Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

Regarding micro-sheet-forming production,
the follow ing are the particularities which need
to be paid attention, especially for the forming
of sheets of less than 100 microns in thickness
and feature sizes less than sub-millimeters, the
reasons for which will be explained in the follow-
ing sections of this chapter, wherever appropriate:
1. The need to use proper materials which are
micro-formable, either under cold, warm or
localized heating conditions;
2. Speci al care in the handling of the raw materi-
als (e.g. guiding thin strip, holding the strip
during forming, etc.) and in collecting scrap,
parts/components effectively;
3. Const raints on the tool layouts due to the lim-
ited space and closeness of miniature/micro-
tools, and, hence, constraints on tool design;
4. The process capabilities, which are prescribed
largely by the tool fabricat ion capabilities,
including tool coatings and the assembly of
miniature/micro-tools ;
5. Miniaturization of the forming machinery and
improving the precision of the machinery at the
corresponding scales;
6. Tool cost issues, including process chains for
micro-tooling, effective tool life affected by
susceptibility to wear, fragile structures, dam-
age to the tools caused by manufacturing, etc.
MANUFACTURING PROCESSES
AND FUNDAMENTALS
Traditionally, sheet metals may be defined as
metal having a thickness of between 0.4 a nd
6 mm, while micro-sheet forming usually deals
with sheet metals of which the thickness is usually
below 0.3 mm. Therefore, thin strips or coils may
be proper words for defining these materials.
As with conventional sheet metal forming,
major material conversion mech anisms in micro-
sheet forming include shearing/cutting, bending,
unbending, stretching, compr essing, stress relax-
ation, etc., and their combinations.
Being the same as for conventional sheet metal
forming, the mechanical properties of the materials
such as elasticity, plasticity, stress strain relations,
strain rate, work hardening, temperature effect,
anisotropy, grain size, residual stress, etc., are very
important for understanding material deformation/
separation mechanisms. The effects of grain sizes
and orientations, and grain-boundary properties,
are especially significant in micro-sheet forming,
considering their effects on the definition of the
overall stress/strain relationships, sheared-section
qualities, bending curvatures, springback phenom-
ena, stress relaxation, etc. For given micro-struc-
tures, the effects are more significant, in terms of
the relative ratios between the grain sizes and the
strip thickness/feature sizes/part dimensions.
The follow ing sheet-forming processes may be
used in micro-sheet forming.
Manufacture of Sheet Metal Parts
by Blanking/Punching
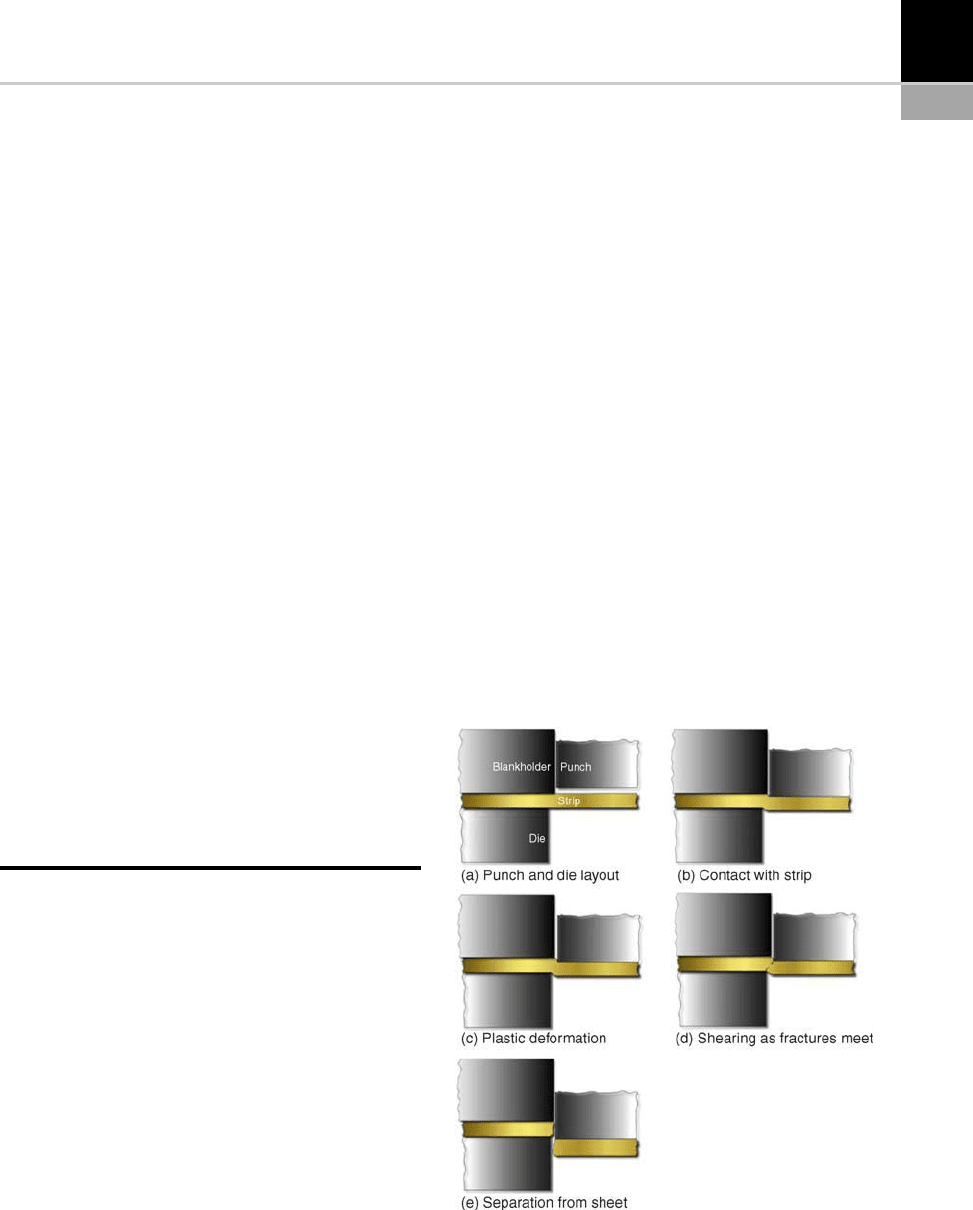
Cutting may be used to separate larg e sheets into
smaller pieces, to cut out a part perimeter, or to
make holes in a part, and can be accomplished by
shearing action between two shared-cutting edges
through the following stages of the material: (a)
plastic deformation, (b) fracture initiation, and (c)
separation (Fig. 8-1). The parameters that
FIGURE 8-1 Stages of a shearing/cutting process.
