Обработка материалов давлением: сборник научных трудов. Вып. №20
Подождите немного. Документ загружается.

Обработка материалов давлением № 1 (20), 2009
УДК 621. 777. 01
Алиев И. С.
Грудкина Н. С.
Мартынов С. В.
ОПРЕДЕЛЕНИЕ СИЛ РАСКРЫТИЯ ОПРАВКИ ПРИ РАДИАЛЬНОМ
ВЫДАВЛИВАНИИ ВНУТРЕННИХ ФЛАНЦЕВ
Для получения деталей типа втулок с внутренним фланцем используют наряду с тра-
диционными методами обработки металлов, такими как литье, механообработка, горячая
объемная штамповка, способы точной объемной штамповки выдавливанием, проводимой на
холодно. Выдавливание позволяет получать детали, требующие минимальной обработки ре-
занием, а иногда и полностью исключает применение последней. При этом повышается ко-
эффициент использования металла, улучшается качество поверхности, динамическая и ста-
тическая прочность детали.
Одним из эффективных способов получения полых деталей с внутренним фланцем
является радиальное выдавливание фланца из трубчатой заготовки, характеризующееся те-
чением металла в поперечном к оси направлении. Характерной особенностью процесса ра-
диального выдавливания является сложный режим силового воздействия, как на деформи-
руемую заготовку, так и на элементы штамповой оснастки. При этом, как показано в работах
[1–3], на силовой режим процесса выдавливания влияние оказывают многие факторы: гео-
метрия радиальной полости; геометрия переходных кромок матрицы; условия контактного
трения, а на работоспособность штампов с разъёмными деформирующими узлами - значи-
тельное усилие раскрытия [4, 5]. Поэтому задачей теоретического анализа процессов выдав-
ливания в разъёмных деформирующих узлах является определение, как усилия выдавлива-
ния, так и усилия раскрытия деталей штампа.
Цель данного исследования – определение усилия раскрытия формообразующих де-
талей штампа при радиальном выдавливании внутренних фланцев.
Для решения поставленной задачи, т.е. анализа силового режима деформирования
и раскрытия оправки при радиальном выдавливании используем энергетический метод [6].
Объем деформируемого металла условно разбит на ряд элементарных зон (рис. 1, а), из кото-
рых зону 1 принимаем «жесткой», а остальными пластическими. Принимаем, что деформи-
руемый материал однороден и неупрочняем
(
)
si
σ
σ
=
, скорость движения пуансона и вирту-
альная скорость раскрытия оправки постоянны и равны соответственно V
0
и W
0
, касательные
напряжения на контакте постоянны и пропорциональны
s
σ
, т. е.:
sk
σμτ
⋅⋅=
3
2
, (0
≤
≤
μ
0.5).
Принятая модель течения описывается следующими зависимостями для осевых и ра-
диальных компонент векторов скоростей соответствующих зон (осесимметричная задача):
1-я зона:
V
z=
0
V− ,
V
r
=0;
2-я зона:
V
z
= z
h
V
1
0
− , V
r
=
rh
RV
r
h
V
1
2
10
1
0
22
−
;
3-я зона:
V
z
=
z
h
W
1
0
−
, V
r
=
rh
RR
V
rh
Rr
W
1
2
2
1
0
1
22
0
2
)(
2
−
−
−
. (1)
где: V
0
, W
0
– скорость перемещения пуансона и виртуальная скорость перемещения оправки.
30
Обработка материалов давлением № 1 (20), 2009
Для вычисления интенсивности скоростей деформаций используем выражение:
)(
rz
zQr
i
2222
2
1
3
2
⋅⋅⋅⋅⋅
γ+ε+ε+ε=ε . (2)
Компоненты тензора скорости деформации при этом определяются следующим:
r
V
r
r
∂
∂
=
⋅
ε
;
r
V
r
Q
∂
=
⋅
ε
;
z
V
z
z
∂
∂
=
⋅
ε
;
z
V
r
V
rz
rz
∂
∂
+
∂
∂
=
⋅
γ
. (3)
и имеет следующий вид для зон:
1-я зона:
0=
⋅
z
ε
;
0=
⋅
r
ε
;
0=
⋅
Q
ε
; 0=
⋅
rz
γ
.
2-я зона:
h
V
z
0
−=
⋅
ε
;
2
2
100
2
2
h
r
RV
h
V
r
+=
⋅
ε
;
2
2
100
2
2
h
r
RV
h
V
Q
−=
⋅
ε
; 0=
⋅
rz
γ
.
3-я зона:
1
0
h
W
z
−=
⋅
ε
;
2
1
2
2
1
0
2
1
2
0
1
0
2
)(
22 rh
RR
V
rh
R
W
h
W
r
−
++=
⋅
ε
;
2
1
2
2
1
0
2
1
22
0
2
)(
2 rh
RR
V
rh
Rr
W
Q
−
−
−
=
⋅
ε
; 0=
⋅
rz
γ
.
