Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

framework supporting the tooling elements. This
could be the utilization of a standard die set where
ball-cage bearings ensure the alignment of the
upper and lower part of the die set. The use of a
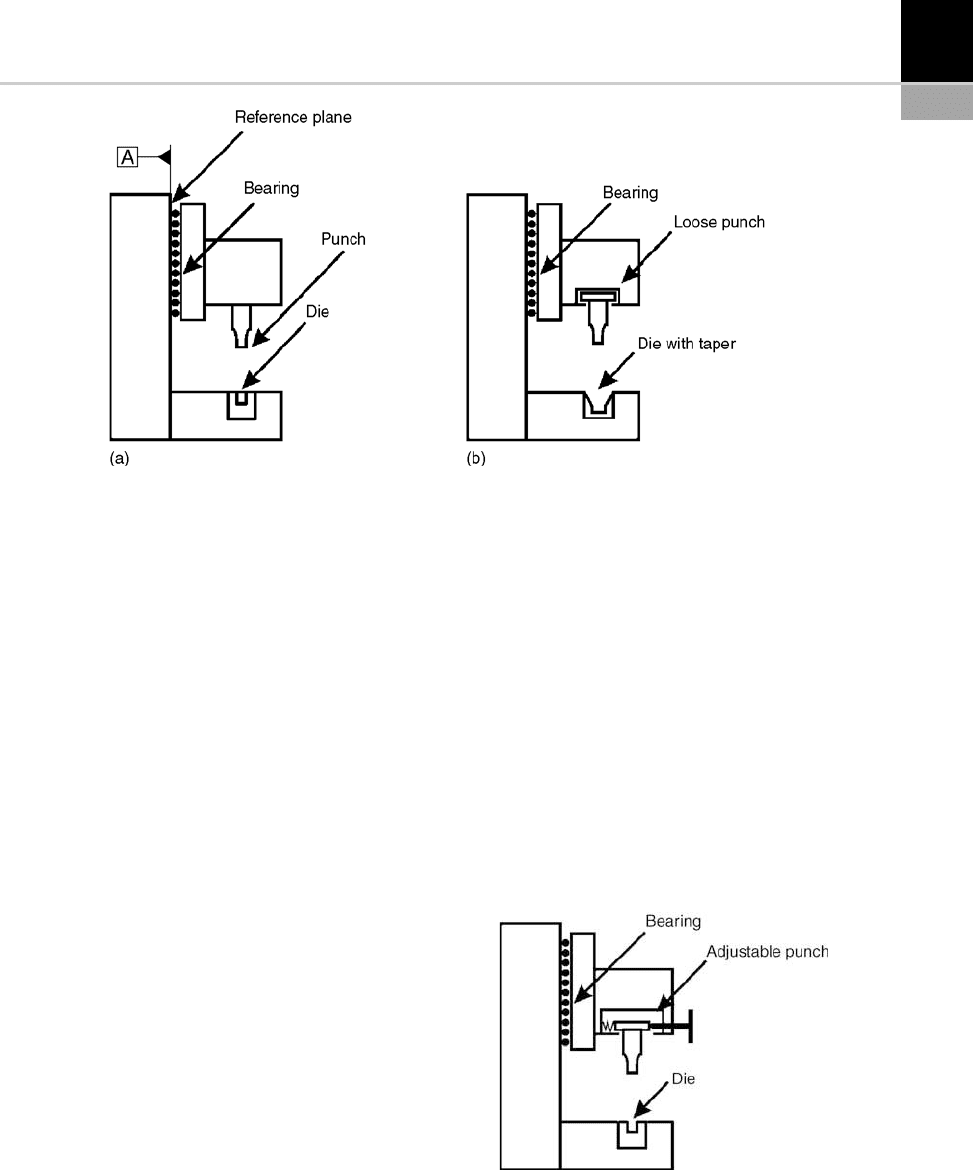
reference plane, as depicted in Fig. 7-6(a), such as
a ground flat back plate, is another way of ensur-
ing good alignment. By placing the high accuracy
reference element in the middle of the tolerance
chain, it is possible to reference all other tooling
elements to this element. This approach requires
strict control of the tool tolerance chain to ensure
that alignment errors are within an acceptable
level. It is often challenging to ensure that the
macro-size framew ork tooling elements, such as
the stand and the base-plate, are within the preci-
sion required for the alignment of the micro- size
forming tools. In Fig. 7-6(b), the punch is loosely
fitted into a slot of the moving fixture allowing the
punch to center on the die during closure. It is
important that the ali gnment occurs before any
load is applied to the punch, meaning that this
property should be included into the design of
the forming tools. This alignment approach is
simple and self-contained, but is generally only
suitable for simple forming operations of rota-
tionally symmetrical components.
A hybrid solution for the alignment of tooling
elements is depicted in Fig. 7-7. Here the punch
holder fixture is spring loaded with a micrometer
screw, allowing for adjustment of the punch posi-
tion. With this flexible solution it is easy to
achieve good alignment and long-term stability,
and re-establishing the alignment is tolerable.
Flexibility of Tool System. With the vision of
small desktop style factories of the future in mind,
flexibility and low changeover times are impor-
tant factors of focus. With the trend towards
smaller production series and more customized
products, several components should be produced
on the same set-up with a quick change of only the
central forming dies and handling fixtures. This
idea of modularization is easy to grasp and has
been widely adopted in the manufacturing
FIGURE 7-6 (a) Example of a bulk forming set-up where the back-plate is used as a reference for the tooling elements.
(b) A die with a tapered inlet and a flexible punch fixture is used to form a self-aligning bulk forming tool.
FIGURE 7-7 An adjustable punch fixture allows for the
alignment of the punch and die through an adjustment
screw.
CHAPTER 7 Micro-Bulk-Forming 121
industry. When considering micro-bulk forming,
it is suggested to realize a flexible bulk forming
system through the utilization of modified normal
machine elements.
