Qin Y. Micromanufacturing Engineering and Technology
Подождите немного. Документ загружается.

also be joined with plastics. The combination of
the propert ies of these hybrid components offers
high mechanical strength, resistance to wear, high
temperature stability with, at the same time,
reduced weight and variable shape forming.
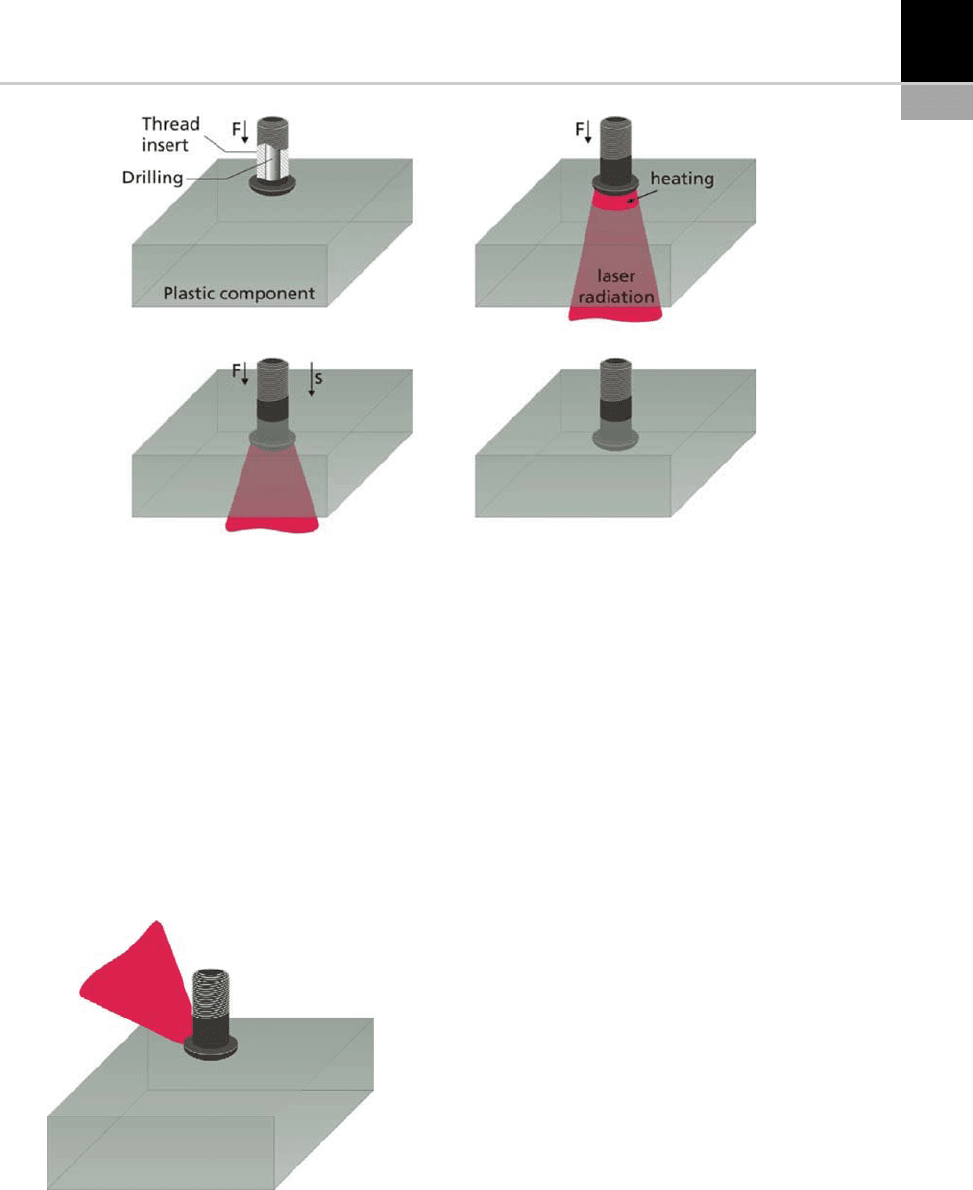
Due to the high energy density of laser radia-
tion, quick heating is possible. If necessary,
selected regions alone can be heated to limit the
total amount of absorbed energy. The tempera-
ture of the part can be measured by a pyrometer to
control the accurate joining temperature, depen-
dent on the materials and geometries used. Thus, a
stress-minimized insertion of the components is
possible and damagin g overheating does not
occur.
Transparent plates made of sapphire or fused
quartz integrated into the tool enable the irradi-
ation within the closed tool directly onto the
surface of the metal even during the forming
operation.
An essential process parameter is the joining
temperature. When too high temperatures are
applied, bubbling and discoloration occur. If the
temperature is too low, cracks open due to high
induced stress.
