Обработка материалов давлением: сборник научных трудов. Вып. №20
Подождите немного. Документ загружается.

Обработка материалов давлением № 1 (20), 2009
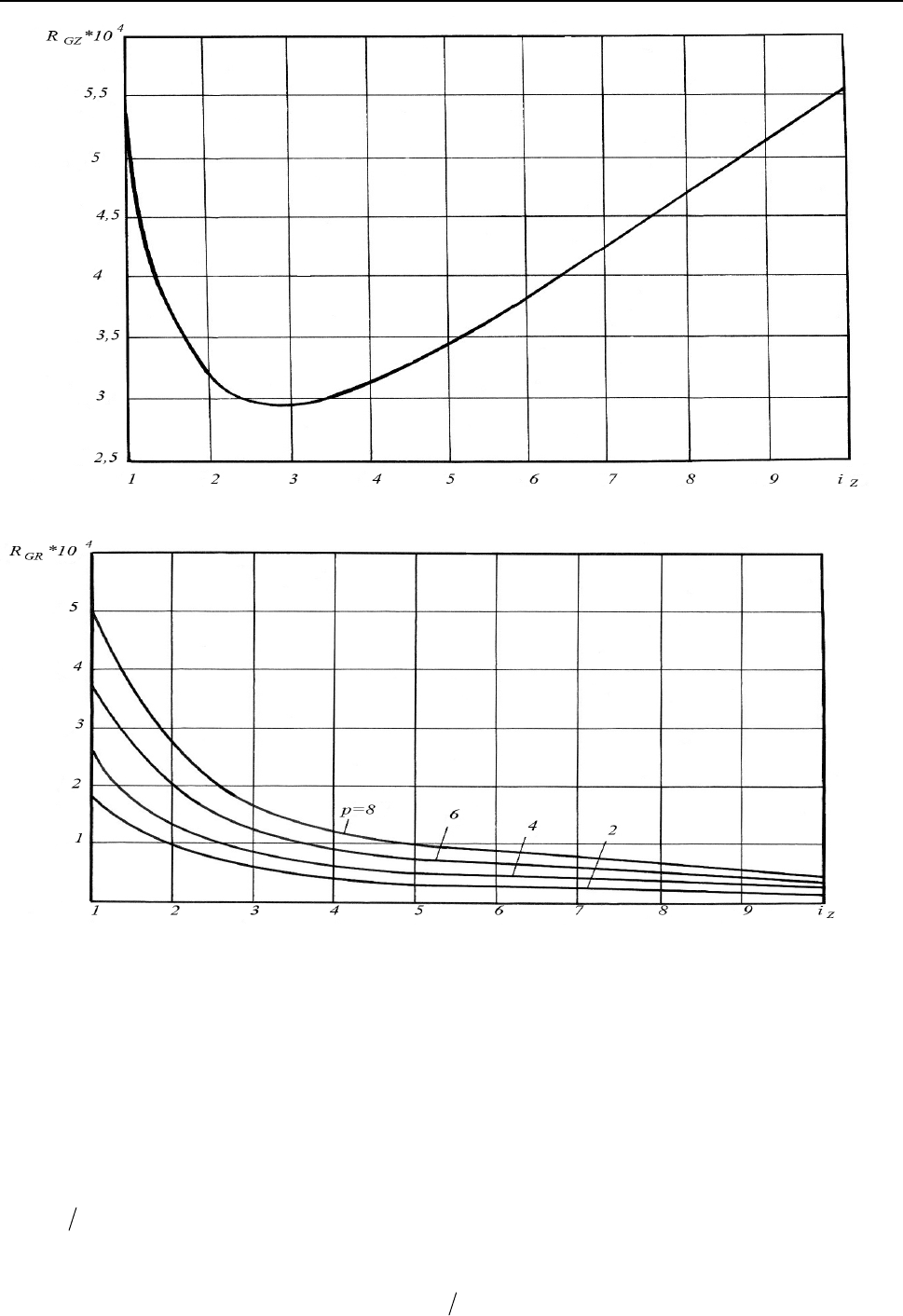
Рис. 1. Зависимость критерия R
GR
от передаточных отношений привода
Рис. 2. Зависимость критерия R
GZ
от передаточных отношений привода
Из рис. 1–2 следует, что наименьшие значения частных критериев обеспечиваются
только при определенных параметрах привода, причем в общем случае величины p
и i
Z
, со-
ответствующие минимальным значениям критериев R
GR
и R
GZ
не совпадают. Поэтому ко-
нечной целью оптимизации параметров по условию минимума его веса является рациональ-
ная разбивка общего передаточного отношения i
O
, т. е. определение такого сочетания вели-
чин p
и i
Z
при котором общий вес G
∑
(или критерий R
G
) будет наименьшим.
На рис. 3 показана зависимость критерия R
G
от общего передаточного отношения i
O
и параметра редуктора p. Каждому значению соответствует одно сочетание p и i
Z
(т. к.
()
pii
zO
−= 1), при котором вес G
∑
наименьший. Минимальные значения критерия R
G
на
рисунке соединены линией S
G
. Например, при i
O
= 25 минимальный вес привода будет при
p=4,68 (показано на рис. 3 штрихпунктирной линией). Передаточное отношение зубчатой
передачи i
Z
при этом должно быть
(
)
4,468,412525
=
+
=
Z
i . Графики на рис. 3 можно ис-
пользовать для оценки степени завышения веса привода по сравнению с минимальным зна-
чением, или в силу определенных причин оптимальные параметры p
и i
Z
не могут быть
310

Обработка материалов давлением № 1 (20), 2009
реализованы. Так, если в предыдущем примере принять p = 3,0, i
Z
= 6,25, критерий R
G
будет
равен 4,273*10
-4
, тогда как при оптимальных параметрах R
G
= 3,916*10
-4
, т. е. вес оказыва-
ется завышенным на 9,1 %.