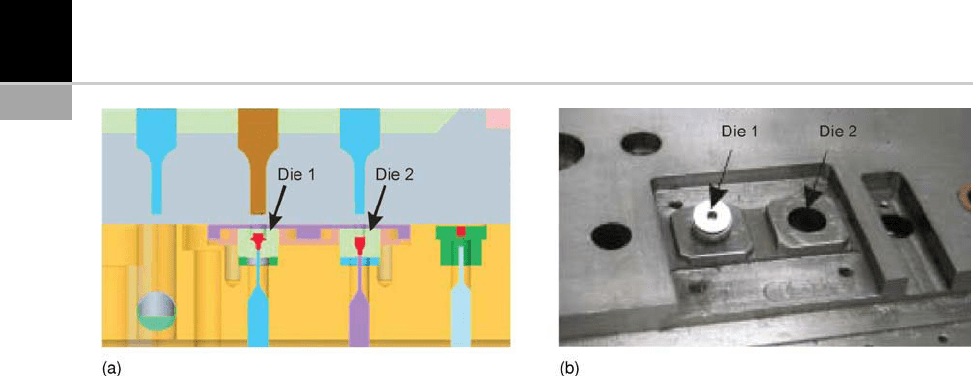
Figure 7-8(a) depicts an example of a two-step
flexible micro- forming set-up. The forming dies,
punches and ejectors are manufactured from stan-
dard punch needles. By standardizing the diame-
ter and tooling material and allowing for easy set-
up, the central tooling elements can easily be
changed and the machine can manufacture differ-
ent components with low change times. With an
outer diameter of 8 mm and a ground surface
finish, the forming dies in Fig. 7-8(b) can be easily
interchanged.
Warm Forging of Micro-components
Micro-components are often manufactured using
precious metals such as alloys of palladium, tita-
nium or magnesium. The choice of mat erial is
often given by the end applications, where the
environment of use can be humid, corrosive or
have special demands for strength or biocompat-
ibility. Also new age materials, such as bulk
metallic glasses, are expected to find wide use
within micro-bulk forming. With some of these
advanced materials it can be beneficial to utilize
warm forging, where the central forming tool ele-
ments are operating at elevated temperature. The
main benefits of warm forging are a decreased
tooling load, increased ductility of the workpiece
material and elimination of the heat treatment
process prior and post to forging. For some mate-
rials, such as bulk metallic glasses or high grade
titanium, it is required to warm the forming tools
in order to have an acceptable lifetime of the tool-
ing elements. Warm forging is defined as forging
at elevated temperatures above the ambient tem-
perature and below the material recrysta llization
temperature, typically in the range 100–400
C.
The use of warm forming tools requires an
advanced tooling set-up with good thermal isola-
tion, heat shields and possible external cooling. It
is essential to control the temperature gradient
between the warm forging tool elements and the
cold framework element s to minimize thermal
defections and the following misalignment and
possible tool damage. Figure 7-9(a) depicts a pro-
totype tool system for warm forging of a dental
implant in titanium.
The system consists of a central heated core
including die, punch, ejector supporting elements
and heaters. The framewo rk die set is thermally
isolated from the warm core by a calcium silicate-
based ceram ic material with a thermal conductiv-
ity of 0.4 W/mK. Heat shields, with an optical
reflective finish, are placed around the upper
and lower heated tooling elements. These heat
shields prevent heat transfer to the frame by radi-
ation and have a secondary function as a simple
safety measure for avoidance of tou ching of the
warm tool parts. Figure 7-9(b) illustrates the
steady state temperature distribution of the tool
system when heated to 200
C. It can be observed
that the tool frame is kept cold with only an
FIGURE 7-8 Sectional view of a two stage micro-bulk forming machine.
122 CHAPTER 7 Micro-Bulk-Forming
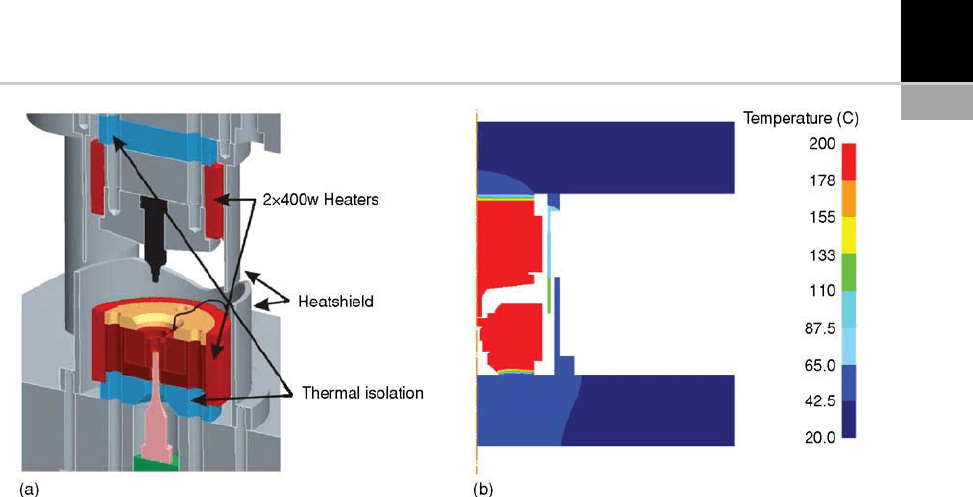
insignificant temperature gradient over the sup-
porting tool frame, thereby keeping thermal
defections to an acceptable level. In an industrial
set-up it is usually necessary to apply external
temperature control as known from tools for ther-
moplastic injection molding.
