
in connzction
with
local temperature rise due to bubble collapse
[8.1
141.
C)
Mechanical causes:
With
notch-tough material having sufficierlt glidc d~rectio~i\ and
planes, the impact of
a
bubble collapsing on a wall is absorbed easier than
by
n
niate~ial
kith glide capacity reduced (brittle material).
By
hard second phase5 and rcduceJ glidc
planes and directions, the plasticity of the material
is
diminished.
If
the plasticity is exhausted, micro cracks are generated and nil p:lrticles arc
=Parated from the surface which is aidcd by flushing of the turbulent flow. Ncnce
Qvitation pitting is influenced mainly by the structure and the mechan~cal and cheiniciil
Properties
of
the material
[5.65].
d,
Other
causes:
The
sudden growth of
liquid-gas
intcrfaccs and the
shcar
stress
on
them intl~rccd
slip
betwcen
the
pha;cs,
may
release
there
clcctric charges of high potcnti;l!. (Rcmcnibcr,
that
a
!;t:*:trn I)oilcr slipi>ort~tl or1 insirlators, is ht:.onfly clcctric:~llc c:li;~rccci \l!l{lcr
':lit$\\
ti,$\\
n
of
its
s;lfctY
v:~lvc. an 1.ffcct
\\:hicl~,
bv 11:c
\B!;~y,
was
u:;cd
in
11rrns11-(ing's clccrrosi~~lic~ !ii:!l~ \oll;ryc gcllcr;l!,,r,)
e) Further cotiseqilcnccs
oi'
n~ccli;~nic;il tlcs:ruction:
Vapour cavities
in
the bottom nf
thc
crotlcd cratcr
then
collnpsc 1111cIcr
IJI.C!+LI~~
tions.
This
causes water hammer blow focussed on the crntcr bottom. I-atigi~e cr;lcks :1nd
ruptures due to the notch effect tnay origitlatc from this sharp-cdgcd p;lrt. 11fter' IILIs~~~~~
L
of
lcosened particles. the pittings and cr:lcks clue to further frttigl~c cracks
miry
pcnetr;lte
deepzr into thc wall tnaterial, lending finally
to
a spongc-like c~-osiat~
iIS
one of Ihc
typical
features
of
cavitation erosion.
Destruction
of
chemically ncutral n:atcrial, e.g. glass nlay be considcrcd
a:
a
decisive
proof
of
primarily mechznical causes for material erosion.
a
1
%
In
this contcxt
it
rnay bc mcntioncd, that cnly c;lvitics collapsing on or ncar to tllc
\\;III\
may cause
pittings and this is dcemcd to be above
loe5
the part or
:ill
the cavities call,\psing in
;I
cavitating
liquid
18.3;
8.61.
Thc impact of the impinging droplets clue to a collapsing cavity
on
:I
w:;ll
sr~rf:lcc fi~tigucs
the"
filaterial so
as
to show the first pittings after
a
certain incubatio~? time
f,.
'This
may
rcsirlr fro111
the
tirnc needed for !l!c
destruction
of a protective layer, due to oxidizing. rolling, forging. or welding.
After the incubation time the material erosion proceeds faster, following the
law
ot
k'nnpp
[8.6]
which combines the material loss A,~I, the exposure time
t
and the velocity
\rl
relative
to
the wall by
AIII
=
co~lst
t
wn,
(8.2-22)
with
II
ranging from
0
to
6.
Since,
e.g.
the relative velocity on the hub section
ot'a
Knplan
1crbir.e
is
roughly one half that on the runner
tip
scction, durins
n
certain time
t,
the
pitting
by
fillet
cavitation at the hub groove is, at n
-
6,
only 1164th
of
pitting due
to
lip
cl~ilranct. cavitation and hence usually negligible.
Yotc that
my
rc!c\.ant pitting of
a
wall-nttr~ched cavity is ~~1st tlie cavity and hcncc c?tistso~ily
if
t
rcnr of thc czvi~y
is
yct on the wall. Otherwise so-called "super cavitation", which encloses the fa
of
s
body into
a
cavity, does vot harm the body [5.11
51.
Tile erosion pi~s: such
s
wall-attached cavity reaches its maximurn for
a
certain back prcssurc
cavi!ztion index
5
(C3p. 5.3.3).
If
both tend to zcro, thc erosion rate clls;~ppcnrs in
consequence
too
strong
a
ventilation of the cavity by diffusion. Thc samc occurs also by thc abscncc of
ca
formation if ille back pressure and cavitation index
G
tend to large values, Thus thc erosion
aitains
a
maximum at
n
certain cavitation index or back pressure. Naturally this 6-value must
n
bc
combined
with
the best performance of the machine.
111
the case
of
material with low cavitational resistance, the erosion rate also somewh
dcpends on
the
chemical composition
of
the liquid
(Fig.
8.2.4
a).
Hence
s;li:y
ocean
wat
erodes a runner
of
low cavitational resistance sumtt\\lhat more ~.hnn fresh water.
T
dikrence vanishes nearly fcr stainless steel and compietcly for alloys \vit!i thc high
cavitational resistance
(Fig.
8.2,3
b)
[8.116].
-
Material propcrries due to cavitation resistance: The erosion rate dccrcases with tlic follo
qualities: Hon~o~cueous structure,
high
resistance against corrosio:l. high rcsilicncc, high n
impact strength, ductility, internal
-
pressure fdue to prcstrcss or thermal
t
rcatnncnt). large
dc
mation potential, c.2. breaking elongation, high tr~~sile strcngth, flat surf:lcc, fine gr:,nular :+ruct
1ar_ge slirfilce hardness, great portion of hard components, rolled structure
[8.3;
5.1
i5].
Thus the cavitation resistance ribes
in
the order of: cast iron. cast stccl. forgcti stecl. bro
alunlirium bronze, chromium nickel steel. Notc: non-metallic coats fail due to thcir
bad
coliduc
of tlie heat from cavity collapse.