CHAPTER 8 Forming of Micro-Sheet-Metal Components 131
influence the shearing/cutting quality signifi-
cantly include: punch-die clearance, punch veloc-
ity, sheet metal materials, cutting tools, lubrica-
tion, alignment of the tools, strain rate, etc.
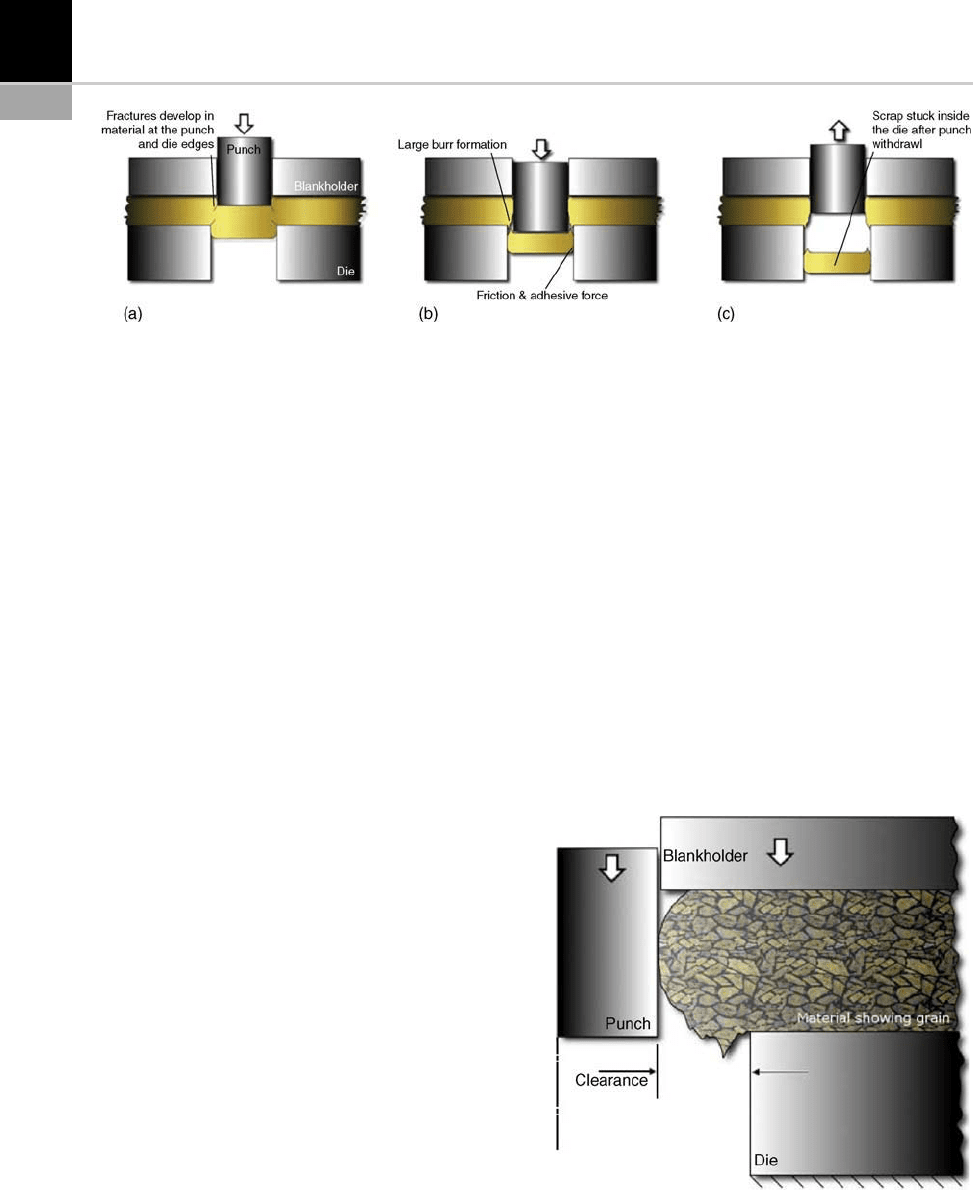
The clearance between the punch/cutting
tool and the die is a very important parameter
(Fig. 8-2). For the clearance in conventional sheet
metal forming, 4–8% of the sheet thickness is
recommended. With too small a clearance a
greater cutting force is required; and the fracture
lines tend not to intersect, while with too large a
clearance excessive burr siz es develop. The best
clearance value depends on the sheet metal type
and thickness. The recommended clearance
may be calculated from C ¼ at, where t is the
sheet thickness and a is a factor (provided from
different sources).
The value of a for micro-blanking/punching
needs to be determined by addressing actual cases
because of the large influence of the micro-
structure (size, orientation and grain-boundary
properties) relati ve to the overall scale of the part
dimensions and/or cut geometries. For example,
due to the size effect, the formation of edge draw-
in, shear/plastic deformation and fracture/burr
(Fig. 8-3) will be affected more significantly than
that in a macro-blanking/punching process, by the
micro-structure of the material. The level of
the effect depends largely on the number of grains,
the grain orientation, the possible number of slid-
ing planes, etc., at the cutting areas. It was
observed that the shearing resistance actually
increases as the process/part dimensions are
scaled down, but not in a linear manner [1]: this
may be due to the limited number of sliding planes
and the constr ained position in which the shearing
is taking place. A small number of grains may not
be able to allow shear deformation to the same
extent as would a poly-crystal which has a large
number of grai ns and grain boundaries [9]. The
strain rate in shearing/cutting plays an important
role, especially on the cutting quality, e.g. burr
formation. It has been established that high veloc-
ities in blanking can lead to a decrease in the
blanking force and improved quality of cutting
sections [10]: a dynami c fracturing mechanism
and increase of the temperature locally for a short
period of time may contribute to this. The same
principle can be seen in high speed chopping of
metal billets for forging/forming. Considering
that in micro-forming, the sheet metal is relatively
thin, how the temperature factor could contribute
to this is not clear. However, as a general
FIGURE 8-3 Illustration of the influence of grains on the
sheared section.
