Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

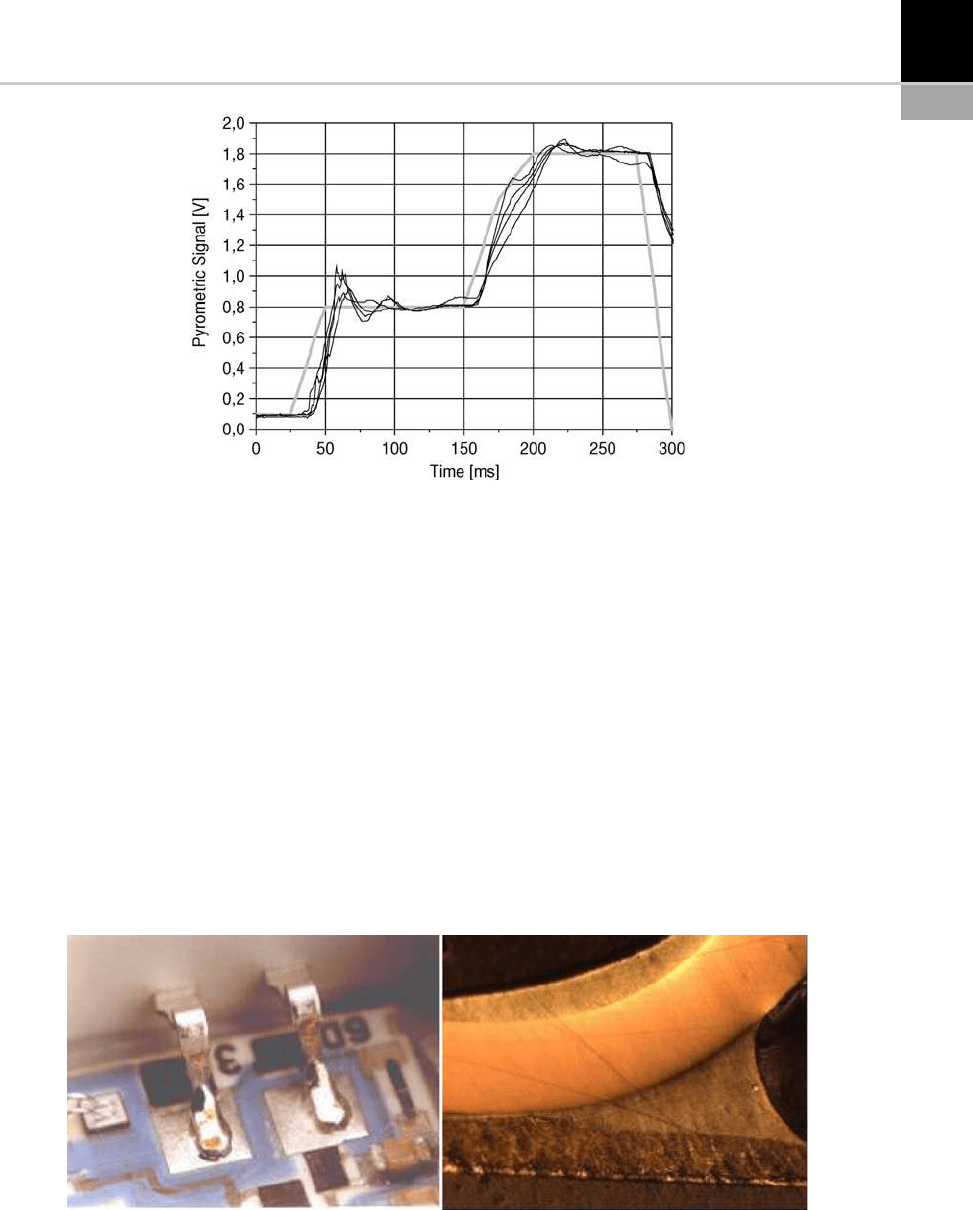
tension and by superheating of the molten solder
pool. After the laser beam is switched off at
t = 1.2 s, very high cooling rates are observe d.
This high rate is caused by the optimized heat
transfer into the aluminum base-plate. At point
F the solder solidifies. The change of the descend-
ing slope in the signal curve at the crystallization
point F is known from the thermal analysis of
solidification reactions in the literature [13,14].
Based on a set of characteristic curves, bench-
marks can be determined and by changing specific
process parameters a thermal and temporal opti-
mized profile can be generated. Using these ana-
lytic profiles as set point settings for a closed-loop
control system, the energy input can be controlled
individually for each joining application or prod-
uct (Fig. 12-6).
