Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

the positions of weld lines permits study of the
influence of different processing conditions on
the filling capability of the micro-molding process.
In fact, the different paths of weld lines
obtained with the different setting s of process
parameters can be employed to study the effect
of different process parameters and determine the
conditions for better cavity filling conditions [18].
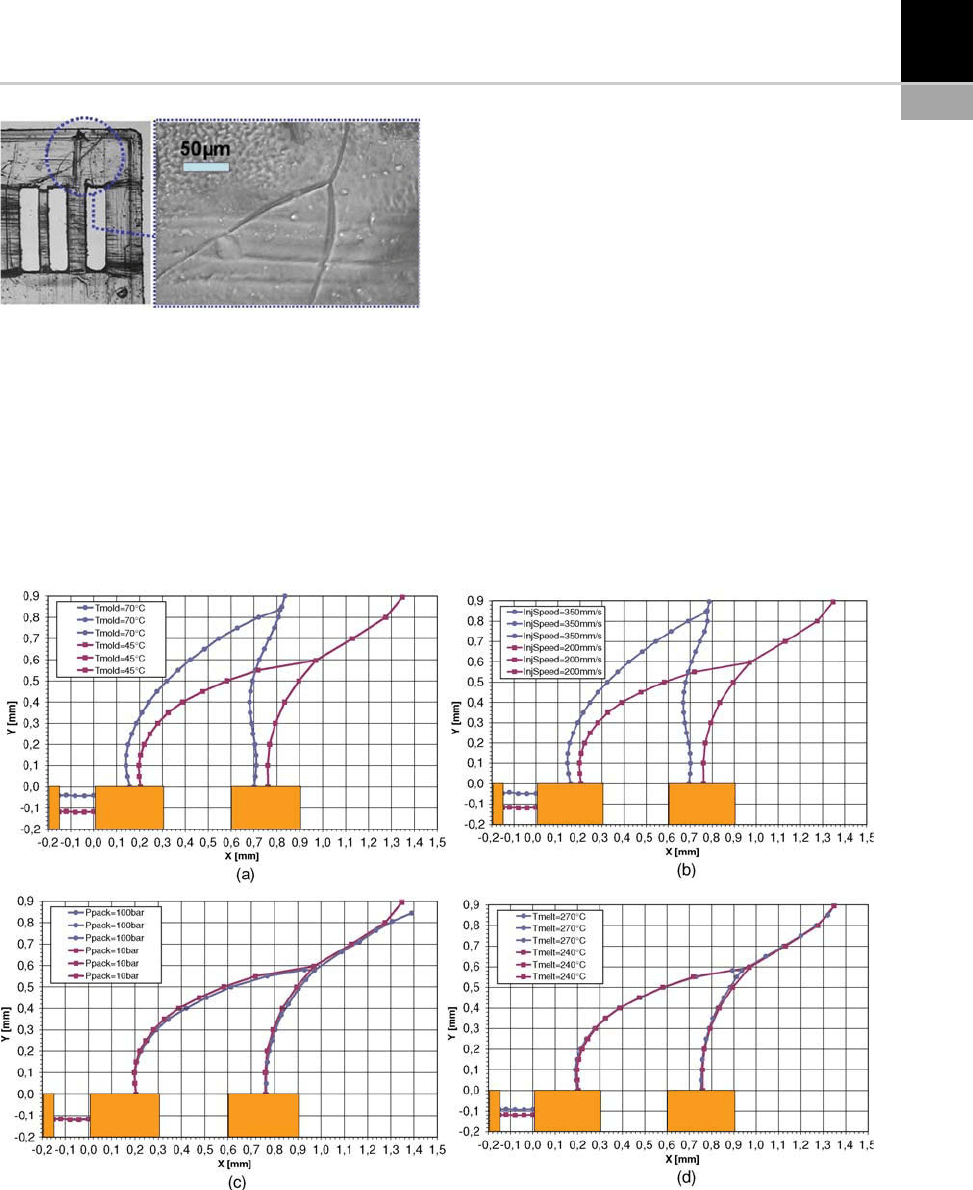
In particular, a variation of mold temperature and
of injection speed produces modification of the
path of the weld lines, pushing towards the end
of micro-features as the polymer melt flows. For
example, in the case of polystyrene, the effect of
melt temperature and packing pressure was
extremely limited.
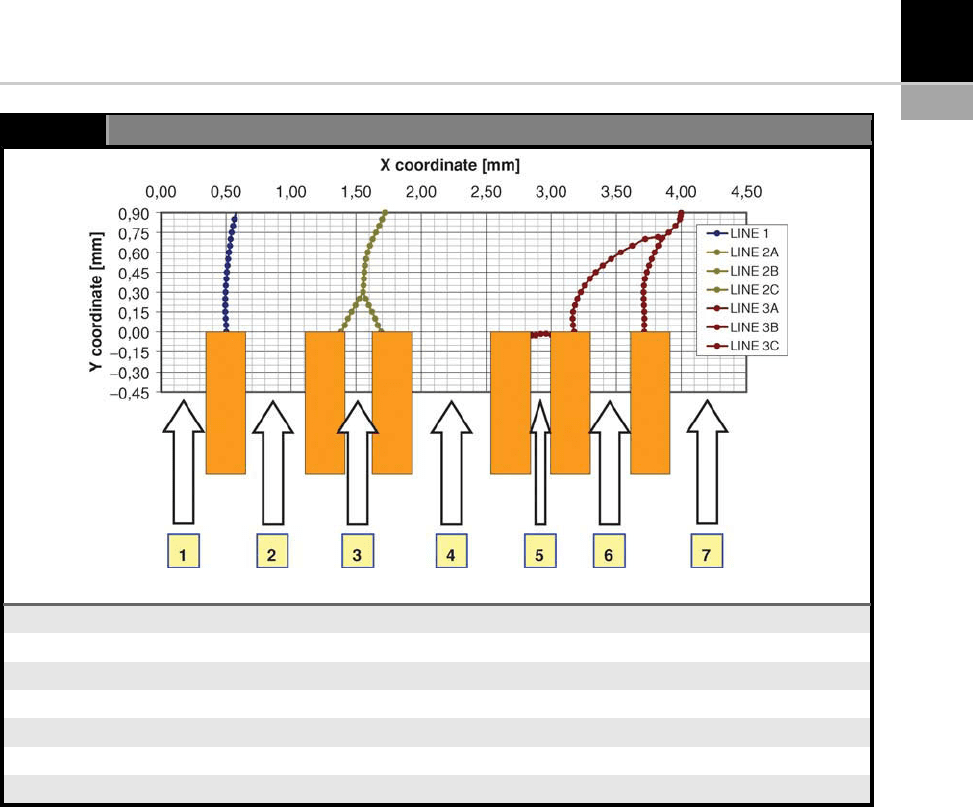
The flow front depth of filling (i.e. the ease of
the melt flow to fill micro-structure s) increases
with the width of the structures to be filled. The
meeting points of weld lines out of channels
200 mm and 300 mm wide, as well as the horizon-
tal weld line in the channel 150 mm, show such
behavior (see Table 6-1).
