Parinov I.A. Microstructure and Properties of High-Temperature Superconductors
Подождите немного. Документ загружается.

6.2 Modeling of Preparation Processes for BSCCO/Ag Tapes 289
h
L
Y
P
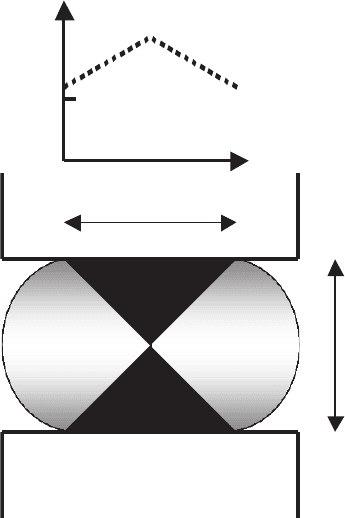
Fig. 6.10. Inhomogeneous deformation under compression (Y is the yield value of
the sample). The shaded regions have experienced less deformation than the remain-
der of the slab
is small, then the required pressure to induce plastic flow in the material is
high, and vice versa. This means that the material has a large freedom to
flow, which is found by the freedom parameter, Δ
f
= h/L.
Pressing. The freedom parameter, Δ
f
, can be used to describe how freely
the material expands. During plane pressing, the larger the Δ
f
,thelargerthe
expansion. Therefore, the width increase of a narrow thick tape is larger that
that of a wide thin tape under the same pressure. The values of Δ
f
will be
different if the contact sizes are not the same in the x-andy-directions. For
example, if the contact size in the x-direction is shorter than the contact size
in the y-direction, then the expansion in the x-direction will be larger than
that in the y-direction.
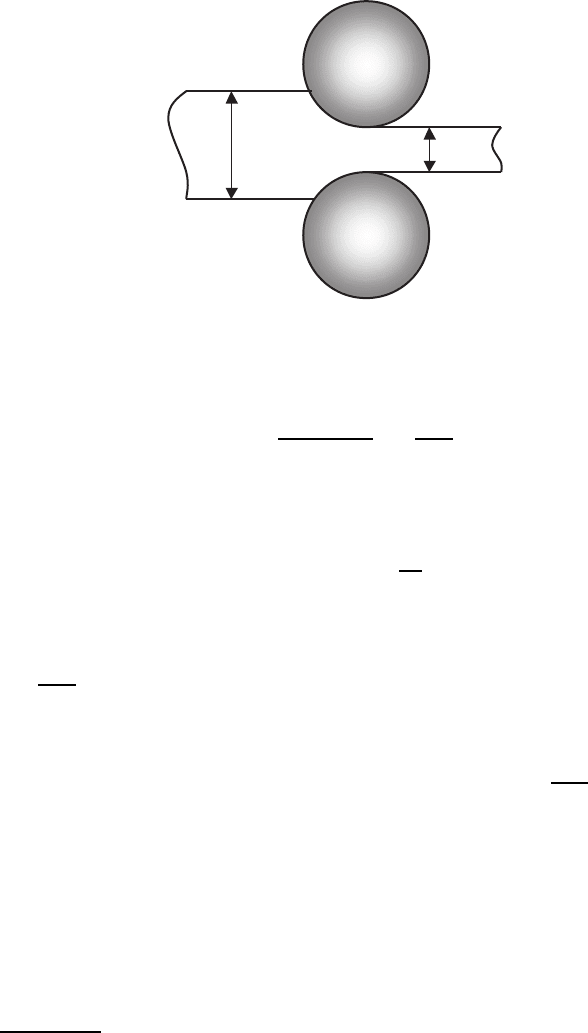
Rolling. Fig. 6.11 presents the flat rolling process. Due to the friction at
the interface between the rollers and sample, a friction hill is built up during
rolling. Lubrication can reduce the constraint and therefore also reduce the
stress in the sample, when other rolling parameters are fixed. If the sample
height is much smaller than the roller diameter, (6.49) could be used as a
rough estimation with the mean height h:
h =(h
0
+ h
f
)/2 , (6.50)
290 6 Modeling of BSCCO Systems and Composites
h
f
h
0
Fig. 6.11. Illustration of the flat rolling process
where h
0
and h
f
are the original and final heights of the sample, respectively.
The contact size in the sample length direction, L
L
,isgivenas
L
L
≈
R(h
0
− h
f
)=
√
Rδh , (6.51)
where R is the roller radius and δh is the height reduction of the sample [441].