275
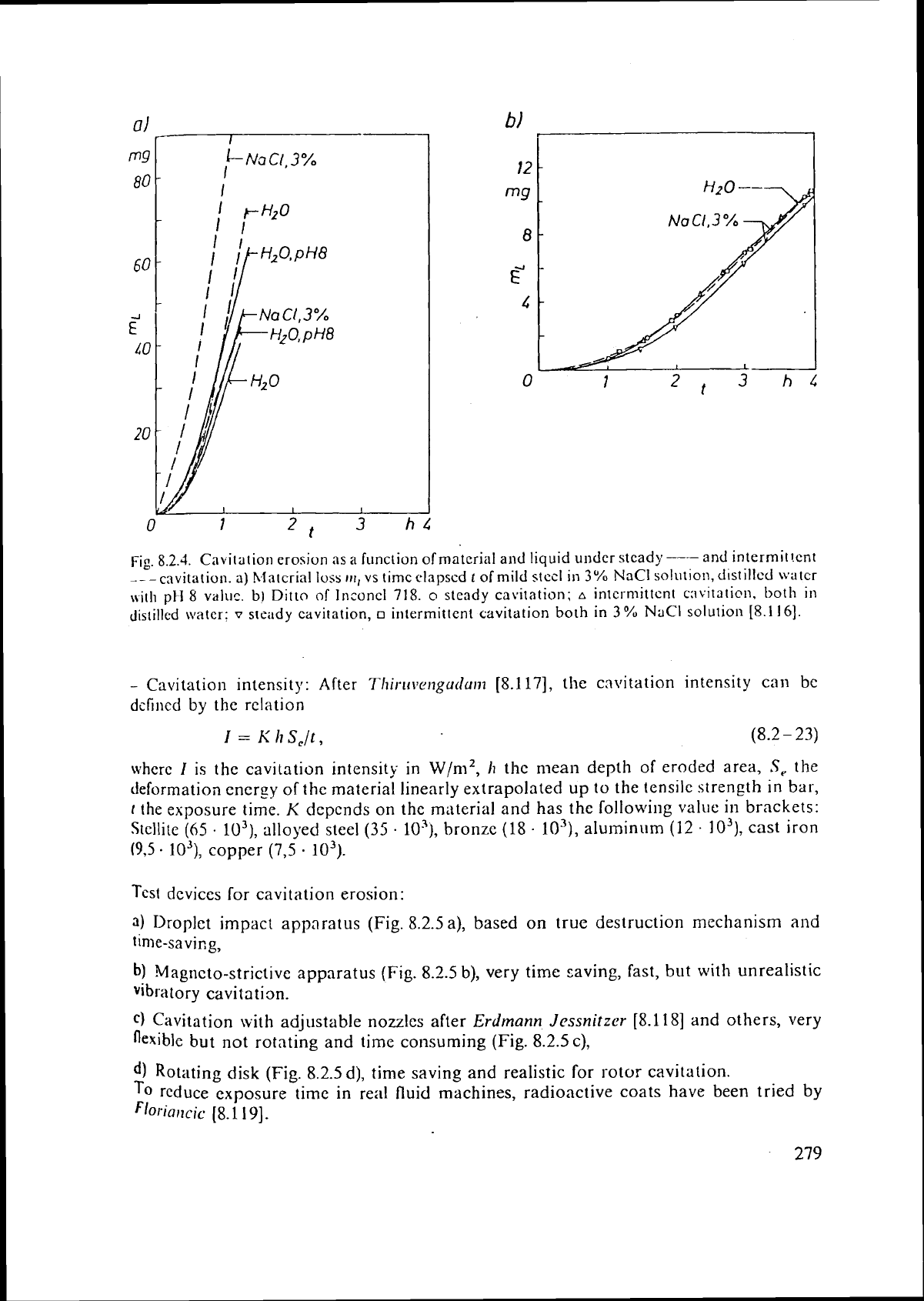
Fig.
8.2.4.
Cavitation erosion as
a
funclion ofmaterial
and
liquid under stcady
--
and intermit!cnt
-
-
-
cavitation. a) h4atcrial loss
111,
vs
timc elapsed
I
of
mild stccl in
3%
NaCl solution,
distilled
water
\sit11
pli
8
value.
b)
Ditto of Inconcl
718.
o
stcady cavitation;
A
intcrniittcnt cnvitation, both in
distilled
\\later:
v
steady cavitation, intermittent cavitation both in
3%
NaCl solution
[8.1
161.
-
Cavitation intensity: After
Thir~r~~engatlurt~
(8.1 171, the cavitation intensity can be
dcfincd
by
the relation
where
I
is the cavitation intensity in W/m2,
11
the mean depth of eroded area,
S,
the
deformation energy of the material linearly extrapolated up to the tensile strength in
bar,
1
the exposure time.
K
depends on the material and has the following value in brackets:
Stcllitc (65
.
lo3), alloyed steel
(35
.
109,
bronze (18
-
lo3), aluminum
(12
-
lo3), cast iron
(9,5
.
lo3), copper (7,5
-
lo3).