⋅
rz
γ
для всех зон равно нулю.
Проверка показала, что для всех зон условие несжимаемости соблюдено, т. е.:
0=++
⋅⋅⋅
zQr
εεε
.
Скорости, выраженные формулами (1) кинематически возможны, так как они удовле-
творяют условию несжимаемости (постоянства объёма металла) и кинематическим гранич-
ным условиям.
а б в
Рис. 1. Схема процесса радиального выдавливания внутреннего фланца (а), втулки
с внутренним фланцем (б), схема штампа для выдавливания деталей с внутренним фланцем (в)
Для 3-ей зоны проводим линеаризацию интенсивности скорости деформации. После
предварительных расчетов используем приближенные линеаризованные зависимости:
31
Обработка материалов давлением № 1 (20), 2009 __
2
1
2
2
1
0
2
1
2
0
1
0
max3
2
)(
22
08.108.1
rh
RR
V
rh
R
W
h
W
ri
−
++===
⋅
εεε
&&
(4)
где
max
ε
&
– максимальное по модулю значение интенсивности скорости деформации.
Значения удельных усилия деформирования p и усилий раскрытия оправки q опреде-
ляем из условия равенства мощностей внешних и внутренних сил на кинематически возмож-
ных скоростях перемещений:
опрtмtдноtопрtдноtмtccdd
tcdka
NNNNNNNNNN
NNNRRqVRRpN
−−−−−−−−
+++++++++=
=++=−+−=
∑∑∑
113322231232
723
2
2
0
22
0
)()(
ππ
(5)
где
32
,
dd
NN
– мощности пластической деформации в
зонах 2, 3;
2312
,
−− cc
NN
– мощности сил среза на поверхностях
разрыва скоростей между зонами 1 и 2, 2 и 3;
опрtмtдноtопрtдноtмt
NNNNNN
−−−−−− 113322
,,,,,
– мощности сил контактного трения заготовки и ин-
струмента между зонами 1 и матрицей, 1 и оправкой, 2 и матрицей, 2 и контрпуансоном, 3 и
контрпуансоном, 3 и матрицей.
После вычисления мощностей сил пластической деформации, среза и контактного
трения на соответствующих плоскостях, производим группировку членов уравнения, содер-
жащих активные и виртуальные скорости перемещения (пуансона и оправки). Произведя пе-
регруппировку членов уравнения, содержащих скорости перемещения пуансона V
0
и оправ-
ки W
0
после сокращения на площади контактных поверхностей, скорости перемещения и на
сопротивление деформированию получим зависимости для определения значений приведен-
ного давления выдавливания и приведенного давления раскрытия оправки.
Находим приведенное давление деформирования
p
и раскрытия оправки q :
)(
)(
22
00
0
RRV
VN
p
p
s
a
s
−
==
πσσ
;
)(
)(
22
0
0
ks
a
s
RRW
WN
q
q
−
==
πσσ
. (6)
Тогда:
()
()
()
()
()
()()
()
()
()
()
;
3
4
33
2
3
2
3
2
3
4
3
4
333
2
ln08.1
3
3
3
3
3
3
3
ln
32
3
3
2
111
2
1
2
1
11
2
1
22
1
11
22
1
1
22
1
11
22
1
1
11
2
1
2
1
1
22
1
2
1
4
1
4
2
1
2
1
4
1
4
2
1
2
1
4
1
42
1
h
RR
RRh
RRRR
RRh
R
RR
hR
RR
hHR
RR
hHR
RR
Rh
RRh
RRRR
R
R
RR
RR
R
R
RR
R
R
RR
RR
p
ksss
sss
−
+
+
++
−
+
+
+
−
+
−
−
+
−
−
+
−
+
+
−−
+
++
−
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−+
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
++
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
++−
=
μμμ
μμμ
()
()
()
()
(
)
() ()
k
s
k
kks
k
kk
RRh
R
RRh
RRRR
RR
Rh
R
R
RR
R
RR
RR
q
+
+
+
++
−
−
−
⎟
⎠
⎞
⎜
⎝
⎛
−
+
−
−
=
1
2
1
22
22
11
22
2
22
22
1
3
4
33
4
3
ln
08.1
2
08.1
μμ
. (7)
Полученные выражения для упрощения вычислений можно представить в виде без-
размерных величин:
32
Обработка материалов давлением № 1 (20), 2009 __
()
()
()
()
()
()
() ()
()
()
()
()
;
2
13
1
111
2
1
2
1216
21
ln08.1
1
23
1
2
3
23
1
2
ln
43
1
11
2
1
2
1
2
1
2
1
2
1
1
2
2
4
4
42
1
h
RR
Rh
RR
RhR
h
R
hHR
R
hH
R
Rh
Rh
RR
RR
R
R
RR
p
kssssss
−
+
+
++
−
+
++
−
+
−
−
+
−
−
+
+
−
+
+
−−
++
−
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−+
⎟
⎠
⎞
⎜
⎝
⎛
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
++
⎟
⎠
⎞
⎜
⎝
⎛
++−
=
βμβμβμβμβμβμ
ββ
ββ
ββ
β
β
()
()
() ()
(
)
() ()
k
s
k
kks
kkk
RRh
R
RRh
RRRR
RR
Rh
RRR
R
RR
R
q
+
+
+
++
−
−
−
⎟
⎠
⎞
⎜
⎝
⎛
−
+
−
−
=
1
2
1
22
22
1
22
2
22
2
2
3
2
2
1
ln
08.1
2
108.1
βμβμ
β
, (8)
где
β
– коэффициент равный
3
2
,
;
1
R
R
R
=
;
1
R
R
R
k
k
=
;
1
1
1
R
h
h
=
1
R
H
H
=
.