FIGURE 8-2 Illustration of the influence of the punch/die clearance.
132 CHAPTER 8 Forming of Micro-Sheet-Metal Components
principle, using a higher speed in cutting should
normally help to improve the cutting quality.
A practical problem associated with micro-
blanking/punching is that the punch/die clearance
required may not always be met. For example, for
the stamping of a 20 mm thick sheet metal strip,
the ideal clearance would be 1–2 mm. This would
be a challenge to tool making and to the guiding of
the tools (machine set-up and tooling). Even if it is
possible to achieve this in fabrication and assem-
bly, the dynamics characteristics of the machine
and too ling, including the resulting deflections,
are very likely to cause an offset of the punch or
the die of more than 1–2 mm. As a consequence,
damage to the tools is likely to occur constantly.
When using larger clearance values than the ideal
values, burr formation in micro-forming of thin
sheets may not be avoidable, if conventional pro-
cess configurations are employed.
For micro-sheet metal parts, especially those to
be used in im portant electronics products and
MEMS, the presence of burrs may not be accept-
able. Therefore, a post-process for burr removal
may be necessary, e.g. laser ablation or mechani-
cal methods. Burr-free blanking/punching pro-
cesses have been explored in the past for the form-
ing of thick sheet metals, and recently there were
also attempts to use these to form thin metal strips
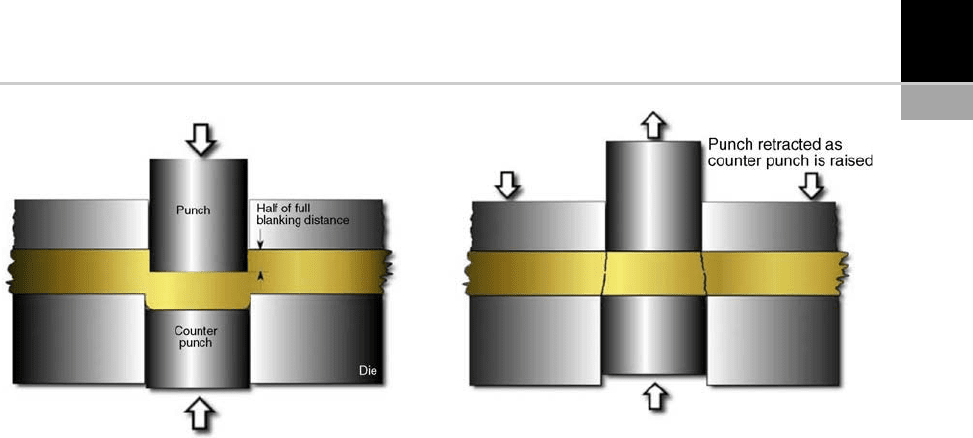
[11]. The process of using half-distance piercing
without separating the material, then using a
counter-punch to eff ect a counter-direction pierc-
ing (pushback) to complete the blanking/punch-
ing (Fig. 8-4), is feasible for eliminating burr for-
mation for strips as thin as 50 mm. The several
stages, including two stages shown in Fig. 8.4,
can be accommodated using a progressive die
design in micro-stamping, e.g. punching for pro-
ducing pilot holes, half-blanking (which may also
be supported with a soft counter-punch), push-
back blanking to complete the blanking opera-
tion, and, finally, clearing the cutting or cutting
off the parts, etc. For micro-forming, e.g. where
the sheet metal thickness is less than 50 mm, con-
trolling the half-blanking depth precisely will be
crucial, and involves the control of not only the
machine ram and the punch motion with the tool-
ing, but also guiding and holding the metal strip
inside the tooling.
Another useful process configuration called
laser-assisted micro-stamping may be used for
improving the quality of the cut section and
extending the capabilities of the process such as
the stamping of greater aspect ratios (the ratio of
the cutting thickness to the cutting area dimen-
sions) and high strength materials, including
brittle/difficult stamping materials. The process
is described in Chapter 10. The laser heating will
provide a reduction in the strength of the local
material and improve the flowabili ty of the mate-
rial at the cutting section.
FIGURE 8-4 Illustration of a ‘burr-free’ punching process.
CHAPTER 8 Forming of Micro-Sheet-Metal Components 133
Manufacture of Sheet Metal Parts
by Bending
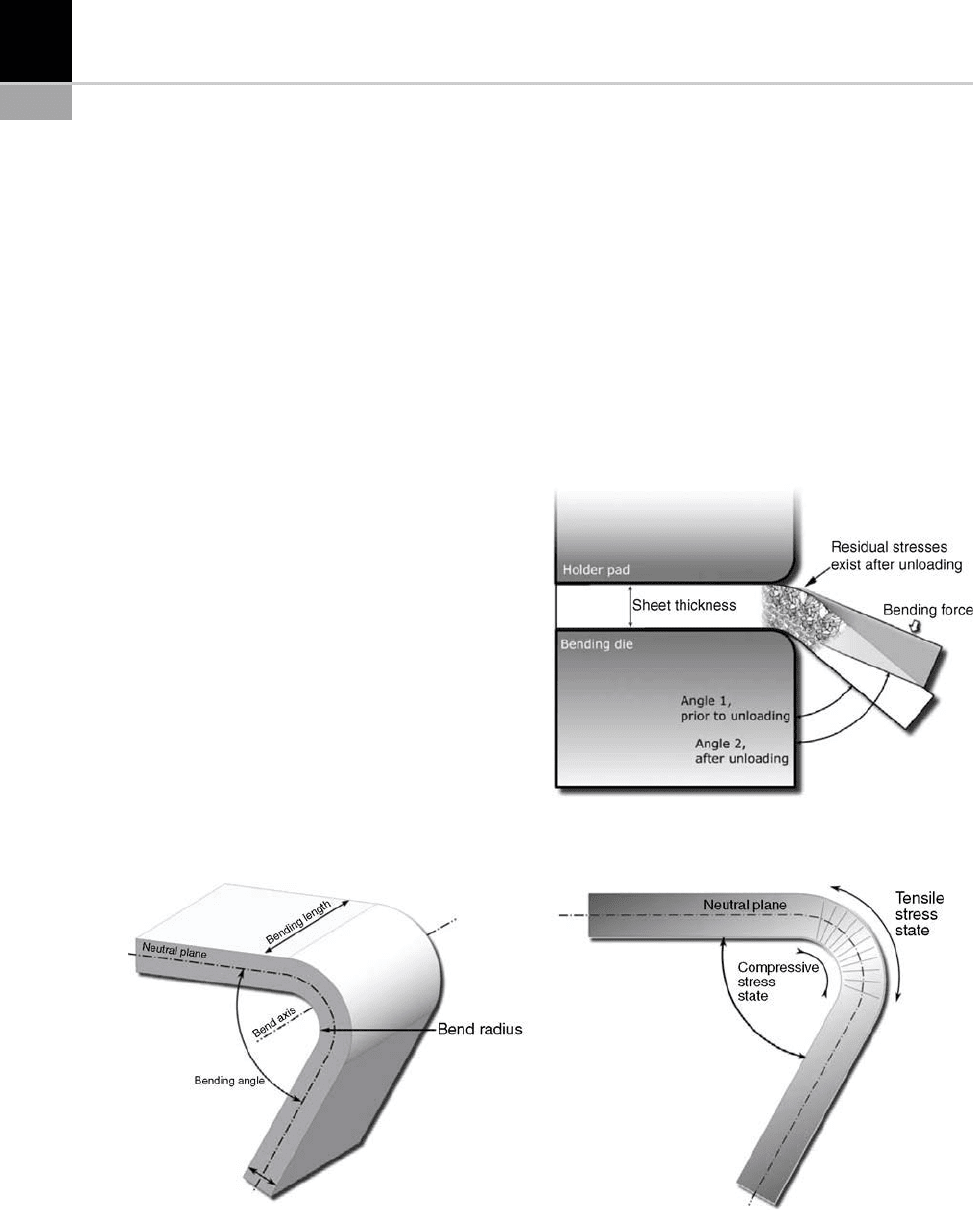
Bending in sheet metal forming may be defined as
the straining of the metal around a straight axis. A
neutral axis plane exists for the sheet metal around
which the top section of the material may be
stretched during bending while the bottom section
is compressed (Fig. 8-5). Bending operations may
be performed using punches, rolls, wipe dies, the
downward movement of the bending tools,
depending on the bending processes, i.e. V-bend-
ing, U-bending, edge bending, etc., that are nor-
mally used in conventional sheet metal working.
The manufacture of micro-sheet metal pro-
ducts, such as those used in electronics products
and MEMS, often needs bending to produce 3D
profiles/sections. Typical applications include
micro-electric contacts/fingers/switches, 3D pro-
files for mechanical and thermal-mechanical sen-
sors and 3D sheet metal frames/housing for optical