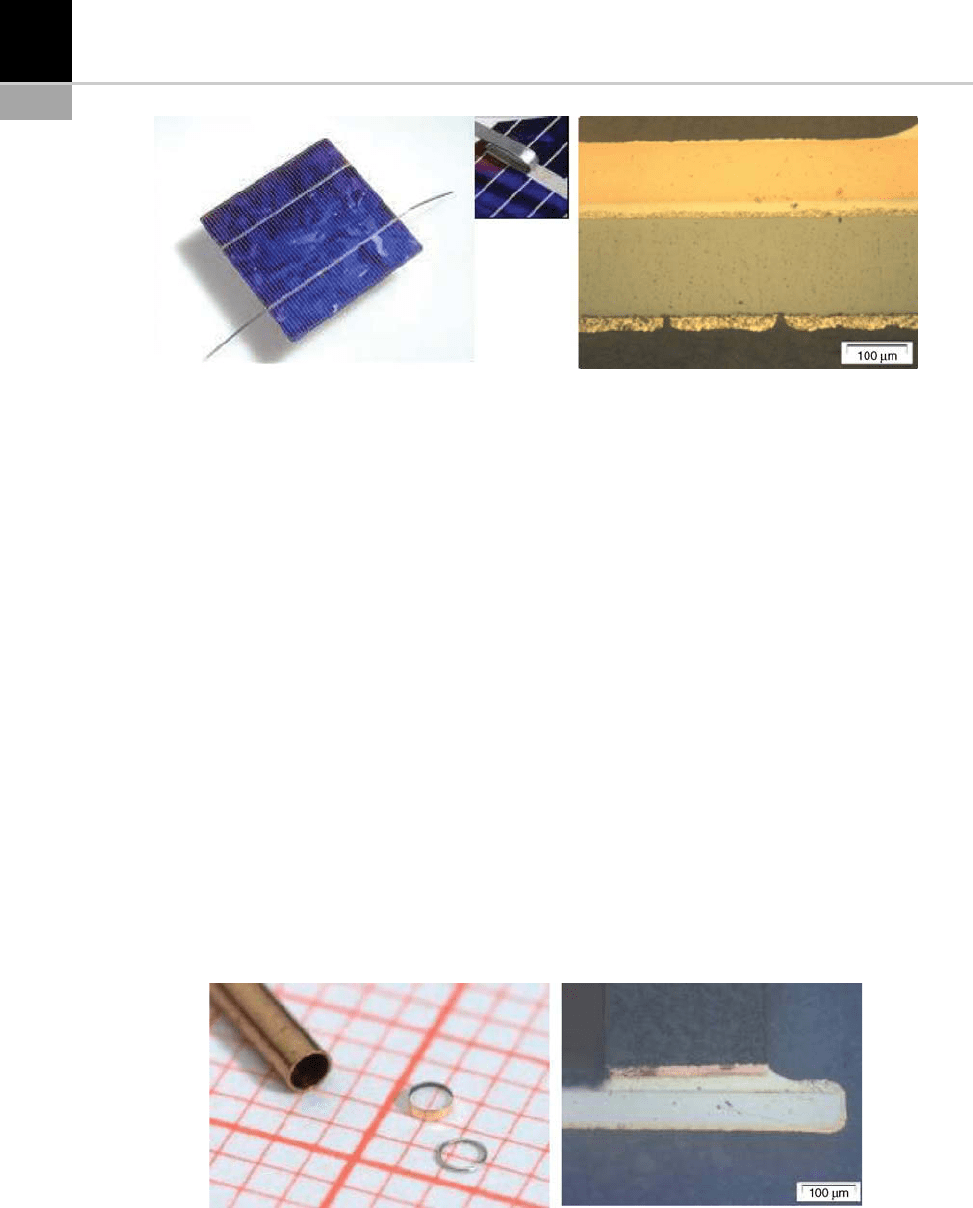
Figure 12-7 shows a detailed view of two solder
joints and a cross-section of a laser soldered
joint.
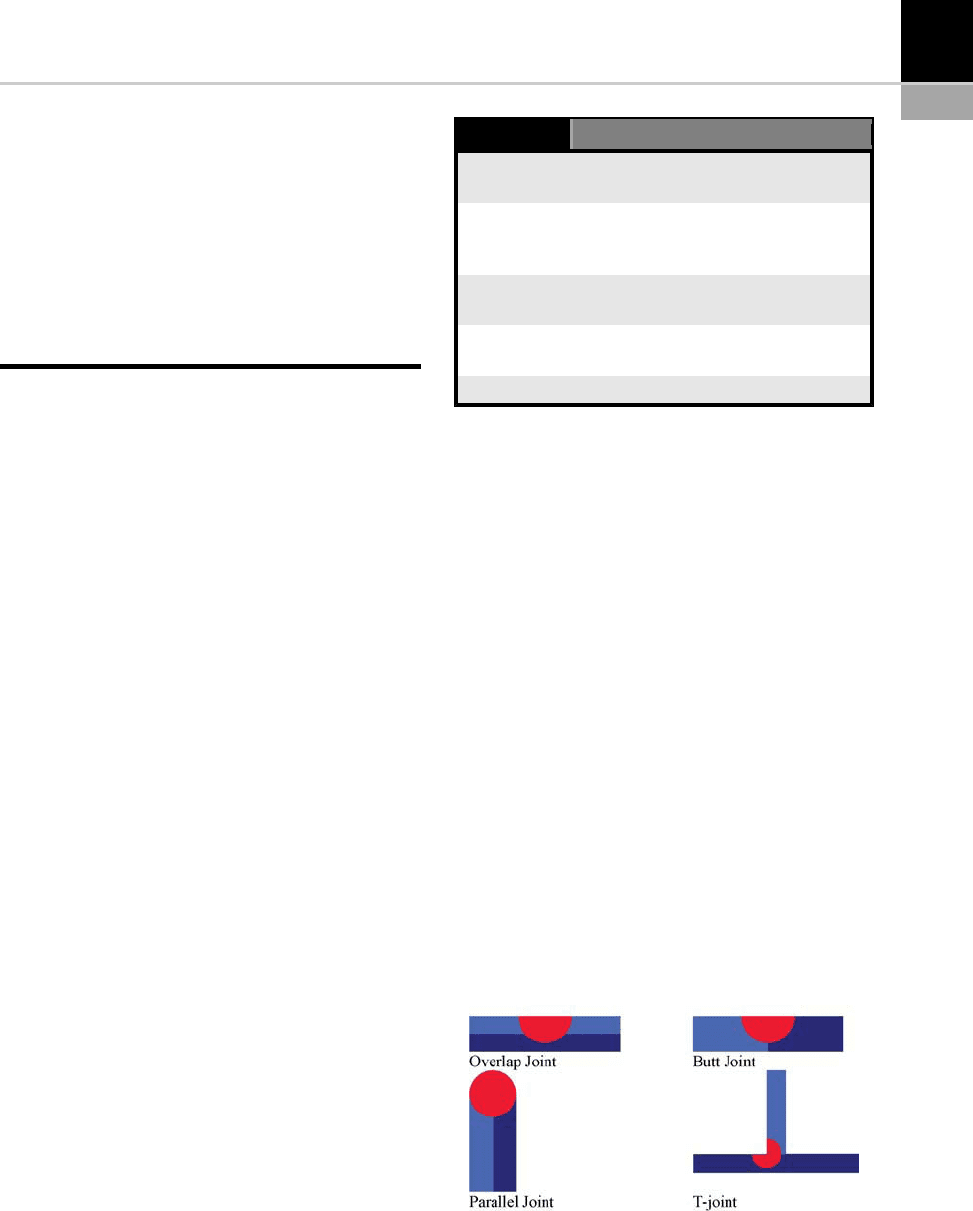
An innovative application for laser beam sol-
dering is the electrical contacting of solar cells for
photovoltaic module production (Fig. 12-8). Due
to the decreasing thickness of the solar cells (at the
present time 220 mm but in future likely to be
below 150 mm) the demand for a soldering method
without any mechanical contact has led to the
development of the laser beam soldering process.