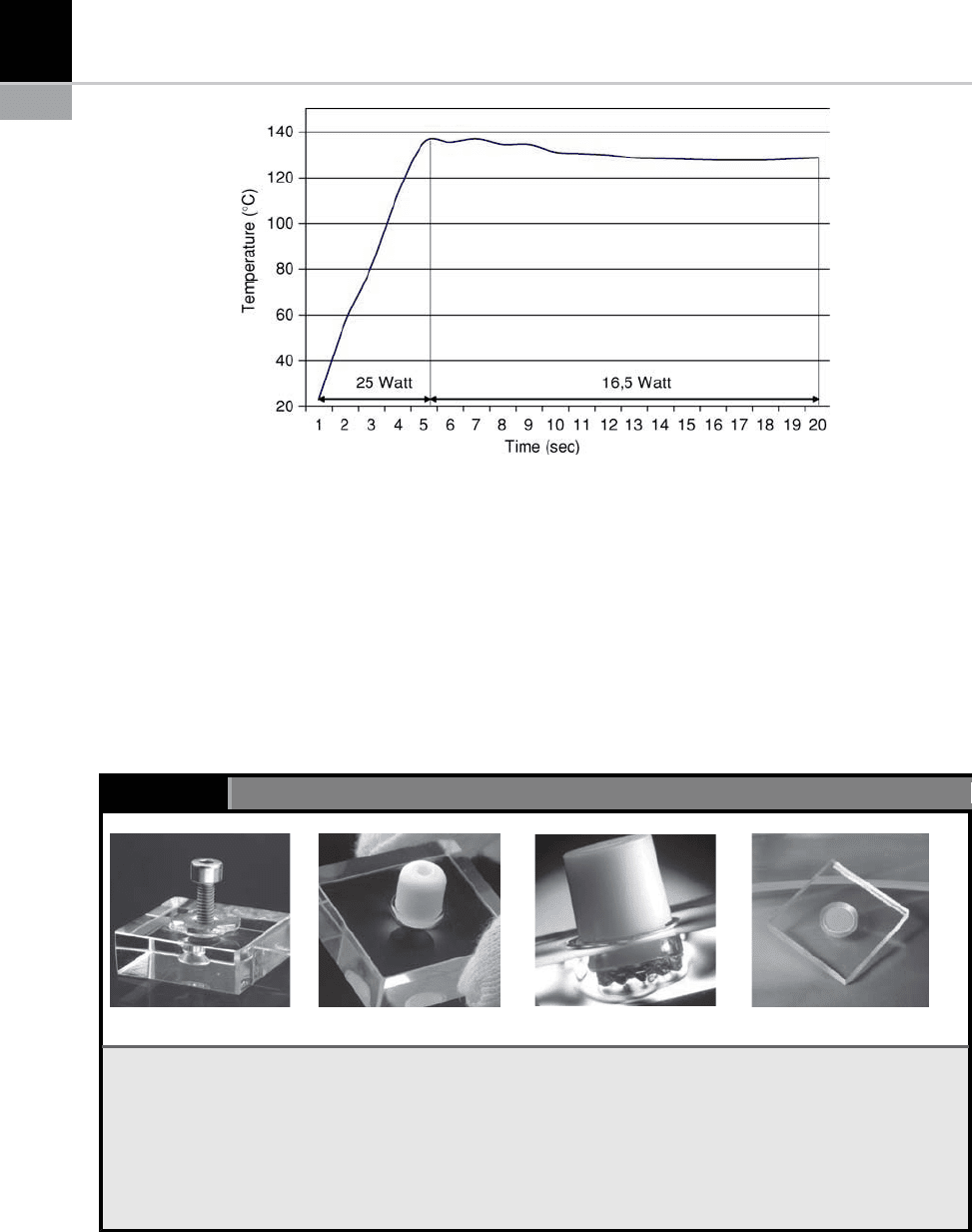
To reduce the cycle time a peripheral software
control for regulation of the power output is used,
which allows reducing the heating time by a time-
dependant power modulation.
A high power output is applied to reach the
intended temperature, then the power is reduced
to keep the temperature constant. An example of a
temperature/time curve is shown in Fig. 10-16.
In the present case there is a heating period of
4 seconds at 25 watts to achieve a temperature of
135
C. Afterwards the laser power is reduced to
16.5 watts.
FIGURE 10-15 Alternative irradiation strategy for non-
transparent plastics.
FIGURE 10-14 Process sequence.
CHAPTER 10 Laser-Assisted Micro-Forming 171
Plastic components can easily be formed,
which thereby enables many design possibilities.
Low density and chemical resistance are addi-
tional reasons for the increased application of this
material. On the other hand, the high strength is a
characteristic and important advantage of metals
and ceramics. The combination of the materials
results in the combination of their positive prop-
erties.
Principal fields of applications are anywhere
where this combination of properties is reason-
able. These are, for example:
1. Joining of rimless plastic eyeglasses with the
arm. Besides higher strength of the bond and
the security against loosening, new designs
are possible. No pre- or post-processing such
as pre-drilling for screwed connections is
necessary.
FIGURE 10-16 Reduction of heating time by modulation of laser power.
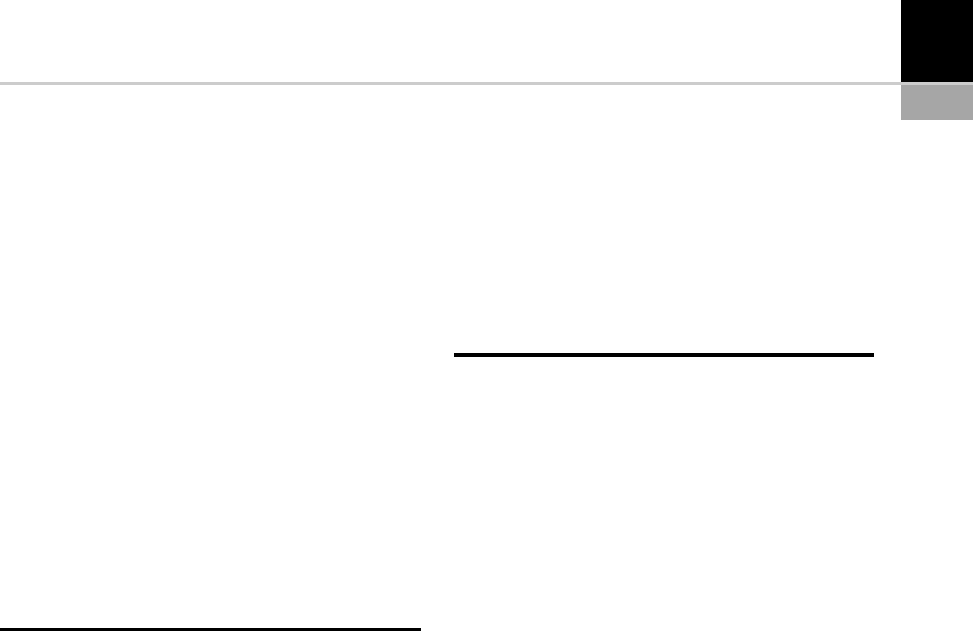
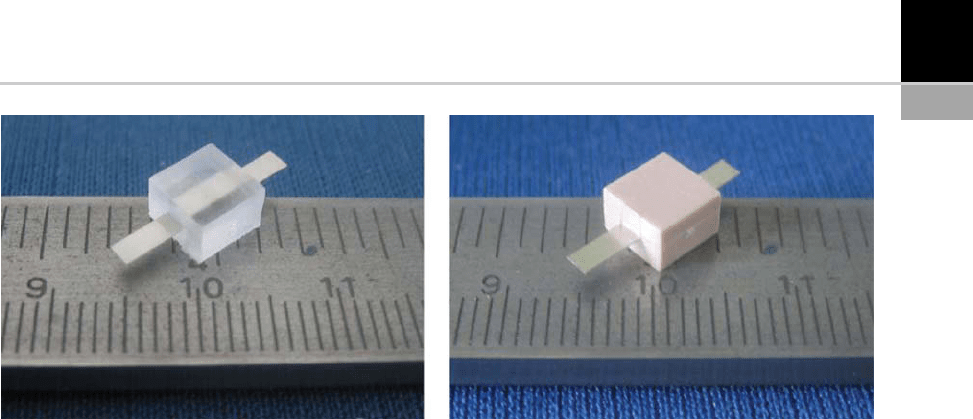
TABLE 10-1
Metallic Thread Insert Plastic-Ceramic Bond Plastic-Plastic Bond Plastic-Silicon Bond
– Material: steel, PMMA
– Thickness of plastic plate:
10 mm
– Screw diameter: M4
– Form closure by a bump
– Material: ZrO
2
; PMMA
– Thickness of plastic plate:
10 mm
– Diameter of cylinder: 8 mm
– Form closure by surface
roughness
– Additional drilling to avoid
throw-offs
– Material: Teflon, PMMA
– Thickness of plastic plate:
10 mm
– Diameter of cylinder: 10 mm
– Form closure by a groove
– Material: silicon; PMMA/PC
– Thickness of plastic plate:
3mm
– Diameter of silicon plate:
7mm
– Thickness of silicon plate:
0.3 mm
172
CHAPTER 10 Laser-Assisted Micro-Forming
2. Joining of plastic windows with metal frames
with high leak tightness.