If a tensile stress, σ
t
, is applied to the sample during rolling, then (6.49) gives
P
c
=(2k − σ
t
)
1+
L
4h
. (6.52)
This means that the rolling pressure and therefore the stress in the sample
could be decreased, applying a tensile stress during rolling.
The freedom parameter in the sample length direction, Δ
f,L
= h/L
L
=
h/
√
Rδh, depends on the roller radius, sample height and the height decreasing.
For example, the rolling of a thick tape, using larger rollers, could be similar to
that of a thin tape, using small rollers. The freedom parameter in the sample
width direction is given by Δ
f,w
= h/L
w
,whereL
w
is the width of the sample.
The ratio between the freedom parameters, Δ
f,L
/Δ
f,w
= L
w
/
√
Rδh,isuseful
to determine the direction in which the material is most apt to deform. In
particular, large rollers, a large decreasing and a small tape width could lead
to a significant width increase during rolling and vice versa.
Drawing and extrusion are axis-symmetric deformation processes (see
Fig. 6.12), which are in principle similar. There are two main differences be-
tween them, namely (i) the compressive stress in the deformation zone during
extrusion is larger than that of drawing, especially because the area decreasing
during extrusion is often much larger than the decrease in a drawing process
1
;
(ii) there is a tensile stress in the exiting wire during drawing, which limits the
1
This means that the powder density in a BSCCO/Ag composite is larger after
extrusion than after drawing.
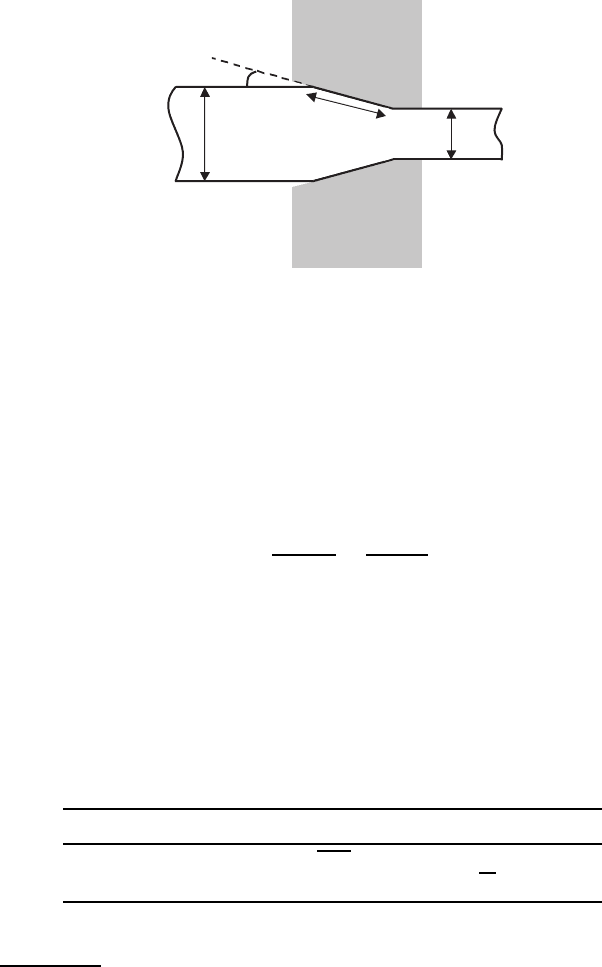
6.2 Modeling of Preparation Processes for BSCCO/Ag Tapes 291
α
h
0
h
f
L
Fig. 6.12. Illustration of the drawing and extrusion process
maximum drawing force and the maximum decrease by the strength of the
material. The fact that it is possible to obtain very large decreasing ratios in
the extrusion process makes it an efficient process for large-scale production.
However, it is rather difficult to obtain homogeneous Bi-2223/Ag composites
by extrusion [458].
The freedom parameter, Δ
f
= h/L, could be determined using (6.50) and
the contact size, L,as
L =
h
0
− h
f
2sinα
=
δh
2sinα
, (6.53)
where h
0
and h
f
is the original and final diameters of the sample, respectively,
δh is the diameter decreasing and α is the half-angle of the die.
2
Thus, the different constraint factors have a strong influence on the defor-
mation process. By introducing the freedom parameter, Δ
f
,itispossibleto
estimate these effects using only one parameter. Table 6.1 gives a summary of
the expression of the freedom parameters for various deformation processes.
