Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

residual layer decreases with packing time. Dur-
ing this molding process, the temperature remains
constant. This isothermal embossing under vac-
uum is required to fill the cavities of the tool
completely. Air inclusions or cooling during mold
filling may result in an incomplete molding of the
microstructures, in particular at high aspect
ratios. Upon the expiry of the packing time, cool-
ing of the tool and substrate starts, while the
embossing force is maintained. Cooling is contin-
ued until the temperature of the mol ded part
drops below the glass transition temperature or
melting point of the plastics. When the demolding
temperature of the polymer is reached, the molded
part is demolded from the tool by relative move-
ment between the tool and the substrate. Demold-
ing only works in connection with an increased
adhesion of the molded part to the substrate plate.
Due to this adhesion, the demolding movement is
transferred homogeneously and vertically to the
molded part. Demolding is the most critical pro-
cess step of hot embossing. Depending on the
selected process parameters and the quality of
the tool, demolding forces may vary by several
factors. In extreme cases, demolding is no longer
possible; the structures are destroyed during
demolding.
Apart from the one-sided molding described,
the process is also used for double- sided posi-
tioned embossing. The principle of the process
remains the same. Instead of the substrate, how-
ever, another tool is applied. To demold the
molded part from one of the two tool halves,
special demolding mechanisms, such as ejector
pins or pressurized-air demolding, are used. For
a better understanding, the schematic representa-
tion of embossing in Fig. 5-2 is limited to the
major process steps. Depending on the tool and
the polymer used, the process and process para-
meters have to be adapted to any changes.
The characteristics and merits of hot emboss-
ing may be summarized as follows:
*
The molding process is characterized by short
flow paths, only from the molten polymer film
into the micro-cavities.
*
Because of the moderate molding velocities in
the range of 1 mm/min only moderate shear
stress in the polymer will be generated. This
results in comparative low residual stress in
the molded parts.
*
If the molding temperature is set to the range
where the relaxation times of a polymer corre-
spond to the cycle times of molding, the stress
induced by molding can be decreased by relax-
ation processes. This opt ion requires knowl-
edge of the temperature dependent relaxation
behavior of the polymer.
*
The use of standardized mold inserts allows
for the quick change of a micro-structured
mold, which underlines the flexibility of the
technology.
*
Beside the quick change of the mold insert, the
polymer can also be changed quickly. Only a
new polymer foil has to be placed between the
mold insert and the substrate plate (Fig. 5.1).
This allows for replicating a mold insert into
several polymers in a short time.
*
The technology allows for a variety of process
variations, for example double-sided molding,
molding of through-holes, multi-layer molding
and also thermoforming of a high temperature
polymer foil by a low temperature polymer melt.
*
Compared to injection molding, the process
may be characterized by longer cycle time.
Although the development shows that with an
effective technology the cycle times could be
reduced, the process is economically well suited
for small and medium series production. Nev-
ertheless, because of the high flexibility this
process can be adapted to several requirements
and it, therefore, is of high potential for the
development of protot ypes within laboratories.
PROCESS VARIATIONS
As mentioned above, hot embossing is not limited
to the case of a single-sided molding cycle. The
concept of hot embossing allows for the process to
be modified according to the requirements of fur-
ther applications of the molded parts. Represen-
tative of a large number of modifications, the
concepts of double-sided molding, multi-layer
molding, the molding of through-holes, and roller
embossing, are described in this section.
CHAPTER 5 Hot Embossing 71
Double-sided Molding
Double-sided molding paves the way to a further
large family of molded parts. For example, dou-
ble-sided structured parts are part of micro-fluidic
systems where through-holes are esse ntial fea-
tures. Although fraction lines with thin residual
layers can be designed to separate molded parts , in
general, with doubl e-sided molding, the possibil-
ity of three-dimensional structuring could be
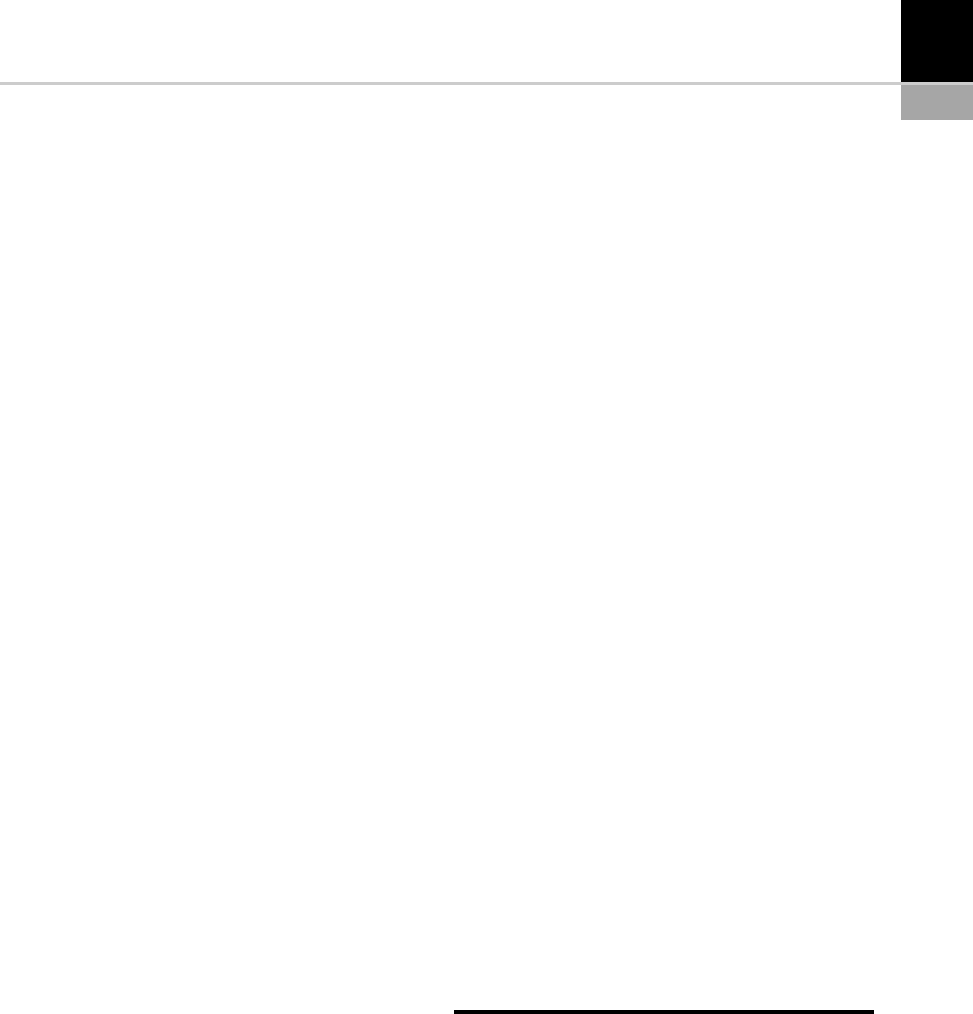
enabled. A precondition for such designs is the
correlation of two mold inserts which are posi-
tioned opposite each other and adjusted laterally
relative to each other. Use of markers or the ori-
entation on characteristic structures of the design
is recommended. After a coarse adjustment of
both mold inse rts, a first part should be molded.