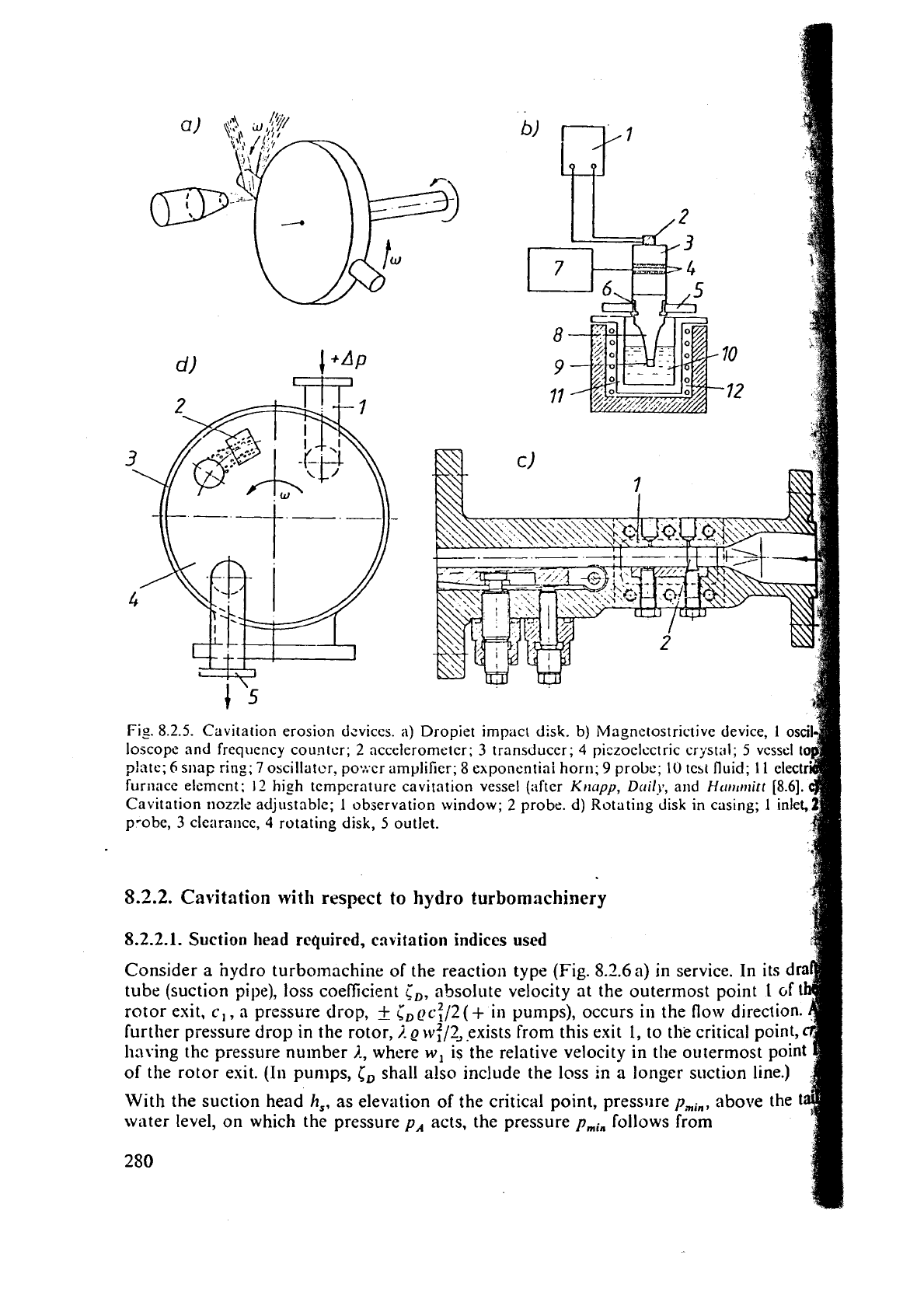
Test devices lor cavitation erosion:
a)
Droplet impact apparatus (Fig. 8.2.5a), based on true destruction mechanism and
tlnle-savi~g,
b)
Magneto-strictive apparatus (Fig. 8.2.5
b),
very time saving, fast, but with unrealistic
vibratory cavitati~n.
C)
Cavitation with adjustable nozzles after
Erdmann Jessnitzer
[8.118] and others, very
flexible but not rotating and time consuming (Fig.
8.2.5
c),
Rotating disk (Fig.
8.2.5
d),
tinle saving and realistic for rotor cavitation.
To
reduce exposure time in real fluid machines, radioactive coats have been tried by
Floriar~cic
[8.119].
.
.
Fie.
8.2.5.
Cavitation erosion dzv
loscope and frequency coulitcr;
2
gate;
6
snap ring;
7
oscillatcr. pox
furnace elcmcnt;
12
high
temperature cavitation vessel (after Knupp,
Ddy,
and Hut~rnlirt
[8.6].
Cavitation ~iozzlt: adjustable;
I
observation
window;
2
probe.
d)
Rotating disk in casing;
I
inlet,
p-obe,
3
clearance,
4
rotating disk,
5
outlet.
8.2.2.
Cavitation
with
respect to hydro turbomachinery
8.2.2.1.
Suction
head
required,
cavitation indices
used
Consider
a
hydro turbomachine of the reaction type (Fig.
8.2.6a)
in service.
In
its dr
tube (suction pipe), loss coefficient
i,,
absolute velocity at the outermost point
I
oft
rotor exit,
c,,
n
pressure drop,
+
iDec:/2(+
in pumps), occurs in the flow direction.
further pressure drop in the rotor,
i
Q
\v:/!,
,exists from this exit
I,
to the critical point,
hl~ving the pressure number
E.,
where
w,
IS
the relative velocity in the outermost poin
of the rotor exit.
(In
pumps,
[,
shall also include the loss in
a
longer suction line.)