Table 6.1. Freedom parameters for various deformation processes
Pressing Rolling Drawing or extrusion
Δ
f
= h/L
Δ
f,L
= h/
√
Rδh
Δ
f,w
= h/L
w
Δ
f
=
2h
δh
sin α
2
It should be noted that the condition of drawing or extrusion is usually far from
that of plane pressing. However, the concept of the freedom parameter could be
useful for qualitative estimations. For example, the stress in the sample will be
large if the die angle is small or the diameter decreasing is large or the diameter
of the sample is small.
292 6 Modeling of BSCCO Systems and Composites
The presented description of the mechanical deformation process is only
for single-element samples. The duplex systems, such as BSCCO/Ag compos-
ites, are needed in additional considerations. The difference of the mechanical
properties of each component leads to different behavior of the mass flow of
each component during deformation, resulting in a “mass re-distribution.” As
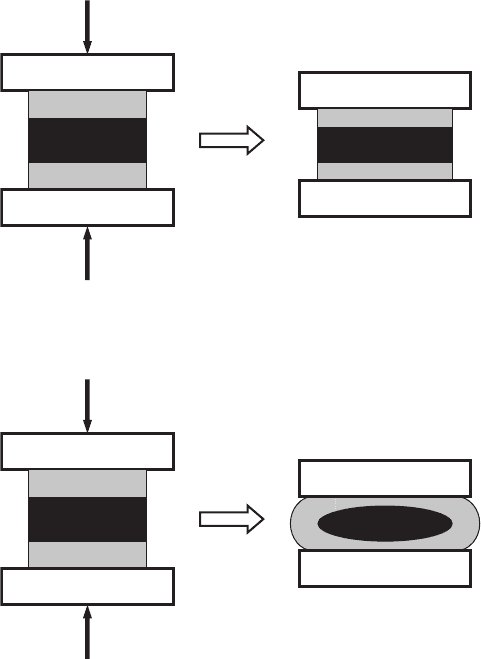
shown in Fig. 6.13 the deformation of a weaker component will be larger than
that of a stronger one. A weak component is defined by a lower yield stress
or a different flow behavior. This leads to the symmetry change of the com-
ponent mass distribution for the composites and could be the main reason for
the inhomogeneity introduced when BSCCO/Ag composites are mechanically
(b)
(a)
P
P
P
P
Fig. 6.13. Mass re-distribution during pressing: (a) homogeneous deformation at
equivalent mechanical properties of both components, and (b) inhomogeneous de-
formation, causing the mass re-distribution (the dark area represents a stronger
component)

6.2 Modeling of Preparation Processes for BSCCO/Ag Tapes 293
deformed. A lightened deformation of a weak component leads to convey a
high pressure to the strong component under certain constraint conditions
(see Fig. 6.13b). Due to the friction at the interfaces between the anvils and
the sample, between weak and strong components, a high stress could be built
up in the center region of the weak parts, especially when the height of the
sample is much smaller than the width of the sample, that is, the freedom pa-
rameter is small. This leads to transport of pressure through the weak region
to the strong part of the sandwich. At the edges of the sandwich, the weak
component is less constrained and can transport less direct pressure to the
strong part. However, the shear stresses might still be considerable, defining
deformation at the edges of the strong part. Obviously, constraint conditions
or the freedom parameter have a strong influence on the mass re-distribution
process.
If the density of the superconductor is not very high, then the BSCCO/Ag
core can be considered as the weaker part of the composite, resulting in a more
significant deformation of the core than with the silver sheath. On the other
hand, if the core density is very high, then the Ag sheath could be the weaker
component unable to convey high enough pressure to the core for further
densification of the core. However, by lowering the freedom parameter of the
process (Δ
f,L
= h/
√
Rδh), the mass-flow behavior could be changed so that
the Ag sheath could again transport a high enough pressure to increase the
density of the superconductor, although the silver part is still the weaker
component of the composite. Obviously, when the roller diameter is larger
than the wire diameter, the freedom parameter is small, defining larger mass
re-distribution.
The freedom parameter also has influence on the sausaging. If the freedom
parameter is large, the mass flow of the Ag sheath is large, and the sausaging
(at least the sausaging frequency) as well as the density of the core will be
decreased. The freedom parameter at rolling (Δ
f,L
= h/
√
Rδh) assumes that
sausaging could be decreased, using small rollers, which has been supported
by test results [568]. This also implies that sausaging will be more pronounced
when the thickness of the tape becomes small; this has also been demonstrated
[568]. It should be pointed that the smaller factor of thickness decreasing
causes the larger freedom of silver sheath in the direction of the wire length.