The process is controlled by pyrometric sensors to
avoid thermal damage of the thin silicon wafer.
FIGURE 12-7 Detailed view of two solder joints (left) and cross-section of a laser-soldered joint (right).
FIGURE 12-6 Array of pyrometer signals recorded during different closed-loop controlled LBS processes. The gray curve
represents the defined set point settings.
CHAPTER 12 Laser Beam Micro-Joining 191
Laser soldering is playing an increasingly im-
portant role as an alternative to the gluing or
clamping of micro-optical components into metal-
lic mountings (see Fig. 12-9 left). In contrast to
laser soldering, the energy input by induction is
difficult for miniaturized optics with a diameter
smaller than 1 mm and mounting widths below
50 mm because of the smaller amount of material
for heating. Similarly, manual soldering using a
soldering iron raises problems because of the
small dimensions and therefore the resulting in-
sufficient reproducibility. An alternative to these
processes is soldering by using a high power diode
laser or a fiber laser. For these experiments the
joining components consist of a gold metallized
stainless steel mounting and sapphire optics, also
metallized with gold. An AuSn solder alloy with a
melting temperature of 280
C is used. By using a
fluxing agent, the surfaces are cleaned of oxides
before soldering and the joining area is prevented
from oxidation during the soldering process. This
flux causes pores in the soldering joint and there-
fore pores can be detected. By means of a pyro-
meter it is possible to set a controlled process and
a two-step temperature profile, as recommended
in the literature for soldering. At the beginning of
the laser soldering pro cess the flux is activated at a
lower temperature (150
C), while in the second
step the necessary energy for the melting of the
solder alloy is applied. This process management
reduces the number of pores within the soldered
joint significantly (Fig. 12-9 right).
The gap is filled homogeneously with the sol-
der by capillary forces: excessive solder does not
wet the surfaces of the sapphire but wets the
mounting on the laser facing side. Both diode
lasers focused to 1 mm and fiber lasers collimated
to 1 mm diameter or lower can be used as laser
sources. The advantage of the fiber laser is that the
focal position does not have to be aligned because
of the Rayleigh length of greater than 1600 mm.
Application areas of selective laser beam sol-
dering using high power diode lasers are manifold
and are not confined to a special branch of
FIGURE 12-8 Electrical contacting for solar cell interconnection.
FIGURE 12-9 Joining components: bushing, sapphire optics, solder preform (left) Cross-section of a soldering joint (right).
192 CHAPTER 12 Laser Beam Micro-Joining
industry. Currently industrial applications are
focused on electronics assembly, especially for
the automotive sector. Discr ete mounting of
critical components, soldering of cable strands,
soldering and brazing of micro-electronic and
micro-mechanical components and cable assem-
blies are industrial applications of laser beam sol-
dering.
LASER BEAM MICRO-WELDING
Laser beam micro-welding is a versatile and flexi-
ble manufacturing technology, which has found its
way into various industrial applications. Electron
guns for CRT displays have been produced using
Nd:YAG lasers since the 1970s. Such an electron
gun contains more than 150 spot welds to assem-
ble the different parts. This adds up to 15 million
laser pulses per day. In many other industrial fields
laser beam welding tends to become a standard
manufacturing technology for small products.
In the watch industry, gear wheels and arbors
will no longer be joined in a press fit process, but
by means of laser beam welding. In the automo-
tive industry increasingly more sensors and com-
ponents such as relays and control units are being
mounted directly under the hood and have to
undergo heavy vibrations and high temperatures.
The joints in these components have to survive
these stresses with a long estimated lifetime and
a very low failure probability, as they are part of
the safety equipment.
As a variety of different geometries and differ-
ent accessibilities have to be joined securely, only
a joining technology with high flexibility at rea-
sonable cost and the ability to provide short cycle
times can be used. Alternative joining methods
often reach their limits in terms of product quality
and reliability (Table 12-2).
Laser beam micro-welding is a non-contact
process without any tool wear-out. The process
duration is shorter than that of comparable tech-
niques. The joining process may be finished
within a few milliseconds, whereas the whole
cycle time is determined by loading and unloading
of the components to be joined as well as by the
specifications of the laser source.
One main advantage of laser beam welding is
its flexibility: part geometry, mat erial and mate-
rial combinations can be changed very easily
because the energy input can be controlled and
the intensity and the power can be adapted to
the task over a wide range. Spot welds as well as
continuous weld seams can be applied. Process
monitoring as a main requirement in industrial
production lines can easily be integrated as inline
weld monitoring or offline inspection of the weld .
Laser beam welding requires good contact
between the joining partners. To obtain good
results the joint geometries in Fig. 12-10 have
been established.
Processes and Results
The most commonly used laser source is a pulsed
flashlamp pumped Nd: YAG laser at a wavelength
of l = 1064 nm with a low absorption in nearly all
TABLE 12-2
Alternative Joining Methods
Joining method Disadvantage in comparison to
laser beam welding
Adhesive bonding Elaborate surface pre-conditioning
Lower bond strength
Long process time
Swedging or border
crimping
Tool wear-out
Additional forces
Resistance welding Two-sided accessibility
Limited material choice
Soldering Reduced high temperature strength
FIGURE 12-10 Joint geometries for micro-welding.
CHAPTER 12 Laser Beam Micro-Joining 193
material. Typical data of commercially available
laser sources are listed in Table 12-3.