Рис. 3. Зависимость критерия R
G
от передаточных отношений привода
ВЫВОДЫ
1.
Для планетарного привода КПМ установлены критерии оптимальности параметров
планетарного редуктора и промежуточной зубчатой передачи исходя из минимума массы от-
дельных узлов и всего привода в целом.
2.
Получены аналитические зависимости для расчета критериев оптимальности в за-
висимости от параметров привода.
3.
Установлены численные области рациональных параметров привода, в наибольшей
степени удовлетворяющих критерии оптимальности.
ЛИТЕРАТУРА
1. Середа Б. П. Обробка металiв тиском. Навчальний посібник з грифом МОНУ / Б. П. Середа.–
Запоріжжя: ЗДІА, 2008. – 269 с.:іл
2. Явтушенко А. В., Руденко А. В., Рыбинок В. А. Совершенствование систем включения кривошипных
кузнечно-прессовых машин / А. В. Явтушенко, А. В. Руденко, В. А. Рибинок. – К.: Знание, 1980. – 24 с.
3. Тынянов В. Н. О проектировании зубчатых приводов с наименьшей массой для кривошипных пре-
ссов / В. Н. Тынянов
// Кузнечно-штамповочное производство. – 1976. – № . – С.31–34.
4. Планетарные передачи: cправочник / под ред. В. Н. Кудрявцева, Ю. Н. Кирдяшева. – Л.: Машино-
строение, 1977. – 536 с.
Середа Б. П. – д-р техн. наук, проф. ЗГИА;
Васильченко Т. А. – ассистент ЗГИА;
Явтушенко А. В. – канд. техн. наук, доц. ЗНТУ;
ГлебенкоА. В. – канд. техн. наук, ст. преп. ЗНТУ.
ЗГИА – Запорожская инженерная академия, г. Запорожье;
ЗНТУ – Запорожский Национальный технический университет, г. Запорожье.
E-mail: Seredabp@rambler.ru
311
Обработка материалов давлением № 1 (20), 2009
УДК 621.77.07
Стеблюк В. І.
Азарх І. П.
ВДОСКОНАЛЕННЯ ПРИСТРОЮ ДЛЯ ВИТЯГУВАННЯ ВОЛОЧІННЯМ ОСОБЛИВО
ТОНКОСТІННИХ ТРУБЧАСТИХ ВИРОБІВ
Відомі широкі можливості виготовлення особливо тонкостінних порожнистих трубча-
стих виробів із забезпеченням високої якості внутрішньої і зовнішньої поверхні і незначній
різностінності шляхом волочіння через похилі матриці, що обертаються.
Сутність процесу волочіння через похилі матриці, що обертаються полягає в створен-
ні особливого взаємного руху оправки і матриці, що її охоплює.
Для цього використовують пристрої різної конструкції. Наприклад, в Тюменському
індустріальному інституті [1] був запропонований пристрій для витягування з потоншенням
деталей різного поперечного перерізу. В якості обладнання використовувались токарні і вер-
тикально-свердлильні верстати (з частотою обертання шпинделя до 3000 об/хв.). В результаті
використання такого методу було отримане п’яти кратне потоншення за один перехід.
Також відомий пристрій для витягування і волочіння трубних виробів в прохідному
інструменті, що коливається. Цей пристрій було розроблено в Іжевському механічному ін-
ституті [2]. Проведений теоретичний аналіз процесів деформування в прохідному інструмен-
ті, що коливається, був напрямлений на виявлення залежності площі контакту інструменту,
з заготовкою, що деформується від основних параметрів процесу. Експериментальні дослі-
дження процесу витягування з потоншенням виконували на дослідній установці в лаборато-
рних умовах. В даній установці волочіння забезпечується протягуванням трубчастої заготов-
ки тягнучим пристроєм волочильного стану через направляючу втулку і волоку, що колива-
ється; потоншення виконується проштовхуванням порожнистої заготовки через матрицю пу-
ансоном, рух якому надає гідравлічний циліндр.
Обладнання, на яких встановлювалися вказані пристрої і проводились експерименти
було або токарні, фрезерні чи свердлильні верстати, або спеціальні волочильні стани з вико-
ристанням допоміжних гідроприводів для забезпечення повздовжнього руху, а також додат-
кові двигуни для обертального руху інструменту і заготовки.