The elevated temperature in warm forging
imposes some additional design challenges on
the tooling parts located in the heated zone of
the tool. For an open-die forging scenario the pri-
mary adjacent factors to handle are more chal-
lenging tribological conditions. The tribological
conditions can be controlled by applying suitable
coatings to the punch and die, and matching the
workpiece material and the lubricant: the section
on tribology later in the chapter touches more on
these issues. Further, periodically cleaning of the
punch and die might be needed to remove residues
of lubricant and workpiece material pickup. For
closed-die forming the tribological challenges
remain and are followed by oxidation and lubri-
cant entrapment issues. When tempering the
punch and die at temperatures near to the recrys-
tallization point, oxides will form on the surface
of these parts. The oxide layer, having a high
friction coefficient, will give rise to a narrowing
of tool clearances and increased friction between
the tool pieces and between the tool and work-
piece. This can lead to tool breakdown and should
be avoided. Further, pickup due to lubricant
breakdown and lubricant entrapment is more
dominant at elevated temperatures. Most lubri-
cants are unfit for warm forging because the base
liquid components become volatile, leaving solid
lubricant residues in the forming die and on the
workpiece surface. However, by application of
the right coatings in combination with the right
type and amount of lubricant, it is possible to
realize a micro- bulk forming process at elevated
temperature.
Handling and Ejection System
Today, most industrial machin es handling micro-
components are based on conventional circular
vibrating screeners. These screeners are cross-
vibrating vessels that are able to align a specific
component geometry by means of a custom-built
mechanical gate system allowing only compo-
nents that are rightly aligned to pass through.
Depending on the component geometry, material
and the crafted design of the gate system, the
mean failure rate of a vibrating screen system is
usually around l = 1E-2 to l = 1E-6 pieces, mean-
ing that one in every hundred to every million
components will jam the system so that an
FIGURE 7-9 (a) A prototype tool system for warm micro-bulk forming of a dental implant in titanium. (b) Steady state
thermal analysis of tool system including external die set for alignment.
CHAPTER 7 Micro-Bulk-Forming 123
operator will have to inspect the system. Further,
the vibrating screeners are bulky, noisy and inflex-
ible, making them unsuitable as a handling system
for a multi -stage micro-manufacturing machine.
The sticking of matter is another issue that influ-
ences the handling of micro-components. With
the increased surface-to-volume ratio for these
small compon ents, the van der Waals forces will
cause sticking of the components. Primarily, the
components will tend to stick to each other,
requiring a strategy capable of both handling
and separation. For this reason handling con cepts
of micro-components have been studied inten-
sively in recent years [12,13]. The use of robot
cells, advanced gripper systems and self-assembly
systems have been proposed, but none have been
widely employed within micro-manufacturing
because of the unfavorable combination of cost,
complexity and speed of these systems.
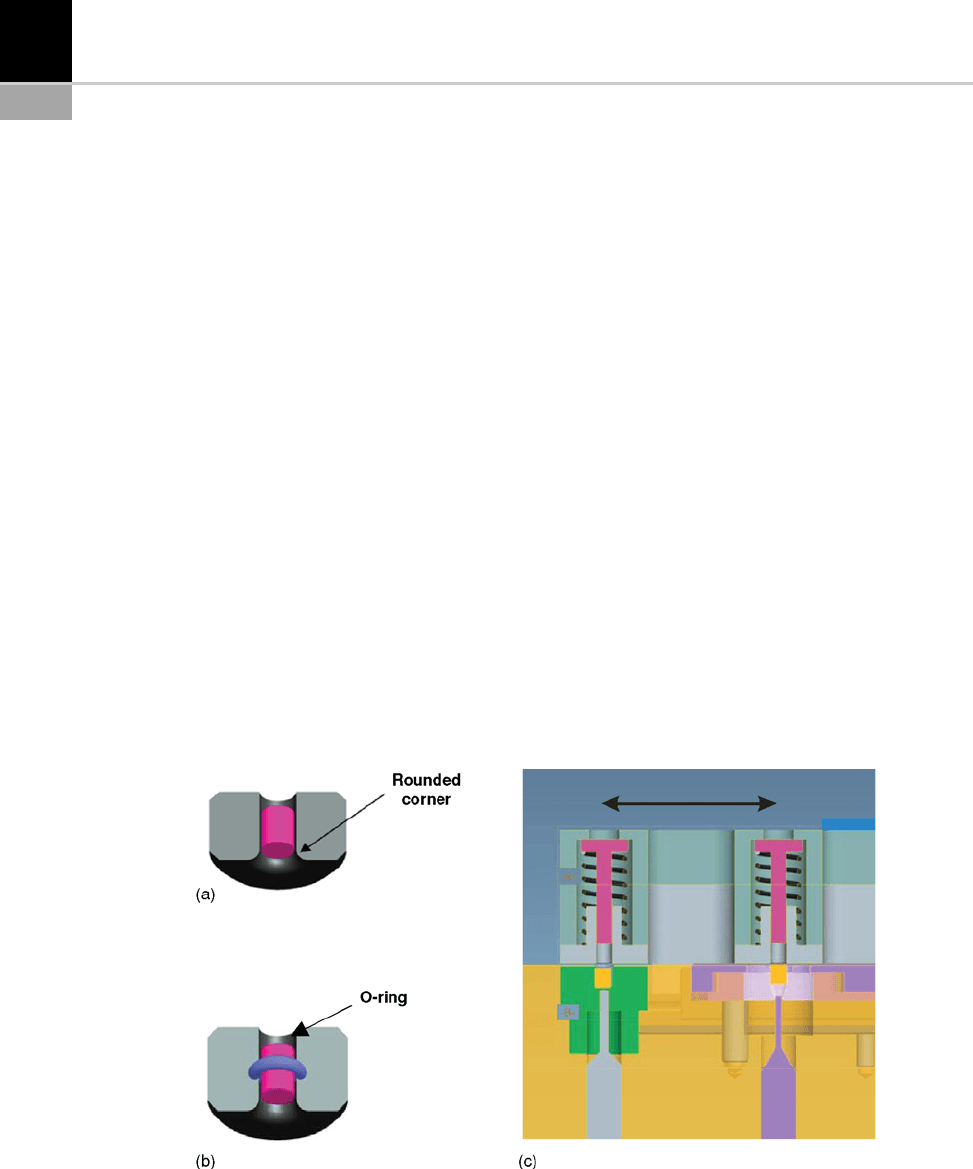
Figure 7-10 depicts a handling system for the
micro-bulk forming process. A cut-out of the
transfer system is illustrated in Fig. 7-10(b), where
the components can be ejected into the container
fixture, moved laterally to the next station and
inserted into the succeeding forming die. This sys-
tem is capable of transferring components at high
speed and is simple to monitor for failure. The
container is a precision element used to hold and
transport the components from one forming
station to the nex t. For the container depicted in
Fig. 7-10(a), the component is held in place by a
combination of friction forces and surface tension
forces. In order for the surface tension forces to
overcome the gravitational forces and keep the
component in the container, a specific clearance
in the order of micrometers between the compo-
nent and the container wall must be realized.