Complete filling of micro-injection molded fea-
tures (i.e. a good filling performance) can be
FIGURE 6-17 Optical image of weld lines due to melt
flow front separation [8].
FIGURE 6-18 Effect of mold temperature (a), injection speed (b), packing pressure (c), and melt temperature (d) on the
positions of weld lines shown in Figure 6-17 [8].
CHAPTER 6 Micro-Injection-Molding 101
therefore obtained by using a high temperature of
the mold (which decreases the viscosity of the melt
and prevents premature solidification) and high
injection speed (which also decreases the viscosity
of the melt due to viscous thinning and viscous
heating, as well as decreasing the injection time,
thus avoiding premature short shots and incom-
plete filling). On the other hand, it is not conve-
nient to increase the temperature of the melt, first
due to the limited benefit on the filling perfor-
mance, and second to avoid material degradation
due to material overheating. An elevated packing
pressure is also not advantageous because it can
produce high internal tension on the polymer
matrix as well as induce high stress on the mold
itself.
Micro-injection Molding Process
Control and Anal ysis
The reliable manufacturing of polymer-based
micro-components on a mass production perspec-
tive is directly connected to the capability of con-
trolling the micro-injection molding process. The
influence of process parameters on m-injection
molding (mIM) can be investigated with a mold
with a sensor applied at injection location. It can
be used to monitor actual injection pressure and
to determine the cavity filling time.
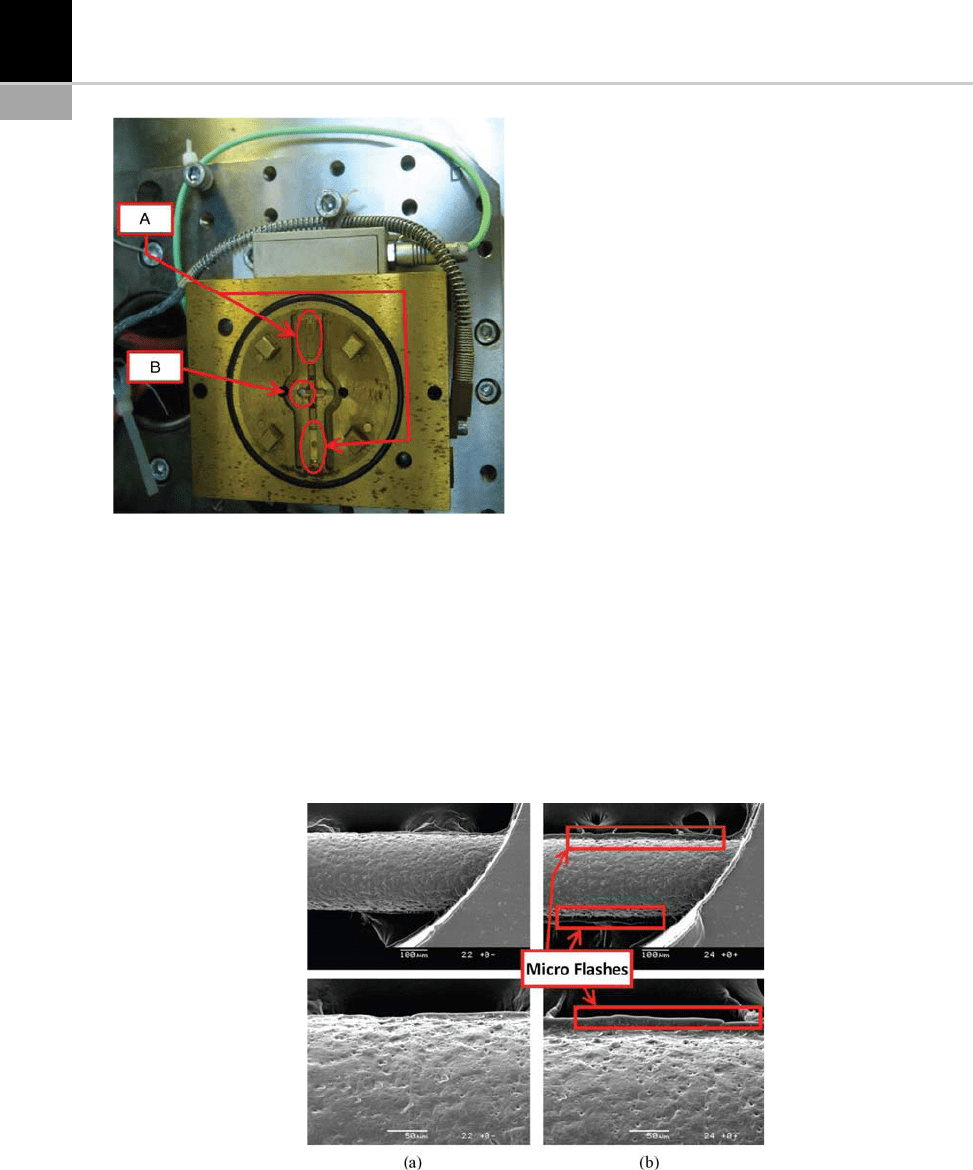
At the injection location where the melt is
pushed into the cavity (see Figure 6-21, detail
A) by the injection piston, a piezoelectric pressure
sensor is usually placed (see Figure 6-21, detail B).