In a second step the differences in the lat eral
dimension between the markers on the top side
and the bottom side of the molded part have to be
measured. Transparency of the polymer is helpful,
because it enables the determination of the mis-
alignment of the markers with an optical measure-
ment system, focusi ng on the top and bottom of a
thin molded part. The misalignment can be split
into a transversal (x,y) direction and a rotational
(in the perpendicular axis of the part) misalign-
ment. With this measured data the alignment of
both mold inserts can be corrected by an align-
ment system integrated in a hot embossing
tool. The alignment can be done separately in the
transversal and rotational directions (Fig. 5-3).
These alignment systems are optional components
of commercial hot embossing machines (for exam-
ple, Jenoptik Hex03) and are a precondition for
double-sided molding.
Multi-layer Molding
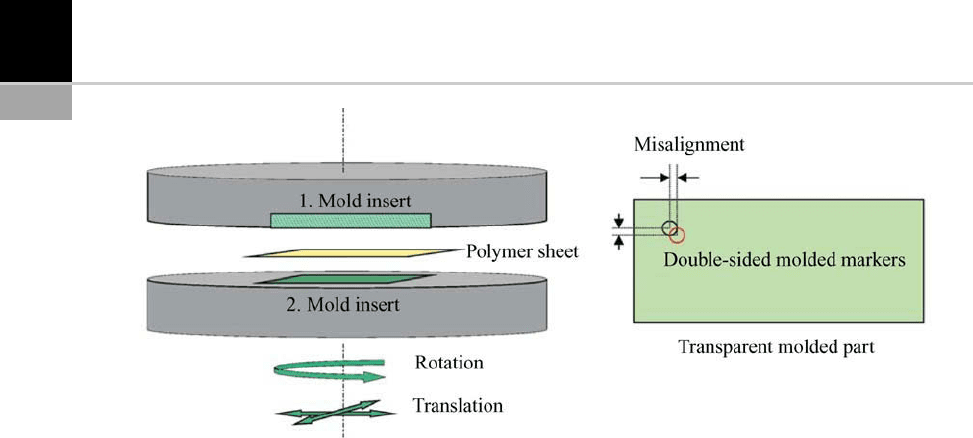
Another illustrated approach [12], e.g. for the
fabrication of through-holes, is the use of a poly-
mer composite, a stack of tw o different polymer
films (polymer 1 and polymer 2). The structured
part with through-holes will be molded onto a
layer of a second polymer (polymer 2) (Fig. 5-4).
After demolding of the molded composite the first
polymer can be separated from the second poly-
mer, in this case the carrier layer, by peeling. The
advantage of this method is the maintenance of
the adhesion on the substrate plate. This allows
for demolding the molded composite in the verti-
cal direction by the precise movement of the hot
embossing machine. The adhesion between the
first polymer and the second polymer has to be
high enough to withstand the tensile forces during
demolding. Addi tionally, a form closed connec-
tion, effected by the penetration of the mold
insert into the second polymer, will support the
connection of both polymers. This approach is
only suitable for selected material combinations,
FIGURE 5-3 Principle of alignment for double-sided molding.
72 CHAPTER 5 Hot Embossing
because of the required a dhesion and further sep-
aration.
Through-holes
In micro-system technology the need for molded
parts with through-holes is increasing; micro-flu-
idic components like micro-pumps, micro-valves
or fluidic components for lab-on-a-chip systems
are common examples. The fabrication of
through-holes is, therefore, an actual aspect in
fabrication of micro-system components. To
reduce the post-processing steps, through-holes
should be fabricated already during molding.
Because of the molding principle, this require-
ment is difficult to achieve. As mentioned abo ve,
hot embossing is characterize d by a squ eeze flow
of a polymer melt. Typical molded parts are there-
fore characterized by a residual layer. On the one
side, this residual layer is necessary to obtain the
pressure for filling micro-cavities; on the other
side, for the fabrication of parts with through-
holes, this residual layer should be completely
displaced. The methods for fabrication of these
holes can be split into the post-processing meth-
ods to remove thin residual layers and methods
that are characterized by the selected substrate
plates allowing for fabricating through-holes
already during molding. Finally, a new develop-
ment is discu ssed – a principle that allows
for fabricating through-holes with a two-step
process, a molding cycle and a cutting cycle which
gives the name of this process – hot punching.