devices and micro-sensors. The manufacture of
these items may also require photo-chemical etch-
ing to produce fine geometry, while using bending
to complete the 3D profiles/sections.
In employing bending for making micro-pro-
ducts the bend angle, bend radius, bend allow-
ance, length of bend, etc., are still key process
parameters (Fig. 8-5). The calculation of the strain
value in bending, the minimum bend radius , the
bend allowance, etc., may still be effected with the
simplified equations that are normally used for
macro-/miniature parts. These, however, need to
include considerations concerning size effects.
Similarly to the case of blanking/punching, the
relative grain size to the sheet metal thickness,
grain distribution and grain-boundary conditions
at the bend section will have significant influences
on the bending process and bending quality: a
universal definition in terms of the level of these
influences does not exist.
One of the main challenging issues in the bend-
ing of thin sheet metals is to prevent the distortion
of the sheet and to overcome springback-related
problems (Fig. 8-6). Sheet metal may recover
FIGURE 8-5 Illustration of a sheet metal bending process and parameters.
FIGURE 8-6 Illustration of the springback phenomena in
sheet bending.
134 CHAPTER 8 Forming of Micro-Sheet-Metal Components

elastically after manufacturing, not only after
bending, but also due to possible changes of the
state of the stresses during/after secondary pro-
cesses, e.g. after trimming, i.e. the cutting of
neighboring material which affects the stress bal-
ance in this or another section. This often occurs
when micro-parts with condensed features or cut-
ting/bending sections are produced with a pro-
gressive die-forming/stamping configuration.
The springback may occur immediately after the
release of the forming force, or occur due to the
subsequent release of the residual stresses, and
results in the distortion of the shape of the part
or instability of the dimensions of the part under
service conditions. The amount of springback in
bending is dependent on the ratio of the bending
radius to the sheet metal thickness, the yield
strength and Young’s modulus of the material,
the micro- structure in the bending sections, and
the closeness of the forming/cutting features.
The component form errors resulting from the
springback may be compensated for by properly
designing the die and the bending parameters, or
introducing extra processes. Rebending, overbend-
ing, bottoming or stretch bending are the techniques
often used to eliminate the errors caused by the
springback in conventional sheet metal forming.
It may be difficult to employ some of these tech-
niques in micro-sheet forming, either due to the
complexity of the geometry in small areas, or due
to the difficulty in adding extra tools or forming
stages in the limited tooling space, etc. Other limita-
tions are those due to cost considerations. Feasible
compensation measures include optimization of the
bending stroke, bending angle, tool shape, punch/
die clearance, etc. In-process measurement of
springback plus adjusting the bending angle
or bending speed is possible, if proper sensing
(e.g. displacement and angular sensors, non-
contact sensors such as laser-based sensors, etc.),
an effective feedback loop and analysis, and
control of t he actuators can be ensured. T his is
achievable mainly for simple bend geometry, not
for a complex stamping process.
To avoid difficulties in hand ling micro-
components/parts and in the fabrication of micro-
tooling, non-contact processing approaches such
as laser-assisted bending may be introduced to
achieve accurate bend geometries [12].Forexam-
ple, short-pulse excimer laser radiation is able to
result in a required level of thermally induced stress
in very thin surface layers of a sheet metal, and the
deformation of the thin sheet in the radiated area
may be effected in the forms of bending by the
released stresses. Laser heating can also assist in
forming of 3D micro-sheet structures effectively,
e.g. combining bending and twisting [13].