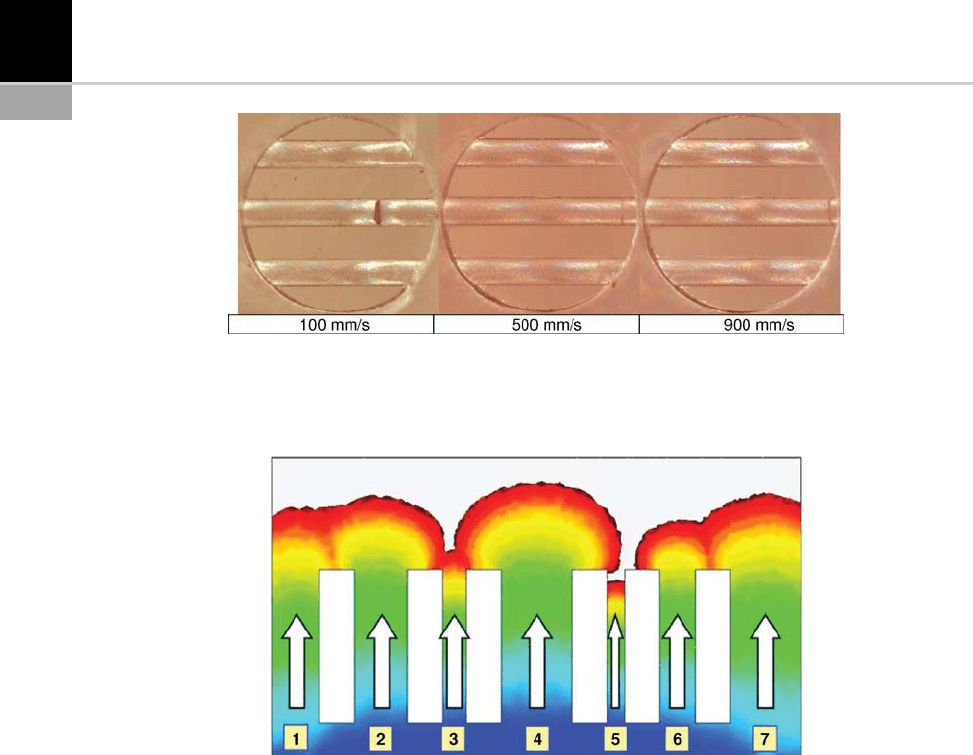
FIGURE 6-19 Injection molding of 300 mm wide micro-features: optical microscope images of the flow front position shift
due to an increase of injection speed (injection direction from left to right, T
melt
= 220
C, T
mold
=55
C) [8].
FIGURE 6-20 Simulated flow front pattern to be compared with weld lines used as flow markers [8].
102 CHAPTER 6 Micro-Injection -Molding
The recording of the in-cavity pressure at injection
location over time is one of the methods to mon-
itor conventional and micro-injection molding
processes. It allows comparative studies to be per-
formed on different process conditions and eval-
uation of the process repeatabi lity when molding
under the same process conditions. Moreover,
especially in the case of micro-molding, it is a
powerful method to calculate the cavity filling
time which would not be possible by other means,
since filling of micro-cavities takes place in times
in the order of tens of milliseconds.
The cavi ty pressure profile, in mIM as well as in
precision injection molding, is a factor directly
correlated to the quality of the part [20]. The
cavity pressure control, expressed in terms of both
absolute value and repeatability (i.e. standard
deviation), is fundamental for an optimized part
and process realization and it is the critical process
parameter for the precision molding of high accu-
racy thermoplastic parts [21] as micro-molded
components. For example, an excessive value of
the cavity pressure will lead to defects such as
flashes (see Figure 6-22); whereas a large value
of the standard deviation of the pressure indicates
a poor cycle-to-cycle process repeatability (i.e.
different filling conditions) and therefore different
properties of the molded part.
Analysis of the cavity injection pressure shows
that an increase of the temperature of the melt
causes an increase of the cavity injection pressure.
This is due to the fact that higher temperature
TABLE 6-1
Experimental Depth of Filling Depending on the Channel Width
Channel No. Width (mm) Depth of Filling (mm) End of Cavity
1 400 900
2 450 900
3 200 301 –
4 600 900
5 150 22 –
6 300 710 –
7 600 900
CHAPTER 6 Micro-Injection-Molding 103
reduces the melt viscosity, which has as a conse-
quence the reduction of the pressure drop through
the noz zle and runners, resulting in higher cavity
injection pressure. To attain higher injection
speed, a higher injection pressure must be
applied, which in turn increase s the cavity injec-
tion pressure. The influence of the temperature is
also of importance. At higher mol d temperature,
close to the glass transition temperature of the
polymer, the melt viscosity is decreased, which
in turn reduces the pressure drop, resulting in a
higher cavity injection pressure.
The cavity injection pressure cycle-to-cycle
repeatability can provide a valuable parameter to
determine the process stability. In micro-molding,
a standard deviation in the order of 10–50 bar,
which corresponded to a coefficient of variation
between 1% and 5%, can be obtained.