Спільним недоліком є те, що кут нахилу матриці, в усіх варіантах цих установок, по-
стійний. Це ускладнює визначення оптимальних режимів витягування і вимагає значних ма-
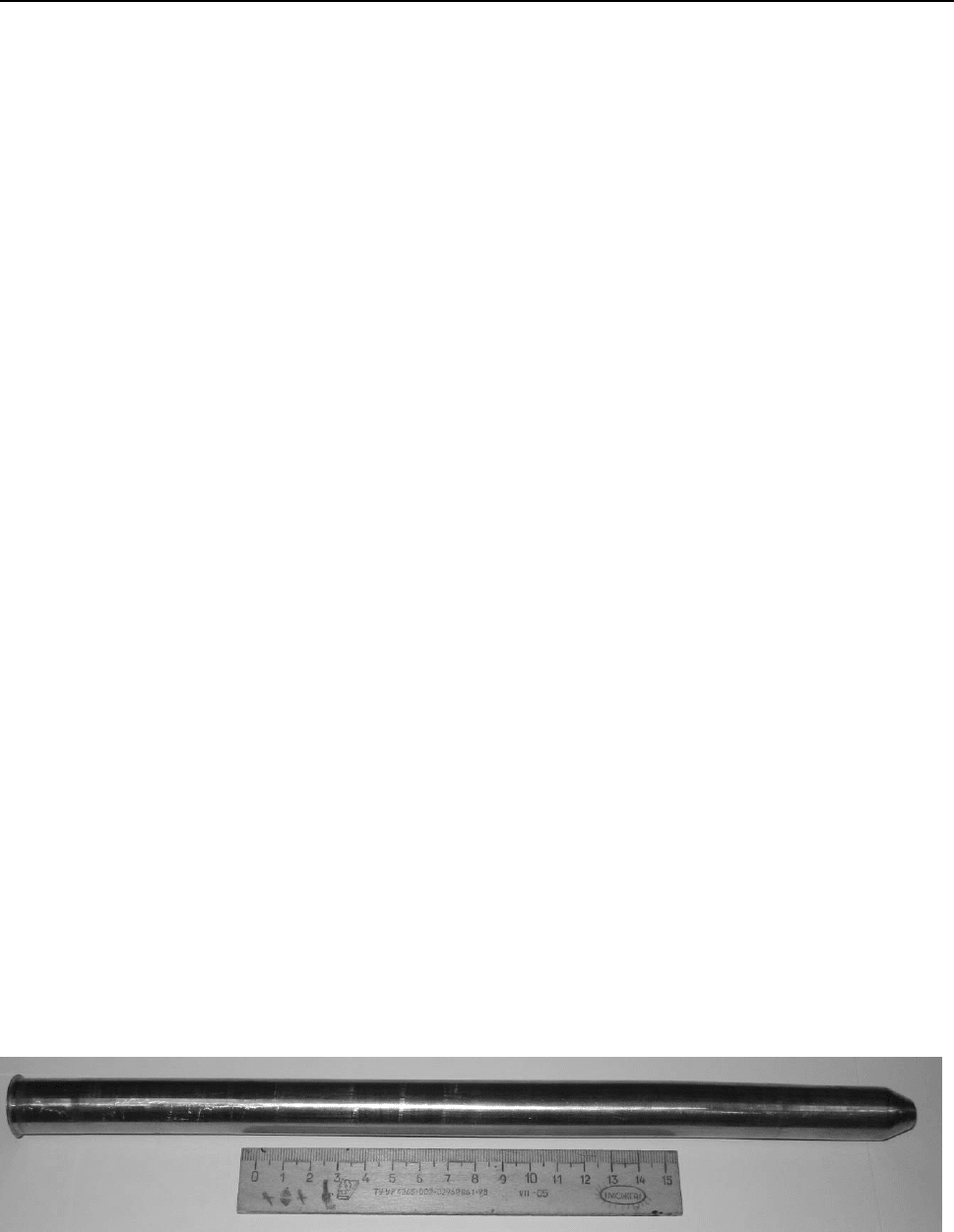
теріальних і часових затрат. Зокрема для виготовлення деталі «Наконечник» (H/d = 15;
S/d = 0,015) при пошуку оптимального режиму на відпрацювання виготовлення даної деталі
пішло більше часу ніж на виготовлення самого пристрою (рис. 1). Це викликано тим, що при
зміні кута нахилу приходиться вносити значні конструктивні зміни в пристрій
Рис. 1. Деталь «Наконечник»
Метою роботи є вдосконалення пристрою для спрощення визначення оптимальних
режимів витягування.
З метою зниження затрат часу і матеріалів на знаходження оптимальних режимів, на-
ми запропонована конструкція пристою для витягування особливо тонкостінних порожнис-
тих трубчастих виробів (рис. 2, 3), яка дозволяє навіть в процесі витягування змінювати кут
нахилу матриці [3].
312
Обработка материалов давлением № 1 (20), 2009
При проектуванні особливу увагу приділяли визначенню відношення кутової і осьової
швидкості. Оскільки сили тертя в локальних осередках деформації мають протилежний на-
прямок, то при певному співвідношенні цих швидкостей можна розвантажити стінку від роз-
тягуючи напружень.
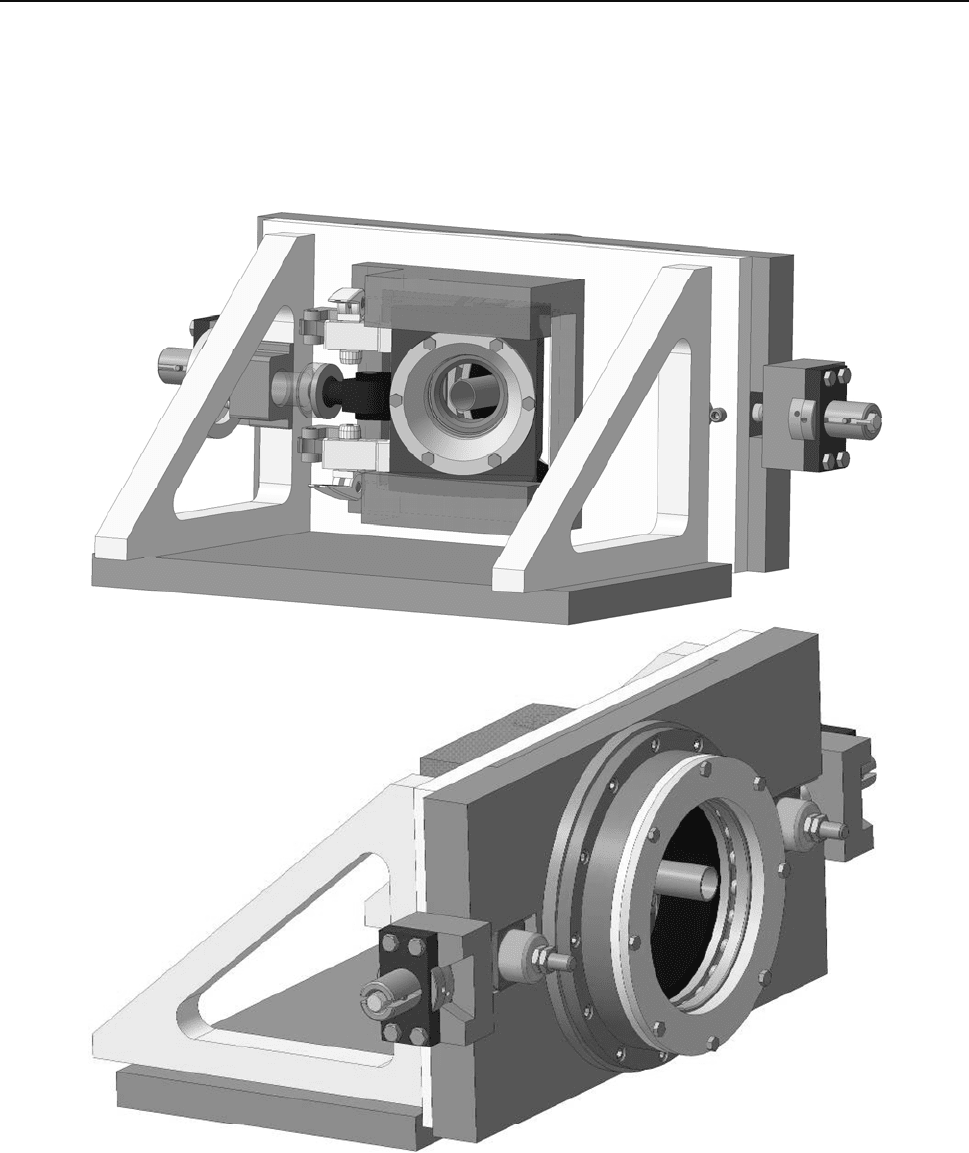