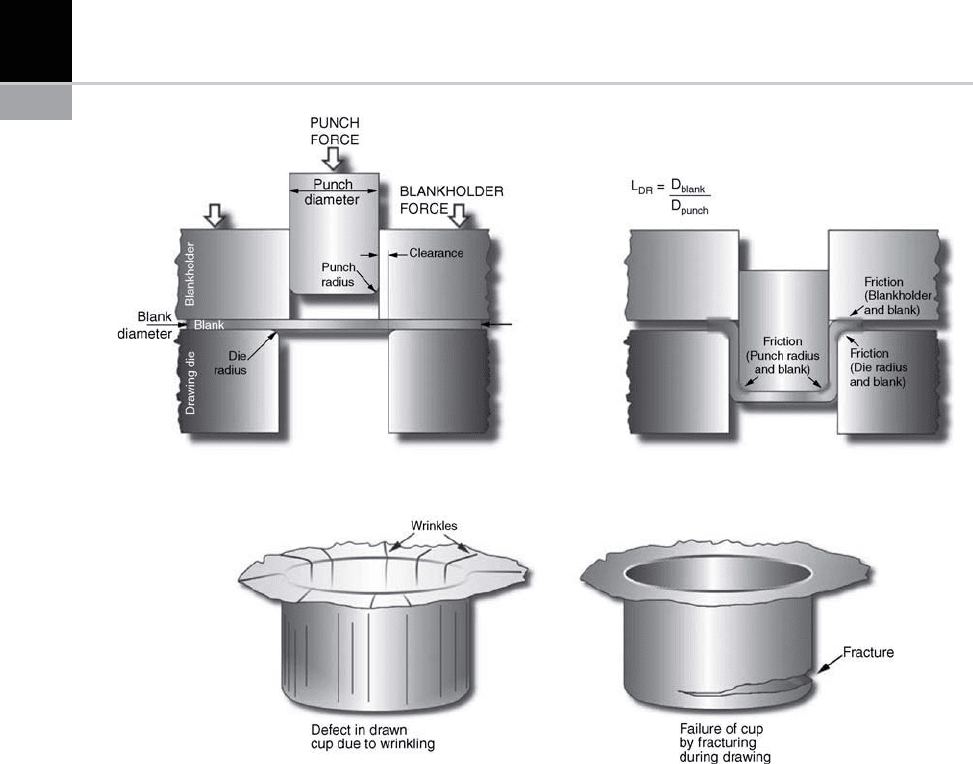
Deep Drawing of Sheet Metal Parts
Deep drawing is a sheet metal-forming process
used industrially to produce cup-shaped, box-
shaped and other complex-curved hollow-shaped
sheet parts. Micro-cups/micro-boxes may be
produced with similar process configurations
(Fig. 8-7) for micro-housing applications, such as
for the packaging of micro-sensors and micro-
actuators. As for conventional deep drawing, the
major parameters which influence the process
and product quality include the dimensions of
the blank, the punch and die dimensions, especially
the punch corner radii, the clearance between the
punch and the die, as well as the blank-holder
geometry, the interfacial conditions and the hold-
ing pressures. Deep drawing is a more complex
process than shearing/cutting and bending because
it usually combines processes such as bending,
unbending, stretching, compression and shearing,
depending on the part geometry to be produced.
These processes become more complex when the
micro-structure of the sheet metal becomes a dom-
inant factor as the scale decreases [2].
The drawing ratio (DR ¼ diameter of the
blank/diameter of the punch) achievable is usually
about 2.0 (the limiting drawing ratio (LDR)),
depending on the sheet material thickn ess and
micro-structure. With fine-grain sheet metals,
controlled friction at the contact surface of the
blank-holder with the sheet, the sheet with the
die, the punch to sheet metal interfa ces, and pos-
sibly providing counter-pressures under the sheet,
the LDR value could be increased. A major chal-
lenge faced in micro-deep drawing is to achieve
these DR values within a limited space, which
CHAPTER 8 Forming of Micro-Sheet-Metal Components 135
usually limits the tooling arrangement. Control of
the inte rfacial conditions is even more difficult.
Ideally, no other media should be used, and
enhanced complexity of the tool/material inter-
face conditions should be avoided. The actual
LDR achievable in micro-deep drawing produc-
tion also depends on how the blanks and the
formed cups will be toggled with the sheet metal
strips in the forming/stamping layout design, since
the blanks and the finally formed cups are unlikely
to be detached from the strip during forming/
stamping due to the difficulties associated with
handling these small objects, while a reasonable
production rate may have to be maintained. This
is a special issue to be addressed, compared to the
laboratory-based protot ype process development.
Common defects in drawn thin-sheet parts
include the formation of wrinkles (due to buck-
ling), material fracturing (especially at the punch
and die corners), and surface scratching (Fig. 8-7).
Wrinkles often occur when very thin sheet metals
are to be drawn (the material most likely buckles),
such as 20 mm thick sheets. Blank-holding will be
crucial, but it may not be easily arranged due to
the limited space for tool components in micro-
deep drawing. Fine-grain materials and materials
with superplastic flow characteristics will be help-
ful in overcoming the fractures which often occur
at the punch corner (small radius) and the flange/
cup wall interface. Smalle r cups with thin sheet
metals may not be achievable, due either to exces-
sive springback for shallow geometries or due to
FIGURE 8-7 Illustration of the deep drawing process, influential parameters and part failure forms.
136 CHAPTER 8 Forming of Micro-Sheet-Metal Components

the initiation of fractures arising from the use of
small punches, similar to what can occur in a
piercing process. Again, the avoidance of these
features will also depend on how the blanks are
to be toggled with the strip.
Redrawing is usually neces sary, due to the lim-
itation in the achievement of a feasible reduction
value of a cup, in one stroke. Redrawing or reverse
redrawing, even introducing an annealing process
and ironing, is possible for miniature cups. These
steps are unlikely to be introduced in the forming
of a micro-cup, due to the difficulties occurr ing in
the handling and alignment of the workpiece, etc.
Ideal processes would be those without the need
to reposition the workpiece while the tools are
being changed.