With the suction head
h,,
as elevation of the critical point, pressure
p,,,
above the
t
water level, on which the pressure
p,
acts, the pressure
p,,
follows from
280
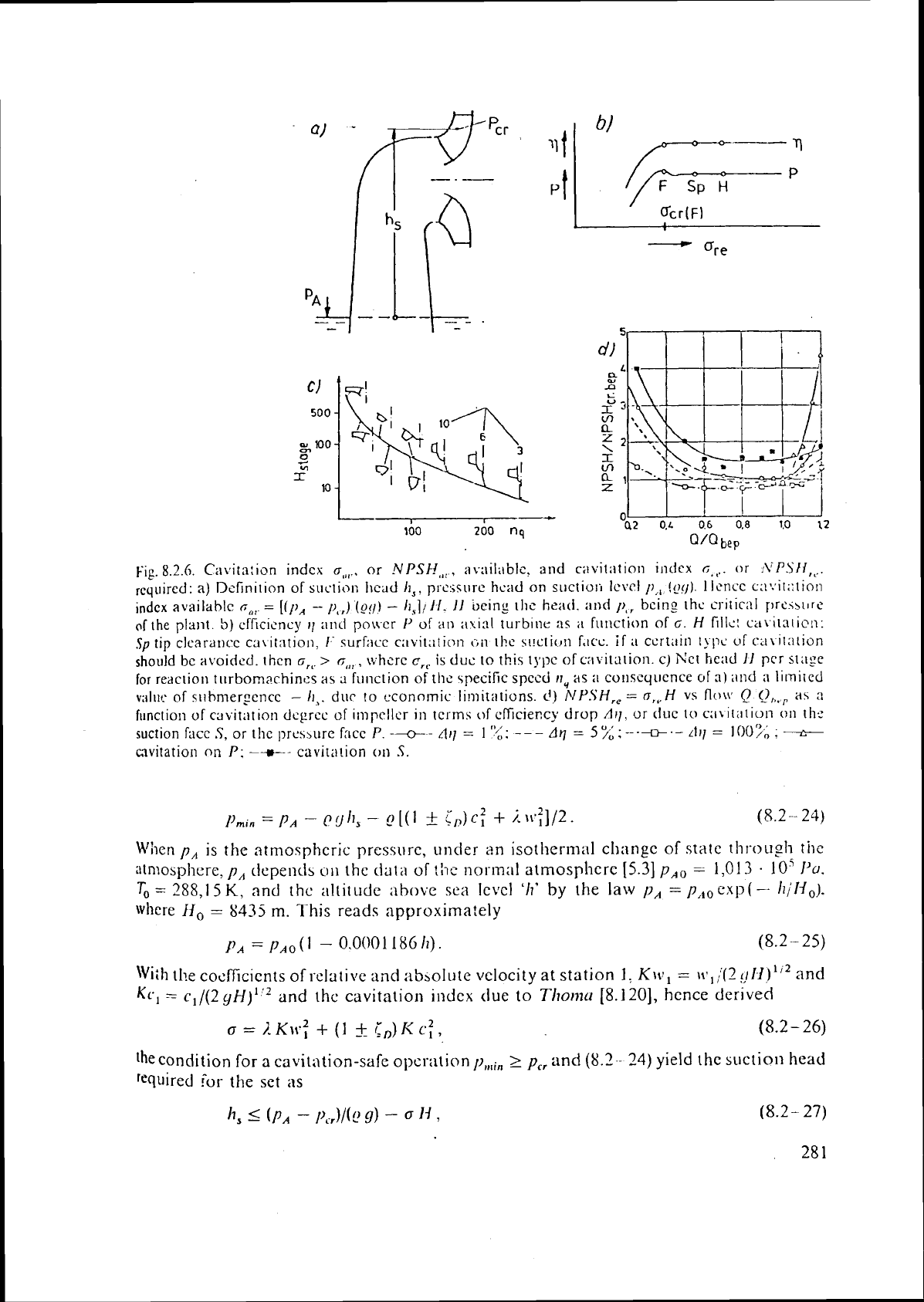
Fig.8.2.6. Cavita:ion index
a
,,,..
or
NPSH
,,:.,
avail;tblc, and c;~vitiltion index
(7
,,,.
or
;VPSlf
,b,.
required:
a) Definition of suc.tio~: I~cad It,, pl.e:jsurc hcad on suctio~i Ic\.cl
p,,
(~cJ).
1
lencc ca:i~;:tion
index
available
no,.
=
[(pA
-
P,,)'(~!I)
-
11,1!
1-1. II
13cing lllc
head.
;IIK~
I),,
being thc cr-itical prcshilre
ofthe plant.
5)
cficicncy
I!
;~nrl
power
I-'
of
;in
;izi:il turbine :is
;I
furlction of
c.
H
fill<:
ca\.itation:
.'jp
tip clcarancc ca\it;ltion,
I.'
surface cavitatio~i
GI]
tl?c suction f,~cv.
if
a
ccrt;ti11
type
U:
CLI\
itation
should bc avoided. then
G,,.
>
a,,,
,
whcrc
cr,,
is duc to this
typc
of c;~vitulion. c) h'et head
1-1
per stage
for reaction turbomechines as
~1
function of the specific speed
ti,
as
;I
collscquence
of
3)
~ind
a
lirnitcd
v;ilue of s11brner9cncc
-
11,.
dur
to cconomic limit;~tions.
c')
NPSH,,
=
a,,H
vs
flotv
Q
(I,,,.,
as
2
fi~nction of c3vit;ltion dcgrce of impellcr in tcrlns of cficiency drop
At/,
or duc
lo
c;~vitation on the
suction Facc
S,
or
thc prus>ure f:rcc
P.
--+-
4t1
=
1
I!/;;
---
Aq
=
5%;
--.u.-
iltl
=
100>;
;;;:
--c-
&?vitation on
P;
--+-
cavitation
(JII
S.
When
pn
is the atmospheric
presyure,
under
an
isothermal change of
state
th
I.OLI~II
t
i~i-"
;irmosphere.
p,
depends
'111
the
data
of
!he
normal
atmosphere
[5.3]
p,,
-
1,013
-
10"'~.
To
=
288,15
K,
and
thc
altitude above
sea
Ievcl
'h'
by the
law
p,
=
p,t,ex~7(
--
IliN,).
\vhere
Iio
=
8435
m. This
reads
approximately
With
the coefficients of relrrtive
and
;~bbolute velocity at station
1.
Kwl
=
\v1;'(2
011)~'~
and
Kc,
-
c,/(2
9~)"'
and thc cavitation index clue to
Tl~onta
[8.120],
hence derived
[hecondition for
a
cavitntion-safe opc~.ation
P,,,~,
2
po
and
(8.2.-
24)
yield the
suction
head
required for the set as
:\.~L'I.c
I1
is
tllc lic:lcl.