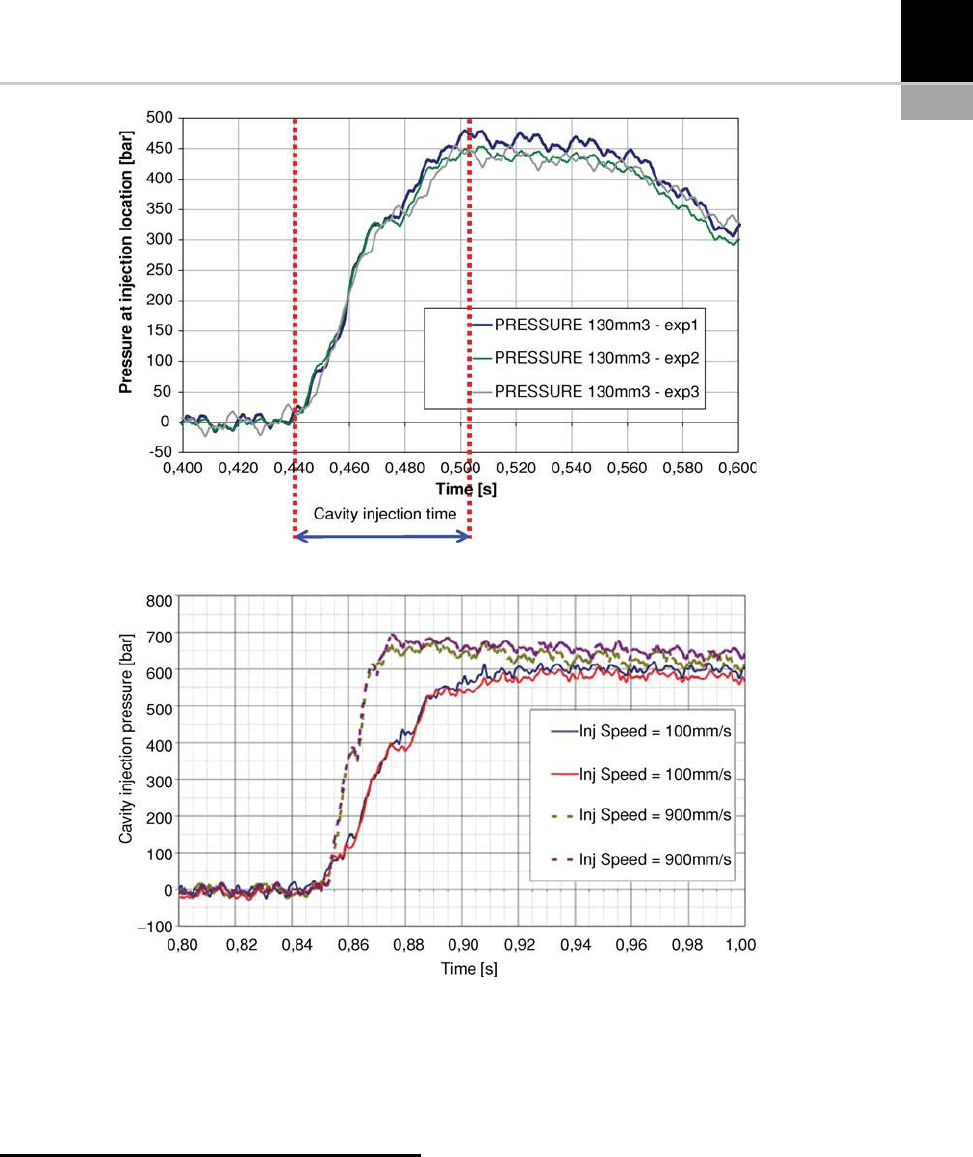
The injection pressure rise at the injection loca-
tion and the subsequent reaching of the maximum
cavity pressure can be employed to determine the
cavity injection time (see Figure 6-24) under dif-
ferent process conditions. Due to the very short
filling time in micro-molding (of the order of a few
tens of milliseconds), sampling rates of the order
of 5–25 kHz are recommended to be employed.
Experimental results show that an increase of
both the temperature of the mold and of the injec-
tion speed lead to a shorter cavity injection time,
with injection speed having the greatest influence.
The cavity injection time can be used also to esti-
mate the cycle-to-cycle repeatability of the micro-
molding process. Standard deviation valu es in the
range between 1 and 3 ms are usually encoun-
tered during micro-molding (which correspond
to a coefficient of variation of below 1%).
FIGURE 6-22 Effect of cavity injection pressure: micro-flashes do not occur at lower pressure (553 bar, (a)) and appear at
higher pressure (778 bar, (b)). Melt temperature, mold temperature and injection speed were: (a) 260
C, 70
C, 100 mm/s
and (b) 260
C, 70
C, 900 mm/s [8].
FIGURE 6-21 Two-micro-cavity mold (A) equipped with
in-cavity pressure sensor at injection location (B) [8].
104 CHAPTER 6 Micro-Injection -Molding
DEFECTS OF MICRO-INJECTION
MOLDED PARTS: WELD LINES
Weld lines a re a reality of the injection molding
of complex parts. Multiple gating, splitting of the
melt flow due to inse rts in the cavity or through-
holes, as well as changes of thickness give rise to
points within the structure where the flowing
fronts will recombine and wel d. An imperfection
is observed as a line on the surface of the molded
part (see Figure 6-25). In the molding of very
FIGURE 6-23 Cavity injection time determination from the cavity pressure vs. time plot [8].
FIGURE 6-24 Pressure vs. time curves from the in-cavity sensor. Moldings at two different injection speeds (100 mm/s and
900 mm/s) are shown. Temperatures of the melt and of the mold were 220
C and 55
C, respectively. In the chart, two curves
sampled from the same molding, carried out under the same processing conditions, are shown. The increase of the injection
speed produced a decrease of the average cavity injection time from 67 ms to 30 ms and an increase of the average
maximum cavity injection pressure from 612 bar to 672 bar [8].
CHAPTER 6 Micro-Injection-Molding 105
complex components a multiplicity of weld
lines is g enerated. The weld lines are formed as
the mol d is being filled. Weld lines reduce the
mechanical strength of components in the
macro- [22] as well as in the micro- [15] dimen-
sional range. In particular, an area where the
properties are different from the bulk is crea ted.
Weld-line factors (defined as the ratio between
the strength of workpieces containing a weld line
and workpieces with the same geometry but
without weld lines) as lo w as 20% were found
on micro-injection molded tensile strength speci-
mens. The main causes ar e incomplete molecular
entanglement or diffusion, the formation of V-
notches at the weld surface, the pres ence of con-
tamination of micro-voids at the weld-line inter-
face, and unfavorable molecular or fiber orien-
tation at the weld [15].