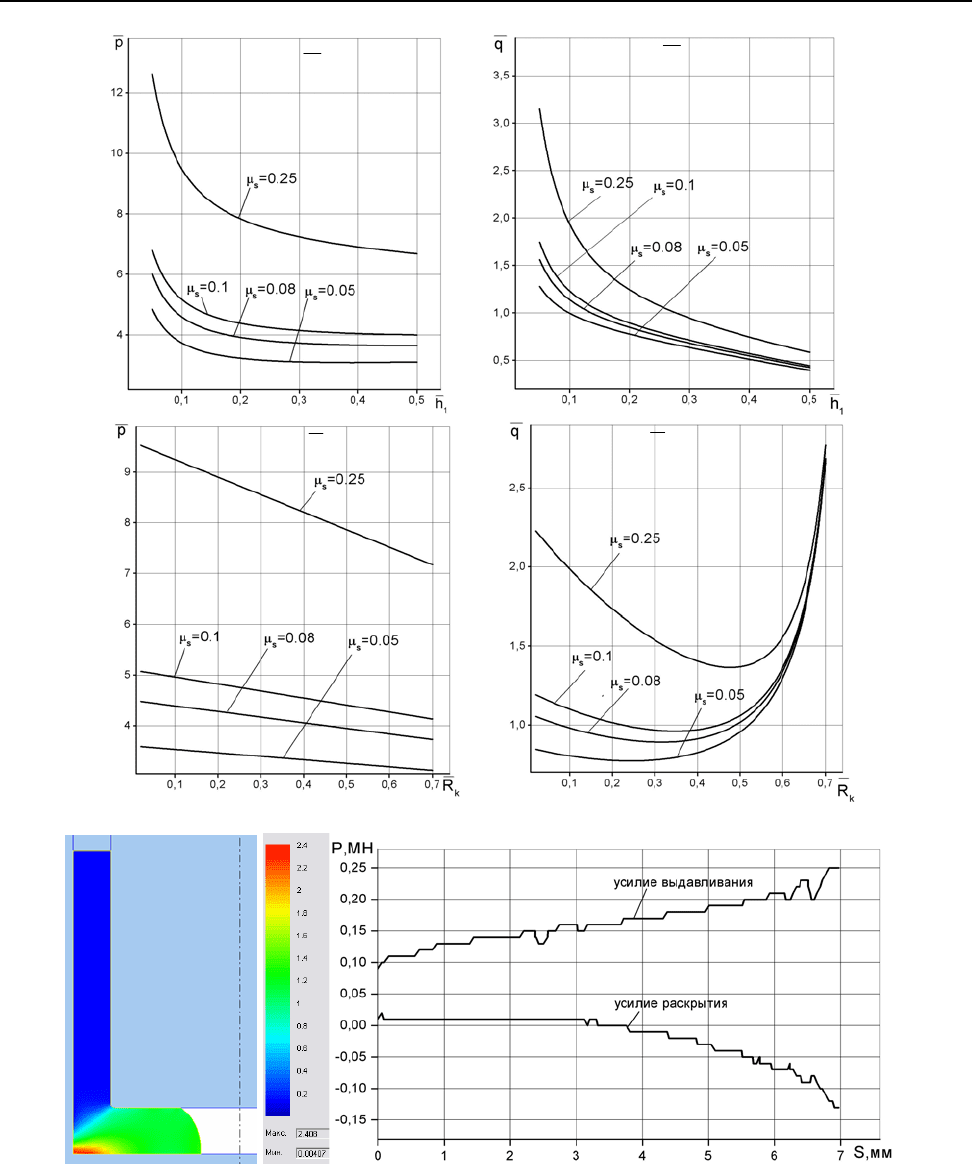
Графический анализ зависимостей (8) дан на рис. 2, а. Увеличение давления раскры-
тия вызывается снижением как относительной толщины фланца
1
h , так и относительного
радиуса кромки
k
R
. В первом случае возрастает степень деформирования при поперечном
выдавливании, а во втором – объем деформируемого во фланцевой зоне металла. Влияние
толщины фланца становится наиболее ощутимым при увеличении коэффициента трения
s
μ
.