111
the
;lh~;vc
11,
;lrli!
rr
;\I.(.
;lr
i~':.l;\lll
~l~?~,!.:~lilly
~>oi~ll
:11111
:,l:lliO,l,
cri~icill
ivitl~
rcspcct to L.;I\~I!:III~I~. Accordi112 to 11:c
,
I
I;(
'
L.o\!c.
,111~i
11
;I
:,;II>I;;
I~~;,~~,,~~,,
there (tcfi~~cd. tllc criti~.;~I prcssi~re
I),,
;11111
11ic co~.~.c:~l>o~!~li~ 12
i;\\-11;1
I
ion
I~IIIIII>~~-
;lrL'
defined
so
as
to opcr;~tc tlic
sct
above
a
cliiic:~i c;lvit;~tion il~dc.\
rr,,.
carlsing 1!111I~'~i~;~bl~
effccts, lilic clrop of
head
or
efficiency
(Fig.
8.2.6
b).
T3.
(8.11
20)
~11~11
;I
'6'
is
ii11k;~~i
lo
certain
operating
data Kw,,
Kc,,
i,
and
i,,
of
a
certain
i~~;~cllinc ;111d
IICIICL'
clc~iot~d
b
a,,,
~neaning
"o
required"
for this and a certaill
'11.
Q
and
(1):
Y
On
the other hanti, the cavitation index follows also from the data
of
thc plt111t's
sur-
roundings
by
(8.2--27),
(taken with
=
sign) as
f
Leaving aside the dependence of
p,,
on the flow, as expressed
Ijy
(5.2
-
4)
or
on
the critical
'
size of the nuclei, ns expressed by
(8.2-
3),
and replacins
!?,,
ill
(5.2
23)
by
111~
;1n1bient-
related vapour pressurep,, so as to have now
ri
as a function of tht. rlmb~cnt-rclarcd
values
It,,
H,
Q,
p,
,
p,
(directions for thc: planner), hence denoted
13)
fit],
.
meaning o-a
L
:~il:lble,
the
last relati011 reads
A
cavitation-safe operation of
a
set requires that (Fig.
5.2.6
b):
a,,.
<
a,,
.
7
he problem
arising is
t11;lt
strictly speaking
11,
and
H,
c.g.
in a run-of rikcr plant nla\i dcpcnd on
t
tajdrograpli and on the backwater effect. The 1;~ticr depends lirst
on
tfic topozraphy
the valley, thc flow-off of the river, the storing capacity of 11ie plant. and the licncc derive
necessity of spillage operation but to a
sm:~ilt.r extent illso
on
the working prosram
of the plant. Hence
a,,
is also defined
a$
o
,,,,,,.
It
may be rcalizeJ from this, that the proper setting of
a
p1;11lt's s~icti011 he:ld by mea
of
(8.2-37)
has to be liandlcd very carefully with
due
cotl~lctcl.;~tion of tllc conclitio
rs,,
<
a,,
and
with respect to the plant-conditioned a11d riles-cc~lid~rio~~c~l o~cil1,tbions
o
h;a;i-arid tail-water level and the herice following var-~at~o~ls
ot
the
suction
Ilc;~il
h,.
Not
that
any cavitation area has its own suction head!
-
The
dependence
of
a,,
(denoted here by
a)
on the specific
speed,
:iscJ
~1s
i)rc num
11,:
For simp!icity this relation is established now for the bcp
iv1t11
vanisll~ng \vhirl at
rator's throat.
c,,
=
0.
But, on the base of a remark in
Cap
4.2.2.1..
it
can be cxpan
also to
a
rated point with an arbitrary gate opening and
(.,,,
=+
0.
For the bep
K
=
Klr;
+
Kc,',,.
Hence
o
=
k'ri:[i.
+
(I,
+
1
<D)cp:],
where
cp,
=
Kc,,,,
jK
11,
=
tan
13,
is
a design parameter, ug~!ally resulting
frcm
the
op
"
..
nliziilg
of
the rotor's cavitn:ional suscegtibility. Hence: Set ring
cp,
,
GD,
/.
p\es
o
-
K
u
Tile simil:trity l;iws (Cap. 9.2) indicate that the specific specd
n,
in ternis of Ktr
eroportion,ll to KH;" or then K11,
-
11:'~
and
K
1,;
-
11:
!
lTlius
n
-
n,
a
=
colist
11'
'.
With tl-te latter relation and
=
sign.
(8.2-27)
reads:
h,
=
(I,,
-
p,,)i(~O
const
if
11:
'!
With the tendency of increasing
11,.
especially under highcr he.ld
If
becomes nsgati~e (so-c;~lled submergence). The11 the excaviltion cost rises
with
-
k,,
submergence.
Fro111 the 1,lst relation follows: const
H
n613
=
-
j),,)
(g
c))
--
/I,, The v:rlue
/I,
-
tugether with
I,,,
=
I),
and
y,
from (8.2-25) vttlies ollly sli_c!~tly. There
may
be
;I
tcnde
252

;,dnlit higher submel-fence
-
/I, whcn thc Ilcnd
H
increases. Pi~tting this iisidc. ;issum-
i,lgp,-c
-
I),,
=
constant, ;111d also
-
11,
=
co:ist;int for reasons of economy. and introduc-
ing
NI'SII
(net positivc coction head)
ArPSH
=
all,
then the 3b0\~ and (8.2-27) rcsult in NYSH
=
corlst and
Fig. 8.2.6 c delnonstrates such a linkage between the head
H
and the specific spced
n,
for
tile
case of reaction turbines.
-
Other cavitation indices used: Preferably in pumps instcad of a, the parilmeter
,vpSl-I
=
a
H
is used. Anglo Saxon countries also use the suction specific speed
S.