3. Metallic pins at heavily and often loaded
hinges in plastic components, e.g. cell phones.
Besides having improved durability, the joint
also ensures higher product quality.
4. Mounting of plastic components on metal
components.
5. Plastic components with metallic inserts. The
mechanical load can be absorbed by the
mechanical part to reinforce the compound.
The main considerations of the process are:
1. Accessibility of the laser radiation to the com-
ponent to be heated;
2. Different temperature stability of both com-
ponents;
3. Maximum size of the components;
4. Geometry with positive locking.
Table 10-1 shows some exemplified bonds.
CONCLUSIONS
Warm forming with laser radiation is a promising
technique to enable new processes or enlarge the
processing limits of conventional processes. In
comparison to other production technologies like
lithography, no additional operations are neces-
sary. Elevated temperatures of the workpiece
material lead to a reduction of the yield stress
and an increase of the forming-ability. As heat
source laser radiation is applicable, making a fast
heating of selected areas of the workpiece is pos-
sible. The demand towards reproducible and high
quality process results requires the accurate mea-
surement of occurring temperatures during the
forming operation, which can be achieved by the
employment of a pyrometer. The system technol-
ogy, the process basics as well as exemplified
applications have been shown for the processes
of stamping, hot embossing and LIFTEC
.
REFERENCES
[1] E. Doege, St. Janssen, J. Wieser, Kennwerte f
€
ur die
Magnesiumumformung am Beispiel von AZ31 (2001).
[2] E. Egerer, T. Neudecker, U. Engel, Grundlagenunter-
suchungen zum Halbwarmmikroumformen, Tagungs-
band zum DFG-Kolloqium in SPP 1074 (2001).
[3] W. Hellwig, Spanlose Fertigung: Stanzen. Friedl,
Vieweg & Sohn Verlagsgesellschaft mbH, Braunsch-
weig, Wiesbaden (2001).
[4] S. Kleiner, Magnesium und seine Legierungen,
Feinstbearbeitung technischer Oberfl
€
achen – 6, Inter-
nationale IWF-Kolloqium (2002).
[5] W. K
€
onig, F. Klocke, Blechbearbeitung, Fertigungs-
verfahren Band 5, VDI Verlag, D
€
usseldorf (1995).
[6] H. L
€
upfert, Metallische Werkstoffe, Akademische
Verlagsgesellschaft Geest & Portig K.-G, Leipzig
(1958).
[7] A. P
€
ollmann, Prozessparameter beim Scherschneiden
von Karosserieblechteilen, Druckhaus Berlin-Mitte
GmbH, Berlin (1997).
[8] H. Schmann, H. Oettel, Metallographie, Wiley-VCH
Verlag GmbH, Weinheim (2005).
[9] K. Sieber, Werkstoffe, Fertigungsverfahren und
Maschinen der Massivumformung, VDI-Verlag
GmbH, Hamburg (1969).
[10] F. Vollersten, M. Schilf, T. Seefeld, Verbesserung der
Umformbarkeit von Aluminiumlegierungen, in: UTF
Sience 4 (2006) 1–5.
CHAPTER 10 Laser-Assisted Micro-Forming 173
11
Micro-Mechanical-Assembly
Hans Nørgaard Hansen, Mogens Arentoft,
Guido Tosello and Asta Gegeckaite
INTRODUCTION
This chapte r gives an introduction to micro-
mechanical assemb ly and proposes a classifica-
tion and characterization of micro-mechanical
assembly methods. Micro-mechanical assembly
is defined as assembly methods on a micro-scale,
where the relative position of components is
retained by exchange of contact forces provided
by mechanical constraints. Based on this defini-
tion, the current chapter will not deal with solid
bonding, welding, gluing, etc.
In view of the high quality and accuracy require-
ments on the mechanical assembly of miniaturized
products in the precision mechanical engineering
industry, manual methods still prevail. Manual
micro-assembly procedures are extremely demand-
ing on the human operators performing them,
time-consuming, costly and frequently they give
rise to quality problems in terms of uniformity.
Automatic procedures with a low level of flexibil-
ity have been adopted only where high product
volumes occur [1–3]. Hence, highly automated
systems for micro-assembly are not suitable for
medium/small production batches due to their
not respecting the minimum cost of manufacturing
principle. These problems are rendered more
severe by the trend towards further miniaturization
of mechanical components and by the increasing
variety of products and models.
Forms of flexibility have been developed in
classical macro-scale assembly technology which
can also be adopted in princ iple when assembling
micro-components. Assembly systems can be
adjusted to various models by mean of a modular
product design which uses easily interchangeable
product-specific system components. Further-
more hybrid micro-systems to be assembled
should be constructed on a modular principle,
dependent on the particular application, by using
standard components [1,3].
The actual mechanical assembly function
can be divided into the following constituent
functions:
*
Handling and positioning.
It has the function of putting two or more
objects into a particular mutual position and
orientation. Handling comprises processes of
selection and preparation of components for
composing or checking and transportation to
the following production, assembly or packag-
ing systems.