В начальной стадии выдавливания при
k
R
равном 0,7 наблюдаются максимальные значения
приведенного усилия раскрытия, что обуславливает износ и затупление острой переходной,
от боковой цилиндрической поверхности к торцу, кромки оправки. При этом следует отме-
тить, что усилие раскрытия незначительное вследствие малой площади контакта металла
и оправки во фланцевой зоне.
В результате математического моделирования в пакете QForm получены графики из-
менения усилий выдавливания и раскрытия оправки в зависимости от хода деформирования,
приведенные на рис. 2, б. Граничные условия для осесимметричной задачи задавались в сле-
дующем виде:
1) упрочнение алюминиевого материала АМцМ описывалось кривой упрочнения
σ
s
=191,55e
0.202
МПа при скорости деформации 0,25 с
-1
, полученной по экспериментальным
данным при осадке цилиндрических образцов; плотность материала 2730 кг/м
3
; модуль Юнга
68900 МПа; коэффициент Пуассона 0,33;
2) коэффициент трения по Леванову 0,08;
3) скорость перемещения деформирующего инструмента 1 мм/с, инструмент абсо-
лютно
жесткий.
Интересной особенностью силового режима раскрытия является смена направления
воздействия усилия раскрытия. На начальной стадии процесса, когда заготовка имеет
большую высоту и площадь контакта с оправкой, силы трения заготовки о оправку приводят
к тому, что усилие раскрытия получается положительным, т.е. направлено в направлении
движения пуансона. Затем, по мере заполнения поперечной полости
, наблюдается рост уси-
лия раскрытия со сменой знака, т. е. оправка «раскрывается» в противоположном направле-
нии движению пуансона. Это вызвано как увеличением площади контакта металла с торцом
оправки, так и упрочнением металла.
Давления раскрытия при радиальном выдавливании, рассчитанные с использованием
зависимости (8), а также с помощью конечно-элементного моделирования в пакете QForm
имеют хорошее совпадение с экспериментальными результатами, полученными при дефор-
мировании алюминиевых и свинцовых заготовок (превышение над экспериментальными
данными соответственно на 20 и 5 %).
33
Обработка материалов давлением № 1 (20), 2009 __
а
б
Рис. 2. Приведенное давление деформирования и раскрытия оправки, полученное
энергетическим методом (а); усилие выдавливания и раскрытия, полученное в QForm (б)
Для получения втулок с внутренним фланцем предложен штамп для прессов двойного
действия (см. рис. 1, в). Штамп для выдавливания содержит верхнюю плиту 5, к которой кре-
пится с помощью винтов 3 и центрируется штифтом 4 тягодержатель 6 с тягами 7, которые
держат траверсу 9, которая крепит верхнюю оправку 10, находящуюся в полом пуансоне 8,
который крепится в пуансонодержателе 2, удерживаемого в ползуне хвостовиком 1. Матрица
13 находится в контейнере 16 и фиксируется крышкой 11, которая соединена с контейнером
1
h =0.167
1
h =0.167
k
R =0.41
k
R =0.41
34

Обработка материалов давлением № 1 (20), 2009
винтами 12. Матрица опирается на подкладку 15 в которой перемещается контрпуансон 14.
Толкатели 19 за головки удерживаются оправкодержателем 18. Контейнер 16 крепится
к нижней плите винтами 17.
Штамп работает следующим образом. В исходном состоянии верхняя плита 5 внеш-
него ползуна и пуансонодержатель 2 находятся вверху, пуансон 8 с траверсой 9 и оправкой
10 находятся в поднятом состоянии. После закладки мерной заготовки 20 в приемную по-
лость матрицы 13 внешний ползун пресса осуществляет ход, перемещая вниз верхнюю плиту
5 с закрепленными на ней тягодержателем 6 с тягами 7, траверсой 9 и оправкой 10. Оправка
входит в полость матрицы 13, при этом образовывается радиальная полость. Полый пуансон
8 делает рабочий ход и осуществляется радиальное выдавливание внутреннего фланца из
трубчатой заготовки 20 в зазор между оправкой 10 и контрпуансоном 14. После обратного
хода внутреннего ползуна с пуансоном 8, поднимается внешний ползун перемещая верхнюю
плиту 5, тяги 7, траверсу 9 и оправку 10. Полученная деталь с внутренним фланцем удаляет-
ся с помощью контрпуансона 14 и толкателей 19.