Furthermore, wear of the container, production
tolerances and lubrication quantity must be under
control.
Another concept for the component to be held
in place in the transfer container is shown in
Fig. 7-10(b). In this design an O- ring is pl aced
inside the container die and primarily functions
as a friction gate. Secondarily the O-ring also has
a centering function because the rubber O-ring
will absorb minor misalignment and center the
component in the container. The proposed trans-
fer system is only capable of handling rotation-
ally symmetrical components, but could be made
to function for fre e-form w orkpiece geometries
also.
FIGURE 7-10 (a) Gripper for cylindrical micro-component functioning by a combination of friction and sticking forces.
(b) Gripper with integrated rubber O-ring. The billet is centered in the carrier and is held in place by the friction of the O-ring.
(c) Sectional drawing of a micro-bulk forming tool with an integrated ejector and transfer system.
124 CHAPTER 7 Micro-Bulk-Forming
Process Supervision
Intelligent process supervision is an area of
increasing interest within manufacturing tech-
nology. By online monitoring of different process
parameters and real-time comparison with
a priori values or values acquired through earlier
processing, it is possible to make sure that the
process is performing correctly. Some com-
mon parameters that are monitored in a bulk
forming process are the load/stroke curve for each
forming cell, the tool temperature, the workpiece
weight, and the position of the trans fer rig.
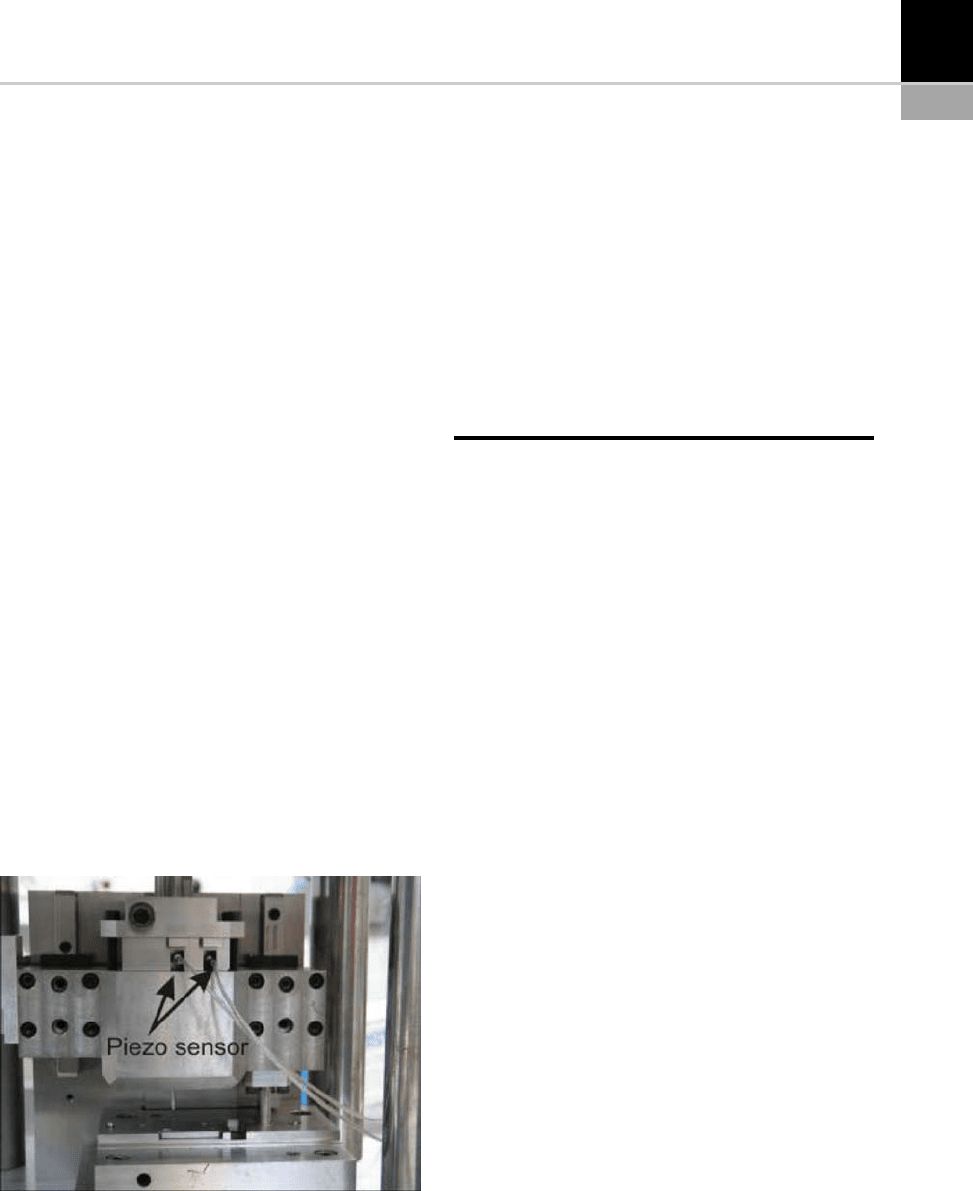
The micro-bulk forming tool shown in Fig. 7-11
employs online measurement of load on the indi-
vidual forming cells by piezo force sensors. The
tool set-up is equipped with two piezo-type force
transducers which measure the forming and
ejection forces on each of the two forming cells.