Other Micro-sheet Metal-forming
Processes
Other micro-sheet metal-forming processes
include: (a) incremental (or dieless) forming –
micro-sheet metal parts or micro-features on sheet
metals can also be produced in incr emental form-
ing forms, such as by using CNC-controlled ham-
mering, piezo-electric actuated micro-probes for
dimpling (high frequency vibration actuated), by
which micro-features in small and large areas of
thin sheet metals (down to 10 to 20 microns thick-
ness) can be produced [14]. (b) Isostatic pressing –
ultra-thin metal foils may be pressed into a die
with grooved surfaces to produce micro-channels.
Foils as thin as several microns can be formed to
produce such channels within the range of several
to tens of microns [15] . (c) Embossing/coining is
also possible for use in producing surface micro-
textures on the thin sheet metals, e.g. using silicon
tools, on thin aluminum sheets, fine-grained alloy,
amorphous alloy, in the cold and hot state, etc.
[1,4].
GENERAL CONSIDERATION S
FOR MANUFACTURING
Similarly to the plann ing for conventional sheet
forming, the following aspects may have to
be checke d with a view to implementing micro-
forming processes (some details concerning these
issues being described in the next sections):
*
Whether the maximum stamping-force require-
ments, machine static/dynamic characteriza-
tion can be met with the available machines;
*
Whether the machine strokes and manufactur-
ing precision requirements can be met with
available machines and tools;
*
Whether the production rates achievable are
acceptable, also considering the thickn ess of
the sheet metals to be dealt with, the precision
requirements and tool life factors;
*
Whether the raw materials obtainable meet the
requirements, in terms of mechanical proper-
ties, grain sizes and dimensional tolerances for
production;
*
What the stock/tool layout for progressive die
design will be, including how the scrap and the
parts will be despatched;
*
Whether the tool design/manufacturing capa-
bilities meet the requirements (especially
micro-tooling capabilities, involving the whole
process chains);
*
Whether the punch/die clearance (recom-
mended) is achievable by toolmaker(s);
*
Whether a burr-removal process is required
(for high quality/performance parts);
*
What extra care for handling fragile thin strips
and the structural parts stamped will be
required, including that for careful strip/
blank-holding designs;
*
Whether a push-pull set-up with two feeders or
just a single feeder is to be used for pulling/
feeding the sheet metal;
*
What extra measures for dealing with
springback and distortions of the sheet parts
with dense geometrical features will be
required;
*
How the scraps and parts will be collected from
the tool system and the machine;
*
How the process monitoring will be implemen-
ted (force, velocit y, energy, etc.);
*
How the tool condition, e.g. wear, breaking,
damage to the co ating, will be monitored;
*
Whether a cleaning process is needed and a
clean environment should be maintained;
*
How the parts will be packed/transported;
CHAPTER 8 Forming of Micro-Sheet-Metal Components 137
*
How the parts/products will be inspected (off-
line or online, or both), etc.
FORMING TOOLS
General considerations for tool design and manu-
facture for micro-sheet-forming production
include: the scheme for progressive die forming/
stamping or transfer die forming/stamping (need
to give careful consideration to the part sizes, fea-
tures and sizes, use of the strip material, etc.); the
availability of the die-working space provided by
the machine as well as the connection to the feeder
(s); the stock layouts considering micro-forming
characteristics (especially the closeness of the fea-
tures) as well as transport requirements; the
blank-holding design considering limited spaces
and precision; the feasible punch penetration dis-
tance (taking into account the punch diameter/
free length ratio); the punch/die clearance achiev-
able with micro-tooling capabilities; web forma-
tion and limitation due to space arrangements and
its potential effect on the distortion of the parts;
the ejection/removal of the small/t hin parts and
scraps (if needed); burr generation and removal;
punch stiffness/strength and assembly require-
ments (with lim ited spaces); the transport of
the thin part/scrap ribbon at high speed; main-
taining the flatness of the thin strip during trans-
port; considerations for the implementation of a
dry stamping process and its effects; the micro-
tooling process chains and capabilities in dimen-
sion tolerances and surface finish; tool materials
and cost; micro-tooling cost (considering the
process chains); assembly and inspection techni-
ques for micro-tools; the interfaces with the
machine; special arrangements for the guiding
of the punches/moving parts of the tooling; the
proper selection of bearings and guides, prestres-
sing parts, if possible; tool surface polishing;
tool surface coating, etc.
Forming tool design and manufacturing is a
particularly challenging area for micro-sheet
forming, and is mainly associated with the size
effects induced as the scaling factor decreases:
1. Punch-die clearance in micro-stamping needs
to be redefined (closely relating to the material
properties qualified at micro-scales and to the
micro-structures at the deformation/shearing
sections). The recommended clearance
(4–10% of the sheet thickness, Fig. 8-2) for
conventional stamping may not be correct.
Increasing the punching velocity would affect
the shearing section quality positively, which
would, in turn, relax the clearance require-
ments.
2. For cutting thinner strips, tight clearances
down to one to several microns may be needed,
which may be achievable but at high cost. Con-
straints to this include whether the tool-fabri-
cation capabilities are able to achieve one to
several microns accuracy in manufacturing
individual tool parts, to align these within a
similar accuracy after assembly, and whether
the dynamic characteristics of the tooling are
able to maintain the tool bending, the tool off-
set due to loading eccentricity and clearance
between the bearings and guidin g pillars to be
within a similar precision range (a tool system
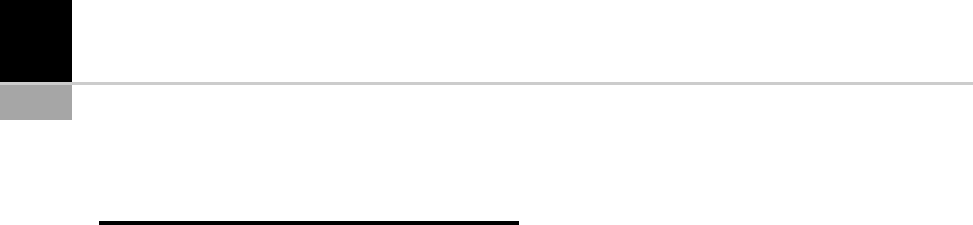
is illustrated in Fig. 8-8). Tool damage/break-
ing could be easily caused by these factors.
3. The reduced sizes of the cutting geometry
restrict the punches to only a very short free
length (to maintain sufficient stabi lity). As a
consequence, it may be difficult to punch the
scrap out of the die exit (Fig. 8-2(c)), if the
punches are too short. It also requires extre-
mely accurate control of the punch stroke to
ensure that the stamping operation is com-
pleted.