3
non
dinlensi01lal specific spced formed with
IVPSH
instead of
If
:
S
=
11'
Q'
'/(y
NPSH)~".
~ependence of cavitation parameters on working data: After Pjleiderci.
(6.411
at bep.
;.,;,
and operating data of the set given,
or,
(S.2-2S),
then expressed in terms of kncwn
data
like
t:,,,
(at bep) can be made
a
minimum:
113
413
a,,i,
=
(312)
{[2
n
i./(l
-
N *)]
(1
_t
CD
+
I-))
nqop.
(8.2-
34)
]{elice the mini~num ArPSfl:
and
the optinlum suction specific speed S:
So,
=
(2/3)"4 {(2
n
1./(1
-
N ')]
(1
_f
C,
+
L)]
-
'I4,
(8.2-
36)
where N is the hub to tip ratio in the rot01 throat.
Whereas a,,,,,
varies greatly with the type number
t~,,,,
the econon~ic reasons, ~vhich yield
(8.2-33), make NPSN,,,, more or iess independent of the type number.
The
same holds
also for
Sop, but for physical reasons. (Small variation of-).,
[,
at bep.)
At
the moment, the machine operates away from the bep, the pressure number
i
of its
critical point,
due to
the
then growing angle of incidence and the corresponding
a
and
IVPSH
increases rapidly with the distance of point from the bep
(Fig.
8.2.6d). (ri,,,,, follows from inserting
Krl,
-
Cap. 9.2) in (8.2--26).j
8.2.2.2.
The
meaning
of
cavitation
index
With
(I
S.2-
29)
and
(I
8.2--
32):
a
=
NPSHIH
=
(P,
-
Q
g
A,
-
p,,)/e
gH-
(8.2
-
37)
Imagine the fluid to pass, instead of :he rotor, a horizontal test tunnel around the critical
pint. Downslream of the critical point the pressure may recover to pA
-
Q
g
h,.
Since the
cavity has the pressure
p,,,
it collapses under the differential pressure
p,
-
Q
g
11,
-
p,,,
corresponding
essentially to NPSH and found
ill
the nu~nerator of
a
in (8.2-37). The
denominator of a,
Q~H
consists of the pressure, which induces the cavity by the high
velocity in the critical section.
In
the
usual
horizontal cavitation tul~nel the ]lead produces the velocity head
p
w32
and
a
pressure
before
the
lest swtion.
Here
the numerator
of
o
contains
p,
-
p_.
For convenience the total
h~d
in the denominator is replaced
by the
veloclty
head,
see
also
R.
Knapp.
J.
Daily
and
I:.
!;.
Ilt~~~r~trirr
(iS.6).
1'11~
prcssiirc
I),.,
rrt
thc critical point can bc Jrlincd by :I prcssurc numbcc
l\'itli thc abo~e tlic convcntion:~l caviti~tion indcx rcacls
0.z-
K
prr
-=
2
(PO
-
P~)/'(Q
bv:).
(8-2
-
39)
8.2.2.3.
l'hcorctical cnvittltio:~ index,
scale effects
Accounting for the cncrgy thcorcm of ideiil
flow,
the Iaht rclntion rcack ns
ai,,
=
(~,,,/l.~',)~
-
1,
with
,t.,,,
the
velocity
at the ~ninimum prcssuro point. Obviously for
,I
ccrtnin ste,tdy poicntinl
now
around
a
body, the ratio
\v,,,j,\~,
depends only on
thc
geometry of thc body and ncithcr on its
flow
bclocity nor its si/c, so-called scalc effects.
I
Bec;iusc of the bcalc cffccts the rcal cavitation indcx
rri
at onset is sma!!cr than
rr,
,,,
(Fig.
8.2.3
a).
One
reasol: for this sccms to bc thc boundary laycr.
It
diminishes
iv,,,,
by viscosity :ind by the
then
diminishcrl curvature of the main flow.
1,
Ara.keri
and
.lt.ostu
[8.
j6] found the re-attachment of laminar scpar:ltion region iind
-
in case
of
desincnt cacitation
-
the transition into turbulent boundary laycr
io
influence
a,,
when
they occur
in thc critical region. Surcly the then longer pcriod of dwell of nuclei. thc high tiirbulence there,
and
strong prcbsure pulbations which faci1it:ltc the pressure to fall short of its critical valut., may favou
the sudden growth of nuclei cspccially by
rectified
diffusion [8.121].
f,
Othcr re:-\son.;
a,
structuie
and
!cvcl of turbulencc, and surfacs roughness
werc
mentioned by
Am&
(8.5
11
and
13il!c,r
(8.481.
In
thc
case of devclopcd cavitation, thc
'B
factor' after .Steponofl[S.l22]
thermnci.nan~~c cffccts rneniioncd by
Bonnit~
[8.58] and
Raabe
[8.36; 8.611 may influence the sc
eflect.
An
attempt
-,vns i~l\o made by
(8.2-
17) to explain scale effects.
5.2.2.4.
Jllfl~~encc
of
air content
and
its control
On
the
011~:
liand the free air content is
a
prerequisite for the onset of cavitation. On
t
other
hand the air content influences the cavitation index
u
as
3
function of flow.
Therefore any cavitation test stand
(Fig.
8.2.7j
requires the control of air content. Usual
tbc
tot21
air content is corltrolled by means of a ran
Slykr
apparatus
[8.123].