*
Mechanical assembl y.
It has the function of ensuring the mutual rela-
tionship between components against outside
effects. By mechanical assembly, connections
between the components can be created by
means of mechanical constraints. The assembly
process can be achieved by means of shape,
material, force, etc.
*
Quality control.
It has the function of ascertaining whether the
mechanical assembly process has been carried
out as specified. Checking represents those pro-
cesses by which the compone nt’s presence and
position are checked in addition to the quality
of the finished product.
CHAPTER
174
Assembly becomes particularly challenging
when dealing with micro-products. A first
approach may be to min iaturize macro-scale solu-
tions by simple downscaling of dimensions. This
approach reaches a limit with respect to obtain-
able tolerances in manufacturing processes and
handling solutions. Another natural approach is
then to try to reduce as much as possible the
mechanical manipulation of micro-components,
through a higher level of integration as compared
to that of conventional size products. This
involves a high degree of integration with the
design phase when the product development is
still in the early stage as well as the choice of
materials, which obviously determines the process
choice itself [1].
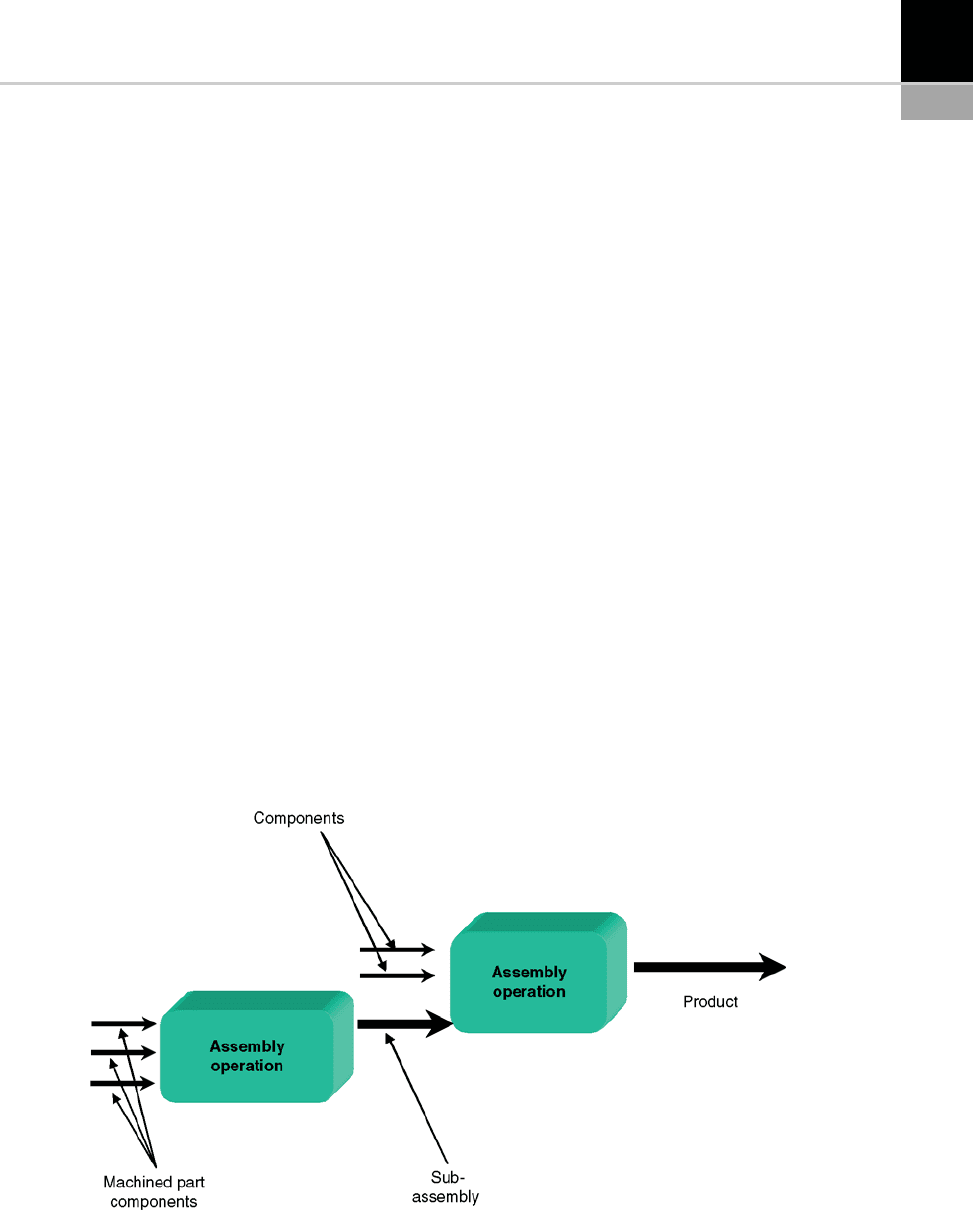
Finally it should be considered that the assem-
bly of two or more compone nts may result in a
sub-assembly which will then be subject to further
processing or assembly (Fig. 11-1).
Mechanical assembly of micro-components
presents quite a few challenges because of the
reduced dimensions [3]:
*
In the micro-world, submicron precision is
often required, comparable to wafer stepper
precision. This degree of precision is beyond
the calibration range of conventional open-
loop precision assembly devices used in
mechanical industry. Closed-loop strategies are
required to compensate for poor kinematic
models and thermal effects: real-tim e vision
feedback is perfectly suited for this application.
*
In the micro-world, forces other than gravity
dominate due to scaling effects. Surface-related
forces, such as electrostatic, van der Waal s and
surface tension forces, becom e dominant over
gravitational forces.
*
Manual handling of micro-parts shows the
problem of the loss of direct hand/eye coordi-
nation. It implies a series of interconnected
problems: because of the dimensions in the
micro-range, microscopes for vision and
micro-grippers for manipulation are suitable.
In order to achieve a good resolution, high mag-
nification is used, but then problems related to
restriction of field of view (smaller than the
object), very short depth of focus (an unc lear
image) and short working distance arise. Mag-
nification could be reduced, but then issues of
trade-off between field of view and resolution
emerge. Furthermore, micro-grippers have less
degree of freedom than the human hand and
lack of force feedback.
*
Manual handling is time consuming because
operators can handle only one or a few objects
at a time, which implies high production costs.