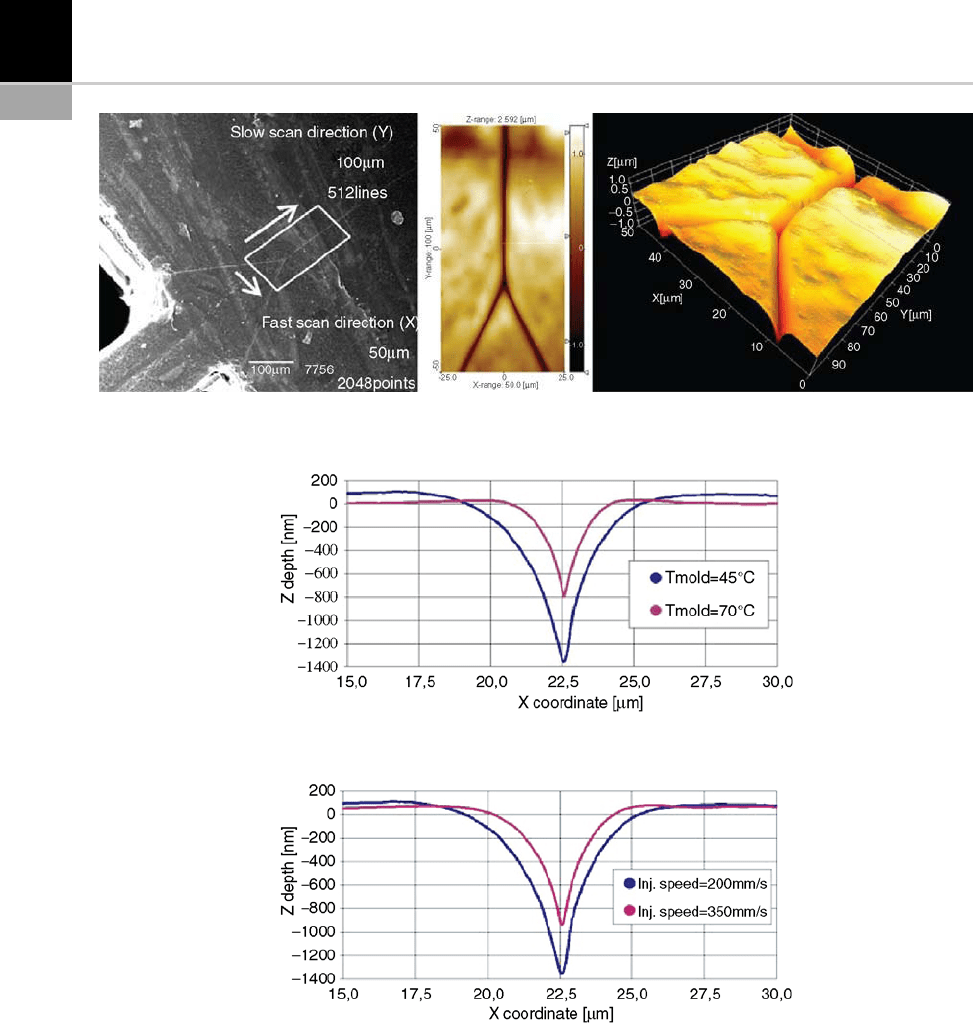
It is therefore of great importanc e to optimize
the injection molding process, and especially the
filling phase, in order to decre ase such defects. In
particular, injection speed and mold temperature
set at a convenient level can be beneficial in order
to decrease the depth and width of weld lines
(see Figs. 6-29 to 6-31). A higher temperature of
the mold allows a higher molecular mobility
(i.e. lower viscosity) which permits obtaining of
smaller weld lines. Higher injection speed causes a
decrease of the injection time, which has the
consequence of avoiding premature freezing of
the polymer melt, allowing higher mobility of
the polymer at the interface melt front/mold sur-
face. As a conclusion, higher temperature of the
mold and higher injection speed are preferabl e
when molding micro-components with poly-
styrene polymer grade in order to decrease the
importance of weld lines.
Furthermore, the position of the gate with
respect to a considered area of the part with weld
lines is also important. In particular, the longer
the flow length, the larger the weld lines that
will form. Increase of width and depth of 30%
were observed when measuring weld lines far
from the gate compared with weld lines near to
the gate. To this respect, multi-gating solutions
can be employed to shorten the flow length
along the part of the polymer melt during the
filling of the cavity (see Figure 6-32).
PROCESS SIMULATION
Simulation programs in polymer replication
micro-technology are a pplied with the same
purposes as in conventional injection molding.