Pulsed flashlamp pumped Nd:YAG lasers offer
some advantages compared to continuously emit-
ting (cw) Nd:YAG lasers:
*
High maximum pulse power at moderate aver-
age power;
*
Better beam quality;
*
Affordable investment costs and low cost-of-
ownership;
*
Lower requirements for cooling;
*
Steeper slopes for pulse rise time;
*
Pulse forming capability.
The applicability of optical fibers to guide the
laser light offers new possibilities for industrial
use within manufacturing equipment. The sepa-
ration of the laser source itself and the working
head inside the machine or even the possibility
of using one laser source for different machines
by energy-sharing or time-sharing mechanisms.
By means of this the use of lasers becomes more
economic.
The new sources, e.g. fiber lasers, now combine
better beam quality with reduced costs.
Beam Delivery
For Nd:YAG lasers, there are two possible ways
for beam delivery: direct beam and fiber delivery
[10]. The beam quality of a direct beam (BPP 8–
20 mm mrad) is better than the beam qua lity of a
fiber guided system (BPP 15–30 mm mrad). The
intensity distribution of a direct beam is normally
a Gaussian distribution, whereas the fiber guided
system has a top-hat distribution. Thus the Gauss-
ian distribution can be focused better to smaller
beam diameter.
A disadvantage of Nd:YAG rod lasers is the
influence of the thermal lens. Beam quality and
intensity distribution are dependent on duty cycle,
pulse duration and laser power. They also can
change from pulse to pulse as well as within one
pulse. Therefore a laser beam guided through an
optical fiber by multiple reflections is homoge-
nized. Beam quality and intensity distribution
are predetermined by the diam eter of the fiber
and its NA an d vary only slightly. Further more,
the maximum temperature of the weld bead using
a Gaussian distribution is normally higher, so the
top-hat distribution is normally more appropriate
for laser beam welding.
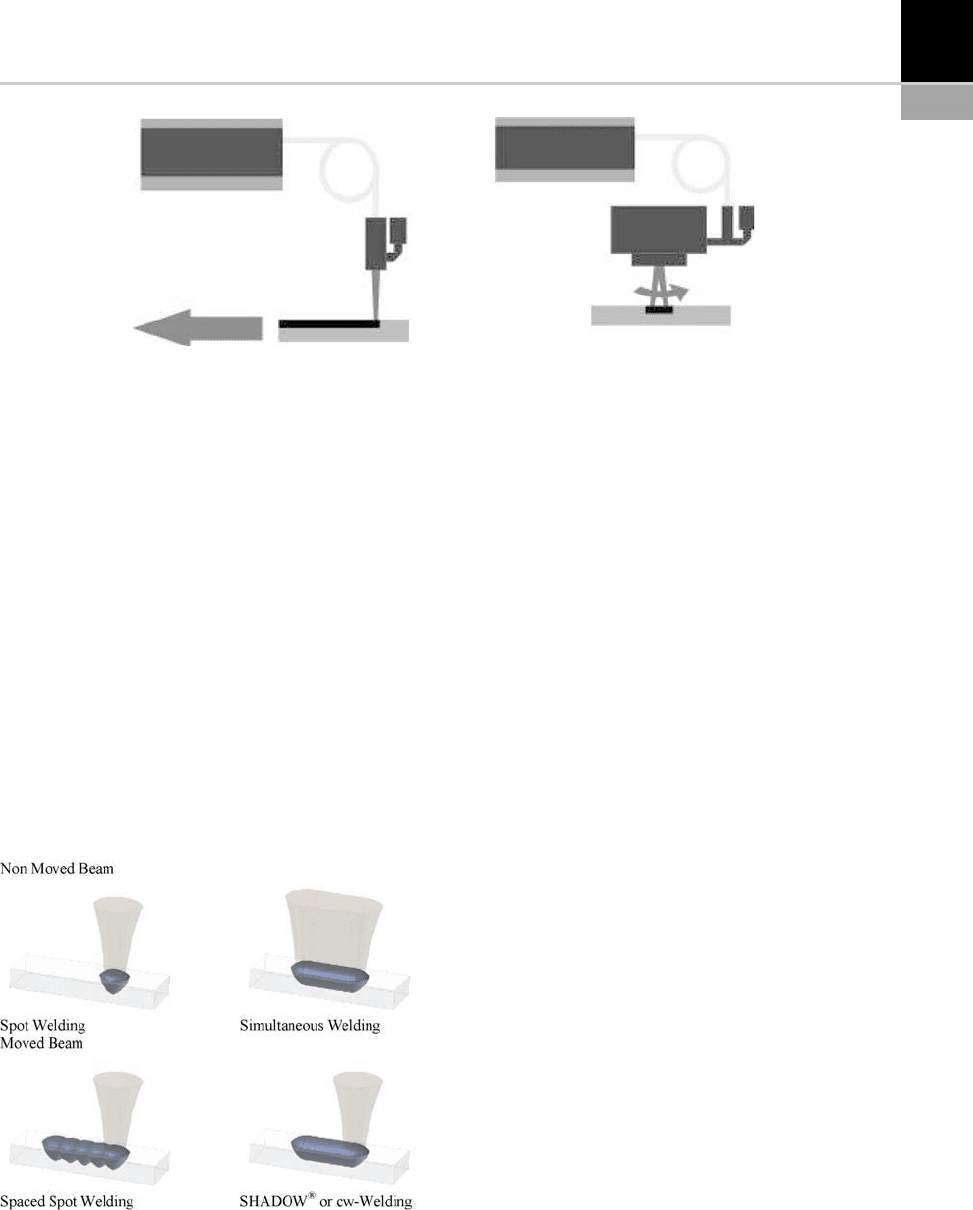
The positioning of the beam can be made, by
using a Cartesian positioning system, to move the
workpiece or by moving the beam by means of a
galvanometer scanner (Fig. 12-11).
Typical applications of laser beam micro--
welding are dealing with wires and thin sheets
ranging from several tens of microns to 1 milli-
meter in thickness. The diameter of the laser beam
should be of the dimension of the thickness of the
parts to be welded, although in certain appli-
cations it can be larger. Sometimes the parts are
already placed in a polymer housing (e.g. a pre-
molded package). Here it has to be taken account
that the housing material must not be influence
by diverging laser radiation or by the heat created
by the joining process. The main materials are
steel and coated and uncoated copper alloys.