FIGURE 11-1 Levels of micro-assembly.
CHAPTER 11 Micro-Mechanical-Assembly 175
CLASSIFICATION OF MICRO-
MECHANICAL ASSEMBLY
METHODS
Micro-mechanical assembl y met hods can be clas-
sified according to the mechanical constraint and
the way the mat erial is processed in order to
achieve this constraint (Table 11-1). The mechan-
ical constraint is divided into two categories: pos-
sibility for disassembly or no possibility for disas-
sembly. The material conditioning characteristics
are no deformation, elastic deformation, plastic
deformation, flow and solidification. The micro-
mechanical assembly met hods listed in the table
are those typically found in the literature when
searching for micro-assembly. This implies that
methods and technologies may exist which are
not mentioned in this chapter. However, it is
believed that the most relevant technologies are
mentioned in Table 11-1. A more specific descrip-
tion of the single technologies will be given in the
following sections.
Micro-snap Fits
Micro-snap fit is a mechanical joining method,
based on the elastic deflection of joint features
on one micro-part that are inserted into a mating
feature on another micro-part, to obtain an elastic
interference.
Complicated micro-structures consisting of
multiple components can be assembled using snap
fasteners. They also have great potential when
being lifted out of plane and used as vertical
plug-in connectors.
A snap fastener consists of a mating pair of an
anchor and flexible latches. As an example, it may
have two outer latches and a central anchor. The
latches are supported on flexible beams. In its
disengaged state, the anchor and the latches can
move freely with respect to each other.
In this type of assembly only a linear movement
is required to engage the components. The relative
positioning accuracy required depends on the
absolute dimensions, but is relatively large due
to the self-aligning nature of the joint. The design
can be modified in such a way that the required