To avoid any post-processing of molded parts,
through-holes should be fabricated already dur-
ing the embossing cycle. This can be achieved by
the use of a combination of modified mold inserts
and selected substr ates [13]. The principle refers
to a complete displacement of the residual layer in
selected areas, achieved by embossing free-stand-
ing structures of the mold inserts into modified
substrates. This enhanced molding principle
requires a sensitive set-up of the process para-
meters and a proper selection of the substrate
materials, because of the relatively high load on
the structures during molding. The risk of dam-
aging filigree structure s of the mold insert
increases, especially when the diameter of the
through-holes decreases.
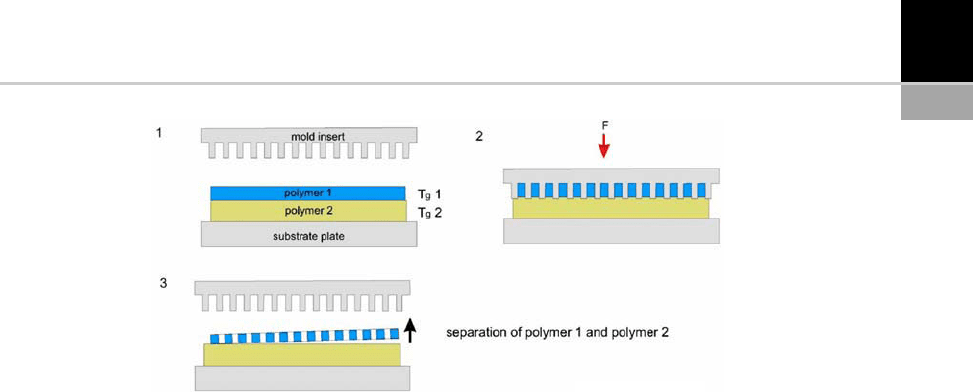
Representative of the process variation of
molding through-holes, the approach of molding
onto a stac k of foils is described here. In this
approach, in addition to the conventional metal
substrate plate, a flexible layer is put on top. This
layer consists typically of a polymer laye r and a
metal film. By the selection of the materials and