TABLE 12-3
Typical Specifications of Pulsed Nd:YAG Laser Sources and Fiber Lasers
Pulsed Nd:YAG Fiber Laser
Average power 10–400 100–200
Pulse power (kW) 1–7 –
Pulse energy (J) 1–50 –
Pulse duration (ms) 0.1–20 Cw
Beam quality (mm mrad) 8–16 0.4
Beam diameter (mm) 50–400 35
Fiber diameter (mm) 100–500 10–50
194
CHAPTER 12 Laser Beam Micro-Joining
Often combinations of materials have to be
joined, e.g. steel/copper or steel/brass. In this sit-
uation the joint geometry determines the weld-
ability. As the joining tasks differ greatly in terms
of geometry, dimensions and material, attention
has to be paid to the heat conduction in the parts.
Sheets with a thickness of below 500 mm cannot
be treated as sem i-infinite bodies. Therefore, heat
accumulation at the back face of the sheet influ-
ences heavily the welding as well as the heat losses
into the surrounding material of the parts and the
clamping devices.
In micro-technology three different types of
joining methods are applied: spot welding, spaced
spot welding to create lines and continuous seam
welding (Fig. 12-12).
Spot Welding
Spot welding will be applied if only small connec-
tion cross-sections are needed or if the available
space is not sufficient for elongated weld seams.
The diameter ranges from 100 to 800 mm depend-
ing on the beam diameter, the material and the
laser power. The spot welding process can be
divided into four phases: heating, melting, melt
flow dynamics and cooling. Depending on the
intensity, evaporation of material may occur.
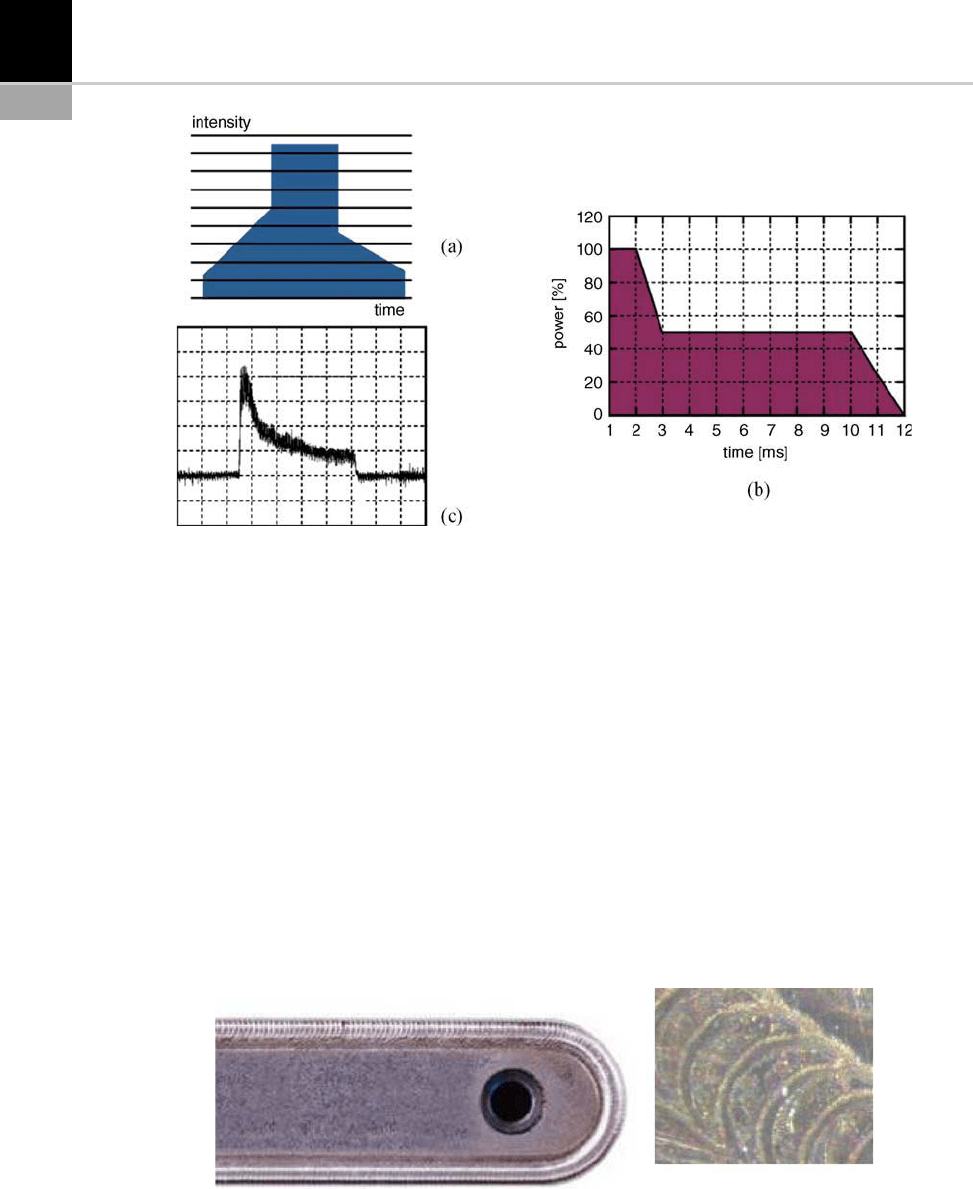
By means of pulse forming, the intensity can be
adapted to the sequence of the process phases. A
typical pulse form is given in Fig. 12-13.
For some materials a pre-heating, as shown on
the left in Fig. 12-13, is favorable. Other materials
such as copper alloys require high intensities at the
beginning of the pulse in order to crack existing
oxide layers and to ensure stable uncoupling of
the laser energy .
Post-heating with well-controlled cooling con-
ditions may reduce the risk of cracks. Therefore a
pulse form as shown on the right in Fig. 12-13 can
be used. Typical pulse durations range from 1 to
15 ms.