force for engagement is small. See [4–8] for exam-
ples of micro-snap fits.
Micro-screwing
Screws are components with a thread (a uniform
cross-section following a spiral or helical path)
either on the inside or outside surface. Threads
may be right handed or left handed. The screw
may be cylindrical or tapered. Cylindrical screws
need a counterpart geometry, whereas tapered
screws usually create the geometry in the counter-
part. Assembly operations involving screws
require a combined translational and rotational
movement. Furthermore a certain alignment
accuracy of the screw with respect to the counter-
part is required. The level of this accuracy depends
on screw dimensions and tolerances.
TABLE 11-1
Overview of Mechanical Assembly Methods at the Micro-Scale
Characteristic Material Constraint
No
Disassembly
Disassembly
Possible
No
Deformation
Elastic
Deformation
Plastic
Deformation
Flow and
Solidification
Snap fit X X
Screw X (X) X
Velcro X X
Joinery X X
Injection molding X X
Riveting, folding,
clinching
XX X
176
CHAPTER 11 Micro-Mechanical-Assembly
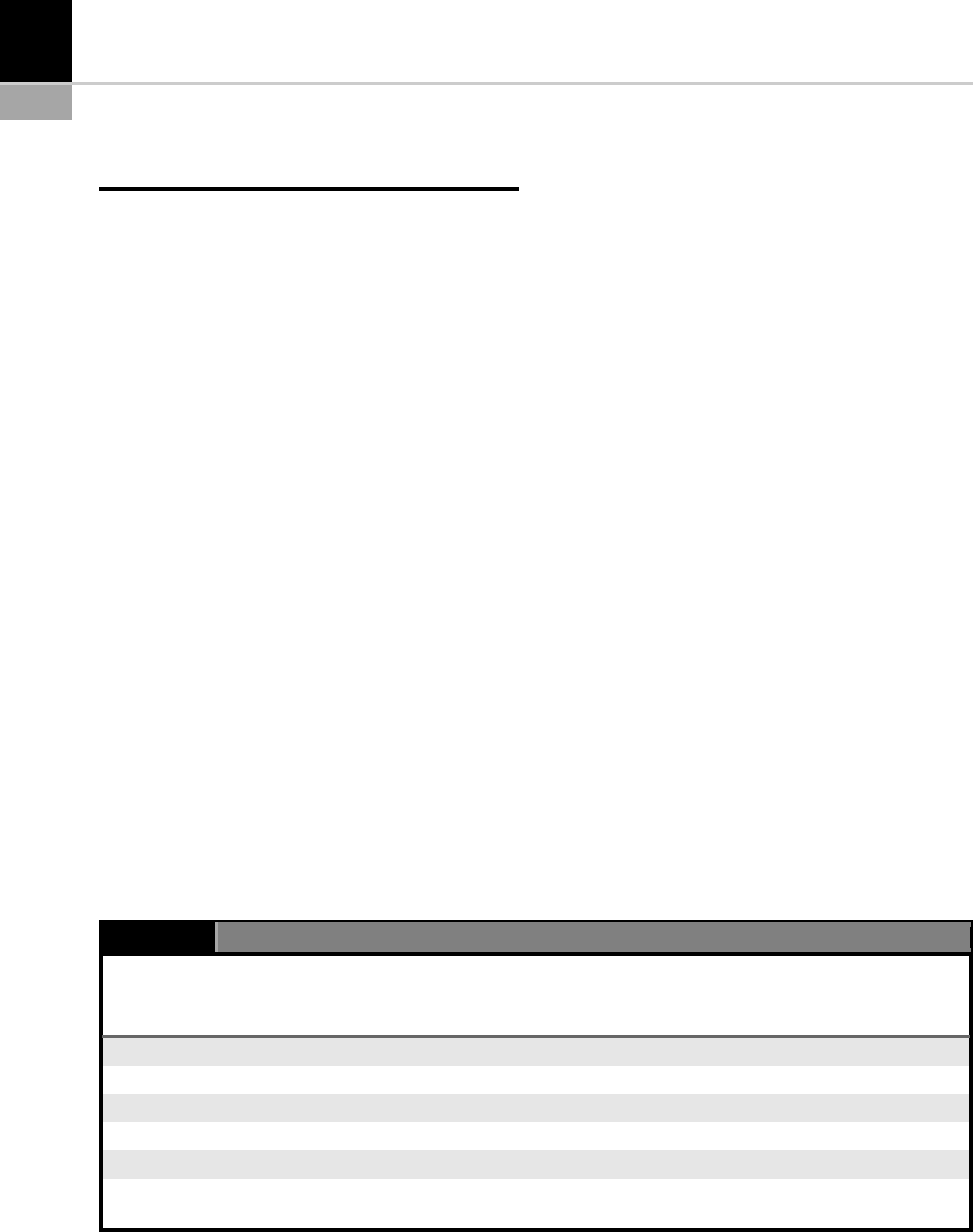
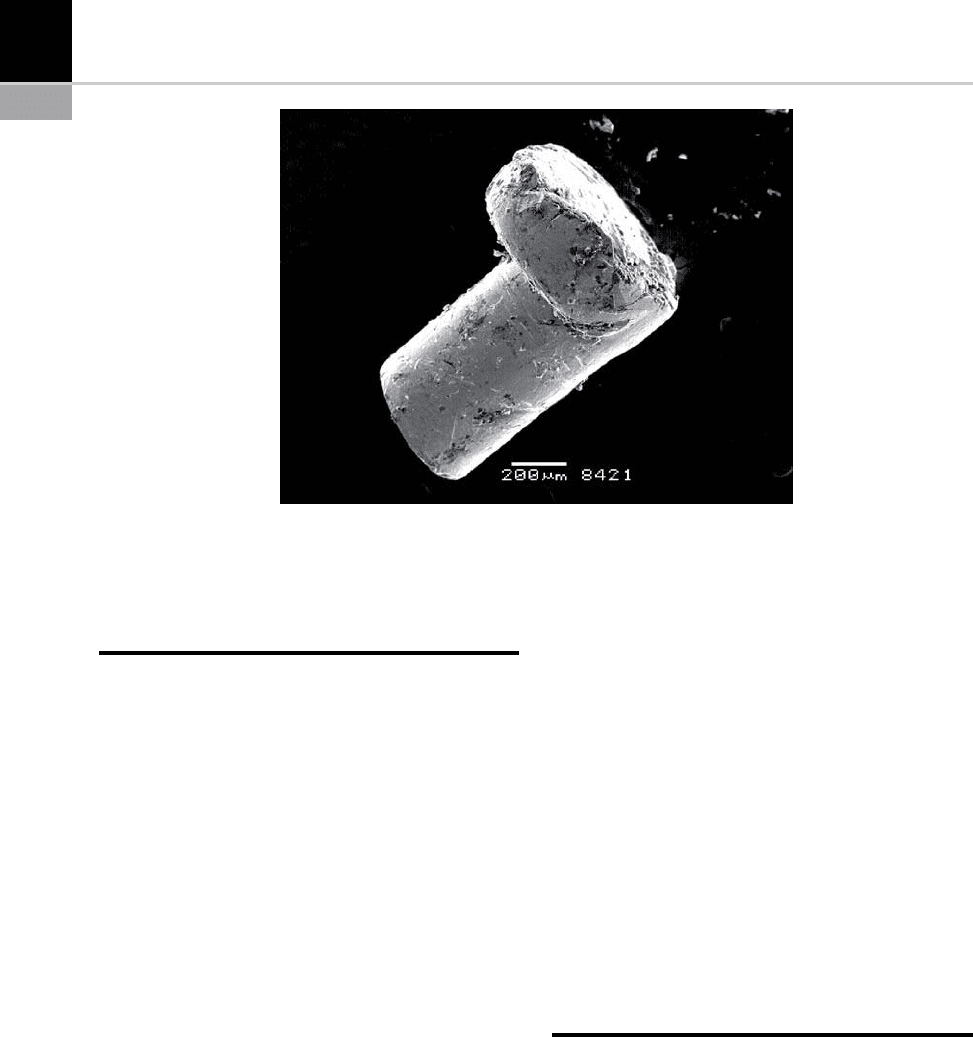
Very little literature exists on micro-screwing
although it is extensively used, for example in the
watch industry. ISO standar d geometries are not
necessarily scaled down to micro-scale (metric
screws according to ISO 68-1) in these applica-
tions (Fig. 11-2). Micro-screws are used in medi-
cal devices (e.g. hearing aids) as one of the
simplest fastening components. In some of the
products, the screw has another functionality,
namely creating an electrical connection.
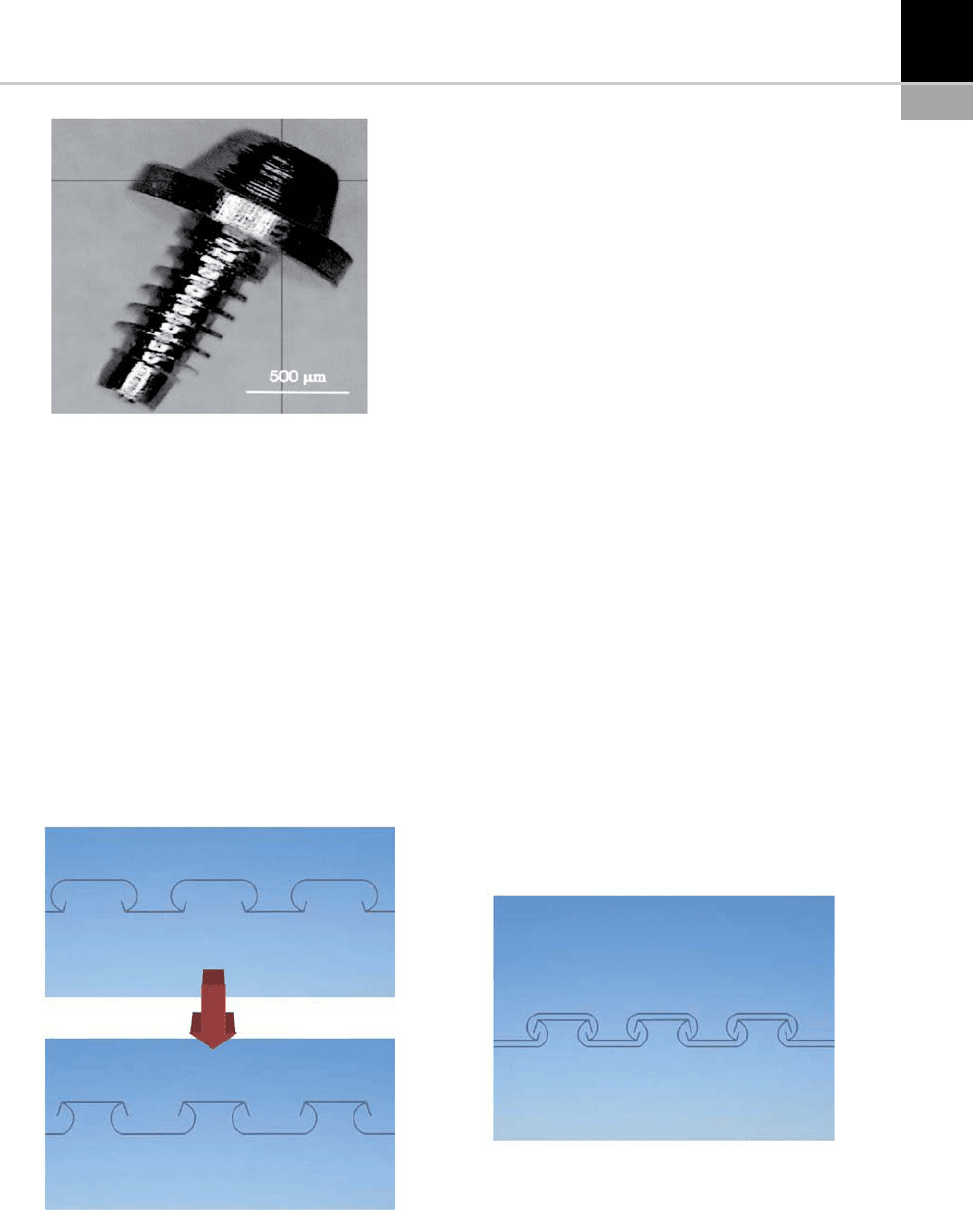
Micro-Velcro
Micro-Velcro is a micro-mechanical fastening
system, based on silicon micro-machining tech-
nology, which results in a strong, permanent bond
without chemical adhesives (Fig. 11-3). The
working principle is based on arrays of micro-
mechanical mating structures, which act as
mechanical adhesives.