film thickness, the flexibility of this combination
can be influenced. Figure 5-5 illustrates the prin-
ciple. Because of the flexibility of the layer, in
selected areas the polym er melt can be displaced
completely from the top side of the mold insert. By
using this technique it is possible to retain the
FIGURE 5-4 Principle of two-layer molding for molding through-holes.
CHAPTER 5 Hot Embossing 73
residual layer in large contact surfaces, e.g. at the
margin regions of the mold insert, and to
completely displace the residual layer in small
contact areas. During the cooling state the desired
dwell pressure will be generated by the flexible
layer and not by the residual layer.
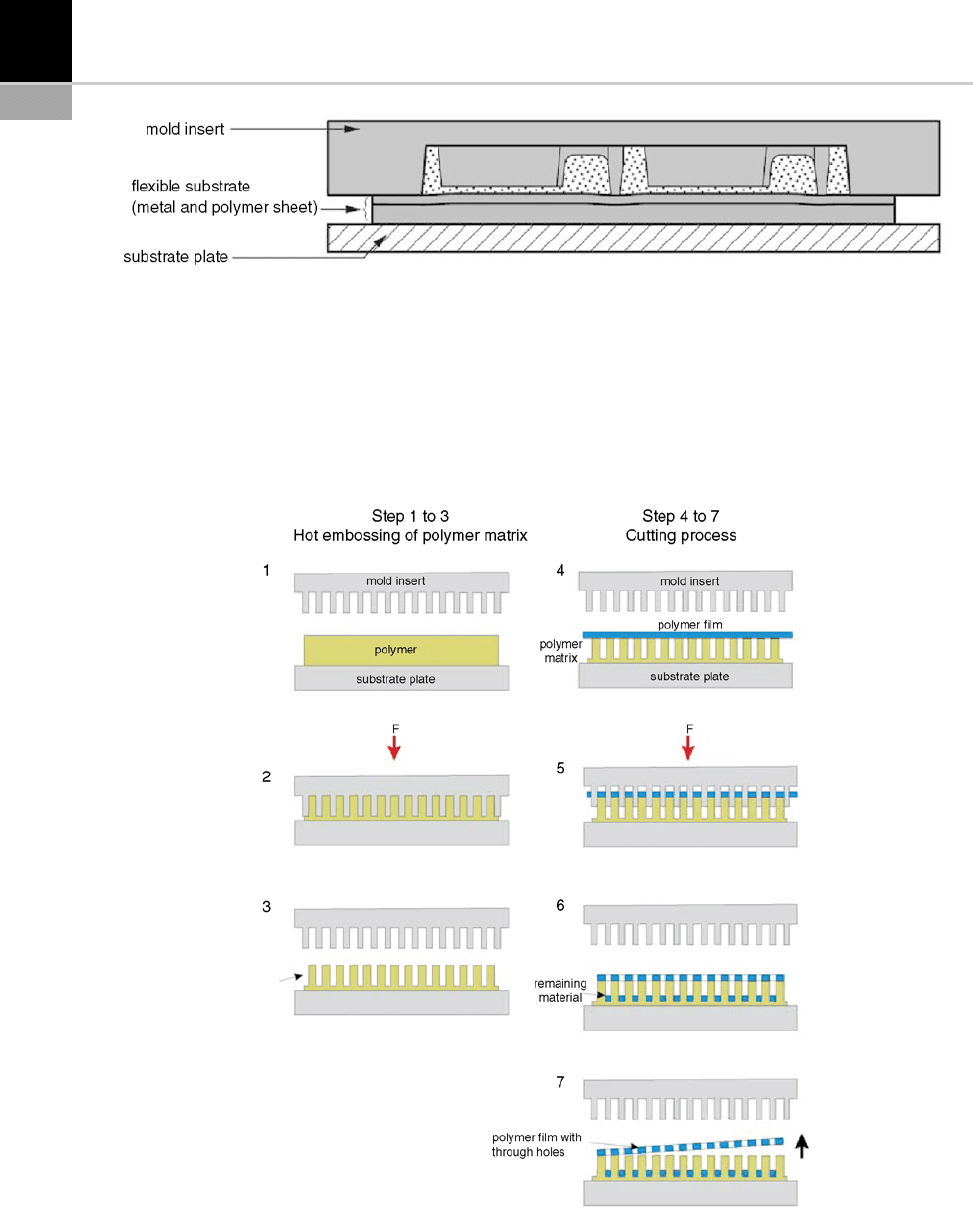
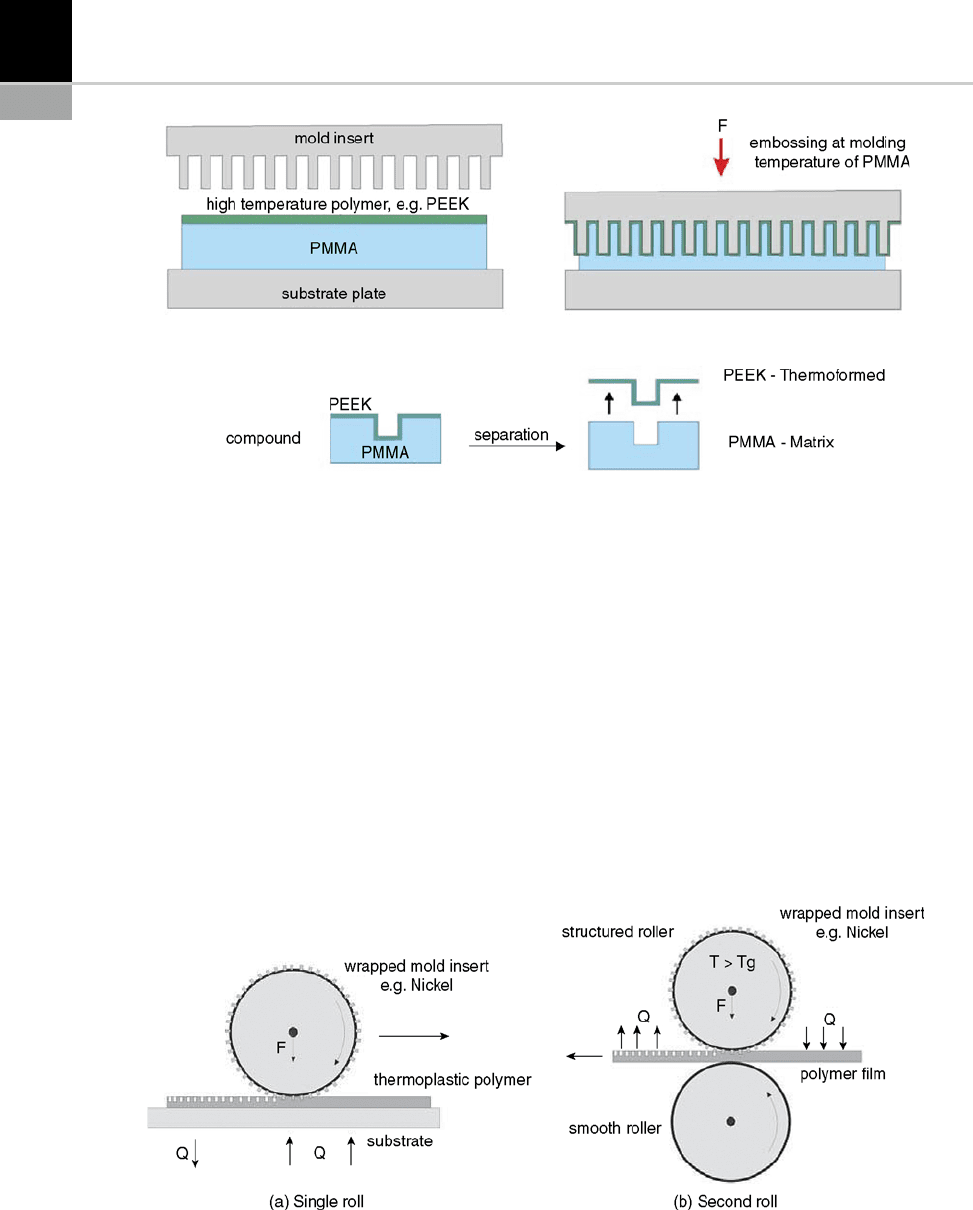
Hot Punching
The principle of hot punching is a two-step
method for molding through-holes (Fig. 5-6). In
the first step a selected mold insert will be repli-
cated in an amorphous polymer with high glass
FIGURE 5-5 Schematic view of a configuration for the molding of through-holes with the use of a stack of foils.
FIGURE 5-6 Principle of hot punching for molding through-holes.