For pure heat conduction welding, the weld
depth amounts to the radius of the weld spot
diameter. Increasing the intensity leads to evapo-
ration of material and to the establishing of a
capillary. The presently developing keyhole weld-
ing process creates deeper weld depths. The dis-
crimination between pure heat conduction weld-
ing and keyhole welding cannot be given for
micro-parts due to the given facts of heat accum u-
lation and the dimensions of the parts.
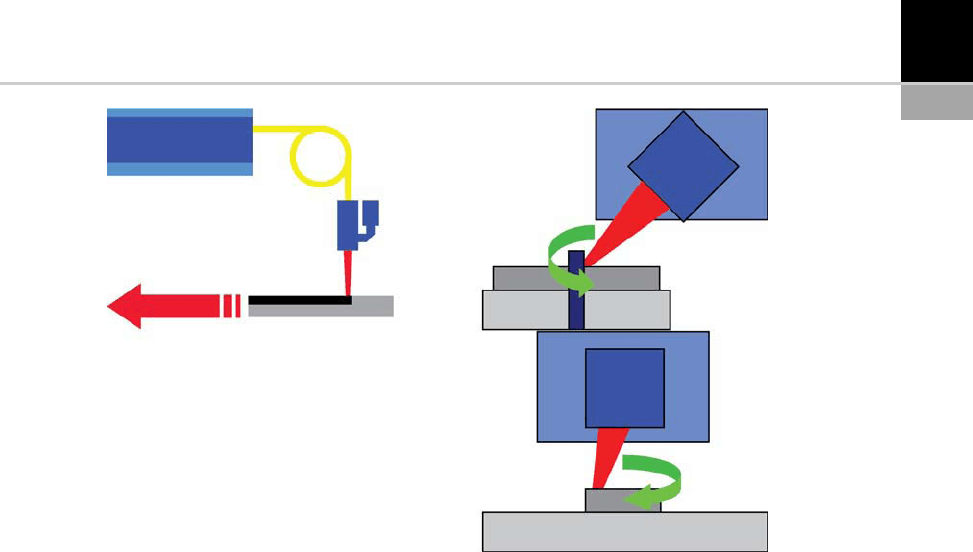
FIGURE 12-11 Positioning of the laser beam for micro-welding.
FIGURE 12-12 Classification of laser beam micro-welding.
CHAPTER 12 Laser Beam Micro-Joining 195
Spaced Spot Welding. Spaced spot welding
is realized by placing several spot weldings
at a certain overlap in order to achieve a seam
weld. The length of the seam i s scalable, but
the heat input is very high because for each
spot all process phases of spot welding have to
be passed through. This may lead to distortion
or thermal damage of the parts. Fig. 12-14
shows a cover of a battery housing for a pace-
maker.
Important process parameters beside pulse
power and pulse duration are pulse repetition
rate and feed rate. The latter two determine
together with the spot diameter the overlap of
two consecutive spots, which is usually in the
range of 60%.
Continuous Welding
Continuously emitting lasers are seldom used in
micro-technology to realize weld seams because
of the large beam diameter.
Up to the present time, cw laser welding has
been used only for longer joints and for larger
parts. A high average laser power, P
av
> 500 W,
and a high processing velocity, v > 5 m/min, are
required for cw laser welding. Above all, cw laser
sources are more expensive than pulsed laser
sources. Nevertheless the joints obtained by cw
laser welding show a smooth surface and an opti-
mized micro-stucture almost entirely without
pores. The energy per length is less for cw laser
welding than for pulsed laser welding.
FIGURE 12-13 Typical pulse form.
FIGURE 12-14 Typical application for spaced spot welding.
(Source: Lasag.)
196 CHAPTER 12 Laser Beam Micro-Joining
The idea is to apply continuous wave welding
to micro-parts with a part geometry of less than
500 mm and a weld width of less than 100 mm.
The use of pulse forming (te mporal shape of the
laser pulse) enables the joining of dissimilar mate-
rials such as steel to copper. As the length of the
weld seam will be very short, continuous wave
lasers tend to be off rather than being used for
welding. In a typical application until a welding
time of 20 ms and a part cycle time of 1 part per
second the duty cycl e amounts to 0.02 and the use
of a co ntinuous laser tends to be very inefficient.
Therefore a new technique called SHADOW
was developed to realize extended weld seams
with a pulsed lase r using one single pulse and
sweeping the laser beam over the surface during
the duration of the pulse.
SHADOW
stands for Stepless Hi gh Speed
Accurate and Discrete One Pulse Welding. It
was invented to weld small axi-symmetric parts
which can be rotated quickly during one single
laser pulse . This technique combines the advan-
tages of continuous wave welding, such as a
smooth surface and a high process speed, with
the possibilities of the pulsed laser systems, such
as lower costs and the capabi lity of forming the
temporal lapse of a pulse. Since the parts are small
the latter advantage of the process enables the
application in micro-technology, where the ther-
mal load of the assembled parts has to be well
controlled (Fig. 12-15).
Pulsed laser sources at present are able to gener-
ate a maximum pulse duration of t
H,max
¼ 20 ms.
Toweldpartsoveralengthofl =2mmaprocessing
velocity of v = 6 m/min is therefore required.
Comparing the energy input (E
H,SHADOW
=6J)
to the energy input for a similar joint using the
multi-pulse technique where ten pulses without
overlap are needed (E
H,p
=10 2.4 J = 24 J), it
is seen to be less by a factor of 4. Moreover, the
joined parts show less debris or pollution on the
surface and neglecting the time needed to acceler-
ate the process, and the processing time is dramat-
ically reduced.