Пристрій для витягування особливо тонкостінних порожнистих трубчастих виробів міс-
тить дві матриці, перша матриця фіксована, а друга має механізм регулювання кута нахилу [4].
Рис. 2. Загальний вигляд пристрою для витягування особливо тонкостінних порожнистих
трубчастих виробів
Обидві матриці встановлені в корпусах на підшипниках. Таким чином обертальний
рух їм надається через тертя від заготовки, яка встановлюється на оправці в патрон токарно-
го верстату.
Матриці 1 і 2 розташовані таким чином, щоб деформуючі кромки обох матриць зна-
ходились в діаметрально протилежних положеннях. Це дозволяє уникнути виникнення зги-
нального моменту, який в свою чергу може викликати додаткові розтягуючі напруження
і появі дефектів на зовнішній стінці виробу.
313
Обработка материалов давлением № 1 (20), 2009
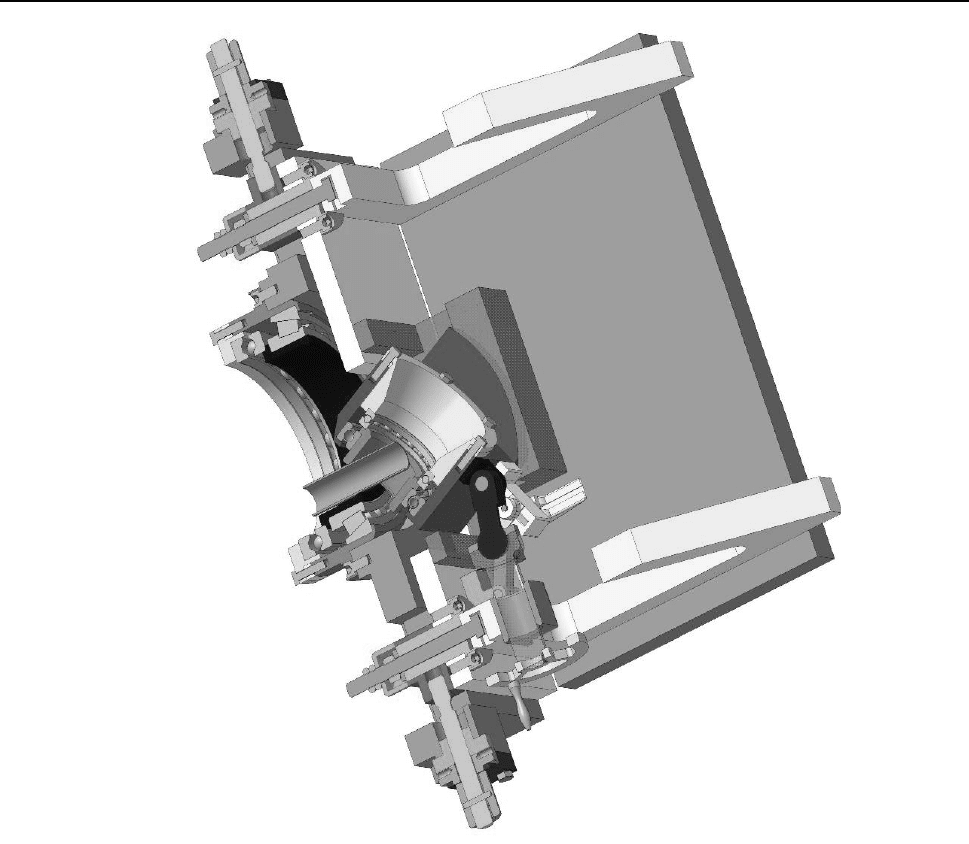
Рис. 3. Поперечний переріз пристрою для витягування особливо тонкостінних
порожнистих трубчастих виробів
Механізм для зміни кута нахилу матриці виконаний таким чином, щоб зусилля, яке
виникає на матриці не передавалось ланкам механізму а замикалось в станині. Центр коли-
вання матриці вибраний таким чином, щоб при зміні кута нахилу не змінювався номінальний
розмір
заготовки на який встановлена установка. Для спрощення утримання встановленого
положення матриці в механізмі використані ексцентрикові зажими [4].