ВЫВОДЫ
Энергетическим методом получены расчетные зависимости приведенного давления
деформирования и раскрытия оправки при радиальном выдавливании внутренних фланцев
из трубчатой заготовки. Установлено влияние высоты фланца, внутреннего радиуса фланца
и трения на силовые параметры процесса формообразования втулок с внутренним фланцем.
Проведено конечно-элементное моделирование силового режима выдавливания фланца в па-
кете QForm. Превышение расчетных данных над экспериментальными составило для энерге-
тического метода – 20 %, а для метода конечных элементов – 5 %. Предложена схема штампа
для выдавливания внутренних фланцев на прессе двойного действия.
ЛІТЕРАТУРА
1. Алиев И. С. Исследование процесса выдавливания деталей с утолщениями в разъемной матрице /
И.С. Алиев, Ф. Э. Азадов, О. К. Савченко // Известия вузов. Черная металлургия. – 1990. – № 4. – С. 42 – 44.
2. Савченко О. К. Проектирование штампов с разъёмными матрицами / О. К. Савченко, А. И. Лобанов //
Совершенствование процессов и оборудования обработки давлением в металлургии и
машиностроении :
сб. научн. тр. – Вып. 4. – Краматорск, 1998. - С. 406–410.
3. Алиев И. С. Проектирование штампов с подвижными и разъёмными матрицами / И. С. Алиев,
В.А. Овчаренко, А. И. Лобанов // Удосконалення процесів і обладнання обробки тиском в металургії і машино-
будуванні : зб. наук. пр. – Краматорськ – Хмельницький : ДДМА, 2002. – С. 423–427.
4. Алиева Л. И., Борисов Р.
С., Лобанов А. И. Верхняя оценка силовых параметров при выдавливании инст-
рументом с криволинейным профилем / Л. И. Алиева, Р. С. Борисов, А. И. Лобанов // Удосконалення процесів і облад-
нання обробки тиском в металургії і машинобудуванні : зб. наук. пр. – ДДМА Краматорськ, 2004. - С. 340–344.
5. Проектирование процессов выдавливания в разъёмных матрицах / Л. И Алиева,
Р. С. Борисов,
А. И. Лобанов, И. Г. Савчинский // Известия ТулГУ. Серия. Механика деформируемого твердого тела и обра-
ботка металлов давлением. – Тула : ТулГУ. – Вып. 2.– 2004. – С. 132–139.
6. Степанский Л. Г. Расчеты процессов обработки металлов давлением / Л. Г. Степанский. – М. : Ма-
шиностроение, 1979. – 215 с.
Алиев И. С. – д-р техн. наук, проф., зав. кафедрой ОМД ДГМА;
Грудкина Н. С. – аспирант ДГМА;
Мартынов С. В – асcистент кафедры ОМД ДГМА.
ДГМА – Донбасская государственная машиностроительная академия , г. Краматорск.
E-mail: pnir@dgma.donetsk.ua
35
Обработка материалов давлением №1 (20), 2009
УДК 621.73.042
Хван А. Д.
Евдокимова Н. А.
ИЗОТРОПНОЕ УПРОЧНЕНИЕ МАТЕРИАЛОВ РЕВЕРСИВНЫМ КРУЧЕНИЕМ
Большинство начально-изотропных металлов при пластическом деформировании ста-
новятся анизотропными относительно своих механических свойств. Однако можно задать та-
кую историю нагружения, при которой деформированный материал восстанавливает изотро-
пию свойств, например, по условному пределу текучести σ
0,2
. В данном случае на конечном
этапе немонотонного формоизменения координаты центра поверхности нагружения (добавоч-
ные напряжения) α
ij
(i, j = 1, 2, 3), изменяющиеся при пластической деформации и образующие
девиатор согласно модели тела с анизотропным упрочнением [1] должны быть равными нулю.
В связи с этим для анизотропно упрочняющихся металлов будет реализован эффект восста-
новления изотропии свойств, но уже улучшенных их характеристик прочности.
В работе [2] представлены теоретические и опытные данные, подтверждающие воз-
можность осуществления указанного эффекта знакопеременным нагружением цилиндриче-
ского образца в условиях линейного напряженного состояния. Важным с точки зрения изу-
чения свойств металлов является также исследование возможности реализации указанного
эффекта и при других путях немонотонного нагружения.