By correlating the forming force with the stroke
length, given by the actuator position encoder,
the load/stroke curve can be determined and
the curve can be compared with some pre-
established curve envelopes. With this type of
set-up it is possible to detect machine errors
such as tool breakdown, stuck workpieces and
misplaced aligned workpieces due to transfer
errors. Secondary faults such as inconsistency
in workpiece m aterial, lubricant breakdown
and tool wear can also be monitored.
Data logging of the monitored values can serve
as a quality assurance parameter of the manufac-
tured components. As it is not uncommon to
encounter inspection requirement rates of 100%
within micro-manufacturing, the addition of
traceability and online qua lity inspection can be
valuable. Furthermore, the ability to stop the bulk
forming machine in case of misalignment of work-
piece or general tool malfunction can avoid
machine breakdown, save tooling costs and help
to minimize production downtime.
MICRO-TRIBOLOGY
Tribology is the science and technology of inter-
acting surfaces in relative motion. This includes
the study of the phenomena of friction, lubrication
and wear phenomena. Micro-tribology is the sub-
category of tribology dealing with the interaction
of micro-size surfaces. As mentioned in the earlier
section on the size effect, the laws of friction and
lubrication are prone to the size effect. The main
reason for this can be found in the underlying
surface roughness (or surface asperities, as it is
usually termed when referring to tribology), which
only scales to a certain extent. This means that the
relative surface roughness of a micro-component
will be greater in the case of a micro-component
compared with macro-size. However, the main
parameter of interest in bulk forming is friction,
which is dependent on surface load, lubrication
and surface characteristics, including surface
roughness. Amortons’ law of friction dictates a
linear dependence between load and friction force:
F
f
¼ mL,whereF
f
donates the friction force, m is
the friction coefficient and L is the load. It can be
noted that the friction force is independent of con-
tact area, something that was later challenged by
the Bowden and Tabor law of friction. Here the
friction force F
f
is expressed at the product of the
effective shear stress, denoted by t,andthesum
of the areas of the asperities in contact:
F
f
¼ t
P
A
asp
. In bulk forming, the friction coef-
ficient m is often established on the basis of exper-
iment and there is seldom an explicit formulation
for this quantity. The double-cup extrusion test
(DCE test) is a recognized way of establishing
FIGURE 7-11 Online measurement of load on the indi-
vidual forming cells by piezo force sensors.
CHAPTER 7 Micro-Bulk-Forming 125
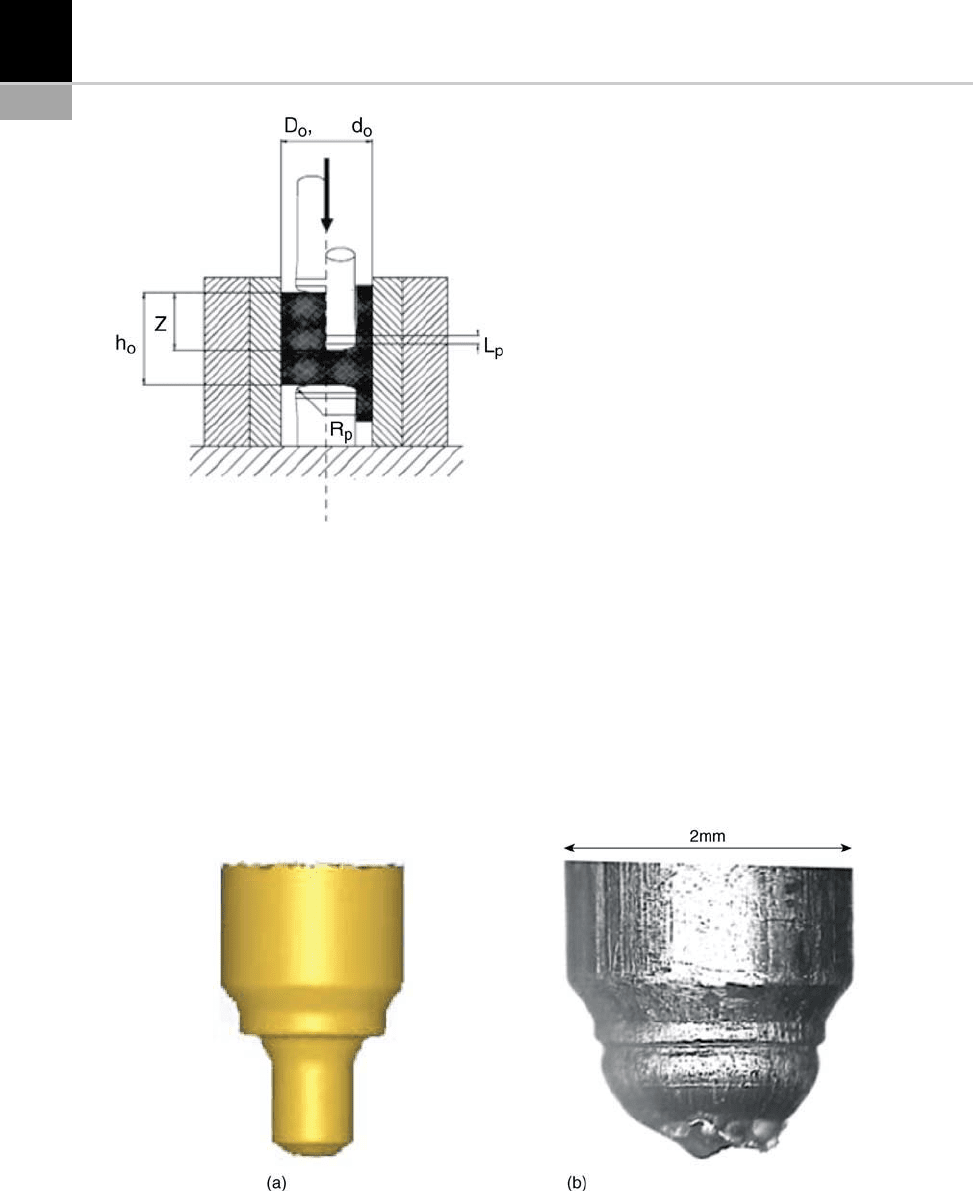
the friction coefficient experimentally. The exper-
imental set-up, depicted in Fig. 7-12, is based on a
double-cup pressed between two punches with
equal geometry. In the case of zero friction, the
height ratio between the upper and lower cup will
be unity, while no lower cup will be formed in the
case of infinite friction.