74 CHAPTER 5 Hot Embossing

transition or a semicrystalline polymer with high
melting temperature. The replication refers to a
single molding on a rough substrate plate. Instead
of peeling off the molded part from the substrate
plate, the replicated part remains on the residual
layer after demolding. The molded part will be
used as a second to the first mold aligned mold
insert, here the so-called mat rix. In the second
process step a thin film of another polym er with
a lower glass transition temperature than the
matrix is positioned between the mold insert
and the molded part. The mold insert and sub-
strate are heated to a temperature in the range of
the glass transition temperature of the thin poly-
mer film which should be significantly below the
glass transition temperature of the matrix. The
third step of this method is simply another
embossing cycle structuring the thin film of poly-
mer between the mold insert and the remaining
matrix. Because of the high accuracy of the align-
ment of the previously molded matrix compared
to the mold insert, the structures of the mold insert
will match the inverse structures of the matrix
properly. Differences of thermal expansions will
be compensated for by the relative flexibility of
the polymer matrix, compared to that of the mold
insert of metal. During the second molding step
the mold insert now cuts holes insi de the thin
polymer film. This principle can be seen as a
shearing process. The punched areas will remain
in the matrix, where the matrix has to be renewed
after several punching steps. Depending on the
design and the thickness of the polymer film , the
demolding of the punched polymer film from
the matrix can be difficult to achieve and should
be accomplished carefully, otherwise damage to
the polymer film will occur. To help the process a
release agent may be used [14].
The advantage of this method is the use of a
wide range of mold inserts without any modi-
fications. The material combinations are
manifold. Besides the differences in softening
temperatures, no adhesion between the used
polymers is a precondition. Because of the two-
step molding, this method is more time consum-
ing. For series production the method has to be
improved.
Thermoforming of High Temperature
Polymers by Hot Embossing
In accordance with the molding of through-holes
the concept of two-layer molding can also
be used for the thermoforming of thin films of
semicrystalline high temperature materials like
LCP or PEEK. Thermoforming refers to the
straining of a polym er, typically by air pressure.
The gas pressure is substituted with a polymer
melt. The starting point refers to a combination
of two polymer films, a thin film of a high tem-
perature polymer and a second film of a material
with lower softening temperature. A suitable
combination is, for example, PMMA as molding
material and PEEK as thermoforming material on
top. Similar to multi-layer molding, the combina-
tion of materials has to be selected carefully. The
molding temperature has to be set such that the
low temperature polymer is in the melting range
and the semicrystalline high temperature polymer
foil is in a temperature range above the transition
temperature but below the melting temperature.
In this temperature range the amorphous part is
softened which reduces the elastic modulus of the
high temperature semicrystalline polymer which
supports the straining of the polymer film. A char-
acteristic of this method is the combination of a
molding step (PMMA) and a simultaneous ther-
moforming step of the high temperature polymer
foil (PEEK).
The achievable thickness of the foils depends
on the process parameters and the necessary
molding force. Experiments show that good
results for this kind of thermoforming can be
achieved up to a film thickness of 100 mm. The
thickness of the polymer film has to be selected in
relation to the size of the cavities. To obtain a
three-dimensional shape the thickness of the poly-
mer foils has to be much low er than the lateral
dimensions of the mold cavity, otherwise the poly-
mer foil will not fill the cavity completely. Fur-
ther, the material combination has to be selected
in such away that only a moderate adhesion is
effective between both foils after molding,
because the thin foil has to be separated from
the molded low temperature polymer manually
CHAPTER 5 Hot Embossing 75
by peeling. With this method a three-dimensional
structuring is possible, the rear side of the thin
polymer foil showing the inverse structure of
the front side that is similar to the mold insert
(Fig. 5-7).
Roller Embossing
Roller embossing or roll-to-roll embossing is
a well-established modification of the hot
embossing process. Using rolls instead of plates,
a continuous molding can be achieved with
advantages regarding the molding times and dis-
advantages regarding the height and the aspect
ratio of the molded structures (Fig. 5-8). Tan
et al. [15] used this approach, so-called roller
nano-imprint lithography, to fabricate sub-
100 nm patterns. Two methods were investi-
gated. The cylinder mold method refers to a thin
structured metal film bent around a smooth
roller. In particular, a compact disc master with
a thickness of 100 mm was used. The second
FIGURE 5-8 Thermal roller hot embossing.
FIGURE 5-7 Principle of thermoforming of a thin polymer film by hot embossing.
76 CHAPTER 5 Hot Embossing
method, t he so-called flat mold method, refers to
a structured silicon wafer mold placed on a poly-
mer substrate. A smooth roller mold is rotated
over the mold and the deformation of the mold
under t he pressure of the roll imprints the struc-
tures into the polymer. In both methods the
roller temperature is set significantly above
the glass transition temperature. For PMMA
the roller temperature is set in a range between
170 and 200
C and the platform temperature in
a range between 50 and 70
C. Roller speeds
from 0.5 up to 1.5 cm/s were investigated, the
pressure being set in the range between 300 and
4800 psi.
MATERIALS FOR HOT EMBOSSING
Most applicable mat erials for hot embossing are
thermoplastic polymers. During a molding cycle a
thermoplastic polymer undergoes several temper-
ature dependent aggregate states. Switching to
another aggregate state changes the material
properties significantly. Based on the molecular
structure of amorphous and semicrystalline poly-
mers different aggregate states and different tran-
sition ranges can be determined. The thermal
behavior of thermoplastic polymers may be
described with the time dependent shear modulus
over temperature.