В статье рассматривается эффект восстановления изотропии механических свойств
металлов при реверсивном кручении тонкостенных трубок, в которых можно с достаточной
степенью точности реализовать однородное напряженное состояние в условиях чистого
сдвига. При этом для описания пластического состояния деформируемого металла использу-
ется модель Г. Бакхауза [3], согласно которой компоненты координат центра поверхности
нагружения будут определяться по формуле:
()
()
()
[
]
()( )
∗
∗
∗∗∗
∫
−−−
−
= de
de
d
eeee
de
d
e
e
e
ijij
ij
0
2
2
00
1
3
1
3
1
ε
ϕσβ
ε
σ
β
α
. (1)
Здесь σ
0
(e) – интенсивность напряжений, являющаяся функцией накопленной деформа-
ции e; dededede
ijij
3/2= – приращение накопленной деформации; dε
ij
– компоненты прира-
щений пластических деформаций; e
*
– переменная интегрирования; β(e) – параметр, характе-
ризующий эффект Баушингера; φ(e-e
*
) – наследственная функция (или функция «памяти» ма-
териала), отражающая свойства металла запоминать предыдущую историю нагружения.
В данной модели предполагается независимость функций σ
0
(e), β(e), φ(e) от вида на-
пряженного состояния и истории нагружения и они рассматриваются как используемые
в модели характеристики материала.
Если же в процессе пластического деформирования координата центра поверхности
нагружения будет равна:
,0
=
ij
α
(2)
то материал упрочняется изотропно.
Пусть тонкостенная трубка скручивается в прямом направлении (например, по часо-
вой стрелке) до накопленной деформации ε
1
, затем после полной разгрузки деформируется
в обратном направлении (против часовой стрелки) до накопленной деформации ε
2
. Тогда со-
гласно выражению (1), записанному в цилиндрической системе координат (
η
ρ
,,z ), получим
()
() ()
[]
()( )
,
1
3
1
3
1
;0
12
1210120
2
2
⎪
⎪
⎭
⎪
⎪
⎬
⎫
⎥
⎥
⎦
⎤
⎢
⎢
⎣
⎡
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−×−−
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
−
=
=====
=
de
d
de
d
de
d
zz
e
z
z
zz
ηη
ε
η
η
ρρηρη
εε
εεϕεσεβ
ε
εσ
εβ
α
ααααα
(3)
36

Обработка материалов давлением №1 (20), 2009
где производная
2
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
de
d
z
η
ε
рассматривается в момент начала пластического кручения в об-
ратном направлении. Здесь индексами «1» и «2» отмечены кручение заготовки соответствен-
но в прямом и обратном направлении.
На основании равенства
0
=
η
α
z
, с учетом анализа деформированного состояния по-
лучим уравнение для определения деформации ε
2
, при которой материал вновь становится
изотропным по механическим свойствам, например, по условному пределу текучести:
()
[
]
()
(
)
[
]
(
)
(
)
12101202
121
ε
ε
ϕ
ε
σ
ε
β
ε
σ
ε
β
−
−
=
− . (4)
Оценку эффекта восстановления изотропии механических свойств для деформируе-
мых трубок можно провести по величине условного предела текучести на растяжение
2,0Р
σ
в зависимости от направления деформирования. Если рассматривать кручение трубки только
в одном направлении до накопленной деформации ε
1
, то напряженно-деформированное со-
стояние в ней при последующем растяжении будет определяться соотношениями
() ()
[]
() ( )
⎪
⎪
⎪
⎭
⎪
⎪
⎪
⎬
⎫
⎥
⎦
⎤
⎢
⎣
⎡
⎟
⎠
⎞
⎜
⎝
⎛
−
⎟
⎠
⎞
⎜
⎝
⎛
−×−−==−=−=
===
=−=−====
.1
3
1
3
2
3
2
22
;0
;22;0
2
11010
de
d
de
d
e
de
d
eSSS
SSS
dedddddd
zzz
z
zz
zzz
εε
εϕεσεβ
ε
σσρ
εεεεεε
ρη
ρρηη
ρρρρηη
(5)
Здесь
ρ
σ
– нормальное растягивающее напряжение в поперечном сечении трубки;
индексы «1» и «2» указывают на циклы деформирования заготовки соответственно при кру-
чении и растяжении;
0=
z
d
ε
при кручении заготовки; ded
z
=
ε
при растяжении заготовки.
В этом выражении примем также в первом приближении
(
)
1/
≈
ded
z
ε
.
Если же рассматривается сжатие заготовки после ее закручивания, то в соотношениях
(5) следует принять:
dedSSS
zСz
−=−=−=−=
εσ
ρη
;
3
2
22,
где
С
σ
– нормальное сжимающее напряжение в трубке.
Таким образом, с учетом представленных замечаний из (5) получим формулу для рас-
чета осевых напряжений в заготовке:
() ()
[]
()( )
,1
2
1
11010
εϕεσεβσσσ
−−−=−= ee
СР
(6)
на основании которой устанавливаем, что
СР
σσ
= .