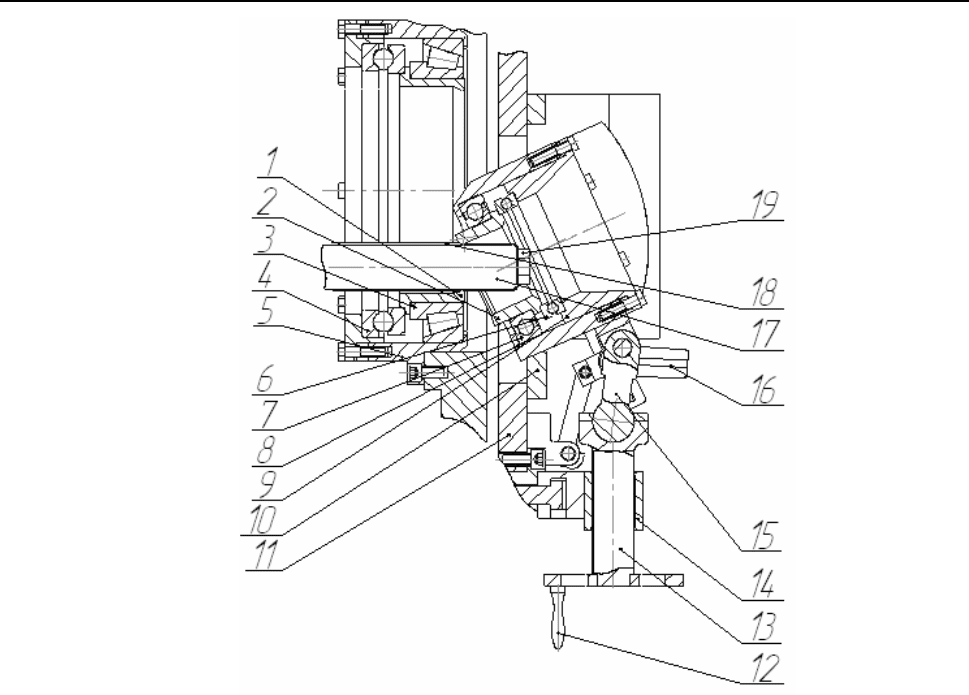
Опис пристрою для витягування (рис. 4)
Працює пристрій для витягування особливо тонкостінних порожнистих трубчастих
виробів наступним чином: Оправку 17 встановлюють в шпиндель токарного верстата, на
оправку одягається циліндрична трубчата заготовка 18 (або заготовка у формі стакана), її
закріплюють на оправці за допомогою гвинта 19. Пристрій встановлюють на супорт тока-
рного верстата і підводять до заготовки. Ексцентрикові зажими 16 відпускають і обертан-
ням рукоятки 12, через сферичну опору гвинта 13 і шатуна 15 встановлюють кут нахилу
матриці 2 до вісі заготовки і фіксують зажимами 16. Матриці 1 і 2 встановлені в корпуса
5 і 8 на підшипниках 3, 4, 5 і 6. Матриці 1 і 2 приводяться в обертання при зчепленні з за-
готовкою 18, якій надається обертальний рух. Таким чином забезпечується обкочування
інструментом заготовки. Обертанням оправки з заготовкою матрицям надають оберталь-
но-коливальний рух відносно заготовки.
314
Обработка материалов давлением № 1 (20), 2009
Рис. 4. Креслення пристрою для витягування особливо тонкостінних трубчастих
виробів. Поперечний переріз
ВИСНОВКИ
За допомогою встановлення механізму зміну кута нахилу матриці були знижені затра-
ти на виготовлення, а також час визначення оптимальних параметрів для витягування особ-
ливо тонкостінних трубчастих виробів.
ЛІТЕРАТУРА
1. Ротационное утонение трубчатих заготовок различных поперечних сечений наклонными матрицами /
[Б. А. Гуляев, В. И. Максак, В. М. Севастьянов та ін.] //«Вестник машиностроения». – 1976. – № 6.
2. Деформация трубных заготовок качающимся інструментом: cб. «Исследования машин и технология
обработки метал лов давленим» / Н. А. Коряки, В. П.Глухов, Ю. И. Плющев, Н. А.
Сальников. – Ижевск, 1975. –
Вып. V.
3. Стеблюх В. І. Позитивне рішення № u200810762 на корисну модель «Пристрій для витягування особ-
ливо тонкостінних виробів» Укрпатент, 2008 рік.
4. Стеблюх В. І. «Вдосконалення технології та оснащення для виготовлення особливо тонкостінних тру-
бчастих виробів» : сб. «Наукові праці ДОННТУ» / В. І. Стеблик, І. П. Азарх. – Донецьк: «Металургія», 2008. –
Вип. 10 (141).
Стеблюк В. І. – д-р техн. наук, проф. НТУУ «КПІ»;
Азарх І. П. – магістрант НТУУ «КПІ».
НТУУ «КПІ» – Національний технічний університет України «Київський Політехніч-
ний Інститут», м. Київ.
E-mail: k_OMD@ukr.net
315

Обработка материалов давлением № 1 (20), 2009
УДК 621.771.06
Веренев В. В.
Коренной В. В.
Симененко О. В.
Мацко С. В.
Телюк Д. В.
Яценко В. А.
ОПЫТ ИССЛЕДОВАНИЯ ДИНАМИЧЕСКИХ ПРОЦЕССОВ В КЛЕТЯХ ШПС 1680
На непрерывном широкополосном стане 1680 ОАО «Запорожсталь» внедрены новые
технологии – транзитная прокатка, непрерывная прокатка слябов удвоенной длины (массы)
в парах черновых клетей, прокатка полос толщиной 1,5 мм, в главных линиях клетей уста-
новлены новые двигатели. В результате произошли некоторые изменения в работе оборудо-
вания и динамической нагруженности клетей стана.