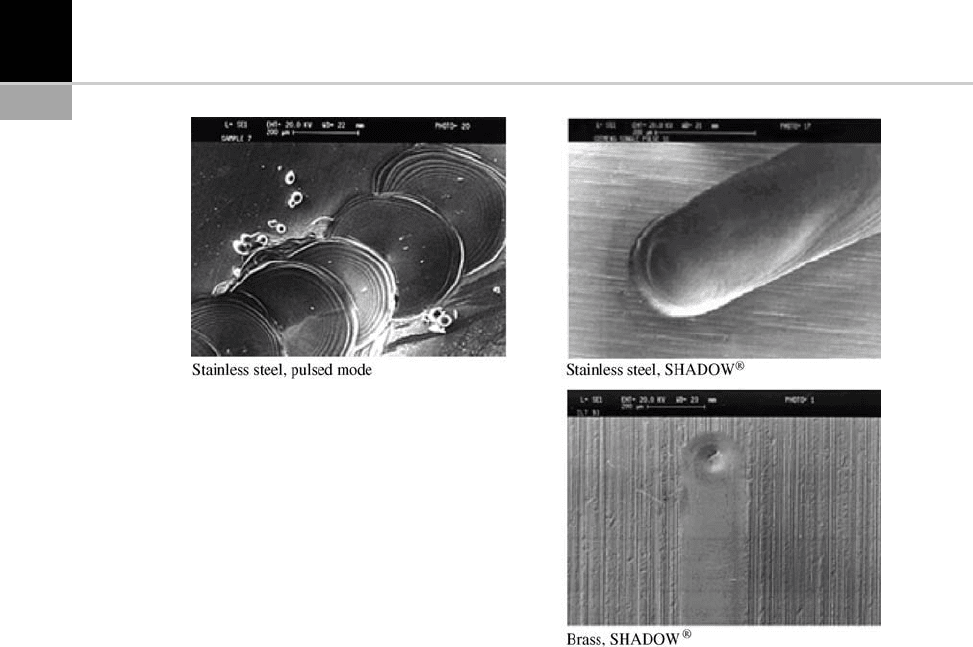
The effect of reduced energy input can be seen
in Fig. 12-16. As the transition from solid to
liquid is lim ited to the initi al instant of the pro-
cess, no particles or melt ejections occur. The
result is a smooth and even surface of the weld
seam.
FIGURE 12-15 Schematic drawing of the set-up.
CHAPTER 12 Laser Beam Micro-Joining 197
SHADOW
can be used for welding difficult
materials and to improve the weld quality.
The applications are shown in the following sec-
tion.
Applications of SHADOW
in fine Mechanics
and Electronics. The accuracy of a mechanical
watch depends on the quality of the rotating
spring assembly (balancer). For high-end watches
this balancer consists of a ring with four pins.
Here SHADOW
is used to weld the pin to the
ring. As the outer surface is diamond turned after
the weldi ng process the weld seam can no longer
be seen. The diameter of the an nular weld seam
can be adjusted to achieve either a ring around the
pin or, by reducing the diameter, the pin can be
molten in total (Fig. 12-17).
Instead of moving the laser beam by means of a
scanning head the complete part can be turned,
especially for the joining of a wheel to an axis or,
as shown in the following example, the inner cage
of a ball bearing. The axis in the middle of the part
prohibits the use of a scanning head where the
beam comes from the center of the field of view.
This application is done with a high speed rotating
workpiece with a tilted beam targeting from the
outside to the center of the part at an inclination
angle of 45
(Fig. 12-18).
Comparison of Conventional Pulsed Mode
Welding to SHADOW
. The already mentioned
advantages of the SHADOW
technique can be
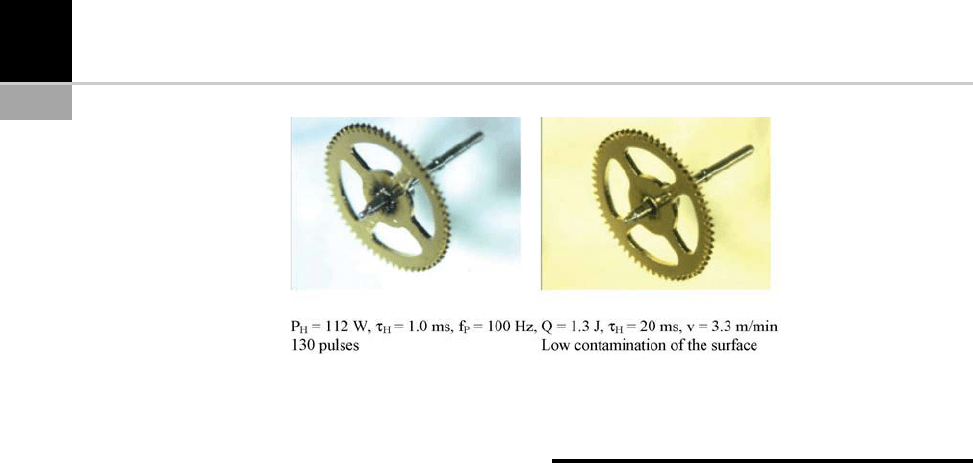
discussed in an example from the watch industry.
The application is the second hand of a gear
wheel. The typical combination of steel and brass
with its problem of evaporation of zinc is shown
in Fig. 12-19. Two different methods are applied
and the results are discussed in the following.
In pulsed mode, 130 pulses with a pulse energy
Q = 0.1 J are applied. The total energy amounts
to 14 J. In comparison, the SHADOW
technique
only uses one pulse with an energy Q = 1.3 J. The
reduction of the energy results in a smooth surface
without any ejection or particles on the part.
FIGURE 12-16 Examples of the weld seam with SHADOW
.