A number of micro-scaled DCE tests were
carried out by Engel and it was found that the
measured friction coefficient depends on the scale
of the experiment [14]. It was further found that
the friction coeffic ient would increase by a factor
of 20 when the experiment was scaled by a factor
of 8. According to Engel, this is due to the fact that
for micro-scale surfaces, more surface asperities
reside close to the boundaries of the workpiece
where they are less likely to form lubricant pock-
ets under hydrostatic pressure. This influenc es the
surface contact area, leading to an increase in
friction force, as observed from the Bowden and
Tabor law of friction. Mo re studies of friction
behavior can be found in references [15,16].
The influence of increase in friction coefficient
when working in the micro-size domain brings
about challenge s for the handling and ejection of
the bulk formed micro-components. Considering
the increase of the surface-to-volume ratio, by the
scaling factor a, while keeping in mind that sur-
face area promotes friction and volume of mate-
rial brings strength, this is an important frictional
challenge encountered within micro-bulk form-
ing. Further, with the increase in friction due to
open lubricant pockets for the micro-size domain,
it is evident that friction is a key challenge to be
overcome in micro-bulk forming.
Figure 7-13(a) illustrates a simulation of a pre-
form for a component to be manufactured by
micro-bulk forming. In this case the lower pin
FIGURE 7-13 (a) 3D simulation of pre-form for a micro-axle. (b) Photograph of the formed component where unwanted
reverse forming has occurred during ejection from the forming die.
FIGURE 7-12 Sectional illustration of the double-cup
extrusion test.
126 CHAPTER 7 Micro-Bulk-Forming
extrusion, with a diameter of about 0.5 mm, must
be able to withstand the total friction force during
ejection. If the friction force is greater than the
yield strength of the component the pin will col-
lapse and reverse forming will occur. The photo-
graph in Fig. 7-13(b) presents an example of
reverse forming of the component: this compo-
nent is the realization of the simulation illustrated
in Fig. 7-13(a) where the forward rod extrusion
has collapsed during ejection. The problem was
resolved by a reduction of the press load, change
of lubricant and polishing of the forming die.
The use and application of lubricants for micro-
bulk forming is at the present time not very
well researched. In convent ional bulk forming,
soaped-phosphate lubricant has been the lubri-
cant of choice for several decades. Unfortunately
this lubricant is unsuitable for micro-bulk form-
ing due to the chemical properties of the lubricant
layer, allowing scaling down only to a certain
thickness. In the example discussed above and
other mi cro-bulk forming experiments at ambient
temperature, the use of a commercial silicon paste
showed good results. However, the application
and removal of the lubricant as well as unintended
confinement of lubricant in the forming die have
been identified as challenges.
For warm forging and the forming of bulk
metallic glasses, a commercial sprayable lubricant
based on MoSO
2
has been utilized. This lubrica-
tion approach worked fairly well and is suitable for
forming at elevated temperatures. A drawback of
utilizing a MoSO
2
-based lubricant is the undesir-
able interaction with the workpiece surface. This
will leave a dark-colored, rough surface which is
difficult to remove and is generally unsuitable for
use in any advanced or medical applications.
PROCESS ANALYSIS
The analysis of the bulk forming process normally
takes place in a dedicated finite element method
(FEM) computer simulation environment. In
practice, the software is solving the underlying
partial differential equations by doing incremen-
tal integration of an approximate set of equations.
Due to the severe deformation of the workpiece in
bulk forming, the software must be capable of
doing accurate remeshing while retaining vo lume
constancy. The process analysis is initiated by
establishing the material parameters. The work-
piece material flow curve is typically acquired by
doing a tensile test or performing an upsetting
test in a universal testing machine. Once the
material data are known, these can be fed into
the material model of the FEM software together
with the tool geometry. If the material is strain-
rate dependent or the process needs to run at high
strain rates, this influence will have to be incl uded
in the model also. This forms the physical basis of
the simulation and the simulation process pro-
ceeds by selection of simulation parameters.
The choice and analysis of simulation para-
meters depend on the type of forging process,
tolerances, simulation accuracy and several other
influencing fact ors. The most important factor,
however, is the number of elements in the simu-
lation, N. The N-factor determines the number of
nodes in the mesh and is thus responsible for the
simulation accuracy. The numb er of calculations
to be done by the computer increases linearly with
N, and thus the number of elements becomes a
trade-off between calculation workload and sim-
ulation accuracy. It is possible to use a zoned mesh
where the user can de fine zones of the workpiece
to have a more refined mesh, typically in areas of
severe deformation.
Another important simulation parameter is the
simulation step size. This is the time (or punch
travel distance) between successive simulation
steps. As in the case of number of elements, a large
number of steps indicate a large calculation work-
load, while a low number of simulations steps will
affect simulation accuracy. However, by taking
notice of the rate of convergence of the simulation
it is possible to choose the right step size within a
few iterations.