При
1
ε
=е согласно данной формуле можно установить условный предел текучести
материала трубки на растяжение в направлении оси
z , который равен:
(
)
()
10
1
2,0
2
1
εσ
ε
β
σ
+
=
Р
. (7)
Если бы материал упрочнялся изотропно, то в соответствии с выражением (3) с уче-
том (2) указанный предел текучести будет равен:
()
10
/
2,0
εσσ
=
Р
. (8)
Из соотношений (7) и (8) следует, что:
(
)
1
2
1
1
/
2,0
2,0
<
+
=
εβ
σ
σ
Р
Р
, (9)
37
Обработка материалов давлением №1 (20), 2009
т. к. при пластическом деформировании параметр
(
)
1
1
<
ε
β
. Для изотропно упрочняющихся
тел
()
1
1
=
ε
β
, и согласно уравнению (9) получим
/
2,02,0
РР
σσ
=
.
Согласно выражению (6) соотношения (7) и (9) будут справедливыми также
и для случая сжатия трубки, при этом правую часть уравнения (6) необходимо рассматривать
со знаком минус.
Если же будут рассматриваться растяжение (или сжатие) деформированной кручени-
ем трубки в направлениях осей
ρ
и
ϕ
, то необходимые для определения нормальных на-
пряжений
ϕρ
σ
σ
, соотношения представляются также в виде системы уравнений (5).
В связи с этим эти же нормальные напряжения будут определяться по соотношению (7).
Таким образом, условные пределы текучести в направлениях деформирования, соответст-
вующих направлениям координатных осей
ρ
η
,,z будут одинаковыми. Однако, из этого об-
стоятельства нельзя делать вывод об изотропном упрочнении материала трубки при ее за-
кручивании до накопленной деформации
1
ε
, так как для анализа напряженного состояния
в данном случае необходимо принять во внимание и пределы текучести по нормальным на-
пряжениям при прямом кручении трубки до деформации
1
ε
и обратном деформировании,
определяемым по соотношениям Губера – Мизеса. Тогда при прямом и обратном кручении
трубки будут условные пределы текучести соответственно равны:
(
)
(
)
()() () ()
⎪
⎭
⎪
⎬
⎫
⋅=⋅=
=⋅=
.3
;3
110112,0
1012,0
εβεσεβετσ
εσετσ
обр
П
(10)
При растяжении (сжатии) трубки в осевом направлении (
z ) после ее реверсивного
кручения до накопленных деформаций
1
ε
(в прямом направлении) и
2
ε
(в обратном направ-
лении) напряженно – деформированное состояние будет определяться также уравнениями
(5). В связи с этим получим соответствующее осевое напряжение:
() ()
[]
()( )
22020
1
2
1
εϕεσεβσσ
−−−= ее
р
. (11)
Предел текучести будет равен согласно данному выражению при условии
2
ε
=е :
(
)
()
2
2
2,0
2
1
εσ
ε
β
σ
+
=
Р
. (12)
При реверсивном кручении трубки соответственно до накопленных деформаций
1
ε
,
2
ε
и
2
ε
>е (повторное прямое кручение) согласно формуле (5) для случая циклического
кручения получим:
() () ( )
[]
() ( ) ( )
[]
()( ){}
220211010
11
3
1
εϕεσεβεϕεσεβστ
−−−−⋅−+= ееее . (13)
Если примем в этом выражении
2
ε
=е , то получим из него соотношение для расчета услов-
ного предела текучести на сдвиг при повторном прямом кручении:
() ()
[]
()( ) ( )
[]
(){}
20212101203,0
11
3
1
εσεβεεϕεσεβεστ
−−−−+=
П
. (14)
С учетом выражений (5) это соотношение запишется в виде:
(
)
()
20
2
3,0
32
1
εσ
ε
β
τ
⋅
+
=
П
, (15)
из которого с учетом теории пластичности Губера – Мизеса получим условный предел теку-
чести по нормальным напряжениям:
(
)
()
20
2
3,02,0
2
1
3
εσ
ε
β
τσ
+
==
ПП
. (16)
38
Обработка материалов давлением №1 (20), 2009
Если в соотношениях (7) и (16) принять е
=
1
ε
и е
=
2
ε
,то получим непрерывную
функцию повышенного за счет упрочнения условного предела текучести по нормальным на-
пряжениям в результате реверсивного кручения трубки.
На рис. 1 представлены схематично графики изменения нормальных напряжений в за-
висимости от накопленной деформации
е ; 1 – кривая течения материала
()
е
0
σ
; 2 – эквива-
лентное напряжение
0
σ
; 3 – условный предел текучести при обратном кручении, определяе-
мый с учетом эффекта Баушингера по соотношению:
(
)
(
)
(
)
.3
3,02,0
еее
обр
βτσ
⋅= (17)
Рис. 1. Графики изменения напряжений
Видно, что из-за проявления эффекта Баушингера условный предел текучести изо-
тропно упрочненного материала, определенный на основе модели Г. Бакхауза [3], больше
условного предела текучести материала (17) деформированного монотонным нагружением.