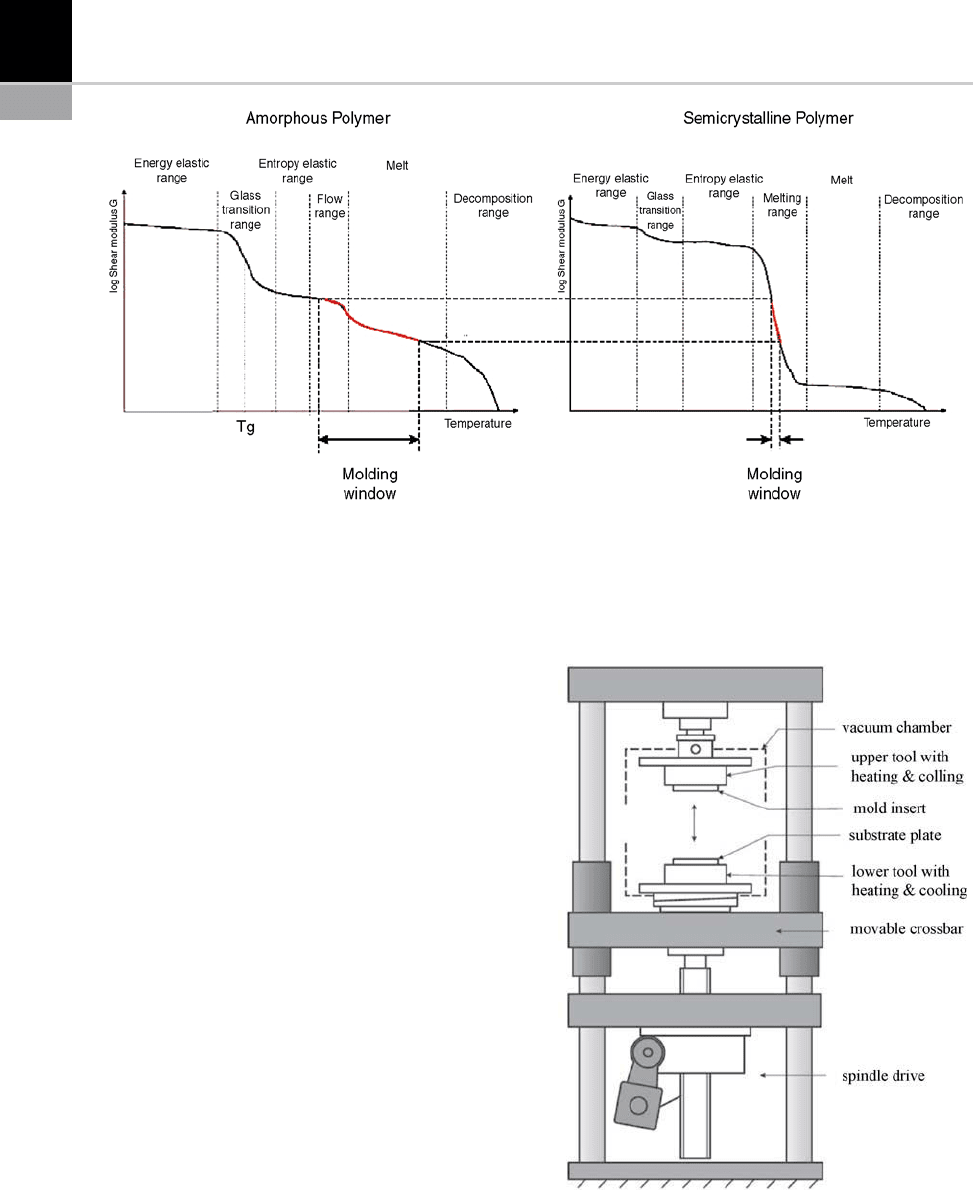
Based on the shear modulus temperature dia-
gram, typical molding windows for embossing
amorphous and semicrystalline polymers can
be specified. Amorphous polymers show, theo-
retically, a wide temperature range for hot
embossing, beginning at the glass transition tem-
perature and ending before the decomposition
range. In practice the molding window depends
on several other parameters and has to be set
dependant of the design, the molding area and
the technique used in the embossing machine.
Due to t hese factors, the actual molding window
is smaller than the theoretical window and can
be set approximately in the range of 20 up to
100 K above the transition temperature. In con-
trast to the amorphous polymers, semicrystalline
polymers show only a small gap of temperature
suitable for hot embossing. As described above,
the decrease in the shear modulus occurs in a
small temperature gap in the melting range. At
the beginning of this range the stiffness of the
polymer is too high for molding. The risk of
damage to a micro-structured mold is high. At
the end of the range, marked by a low shear
modulus, semicrystalline polymers show typi-
cally a behaviour like a fluid with low viscosity,
which i s not suitable for hot embossing because
the pressure neede d for embossing with f reefl ow
fronts cannot be achieved. Therefore, the mold-
ing window can be found approximately in the
middle of the small gap of the melting range. In
practice, an exact temperature has to be set dur-
ing molding. The temperature range of amor-
phous polymers is considerably larger than that
for semicrystalli ne polymers, which in practice
makes it easier to mold amorphous polymers in
hot embossing (Fig. 5-9).
HOT EMBOSSING TECHNIQUES
Components
The technology components for micro-hot
embossing mainly include four groups:
*
The embos sing machine – this is responsible for
delivering the press force and the accurate
molding velocity. The challenge of the technol-
ogy is to obtain a high stiffness at high force and
also a precise relative moti on between the mold
and the substrate plate. These requirements
result in a stiff frame design consisting of two
crossbars and mostly four massive guiding pil-
lars. To obtain a press force, one of the cross-
bars is fixed . Another crossbar is moved by a
precise motion system, like a spindle drive or a
hydraulic drive.