To avoid the risks of costly re-engineering,
the functions of the final products as well as
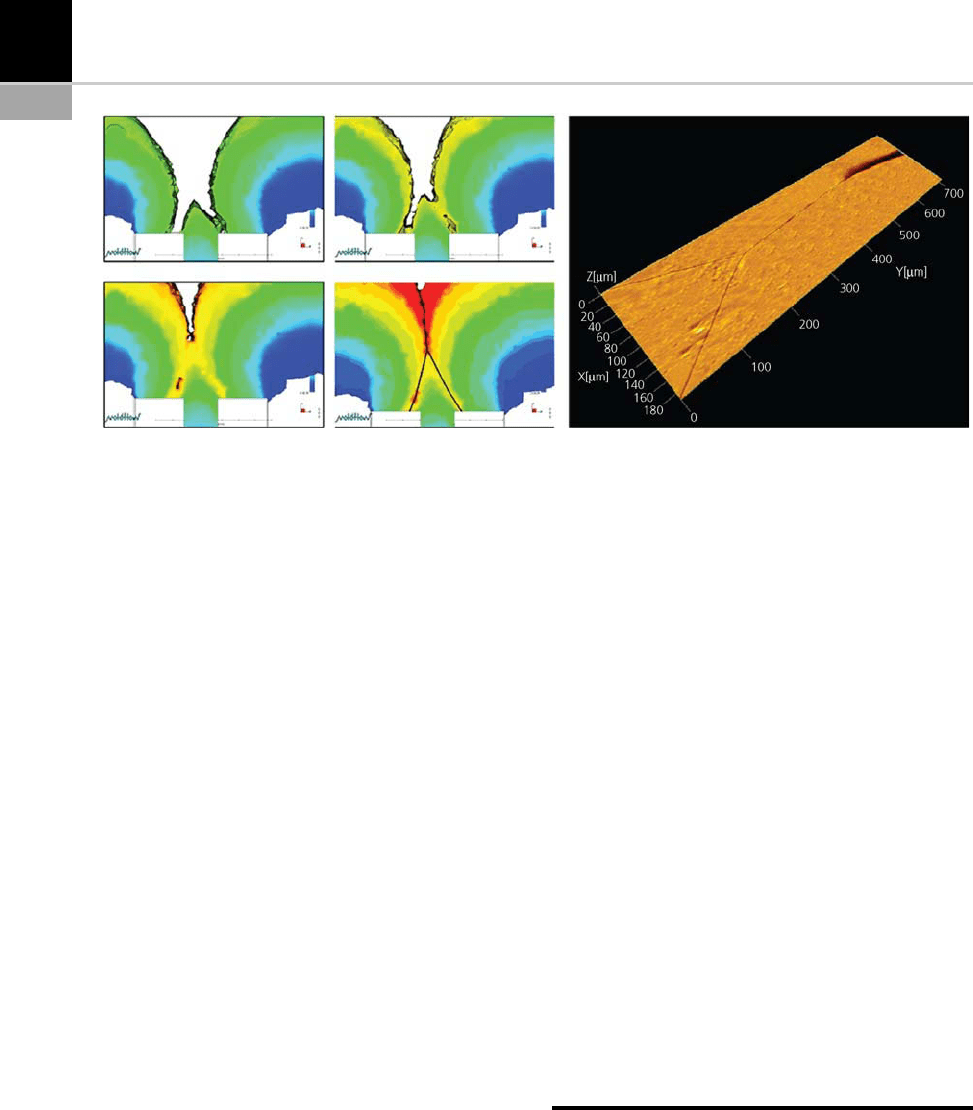
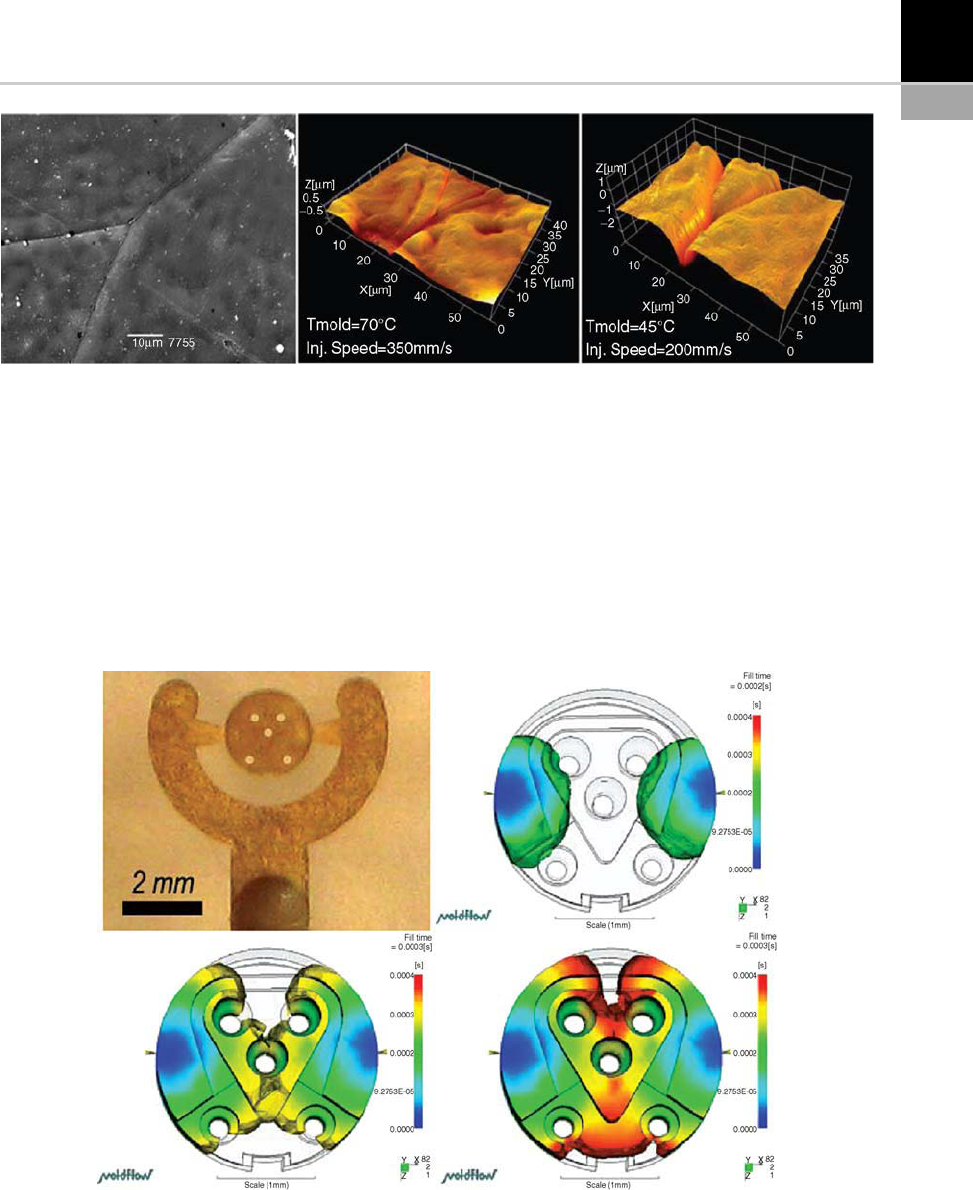
FIGURE 6-25 Simulation of the formation of a weld line due to the presence of two micro-features and the meeting of
three melt flow fronts (left) and large-range AFM scanning of the actual meeting area on a polystyrene micro-molded part
(right). The large range scanning of 700 mm 200 mm was obtained using a software tool for stitching three-dimensional
surface topography data sets [20]: 18 different scannings 50 mm 100 mm were employed for the reconstruction [8].