В связи с этим основная цель работы состояла в определении закономерностей фор-
мирования статических и динамических нагрузок в главных линиях клетей и связи между
переходными процессами и техническим состоянием оборудования. Кроме того, анализ пуб-
ликаций показывает, что в последние 10–15 лет существенно уменьшилось количество опыт-
но-промышленных исследований с измерениями вибродинамических процессов на дейст-
вующих станах. Поэтому была поставлена задача, на примере стана 1680 показать, какие
практические результаты могут быть получены на основании комплекса подобных исследо-
ваний.
Основной метод исследования заключался в сборе больших массивов измеряемой ин-
формации и в определении информативных параметров и признаков для анализа технологи-
ческого процесса, режимов работы и технического состояния оборудования. В процессе ис-
следований в клетях измеряли момент сил упругости на промежуточном валу между двига-
телем и редуктором, вибрацию рабочей клети, корпуса шестеренной клети и редуктора
в различных точках, время прохождения (запаздывания реакции участков линии) крутильно-
го ударного импульса от клети к двигателю, силу тока, мощность, электромагнитный момент
и частоту вращения двигателей, а также технологические параметры. В результате получено
распределение статических и динамических нагрузок по клетям стана с учетом прокатывае-
мого сортамента, а также
вибродинамический «портрет» в разных точках механического
оборудования главной линии в переходных режимах работы (захват полосы валками, взаи-
модействие клетей через полосу, выход полосы из клетей). На основании анализа обработки
больших массивов информации установлен ряд новых зависимостей и взаимосвязей между
технологией, нагруженностью оборудования и его техническим состоянием.
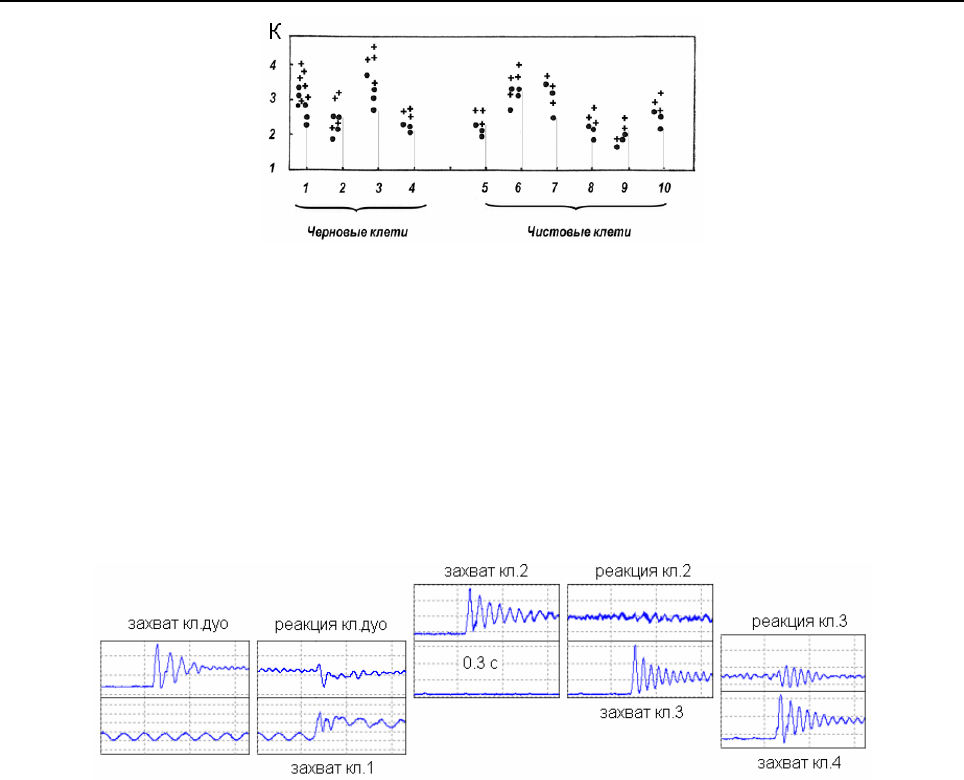
1. Получено распределение коэффициента К
динамичности на промежуточном ва-
лу по всем клетям стана (рис. 1). Этот коэффициент, как относительная величина (отно-
шение максимальной динамической нагрузки при захвате полосы к нагрузке в устано-
вившемся режиме прокатки), позволяет вести сравнительную оценку динамичности глав-
ных линий клетей. Наибольшие значения К относятся к клетям с неблагоприятной час-
тотной характеристикой главной линии привода, где из-за близости двух первых собст-
венных частот (n = β
2
/β
1
< 1,6–1,8, в клетях 3, 4, 5, 6) происходит биение колебаний и как
следствие усиление динамической составляющей момента. По этой причине в этих клетях
существенное влияние на К, максимальные ударные нагрузки и вибрационные процессы
оказывают износ и угловые зазоры в шпиндельном сочленении и редукторе. Здесь отно-
сительная динамическая составляющая момента сил упругости на 30–50 % больше, чем
в клетях с отношением частот 2 и более (при равных зазорах). Для этих клетей разработа-
ны рекомендации по оптимизации конструктивных параметров.
316
Обработка материалов давлением № 1 (20), 2009
Рис. 1. Распределение по клетям стана 1680 максимальных (+) и средних (●) в плавках
значений коэффициента динамичности на участке между двигателем и редуктором
2. Установлено существенное динамическое взаимодействие через толстую полосу
главных линий клетей дуо и 1 в режиме непрерывной прокатки слябов удвоенной длины
(массы) [1]. При захвате слябов валками клети 1 в линии привода клети дуо формируется яв-
но выраженный одиночный импульс, сопровождающийся колебательным процессом. Ам-
плитуда импульса соизмерима с амплитудой момента сил упругости в режиме захвата сляба
клетью дуо. Взаимодействие клетей 2–3 и 3–4 слабее: явный всплеск момента сил упругости
не наблюдается, однако средняя величина К составляет 1,8 как следствие развития биения
колебаний момента (рис. 2).