For rotationally symmetrical workpieces, such
as bolt, axle or cup geometries, it is possible to
cut down on the calculations by doing a two-
dimensional simulation while retaining the full
validity of the simulation. Even in the case of
three-dimensional geometries it is often possible
to impose symmetry constraints and cut down on
CHAPTER 7 Micro-Bulk-Forming 127
the amount of calculations or increase the accu-
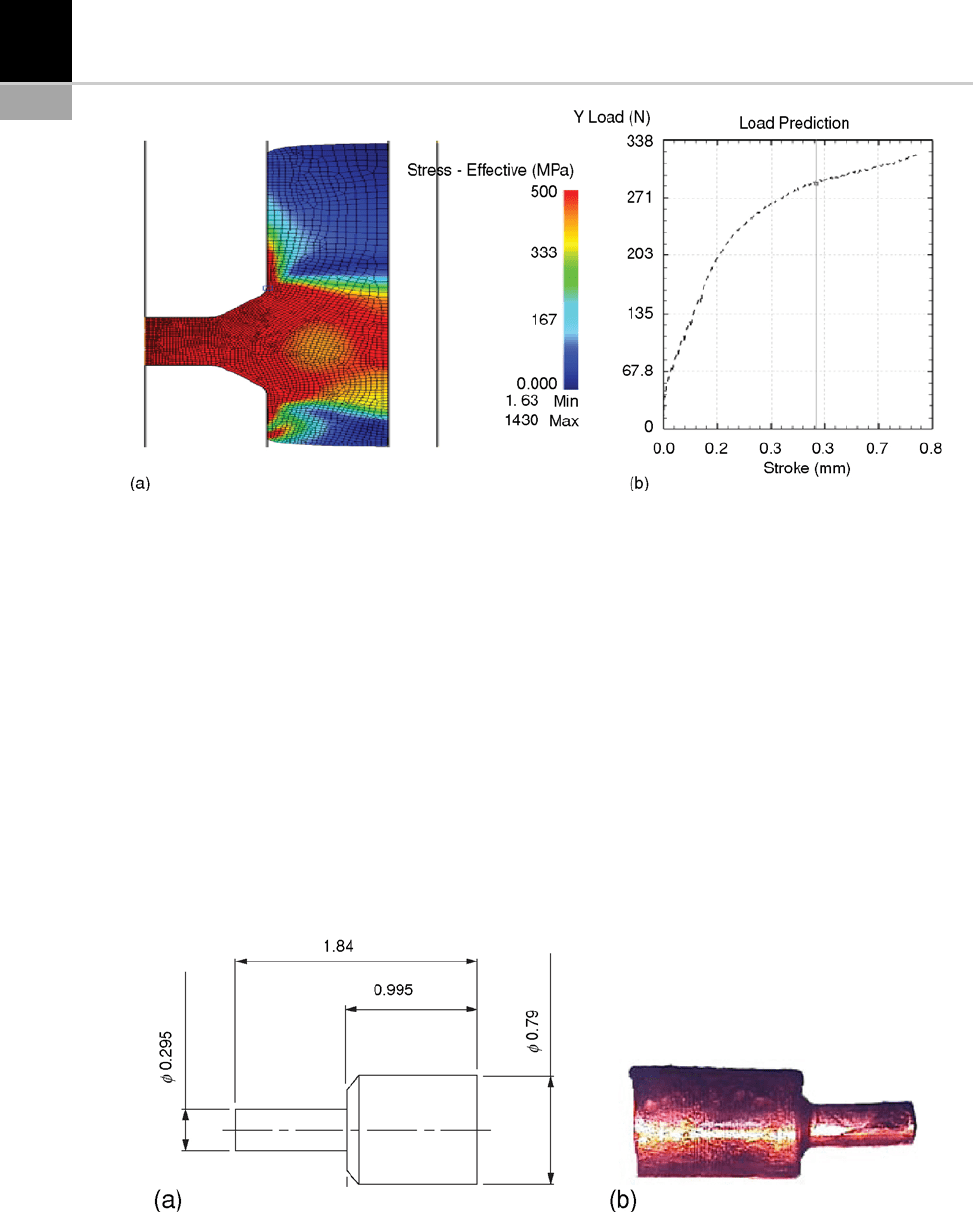
racy of the simulation. Figure 7-14(a) illustrates
the achieved geometry and stress distribution of a
two-dimensional simulation of a double-cup
extrusion. The simulation was done with a billet
diameter of 1 mm of CuZ n15 material and a fric-
tion coefficient m = 0.15 between the billet and
container wall. Figure 7-14(b) is a plot of the
corresponding load/stroke curve where the expo-
nential progress of the envelope can be attributed
to the work hardening of the workpiece material.
The benefits of simulations are manifold and
simulations of traditional bulk forming processes
often have exhibited a geometrical accuracy of
better than 0.5%. If the simulation parameters
are chosen carefully it is possible to predict the
press load, unwanted forming folds and tool stress
without having to prepare costly prototype tools.
The micro-bulk forming proces s can be simu-
lated in the same way as conventional macro-size
bulk forming process with a few important excep-
tions. Most simulation models hold an underlying
assumption of a continuous and isotropic mate-
rial model. This means that the grain structure of
the material is not taken into account, meaning
that the model is only valid down to a certain size.
Within normal limits, a material can be modeled
as continuous and isotropic if it is indeed isotropic
and the number of grain structures across all fea-
tures is greater than 8–10 grains [15].
Figure 7-15 illustrates a forming experi-
ment where a small copper pin was extruded.
FIGURE 7-14 FE simulation of a double-cup extrusion: (a) stress distribution, and (b) load/stroke curve.
FIGURE 7-15 A sample of the extruded micro-pin (dimensions: mm).
128 CHAPTER 7 Micro-Bulk-Forming
The original specification is reproduced in
Fig. 7-15(a). With an average grain size of about
80 mm, there are less than four grains across the
pin, thereby invalidating the assumption of isot-
ropy of the material. A photograph of the bulk
formed pin is shown in Fig. 7-15(b) where a clear
side tracing of the extruded pin can be noted. This
behavior has been the topic of several research
projects, and a range of new material models try-
ing to incorporate the inter-grain behavior have
been proposed. By choosing a material with a fine
grain structure or by changing the grain size by
heat treatment or mechanical remodeling, it is
possible to form micro-size components while
keeping the assumption of homogeneity and isot-
ropy in the mat erial intact.