Therefore, it is not surprising that the BSCCO core density, obtained in this
way, is smaller than the core density obtained, using a larger decreasing factor.
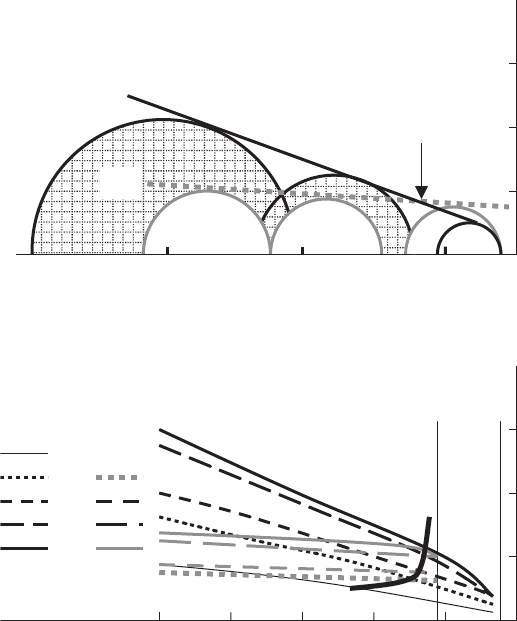
Compatibility line
The stresses developed in a material due to an external loading can be es-
timated using the so-called Mohr circles [715]. The intrinsic curve, giving
the behavior of a material for a given deformation ε, is obtained by draw-
ing the envelope of these Mohr circles. In particular, Fig. 6.14a shows the
intrinsic curves for Bi-2223 and Ag at a deformation ε = 25%. The existence
of this intersection (P
c
) is called the compatibility point. Its existence shows
294 6 Modeling of BSCCO Systems and Composites
P
c
(τ, σ, ε)
–1400
Normal Stress, σ (MPa)
Ag
Bi-2223
600
400
200
0
Shear Stress, (MPa)
(a)
Ag
600
400
200
0
(b)
5%
15%
25%
50%
60%
S
p
Shear Stress, τ(MPa)
–1000 –600 –200 0
Bi-2223
–1000 –800 –600 –400 –200 0
Normal Stress, σ (MPa)
S
c
ε
Fig. 6.14. (a) Determination of the compatibility point P
c
(σ, τ, ε =25%)atthe
intersection of the intrinsic curves for a Bi-2223 ceramic and metallic Ag; (b)the
compatibility line between Bi-2223 and Ag: trace of the compatibility points P
c
as
ε varies from 5 to 60%. S
p
corresponds to the plasticity threshold of the Bi-2223
ceramic and S
c
to the compatibility threshold before the brittle fracture between
the Bi-2223 ceramic and metallic Ag [766]
that in spite of quite different mechanical behavior at atmospheric pressure of
the matrix and filaments, there are external mechanical stresses defining the
same ductile behaviors of silver and superconductor. By drawing such intrin-
sic curves for different deformation rates, one can obtain the line along which
P
c
moves, called the compatibility line. One corresponds to conditions where
the superconducting powder and the sheath both have the same mechani-
cal behavior, especially in the ductile domain. Then, instead of fabricating
6.2 Modeling of Preparation Processes for BSCCO/Ag Tapes 295
wires at atmospheric pressure, that is, out of the plastic domain for the
superconducting powder (S
p
limit, see Fig. 6.14b) and out of the ductile zone
common to the powder and to the sheath (S
c
limit, see 6.14b), it is much
more expedient to use an analysis of triaxial stress state. This approach helps
to minimize Ag/BSCCO interface sausaging, using yielding criterion, defining
the deformation compatibility of silver matrix and superconducting core [190].
6.2.4 Finite-Element Modeling of Deformation Processes
Rolling and Pressing of BSCCO/Ag Tapes
The finite element method (FEM) is capable of obtaining qualitative estima-
tions of parameters found by material deformation during BSCCO/Ag tape
processing. However, the FEM application to these problems is a complicated
task still not widely applied. For instance, the limiting factors for this method
are complicated geometry of the composite and great time required to obtain
numerical results with necessary accuracy. The application of coarse meshes
can decrease the simulation time. However, these meshes could lead to simu-
lation problems and insufficient detailing of results.