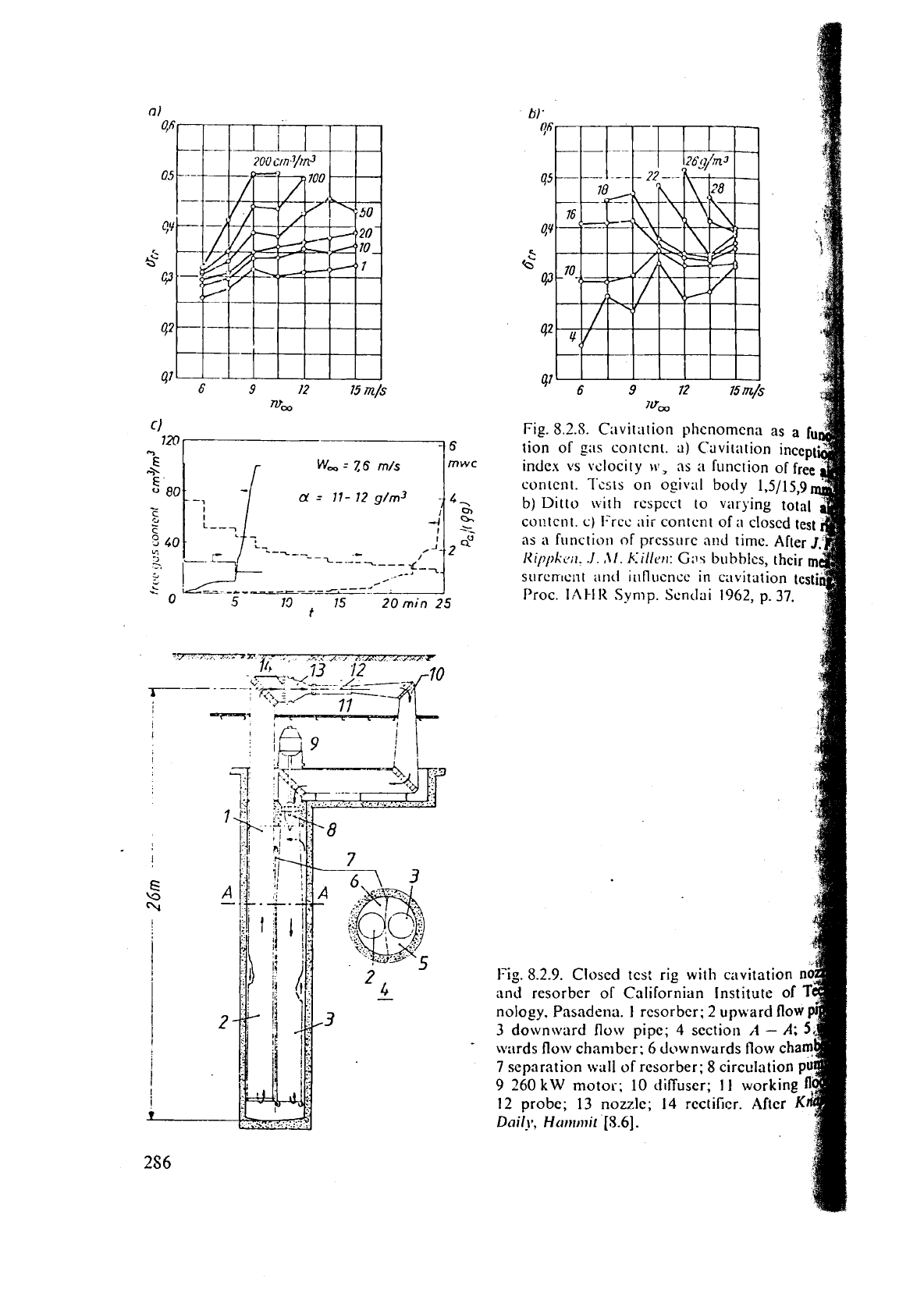
Fig.
5.2.8
reveals
that
this parameter is not as significant for the onset of cavita!ior, as the free
content
(Fig.
8.2.8
a).
The
usual closed test
rig.
(Fig.
8.2.7)
has a device, which deflects the undissolved free
into
il
dome before the fluid enters the test section. Otherwise the preparedr~ess of
li
there to cavitilte would increase
by
too large nl~clei entrained.
On
the other
hand
by
dsaeration the natural air content of the liquid is lowered and hence also
a
measure
the critical
polnt.
The best guarantee for a natural air content
may
be an open test rig. For
a
turbine sta
the upper reservoir must have
a
free level. This limits the erection of such a stand
b
topogri~phy of its surroundings. Some laboratories in the
USA
and Canada
[8.124]
closed
test rigs use
big
resorber vessels for recuperation of
the
natural free air
con
(
Fig.
8.2.9).
A
stand should have
a
device for the cpntrol of the free air content with respec
spectrum and density of nuclei elltrained in the test section. This may operate
acoustic
babis after :\:Ic).e~.
nnd
Sk~rJozyc
[8.125],
by means of Laser after
Keller.
[S.
b!
visualization of the cavitation susceptibility through
a
transparent Venturi
t
by-passing the test section after Oldertziel
[8.27].