198 CHAPTER 12 Laser Beam Micro-Joining
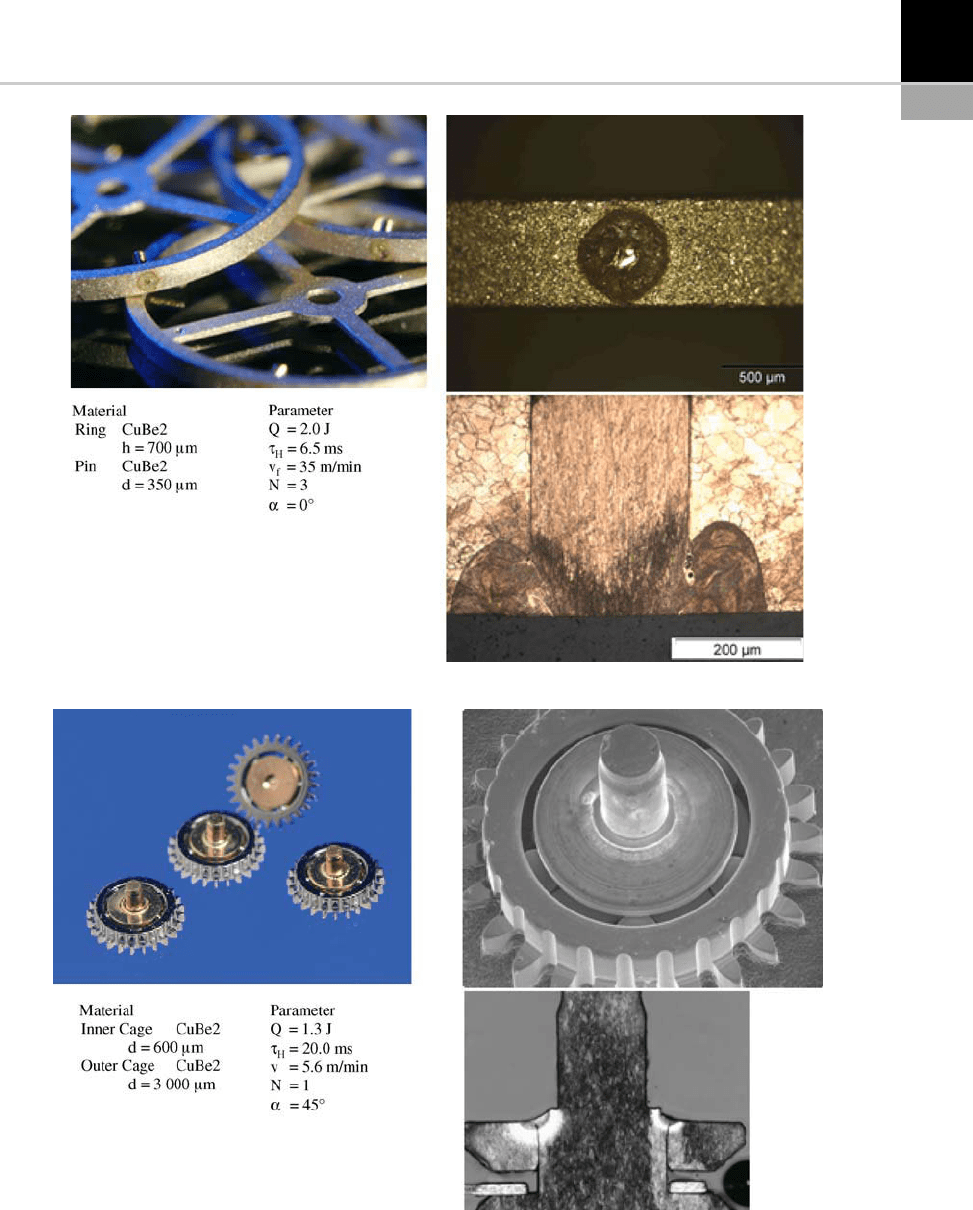
FIGURE 12-17 Balancer for mechanical watches.
FIGURE 12-18 Ball bearing.
CHAPTER 12 Laser Beam Micro-Joining 199
Pre-conditions and Limits of Laser
Beam Micro-welding
To determine the applicability of laser beam
micro-welding for a specific joining problem,
there are some crucial points that have to be inves-
tigated.
Offsets in the butt joint configuration and gaps
at all inst ances commonly create kerfs at the edges
of the weld seam, which decrease the stability and
strength of the joint. Furthermore, the surface
conditions such as oxidation or contamination
with lubricants due to preceding manufacturing
steps, e.g. stamping, change the absorption and
therefore the welding result. As a consequence
more pores may occur.
Reproducible clamping conditions are one
major precondition to assure reproducible weld
results. The thermal mass and the dimensions of
the parts are so small that differences in the posi-
tioning within the clamping, varying gaps or
clamping forces may not be compensated for.
Furthermore, the position of the focal plane
with respect to the surface of the workpiece is
crucial for the weld result. Defocusing due to
misalignment will lead to broadening of the
weld seam, taking into account that the inten-
sity distribution may seriously change the pro-
cess behavior. Finally, the mode of operation of
the laser source itself influences the weld
results. At the limits of the working range the
focusing conditions vary from pulse to pulse in
terms of pulse power, pulse form and intensity
distribution.
CONCLUSIONS AND REMARKS
Laser beam joining offers the advantage of well-
controlled energy input into the parts with low
effects on the surrounding material.
When welding micro-parts, two different kinds
of laser sources can be chosen: diode pumped sys-
temssuchasfiberorthindisclasersforlongerweld
seams and flashlamp pumped rod lasers used for
the SHADOW
technique. Fiber laser systems of
upto200Wareabletoweldstainlesssteelaswell
as copper up to thicknesses of at least 250 mm. It is
also possible to weld dissimilar metals in an over-
lap configuration. The beam diameter has to be
small to obtain a keyhole. However, the Rayleigh
length of a laser beam with 15 mmbeamdiameter
is smaller than 200 mm, so the requirements for
beam positioning are quite high.
The flashlamp pumped rod laser used for the
SHADOW
technique is more economic for weld
seams length of up to several half centimeters. The
SHADOW
welding technique combines the
advantages of continuous welding such as low
contamination and smooth weld beads with the
lower investment costs of a pulsed solid state
laser, with its capabi lity of pulse forming and
the good focusability due to its comparable beam
quality. As most micro-parts need only short weld
seams, the SHADOW
technique is often the
more economic welding technique.
Fiber lasers with their unique beam quality at
reasonable cost an d extremely small footprints
are at their point of entry into industrial use.
The possibility to realize very small weld seams
FIGURE 12-19 Comparison of conventional pulsed mode (left) welding to SHADOW
(right). Material: axis S20AP; 1
0.3 mm wheel CuZn37.
200 CHAPTER 12 Laser Beam Micro-Joining