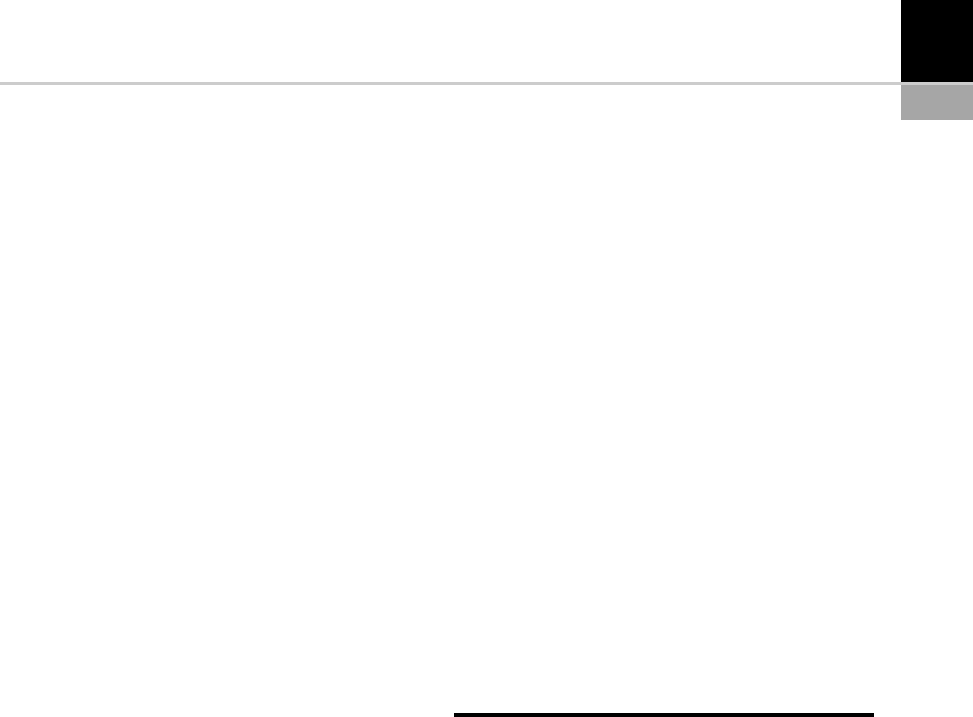
*
The tool – this is mounted between the two
crossbars and is responsible for the heating
and cooling of the mold, substrate plate and
polymer sheet. A typical tool consists of two
halves, the top half fixed onto the top crossbar
and the bottom half fixed at the lower cross-
bar, each with a single heating and cooling
system. With an approximation of both
halves, an integrated vacuum chamber will
CHAPTER 5 Hot Embossing 77
be closed and isolates the micro-structured
mold insert and the substrate plate against
the ambient pressure. Optionally, an align-
ment system is integrated that allows the
adjustment, for example, of two mold inserts
against each other or to mold on pre-struc-
tured substrates.
*
The micro-structured mold insert – this is
reversibly fixed onto the tool. Opposite the
mold insert another mold insert or a substrate
plate will be positioned. A wide range of micro-
structured mold inserts can be used, for exam-
ple inserts produced by mechanical machining
or mold inserts fabricated by lithographic tech-
niques.
*
A precise controlling system – the precise con-
trol of the press force, the m otion o f cross bars
and the temperature is one of the t echnologi-
cal challenges. Besides the c ontrol of the pro-
cess parameters, the measurement of the press
force, temperatures inside the mold inserts
and the distances between the mold insert
and the substrate plate are t asks for the con-
trol unit. As an interface to the user, it is also a
task to prepare and visualize all data, allowing
the user to set up and control the process in an
effective way.
Hot embos sing machines have been devel-
oped to differe nt levels, beginning with simple
manually controlled hot embossing machines,
for example for general laboratory use, up to
high-level machines with a high grade in automa-
tion, used in industry and scientific research.
FIGURE 5-10 Schematic view of the components of a hot
embossing machine.
FIGURE 5-9 Thermal molding windows for hot embossing.
78 CHAPTER 5 Hot Embossing
Commercial Available Machines
The commercially available hot embossing
machines market is comprehensive. The first hot
embossing machine suitable for hot embossing of
high aspect ratio was developed in Karlsruhe at
FZK in cooperation with Jenoptik Mikrotechnik.
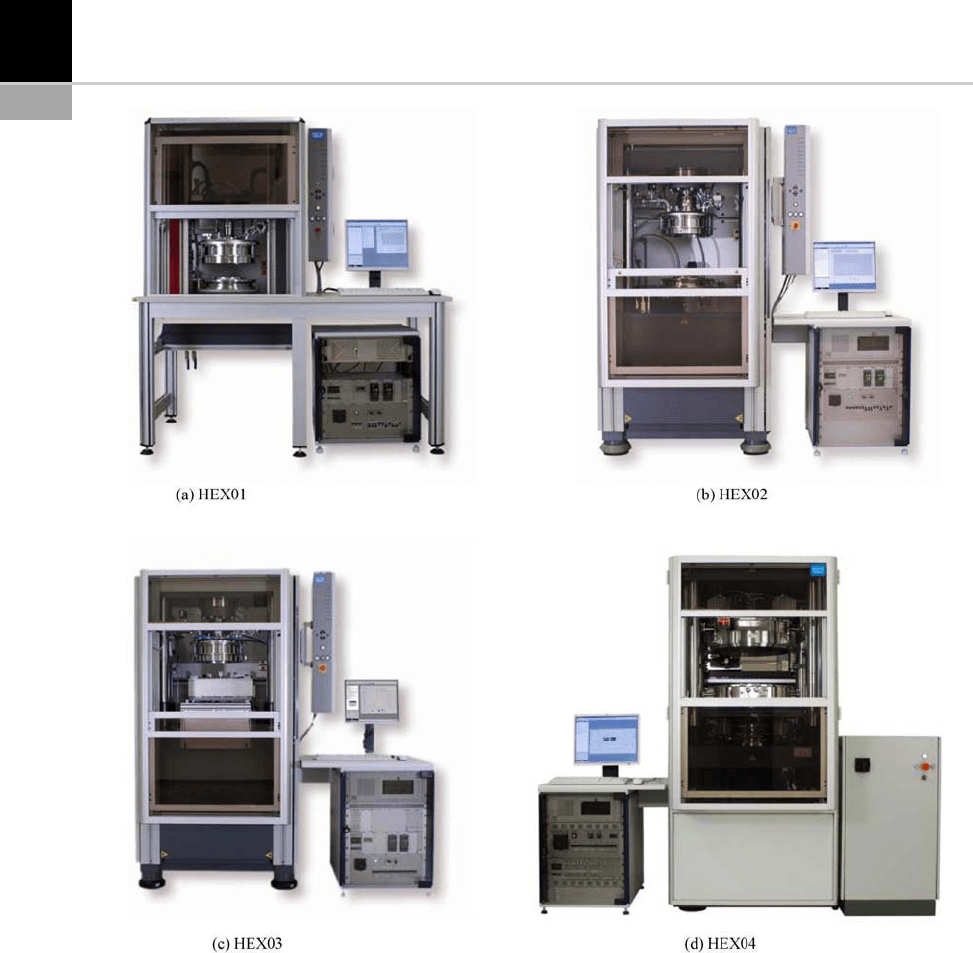
Jenoptik Mikrotechnik. Jenoptik Mikrote ch-
nik [9] was one of the first companies providing
a complete family of hot embossing machines.