The joining principle of micro-Velcro is based
on the matching of silicon wafers with highly
density micro-structured surface, with an areal
density of approximately 200,000 units/cm
2
.
The micro-structures on tw o identical surfaces
will self align and interlock with each other under
application of adequate external pressure. A ten-
sile strength per unit interlocked area of the order
of 0.2 MPa has been achieved [10].
The principle of bonding is a button snap, or a
zipper, but in a two-dimensional configuration.
The bonding principle is depicted by the sche-
matic cross-section in Fig. 11-3. Under applica-
tion of adequate external pressure, the tabs of the
structures deform and spring back, resulting in an
interlocking of the two surfaces. In this way, a
permanent bond is achieved. Other examples are
reported in [11,12].
FIGURE 11-2 Example of micro-screw with non-ISO
dimensions and geometry [9].
FIGURE 11-3 Principle of a micro-Velcro assembly. Left: two initial parts. Right: assembled unit.
CHAPTER 11 Micro-Mechanical-Assembly 177
Micro-joinery
Micro-joinery is the fabrication and assembly of
micro-joints to realize three-dimensional micro-
structures. Each micro-joint contains two or more
mating surfaces which join the various parts
together as a single unit. This technique involves
primarily silicon but virtually any single crystal-
line material of virtually any crystalli ne orienta-
tion (GaAs, Ge, quartz, metals, etc.) is suitable
[13]. In macro-scale mechanical assembly this
technique is well known. It is therefore also appli-
cable for metallic, ceramic or polymer micro-
components providing that adequate processing
technologies exist and can be applied. A critical
point is, of course, the tolerance s of the parts. On
the one hand, they should ensure mating, and on
the other hand, they should be as small as possible
in order to secure the assembly. The surface area
to volume ratio favors the strength of the joint on
micro-scale but it also is a potential challenge in
terms of actual assembly.
The dovetail micro-joint is a particular adap-
tation of the micro-joinery concept and it is com-
monly used in 3D (x, y, z) positioning devices
requiring linear translation – see Fig. 11-4 for an
example.
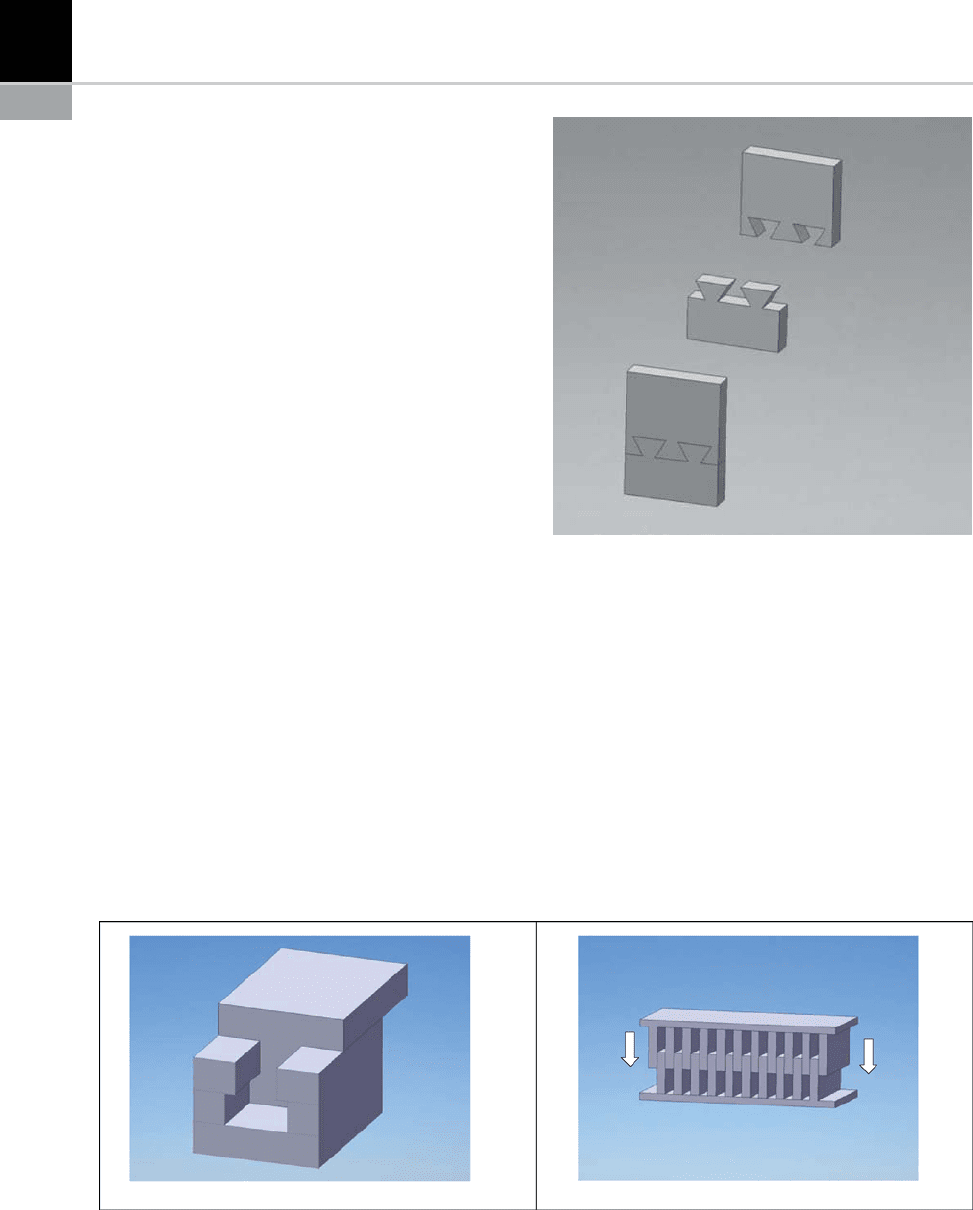
The slot joint is similar in function to the dove-
tail micro-joint in that it also has constrained
translation, but method and geometry are slightly
different. The slot joint has a rectangular-shaped
cross-section (Fig. 11-5). A number of techniques
are suitable for the fabrication of a slot joint:
micro-milling, sawing, LIGA or anisotropic etch-
ing of silicon wafers. Finger joints are interlocking
structures that feature a periodic assembly of mat-
ing fins as shown in Fig. 11-5. Finger joints are
used to attach two substrates rigidly together,
paying attention to the fact that large mating sur-
faces of the finger impart considerable strength
and stability to the joint.