4. Due to the limited space available, the number
of tool parts/elements for constructing the tool-
ing may have to be reduced to avoid difficulties
in fabricating these parts/elements and assem-
bling them in tiny spaces, as well as reducing
the assembly errors accumulated. Using com-
pound tool designs may be considered.
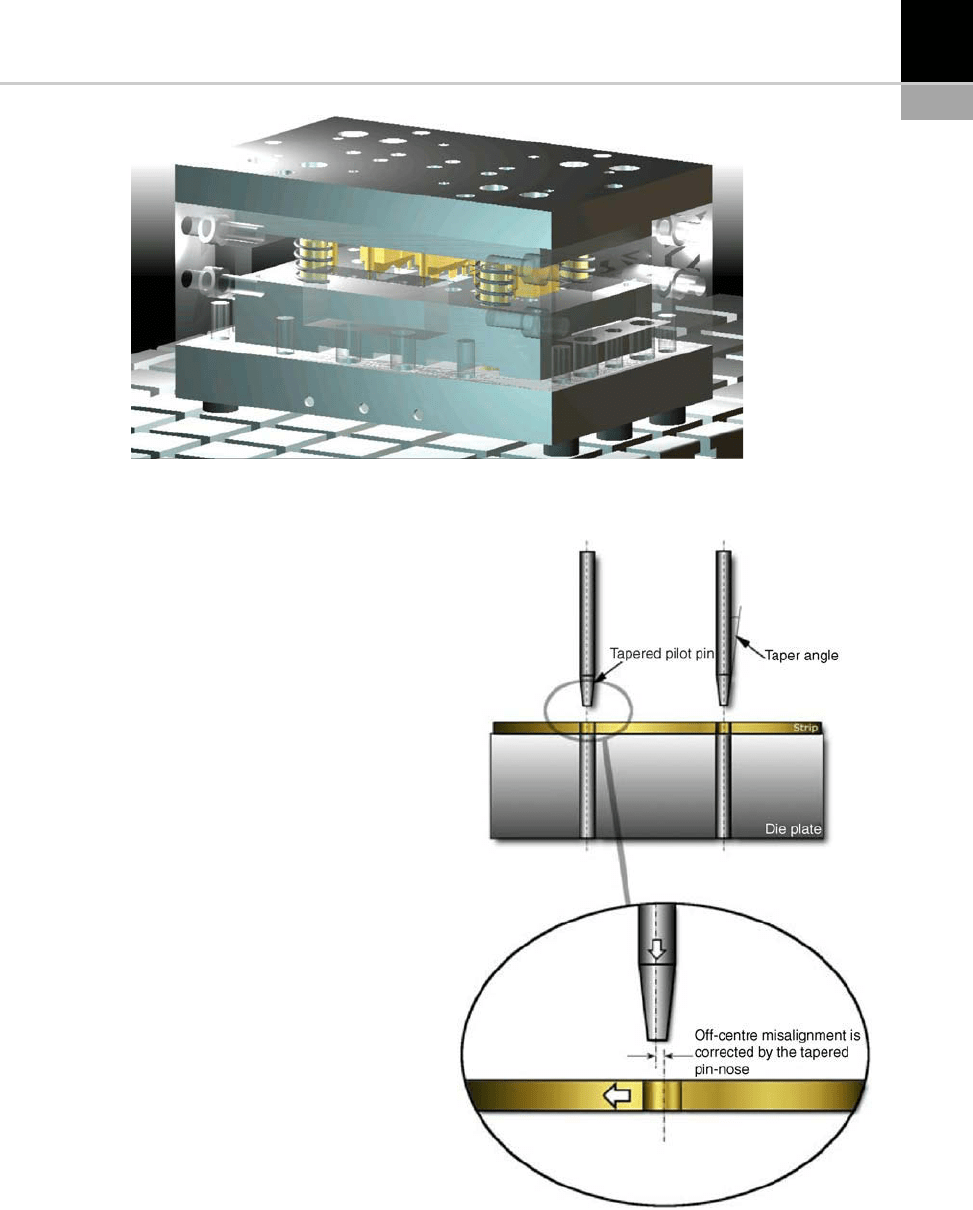
5. The design of the pilot pins for positioning thin
strip needs to be carefully done, by which the
pins could correct the position of the strip ( Fig.
8-9), and help to reduce the positional errors
significantly, thereby relaxing the stringent
requirements on the strip feeder(s), in terms
of feeding accuracy.
138 CHAPTER 8 Forming of Micro-Sheet-Metal Components
6. To prevent damage to the workpiece surfaces
(e.g. coated strips for electronics applications)
and to prevent sticking of the scrap and micro-
parts to the tool surfaces, dry stamping will be
needed, for which special tool materials such as
ceramics tools and self-lubricated tool coat-
ings, etc. should be considered.
7. In micro-sheet forming, gravity cannot be con-
sidered as the main force being applied to the
part. Unwanted surface forces such as van der
Waals, electrostatic and surface-tension forces
are dominant at such a scale. As a result, con-
cepts for handling parts/scrap deployed in con-
ventional forming (largely considering the
gravity force of the parts) do not usually work.
Parts may not drop out automatically and con-
necting these to the strip may be feasible in
some cases. However, separation may still be
needed, depending on the end uses and
customer’s requirements. A vacuum system
directly connected to the dies or proper loca-
tions within a tool system will be helpful for
collecting the scrap and even micro-parts.
Micro-tooling capabilities and proces s chains
(e.g. mechanical cutting, EDM, laser treatment,
coating, electro-forming, chemical etching, etc.)
are especially important, which significantly pre-
scribe the feasibility of realizing the processes and
achievability of the requi red scales of the micro-
parts, while maintaining proper production rates
FIGURE 8-9 Illustration of the function of the pilot pins.
FIGURE 8-8 A tool system for micro-sheet forming.
CHAPTER 8 Forming of Micro-Sheet-Metal Components 139
and product quality, and low manufacturing cost.
These are addressed in several other chapters of
this book.
MANUFACTURING PRESSES/
MACHINES
Traditionally, sheet metal forming may be
effected either with mechanical presses or hydrau-
lic presses, the latter usually being of larg e scale.