284
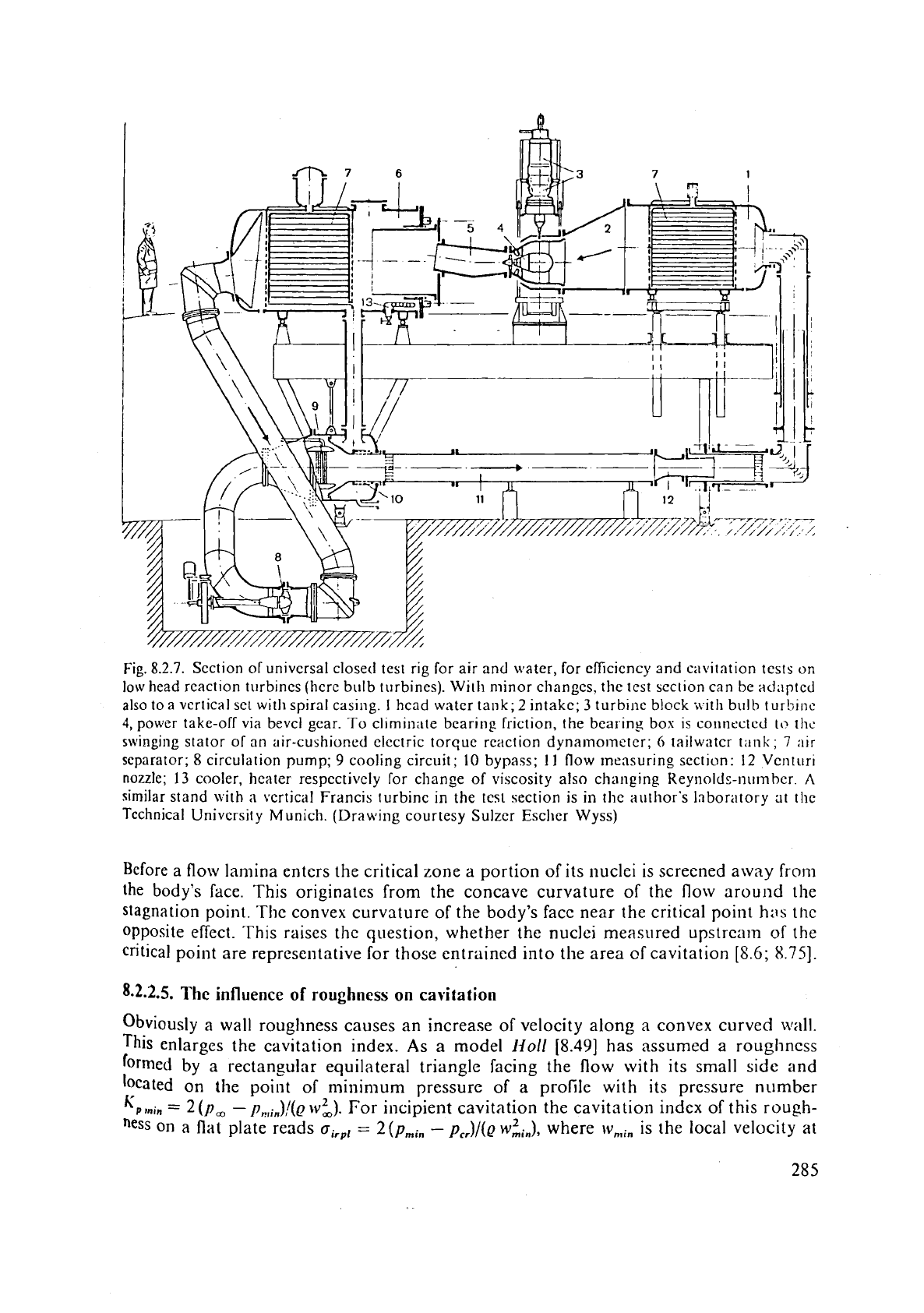
Fig.
8.2.7.
Scction of
universal
closetl test rig for air and water, for cflicicncp and cavitation tests on
low
head reaction turbincs (hcrc bulb turbines). With minor changcs. the lest section can be
ad;ip~cd
also to a vcrtical sct with spiral casing.
I
head water tank;
2
intake;
3
turbi~ic block i\.ith bulb turbine
4,
power take-off via bevel gcar.
To
clirnin;~te bearing friction, the bearins box is col~nectcd to thc
swinging stator of an air-cushioned clcctric torquc reaction
dynamometer;
6
tailwater tank;
7
;iir
separator;
8
circulation pump;
9
cooling circuit;
10
bypass;
1
I
flow ~nensuring scction:
12
Vcnturi
nozzle;
13
cooler, heater respectivcly for change of viscosity also changing Reynolds-nu~nber.
A
similar stand with a vertical Francis turbine
in
the test section is in thc iiuthor's Inboratory at the
Technical
Univcrsity Munich. (Drawing courtesy Sulzer
Escl~cr
Wyss)
Bcfore a flow lamina enters the critical zone a portion of its nuclei is screened away from
the
body's face. This originates from the concave curvature of the flow around the
Stagnation point. The convex curvature of the body's facc near the critical point
htls
the
opposite effect. This raises thc question, whether the nuclei measured upstream
of
the
critical point are representative for those entrained into the area of cavitation
[S.6;
8.751.
8.2.2.5.
The
influence of roughness on cavitation
Obviously a wall roughness causes an increase of velocity along
a
convex curved \~;i11.
This enlarges the cavitation index. As
a
model
11011
[8.49]
has assumed a roughness
formed
by
a rectangular equilateral triangle facing the flow with its small side and
located
on
the point of minimum pressure of
a
prolile with its pressure number
=
2
(p,
-
p,i,,)/(~
~2).
For incipient cavitation the cavitation index of this rough-
ness on a flat plate reads
q,,,
=
2(pmin
-
prr)/(e wiin), where wmi, is the local velocity at
'
6
9
12
75
m/s
7x00
cl
a=
17-1Zg/m3
5
l3
t
15
20 min 25
bl
'
7*m
Fig.
8.2.8.
Ci~vit~~tion phcnornena as
a
tion of gas contcnt. a) Cavitation incc
index vs velocity
MI,,
ns
a
function of
contcnt.
?'ists on ogival body
1,511
b)
Ditto with rcspcct to varying total
contcnt. cj 1;rcc
i~ii
contcnt of
n
closed test
as
a
function of pressure
nnd
tirnc. After
J
l(i/~pki,;l.
.I.
,I/.
Kil(w1:
Gils bilbbl~s, their
m
surument
and
iuflucncc
in
cavitation testj
Proc. It4
tl
R
Synip. Scntlai
1962,
p.
37.
Fig.
5.2.9.
Closed tcs! rig with cavitation
and resorber of Californian Institute of
nology. Pasadena.
I
resorber;
2
upward flow
3
downward flow pipe; 4 section
A
-
A;
wards
flow
chamber;
6
downwards flow cham
7
separation wall of resorber;
8
circulation
9
260
kW
motor;
10
diffuser;
11
working
12
probe;
13
nozzle;
14
rectifier. After
K
Doily,
Hotnn~ir
'[5.6].