Рис. 2. Динамическое взаимодействие через прокатываемую полосу главных линий
черновых клетей дуо – 1, 2 – 3, 3 – 4 в режиме непрерывной прокатки
3. В чистовых клетях 6 и 7 отмечено увеличение коэффициента динамичности по
сравнению с другими клетями. Это объясняется неблагоприятным сочетанием специфиче-
ского (горбообразного) характера изменения на валках момента сил технологического со-
противления, частотных свойств линии привода и скорости захвата полосы. Из технологиче-
ских параметров кроме скорости наиболее значимое влияние на К оказывают отклонение
температуры переднего конца полосы, толщины полосы и погрешность в установке межвал-
кового зазора.
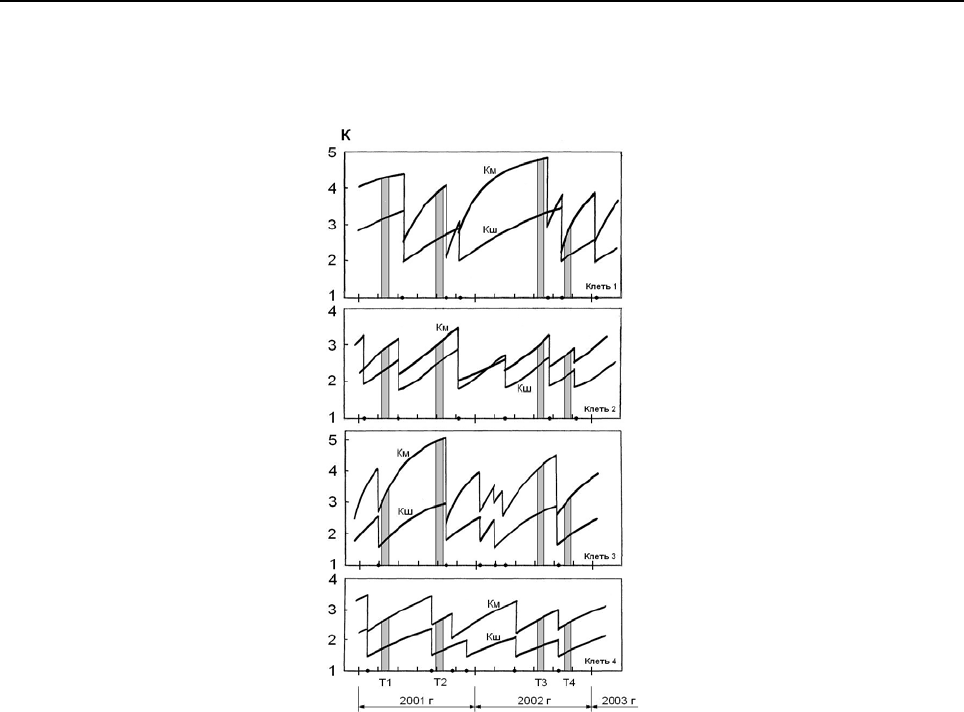
4. Установлен периодический характер – постепенное увеличение и резкое уменьше-
ние коэффициента динамичности и максимального динамического момента на моторном (м)
и шпиндельном (ш) участке, связанный с ухудшением текущего технического состояния
главных линий клетей и его восстановлением после технического обслуживания оборудова-
ния (заменой шпинделей). Разработана методика расчета и построения одновременно для
всех клетей зависимостей Кш (Т) и Км (Т) от времени эксплуатации стана с учетом ремонт-
ных воздействий в клетях [2]. Один из вариантов зависимостей для двухгодичного периода
работы клетей 1…4 в предположении равномерного износа бронзовых вкладышей с учетом
дат фактических их замен новыми (вертикальные линии) приведен на рис. 3. Их совместный
анализ позволяет отслеживать изменение динамических нагрузок на участках линии, прогно-
зировать их, определять клети с максимальной нагрузкой и соответствующий сортамент и на
этом основании принимать решения о сроках технического обслуживания клетей или кор-
ректировки технологии (обжатий) в клетях.
Сравнивая численные значения коэффициентов динамичности на моторном и шпин-
дельном участках на рис. 3, отмечаем, что клети 1 и 3 отличаются наибольшей динамикой.
317
Обработка материалов давлением № 1 (20), 2009
В период Т1 работы стана Км и Кш наиболее высокие в клетях 1 и 2, меньшие в клетях 3 и 4.
В период Т2 коэффициенты динамичности достигли максимума в трех клетях – 1, 2 и 3. Оче-
видно, что клети стана работали в условиях наибольших динамических нагрузок.
Рис. 3. Характер изменения коэффициента динамичности на моторном Км и шпин-
дельном Кш участках в течение длительного времени Т работы черновых клетей 1, 2, 3 и 4
стана 1680. Точкам (●) на оси Т в каждой клети соответствует дата замены шпинделей или
ремонта редуктора.
Прогнозируя подобные ситуации и зная их, улучшить силовые условия работы клетей
в такие периоды можно путем, например, временного увеличения температуры задаваемых
слябов, прокатки слябов с фигурной кромкой, более ранней замены шпинделей с изношен-
ными вкладышами. Опыт обслуживающего персонала, безусловно, играет решающую роль
в назначении сроков замены шпинделей (с учетом графика текущих ремонтов). Вместе с тем
знание подобных ситуаций и их количественной оценки позволило бы скорректировать сро-
ки ремонтов с заменой шпинделей и за счет этого ограничить уровень динамических нагру-
зок в 2–3-х клетях.