These presses are usually not of sufficient preci-
sion for micro-forming applicat ions, and they are
not compatible, in terms of scale, for the forming
of the miniature/micro-sheet metal parts. Conven-
tional, large-scale presses may be optimized/
upgraded for the manufacture of miniature/
micro-sheet metal parts with the required
enhanced precision. Their manufacture may also
be achievable through the use of delicately
designed and fabricated forming tools. Conven-
tional forming tools may be designed primarily
for manufacturing metal parts with precisions in
the millimeter range. However, with some specific
engineering modifications implemented in these
machines they could be optimized for micro-
forming applications. BSTA from Bruderer is a
machine which can operate at up to 1400 spm
and a press force of 300 kN [16]. Incorporated
in the machine are specific modifications such as
guides that are insensitive to thermal influences,
additional features to secure high precision, and a
counterbalance system ‘acting irreversibly’ to the
movement of the ram with a view to keeping the
machine free from vibration. The guides and
levers that control the ram movement are
arranged in such a way that the tilting of the
ram due to the ap plication of an eccentric load
does not affe ct the position of the punch: this is
achieved by placing the theoretical center of grav-
ity of the ram at the tip of the punch.
Machines of smaller size such as bench-top
machines may be built with newly enhanced ele-
ments/parts and/or designs particularly for micro-
forming applications. This category of machine
is of normal size but incorporating new concepts
dedicated to micro-forming. A high-precision
stamping press was developed jointly by Schuler,
PtU Darmstad t, ILT, IPA and other partners [17].
The machine has a modular arrangement and a
high rigidity design. In this machine, linear motors
are used for driving the ram. Linear driving has
the advantage of high and reproducible accuracy.
Lubrication is not needed and maintenance can be
avoided, hence it is an attractive option for clean-
room manufacturing. Other beneficial features
include low noise emission and high reliability
and endurance.
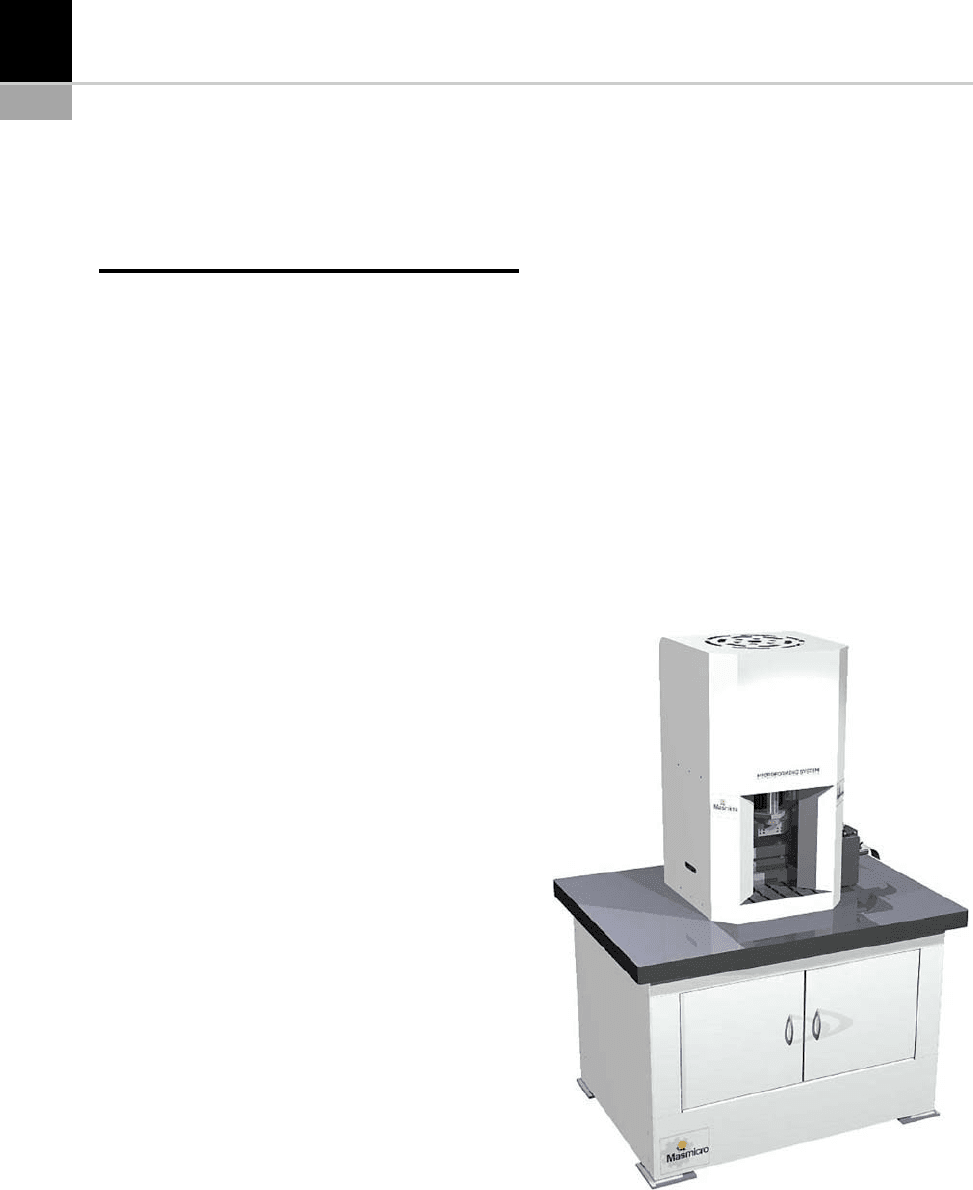
A new, low cost, bench-top machine dedicated
for micro-sheet forming is being developed at the
University of Strathclyde [8], in collaboration
with its EU MAMSICRO conso rtium partners
(Fig. 8-10). A linear-motor driving mechanism is
used. The maximum frequency of the machine is
1000 strokes per minute (spm), the maximum
force is 5.3 kN, the vertical position resolution
is 0.1 mm, and the load measurement resolution
is 0.1 N.
FIGURE 8-10 A bench-top micro-sheet-forming ma-
chine, designed by the University of Strathclyde.
140 CHAPTER 8 Forming of Micro-Sheet-Metal Components