106 CHAPTER 6 Micro-Injection -Molding
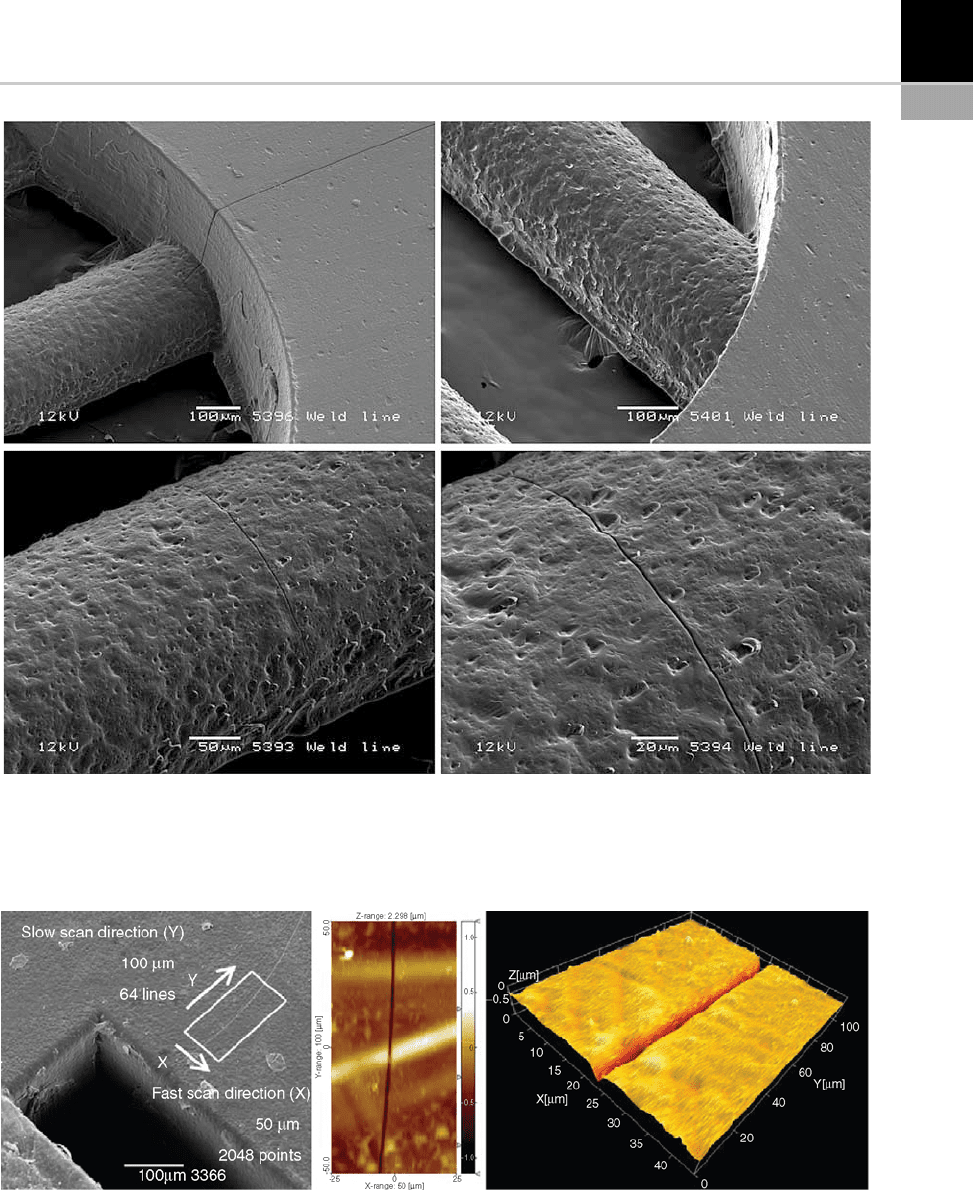
FIGURE 6-27 Atomic force microscope measurement of wel d lines produced at the meeting area of t wo flow
fronts [8].
FIGURE 6-26 Scanning electron micro scope (SEM) images of weld lines on the surface of the 300 mmwidemicro-
features [8].
CHAPTER 6 Micro-Injection-Molding 107
the manufacturing steps are sim ulated ex-
tensively before starting the actual manu-
facturing process: important economic factors
are the optimization of the molding process
and of the tool , using differ ent simulation
techniques.
In polymer micro-manufacturing technology,
software simulation tools adapted from conven-
tional injection molding can provide useful assis-
tance for the optimization of molding tools, mold
inserts, micro-component designs, and process
parameters.
FIGURE 6-30 Effect of the injection speed on the weld line profile [8].
FIGURE 6-29 Effect of the temperature of the mold on the weld line profile [8].
FIGURE 6-28 Atomic force microscope measurement of weld lines produced at the meeting area of three flow fronts [8].
108 CHAPTER 6 Micro-Injection -Molding
At present, commercially available simulation
tools can work adequately from a qualitative
point of view but numerical values cannot be cal-
culated as precisely as necessary [25] and there-
fore simulation is not integrated in the product
development process as extensively as for
macro-products. In addition to this, most pro-
grams have difficulties in simulating exactly the
filling of micro-structures with high aspect ratio.
The reason is that commercial software tools
developed for macroscopic applications do not
consider microscopic aspects properly.
FIGURE 6-31 Three-dimensional visualization of the effect of temperature of the mold and of injection speed on weld line
topography [8].
FIGURE 6-32 Multi-gating design of a polymer mi cro-product produced by injection mo lding (hole diameter is
300 mm) [8].