В периоды Т1 и Т3 работы стана наибольшие коэффициенты динамичности отмечены
в клети 1. Путем перераспределения обжатий между клетями 1 и 4 в этот период можно было
уменьшить динамические нагрузки в клети 1. Сравнительно в легком динамическом режиме
отмечена работа всех клетей в период Т4.
Таким образом, отслеживая и прогнозируя характер изменения коэффициента дина-
мичности на моторном и шпиндельном участках во всех клетях, можно улучшить динамиче-
ские условия работы оборудования клетей стана. Результаты моделирования показали, что
такие же зависимости характерны для клетей чистовой группы.
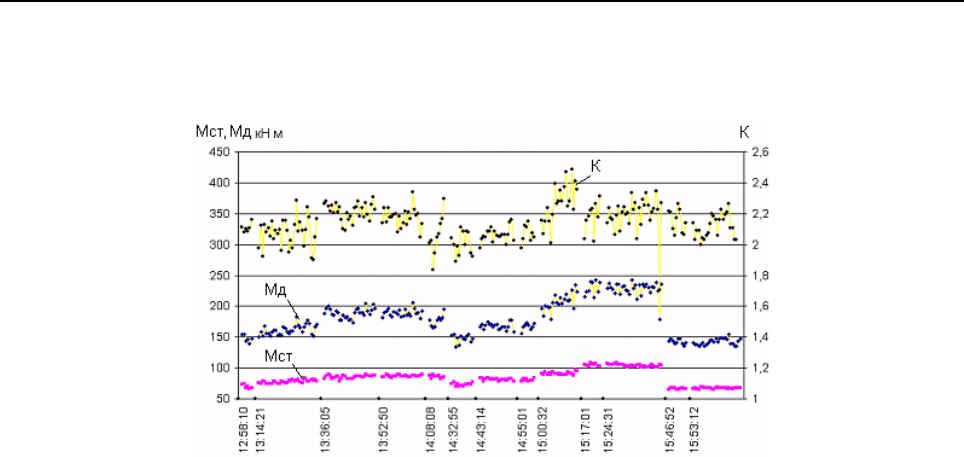
5. На основании обработки больших массивов измерений момента сил упругости при
прокатке различного сортамента за определенный промежуток времени разработана методи-
ка представления коэффициента динамичности К, статического Мст и максимального дина-
мического момента Мд, как это показано на примере одной клети на рис. 4. Подобное их
представление одновременно для нескольких клетей позволяет определять (уточнять) сорта-
мент, при прокатке которого не только Мст, но и Мд и К принимают наибольшее значение
318
Обработка материалов давлением № 1 (20), 2009
при фактическом техническом состоянии оборудования. Наряду с этим для каждой партии
полос вычисляются коэффициенты вариации v
ст
, v
д
, v
к
, как отношение среднего квадратиче-
ского отклонения σ
х
к среднему m
x
.
Рис. 4. Представление среднего статического момента Мст, максимального момента сил
упругости Мд совместно с коэффициентом динамичности К на участке двигатель – редуктор
для каждой полосы, прокатанной в клети 5
Сравнение v
ст
между клетями позволяет выявить клеть (клети) и определить сорта-
мент, отличающийся нестабильностью технологии. Величина v
д
характеризует рассеивание
максимальной динамической нагрузки, которая зависит, прежде всего, от технического со-
стояния оборудования, в частности от износа и угловых зазоров, и в меньшей степени от па-
раметров прокатки. Сравнивая v
д
для конкретного сортамента при его прокатке в разные пе-
риоды времени качественно оценивали состояние оборудования (ухудшается – не ухудшает-
ся). Дополнительное привлечение к анализу коэффициента вариации v
к
коэффициента дина-
мичности К позволило углубить совместный анализ технологии и оборудования [3].
6. На основании компьютерного моделирования и результатов измерений в каждой
клети получены выражения, отражающие зависимость коэффициента динамичности
на шпиндельном Кш и моторном Км участках от углового зазора δ
ш
в шпиндельном сочле-
нении в виде:
2
21 шшо
аааКш
δδ
⋅−⋅+= ,
2
21 шшо
вввКм
δδ
⋅−⋅+= ,
где а
о
и в
о
– представляют собой значения Кш и Км при некоторых начальных (технологиче-
ских) зазорах. Они используются для оценки значений на двух участках коэффициентов ди-
намичности Кш и Км и максимального момента сил упругости Мдш, Мдм после измерения
зазора
δ
ш
или его расчета исходя из срока работы сочленения.
7. Разработан метод диагностирования углового зазора
δ
ш
в шпиндельном сочлене-
нии. Метод основан на измерении времени запаздывания реакции участков линии привода, в
частности шпиндельного τ
ш
, на ударную нагрузку, прикладываемую к валкам при захвате
полосы [4]. Чем больше открытая часть углового зазора δ
ш
в момент захвата полосы валками,
тем больше времени τ
ш
необходимо для его замыкания. Время запаздывания определяется
как разность между началом реакции вибродатчиков, установленных на прокатной и шесте-
ренной клетях. Один из вариантов способа состоит в периодическом измерении времени за-
паздывания τ
ш
и определении углового зазора δ
ш
из выражения τ
ш
= с
о
+ с
1
⋅δ
ш
- с
2
⋅δ
2
ш
, полу-
чаемого путем моделирования переходного процесса. Здесь с
о
время естественного запазды-
вания реакции. Разработана опытно-промышленная система, которая периодически приме-
няется для диагностирования технического состояния линий главного привода клетей стана
по времени запаздывания реакции участков от клети к двигателю [5].
8. В настоящее время в клетях прокатных станов постоянно ведутся измерения мо-
мента двигателя главного привода Мдв в установившемся режиме прокатки. Разработан ме-
тод мониторинга максимальных динамических нагрузок в главных линиях клетей. Для их
319