FIGURE 11-4 Dovetail assembly.
FIGURE 11-5 Slot joint (left) and finger joint (right).
178 CHAPTER 11 Micro-Mechanical-Assembly
Micro-injection Molding
Micro-injection molding is a manufacturing tech-
nique that can be us ed not only for the production
of monolithic micro-structures but also for the
assembly of hybrid structures. As components
and functional structures become smaller, they
cannot be regarded in terms of steps in a single
process, but as an integrated production concept.
A process called micro-assembly injection mold-
ing has been developed and combines the joining
of hybrid elements with the generation of func-
tional structures [14,15].
Micro-injection molding allows the produc-
tion of movable micro-structures by using
incompatible polymers, soft/hard combinations
of materials, the generation of fluidic hollow
structures by lost core technology and the over-
molding of w ires and optical systems l ike optical
fibers.
The differences of materials used, the temper-
ature layout of the process and the mechanical
strain of inlay parts play a fundamental role. Most
of all, the precision in positioning of inlay parts
and the demolding of hybrid struc tures have a
relevant importance. For these reasons, a mold
technology with flexibility, precision and special
processing equipment is required. The mold is
characterized by using a special system for
positioning of inlay parts and complex sensor
equipment for measuring pressure and tempera-
ture, which are relevant process parameters.
Thus, a new mold concept has to consider the
possibility of various thermal processes, such as
heating the cavity before injection, cooling down
again before de molding. It has to be characterized
by acceptable cycle times and the possibility to
evacuate the cavity. Figure 11-6 illustrates hybrid
micro-structures produced by injection molding.
Overmolding of other polymer parts is used in
two-component micro-injection molding, for
example for the creation of molded interconnect
devices [17].
Micro-riveting, Folding and Clinching
Riveting, folding and clinching are mechanical
assembly processes based on plastic deformation
of the materials involved. This excludes brittle
materials from these particul ar processes al-
though MEMS-based riveting has been reported
[18]. In macroscopic assembly processes these
technologies are used in metal joining/assembly.
They require the use of molds/dies and tools and
are based upon sheet metal operations: reference
can be made to a relevant chapter for the basis of
these technologies. Figure 11-7 illustrates a micro-
rivet which was produced by a micro-cold forging
operation.
FIGURE 11-6 Hybrid (metal/polymer) structures manufactured by injection molding. Material: PS (left) and PA66 + GF50%
(right). Metal foil thickness up to 100 mm [16].
CHAPTER 11 Micro-Mechanical-Assembly 179
SYSTEMATIC APPROACH
TO MICRO-MECHANICAL
HANDLING AND ASSEMBLY
The handling of the small parts has been studied
for almost half a century and different micro-
handling principles are summarized in [1]. A clas-
sification scheme for the quantified analysis of
micro-gripping principles has been proposed in
[3] and describes basic features of the gripping
operation on micro-scale. Different handling clas-
sification schemes have been introduced in recent
years. Different realiz ations of micro-grippers
have been reported (their diversity is large)
addressing different handling situations, materi-
als and dimensions.
However, when developing solutions for
micro-mechanical handling and assembly, a sys-
tematic approach is beneficial. Figure 11-8 illus-
trates the contents of a proposed methodology.
Object characterist ics (material, weight, dimen-
sion, geometry) are considered as the basic infor-
mation of the problem. Depending on what
should be done with the objects (referred to as
functionality) a choice of gripping principle and
assembly method can be made. The description of
the desired functionality is important due to the
fact that the resulting feedback may also involve a
redesign of the component to make it more suit-
able for the assembly operation.
It is not t he methodology t o automatically
result in an optimized overall handling and
assembly process. However, by considering all
the points in the methodology a characteriza-
tion of the entire situation is possible and an
identification of the most important st eps in
the process is possible. The systematic consider-
ation of what exactly is needed in terms of
operations will hopefully result in gripper
designs that are tailor-made. The next section
will illustrate how the methodology has been
applied.
APPLICATION EXAMPLE:
MECHANICAL ASSEMBLY
OF PUSH BUTTON PARTS
As an example of mechanical assembly, a hear-
ing aid push button will be taken. The push
button con sists of seven differe nt parts both geo-
metrically and in respect of the material (see
Fig. 11-9). All parts have an axis-symmetrical
geometry but different diameters and shapes.
The screw is shown in detail in Fig. 11-2. Different
geometrical dimensions of the pa rts are up to
FIGURE 11-7 Micro-rivet in Ag.
180 CHAPTER 11 Micro-Mechanical-Assembly