REFERENCES
[1] R.B. Cruise, L. Gardner, Strength enhancements
induced during cold forming of stainless steel sec-
tions, J. of Constructional Steel Research 64 (11)
(2008) 1310–1316.
[2] M. Ashraf, L. Gardner, D.A. Nethercot, Strength
enhancement of the corner regions of stainless steel
cross-sections, J. of Constructional Steel Research 61
(1) (2005) 37–52.
[3] T. Inoue, The Japanese sword: the material,
manufacturing and computer simulation of quench-
ing process, Materials Science Research International
3 (1997) 193–203.
[4] L.S. Nielsen, S. Lassen, C.B. Andersen, J. Grønbæk,
N. Bay, Development of a flexible tool system for
small quantity production in cold forging, J. Mater.
Process. Technol. 71 (11/1) (1997) 36–42.
[5] U. Engel, R. Eckstein, Microforming – from basic
research to its realization, J. Mater. Process. Technol.
125–126 (2002) 35–44.
[6] M. Geiger, M. Kleiner, R. Eckstein, N. Tiesler,
U. Engel, Microforming, CIRP Ann. Manuf. Technol.
50 (2001) 445–462.
[7] J.A.Wert,C.Thornsen,R.D.Jensen,M.Arentoft,
Forming of bulk metallic glass microcomponents,
J. Mater. Process. Technol. 209 (2 009) 1570–
1579.
[8] J. Schroers, T. Nguyen, S. O’Keeffe, A. Desai, Ther-
moplastic forming of bulk metallic glass – applica-
tions for MEMS and microstructure fabrication,
Materials Science and Engineering: A 449–451 (3/25)
(2007) 898–902.
[9] N.A. Paldan, M. Arentoft, R.S. Eriksen, Production
equipment and processes for bulk formed micro com-
ponents, AIP Conference Proceedings 907 (04/07)
(2007) 463–468.
[10] Y. Okazaki, N. Mishima, K. Ashida, Microfactory –
concept, history, and developments, J. Manuf. Sci.
Eng. 126 (November 2004) 837–844.
[11] J. Cao, N. Krishnan, Z. Wang, H. Lu, W.K. Liu,
A. Swanson, Microforming: Experimental Investiga-
tion of the extrusion process for micropins and its
numerical simulation using RKEM, J. Manuf. Sci.
Eng. 126 (November 2004) 642–652.
[12] H. Van Brussel, J. Peirs, D. Reynaerts, A. Delcham-
bre, G. Reinhart, N. Roth, M. Weck, E. Zussman,
Assembly of microsystems, CIRP Ann. Manuf. Tech-
nol 49 (2000) 451–472.
[13] T. Eriksson, H. Hansen, A. Gegeckaite, On the use
of industrial robots in microfactories, Int. J. of
Advanced Manufacturing Technology 38 (08/01)
(2008) 479–486.
[14] U. Engel, Tribology in microforming, Wear 260
(2006) 265–273.
[15] N. Krishna n, J. Cao, K. Dohda, Study of the size
effects on friction conditions in microextrusion –
Part I: Microextrusion experiments and a nalysis,
J. Manuf. Sci. Eng. 129 (August 2007 ) 669–
676.
[16] Y. Mo, K.T. Turner, I. Szlufarska, Friction laws at
the nanoscale, Nature 457 (2009) 1116–1119.
CHAPTER 7 Micro-Bulk-Forming 129
8
Forming of Micro-Sheet-
Metal Components
Yi Qin, Andrew Brockett, Jie Zhao, Akhtar Razali,
Yanling Ma and Colin Harrison
INTRODUCTION
Sheet metal components are used extensively
in various applications such as vehicles, aircraft,
electronics products, medical implants and
packaging for consuming goods, typical parts/
components i ncluding car panels, aircraft
skins, cans for food and drinks, frames for TV/
computer screens/monitors/displays, etc. Con-
cerning miniature/micro-products, sheet metal
parts include electrical connectors and lead
frames, micro-meshes for masks and optical
devices, micro-springs for micro-switches, micro-
cups for electron guns and micro-packaging,
micro-laminates for micro-motor and fluidic
devices, micro-gears for micro-mechanical de-
vices, casings/housings for micro-device assem-
bly/packaging, micro-knives for surgery, etc.
Therefore, miniature/micro-sheet metal parts are
closely associated with everyday life.
Basic process configurations for the forming of
macro-products include shearing, blanking, bend-
ing, stamping, deep drawing (including mechanical
and hydromechanical), hydroforming, stretching
forming, super-plastic forming, age forming, spin-
ning, explosive forming, incremental forming, etc.
Some of these processes may be equally applied to
the forming of miniature and even micro-products,
if the issues related to ‘size effect’ can be handled
successfully [1–8]. General challenges associated
with the manufacture of micro-products have been
described in Chapter 1 of this book.
The forming of small/thin metal parts has
been undertaken by industry for many years.
New challenges arise when the overall sizes
reduce to sub-millimeters, or local features reduce
to tens of microns, or the precision requirements
for macro-/miniature parts reduce to less than a
few microns. Studying the research reported pre-
viously and recent research condu cted in-house
resulted in the following observations:
1. Conventional metal-forming process config-
urations may be equally used for the form-
ing of miniature/micro-parts, although the
process capabilities are likely to be con-
strained more, due to additional material,
interfacial and tooling c onsiderations in
micro-forming.
2. The types of materials which could be formable
at micro-levels are prescribed more signifi-
cantly than for forming at macro-levels by the
micro-structures and grain-boundary proper-
ties of the materials. The forming limits for
these materials are, therefore, somewhat differ-
ent, compared to those for the forming of
macro-parts.
3. Size effects may exist in material/property and
tool/material interfacial property characteriza-
tion, depending largely on the micro-structures
of the materials, which leads to the require-
ment of the definition of these parameters with
reference to the actual materials an d interfaces
to be used.
CHAPTER
130