In [660, 967, 1048], drawing of monocore wire is modeled by two-
dimensional axis-symmetric models. The constitutive equations describing the
powder flow are stated using the Drucker-Prager model with an elliptical cap
criterion. Process parameters, such as the die angle and degree of reduction in
each drawing step, are shown to influence the density of the powder in drawn
wire. The distribution of density, being high at the silver/powder interface
and lower in the center, is in agreement with test data. FEM modeling of
the multi-filament wire drawing has not been found in literature, probably
because a full three-dimensional model is necessary.
Numerical simulation of flat rolling also requires a 3D model to describe
the deformations in length, width and thickness directions. Simplified 2D sim-
ulation can be made, assuming zero deformation in either the width or the
length direction. Assuming zero width strain, the pressure distribution along
the roll gap is modeled in [238, 633, 939]. In this case, the pressure profile
forms either a friction hill or a friction valley, depending on the roll diam-
eter and degree of thickness reduction. These parameters also influence the
shear strains in the strain zone. When material flow in the cross-section is
analyzed in a 2D model, zero strain in the length direction must be assumed
[256]. This technique enables the prediction of filament geometry and density,
incorporating the influence of wire geometry and friction.
The input data for numerical properties are essential for the precision of
numerical results. Reference [375] presents an extensive investigation of the
mechanical properties of BSCCO powder. The powder is evaluated applying
a combination of fracture tests and triaxial strain tests. As a result, it is
concluded that the Drucker-Prager model is not capable of describing the
yield surface of BSCCO powder in detail. Reference [57] shows how the yield
296 6 Modeling of BSCCO Systems and Composites
surface can be determined by a few relatively simple tests combined with a
Drucker-Prager conical cap model. It is demonstrated that an FEM simulation
based on this approach gives a rather good prediction of the density in the
individual filaments for small reductions of tape thickness in a 2D model.
In more details three FEM approaches for simulation of flat rolling are
considered below [257]. The next different approaches are applied, namely (i)
2D pressing in a mesh with 50 × 50 elements, (ii) 3D pressing between non-
rotating rolls in a mesh with 17 × 26 × 60 elements (number of elements in
width, height and length, respectively) and (iii) full 3D rolling in the same
mesh as in the case of the 3D pressing. The superconducting filaments have
rectangular shape and lie in a square matrix of pure silver, surrounded by an
alloyed silver sheath. Both silver materials are described by Von Mises yield
criterion with the flow stress parameters (σ = Cε
n
) given in Table 6.2. The
constitutive plasticity model, describing the powder, is the Drucker-Prager
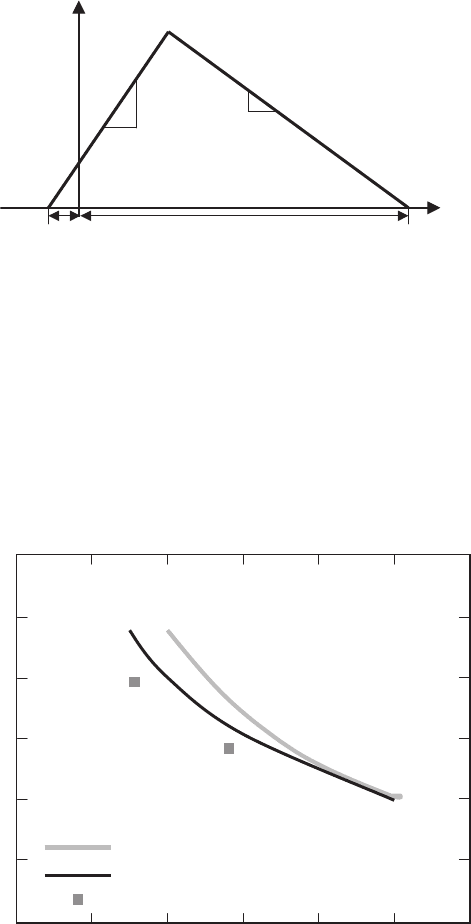
model with a conical cap (see Fig. 6.15). This model is a rough approximation
to the real yield surface, but it includes the most important properties of
the powder, which are pressure-dependent yield stress, volumetric strain and
material hardening. In the
p,
√
J
2
plane, the yield surface consists of two
intersecting lines, shown in Fig. 6.15. The Drucker-Prager failure surface is
written as
F
s
=
J
2
− η(p + p
t
)=0, (6.54)
where J
2
is the second invariant of the stress tensor, η is the slope of the
failure line and p
t
is the yield stress in pure, hydrostatic tension. The cap
yield surface is a line with a negative slope:
F
c
=
J
2
+ ξ(p − p
c
)=0, (6.55)
Table 6.2. The model parameters for silver, alloy and BSCCO powder
Parameters Silver Silver alloy BSCCO powder
Young’s modulus (MPa) 57.32 57.32 13.79
Poisson’s ratio 0.38 0.38 0.2
σ = Cε
n
C (MPa) 320 350 –
n 0.3 0.11 –
η –– 1.2
ξ – – 0.29
p
t
(MPa) – – 12
p
c
= a{exp[b(ρ − ρ
0
)] − 1}
a (MPa) – – 27
b––1
Relative density, ρ
0
–– 0.6
6.2 Modeling of Preparation Processes for BSCCO/Ag Tapes 297
1
1
p
t
p
c
p
J
2
1/2
η
ξ
Fig. 6.15. Drucker-Prager model with a conical cap [257]
where ξ is the slope of the cap line and p
c
is the hydrostatic compression yield
stress. The model parameters are given in Table 6.2 [375].