Each member of the hot embossing machine fam-
ily is suited for different kinds of embossing
tasks. The machine HEX01 is the smallest
machine, compact and with a maximum force
of 100 kN already suitable for most molding
tasks, especially up to a molding area of four
inches. If larger areas are to be molded the
machine HEX02 fulfills the requirements rega rd-
ing molding forces up to 200 kN and molding
temperatures up to 300
C. If double-sided mold-
ing is required, t he machine HEX03 is equipped
with an addition precise alignment system and an
integrated microscope that allows the alignment
of the tool to be accomplished very easily . The
late st machine, HEX04, is especially des igned for
large area replication und er high molding forces
of up to 600 kN. All these machines are charac-
terized by an electrical heating unit, a convective
cooling system, a spindle drive and flexible con-
trolling by a macro-language. The fam ily of ho t
embossing machines is shown in Fig. 5-11.
Wickert Press. Another company that manufac-
tures hot embossing machines is Wickert Maschi-
nenbau [10]. In the past this company built the
first machine ‘MS1’ used in industry for hot
embossing of micro-spectrometers. In 2003 a
new generation of hot embossing machines was
developed. The machine WMP1000 (Fig. 5-12 )is
characterized by a hydraulic drive, a molding area
larger than 8 inches and a maximum force of
1000 kN. The machi ne was developed particu-
larly for industrial use, therefore an automatic
handling system was integrated with the machine.
In parallel an optimized molding tool was devel-
oped to reduce the heating and cooling times,
which finally resulted in a significant reduction
of cycle times. Further, a user-friendly control
panel was integrated, allowing the control of the
machine in an effective way. Nevertheless, the
realized concept requires more infrastructure for
the operation of the machine. For example, a sep-
arate room for the hydraulic pumps and a solid
foundation for the heavy machine which also has
a large overall height will be required.
EVGroup. The company EVGroup [16] offers
two hot embossing machines with different levels
of automation [17]. The hot embossing machine
EVG520HE is characterized by a semi-automatic
molding process, while the hot embossing machine
EVG750 is, in contrast, fully automated (Fig. 5-13).
This high level of automation is suited for large
serial production. The machines are compatible
with standard semiconductor manufacturing tech-
nologies and allow molding on substrates up to
200 mm. The hot embossing system EVG520HE
includes a vacuum chamber, a drive unit with a
high press force up to 600 kN, and a heating system
which allows the molding of a wide range of poly-
mers. Both machines are equipped with an align-
ment system.
HOT EMBOSSING TOOLS
Apart from the molding press and the micro-
structured mold insert, hot embossing tools are
essential components for any hot embossing
system. The hot embossing tool may be defined
as an interface between the molding press that
is responsible for applying the molding force
and molding velocity and the micro-structured
mold insert to be replicated in polymers. Com-
pared to macroscopic molding tools, such as
tools for injection molding, where the struc-
tures are part of the tool, tools for micro-
replication are characterized by a reversible
integration of a micro-s tructuredmoldinsert.
This concept results from the different and
incompatible fabrication processes of the mac-
roscopic tool and microscopic structures. On
the one hand, the tasks of a hot embossing tool
are similar to tasks known from m acroscopic
molding tools. On the other hand, the emboss-
ing tool has to fulfill tasks that are specific to
the molding of micro-structures, such as the
CHAPTER 5 Hot Embossing 79
generation of a vacuum. In detail, a hot emboss-
ing tool has to fulfill the following tasks.
*
Heating and cooling of the polymer film by heat
conduction of the mold insert and substrate plate;
*
Fixation of different kinds and sizes of mold
inserts;
*
Hermetic sealing of the mold inse rt, polymer,
and substrate plate against ambient pressure;
*
Generation of a vacuum to fill the micro-
cavities completely;
*
A demolding unit which allows the demolding
of the embossed parts in the vertical direction at
a controlled demolding velocity;
*
Optional alignment of both mold halves, if
double-sided mol ding or positioned molding
is desired.
From these tasks, the requirements to be met by
a molding tool can be deduced, including mini-
mum requirements for molding and optional
requirements for specific tasks.
FIGURE 5-11 The hot embossing family of Jenoptik.
80 CHAPTER 5 Hot Embossing