CHAPTER 6 Micro-Injection-Molding 109
The main limitations encountered are related
to the fact that the rheological data used in current
packages are obtained from macroscopic experi-
ments and that a no-slip boundary condition is
employed, with the consequence that wall slip
cannot be predicted [26]. Moreover, surface ten-
sion is not taken into account, but plays a role on
the filling of micro-structures [27]. Usually a con-
stant heat transfer coefficient (HTC) is assumed,
but it cannot describe the flow through micro-
channels [26, 28] and its standard value suitable
for the simulation of macro-parts differs sub stan-
tially from values indicated for mIM [28–29].
Moreover, rheology data provided by the soft-
ware’s database are obtained at shear rates and
pressures typical of capillary rheometers (i.e. over
significantly lower ranges if compared with those
of micro-molding), and there fore are not directly
applicable and not suitable for micro-scale poly-
mer flow applications.
However, a proper implementation strategy
employed during the set-up of the simulation
can improve the quality (i.e. the accuracy) of the
simulated results. There are a number of aspects
to be considered in order to improve existing soft-
ware packages’ results:
*
At the machine/software interface boundary:
the implementation of the actual injection
speed profile during the filling stage of the cav-
ity, the implementation of the actual cavity
injection pressure profile developed during
the filling stage, the use of the actual cavity
injection time [27].
*
Concerning part modeling and meshing: three-
dimensional modeling of the whole molded
component including sprue, runner, gate, part
and micro-features, to consider the meshing
tolerance compared to the actual dimensions
of the micro-features and therefore using an
element size down to at least a few tens of
micrometers, to optimize meshing accuracy
for high precision modeling of part and
micro-features with surface and edge definition
within at least 5 to 10 mm [19].
*
Regarding the material characterization: the
use of experimental micro-rheological data of
the polymer material inst ead of the default rhe-
ology available in the software database, to use
experimental data obtained with micro-sized
cavities (see Figure 6-33) and high speed rheo-
metry experiments (at higher shear rates of
10
6
1/s and higher) [8] [28].
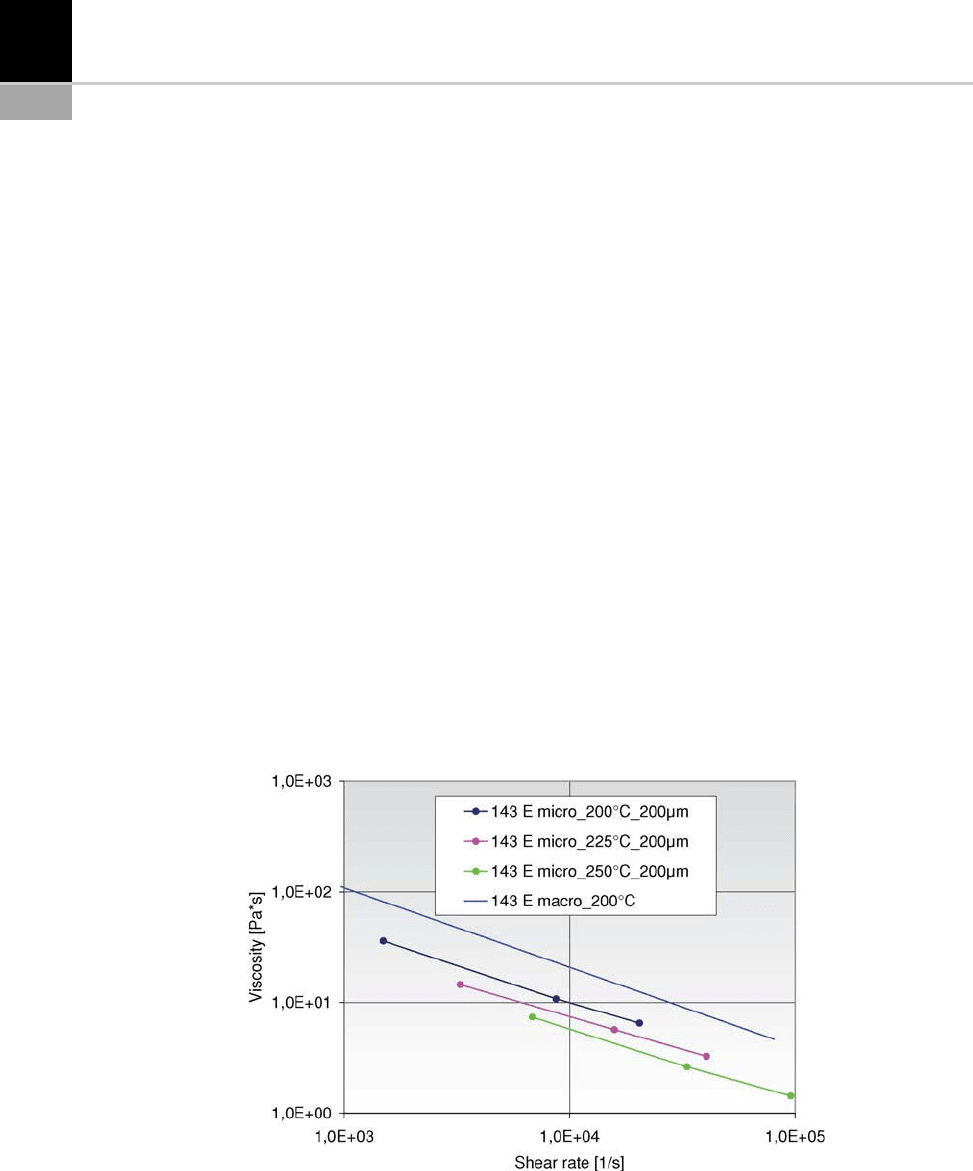
FIGURE 6-33 Polystyrene 143 E micro-rheology curves for a channel 200 mm wide at melt temperatures of 200
C, 225
C
and 250
C and 143 E macro-rheology at 200
C (i.e. obtained with conventional capillary rheometer). Viscosity of polymer
melt flowing in micro-channels is lower than in the macro-dimensional range due to the wall-slip effect [8].
110 CHAPTER 6 Micro-Injection -Molding