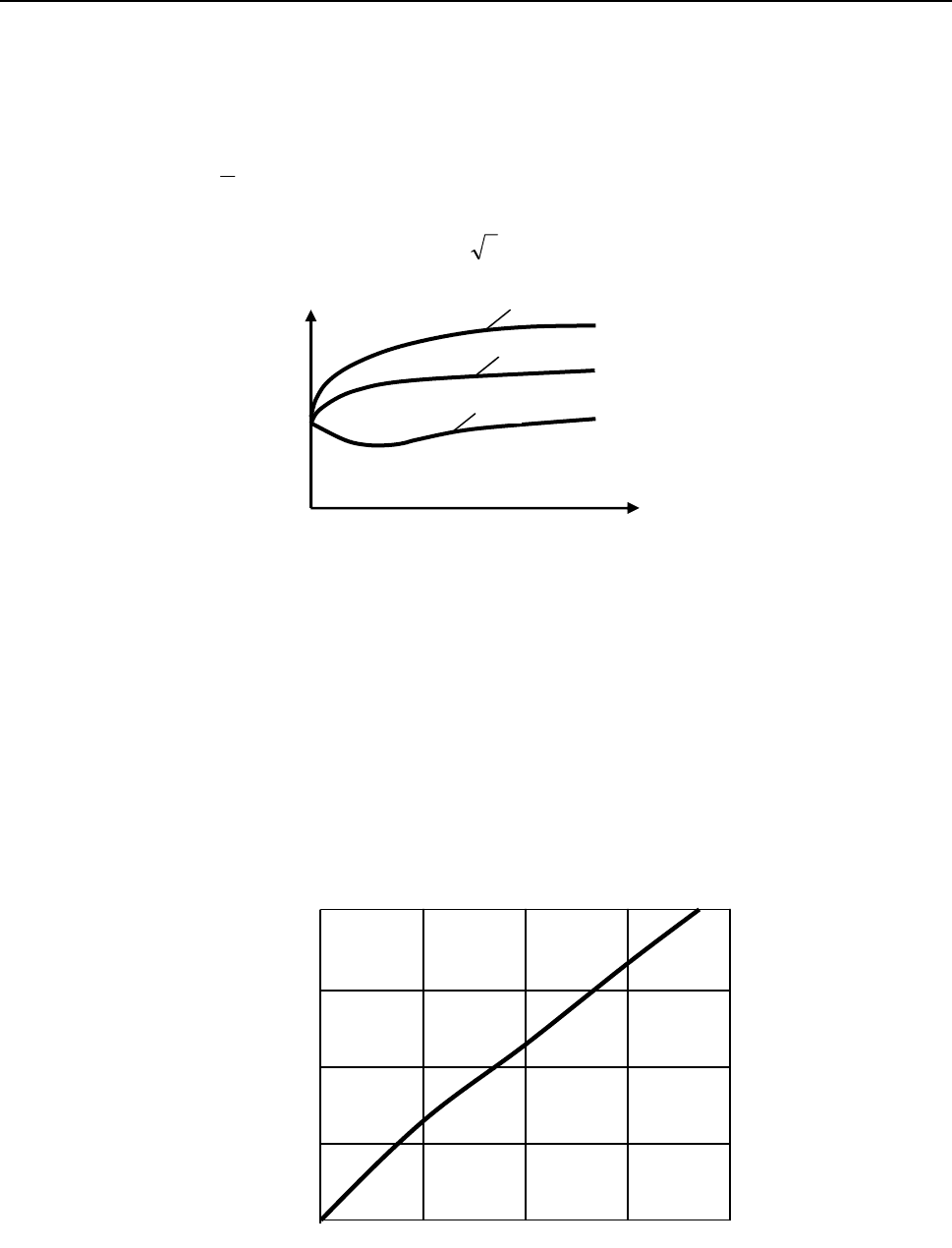
С целью экспериментальной проверки были проведены опыты на тонкостенных труб-
ках из стали 40Х.
На рис. 2 представлен график зависимости
(
)
12
ε
ε
f
=
, установленной решением урав-
нения (4) для исследованной стали. Как видим, с увеличением накопленной деформации
1
ε
при прямом кручении накопленная деформация при обратном кручении
2
ε
монотонно воз-
растает. Этот график дает возможность установить алгоритм проведения испытаний тонко-
стенной трубки с целью реализации эффекта ее изотропного упрочнения.
Рис. 2. График зависимости
)(
12
ε
ε
f
=
Из анализа соотношения (4) с использованием данных рассматриваемого примера
следует, что при предварительных деформациях ε
1
≥ 0,01 имеет место зависимость
ε
2
≈ ε
1
+ 0,002. Данные решения уравнения (4) применительны и к другим металлам [2],
2
3
1
e
0
σ
04,0
2
ε
1
ε
0
4
,
003
,
002
,
00
1
,
0
0
01
,
0
02
,
0
03
,
0
39