All three models calculate higher densities in the center than at the edges
and overestimate the relative density of filaments. In Fig. 6.16 the relation be-
tween tape thickness and tape width is shown for 2D and 3D FEM simulations
of rolling and pressing and compared with test data. As it is followed from
Fig. 6.16, the 3D rolling simulation fits very well with the test results. At the
same time, the FEM simulations of both models overestimate the widening.
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Δ
Δ
Δ
Δ
Δ
Δ
•
•
Rolling (Test, Rolls
with ∅ 85 mm)
2-D FEM (Pressing)
3-D FEM (Rolling )
Δ
3-D FEM (Pressing)
Tape Thickness (mm)
Tape Width (mm)
0 0.4 0.6 0.8 1.0 1.20.2
Fig. 6.16. Tape width vs tape thickness for experiments with ∅85 mm rolls and 2-D
and 3-D FEM simulations [257]
298 6 Modeling of BSCCO Systems and Composites
ThermalCyclingofBSCCO/AgTapes
FEM is also applied to investigate thermal cycling of BSCCO/Ag tapes. For
example, in [776], a simulation of thermal stresses is carried out in monocore
tape under the following assumptions:
– The BSCCO/Ag tape is stress-free at the sintering temperature (1113 K).
– The mechanical properties of both components are isotropic.
– Silver behaves elastically and plastically while BSCCO is brittle.
– The Baushinger effect is neglected, that is, the magnitude of the yield
stress of silver is assumed to be the same in tension and compression.
– The composite is symmetrical about the x-andy-axes.
– The tape is infinitely long so that plane strain conditions apply.
– The BSCCO core center is assumed to be 65% dense and the outer core is
assumed to be 85% dense.
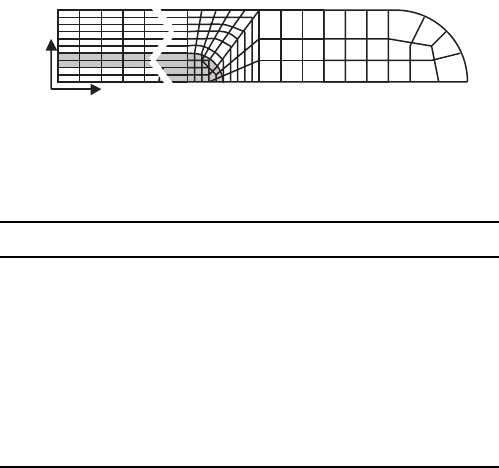
Figure 6.17 [776] shows a section of the mesh used for the thermal cycling
analysis. The x-axis is parallel to the width of the tape (3.5 mm), the y-axis
is parallel to the height of the tape (200 μm) and the z-axis is parallel to the
length, assuming to be infinite. Both the central part of the core tape and
external part of the region corresponding to the silver sheath are presented by
white color. The gray part defines the external part of the superconductor or
interface. The mechanical properties of BSCCO and Ag are shown in Table 6.3,
x
y
Fig. 6.17. Mesh used for FEM computation. The entire mesh contains 1500 nodes
and 250 elements
Table 6.3. Mechanical properties of Ag and BSCCO [776]
Parameters BSCCO Ag
α(K
−1
)13.6 × 10
−6
21.9 × 10
−6
E (GPa), 100% dense 127.0 71.0
E (GPa), 85% dense 83.8 –
E (GPa), 65% dense 54.1 –
σ
y
(MPa) at 300 K – 12.6
K
p
(GPa) at 300 K – 0.57
ν 0.14 0.37
σ
y
(MPa) at 77 K – 13.2
K
p
(GPa)at77K – 0.7