Обработка материалов давлением: сборник научных трудов. Вып. №20
Подождите немного. Документ загружается.

Обработка материалов давлением № 1 (20), 2009
Общим для этих схем деформации является то, что деформация овальной полосы
в круглом калибре начинается в области плечей калибра, то есть в области, отдаленной
от вертикальной оси симметрии калибра на определенное расстояние.
Моделирование велось для валков с диаметром по буртам 700 мм, количество оборо-
тов валков было принято равным 80 об/мин. Материал заготовки – сталь 20. Температура
прокатки 1050 °C. Заготовка была разбита на 2980 призматических элементов с четырех-
угольным основанием.
В результате выполнения расчета были получены трехмерные поля скоростей. Полу-
ченные поля скоростей позволили вычислить напряжения, возникающие в очаге деформации
и внешних зонах для исследованных схем деформации.
Не останавливаясь на анализе напряженного состояния во всех зонах очага деформа-
ции и на всех участках полосы, рассмотрим только участок, соответствующий вершине чис-
тового калибра, где согласно производственным данным ДМК при прокатке круга ∅150 мм
возникает наибольшее количество мелких продольных поверхностных трещин прокатного
происхождения. Также ограничимся рассмотрением только поперечной составляющей на-
пряжений
y
σ , так как наличие именно этой составляющей напряжений может быть причи-
ной появления продольных трещин. Течение металла и напряженное состояния представле-
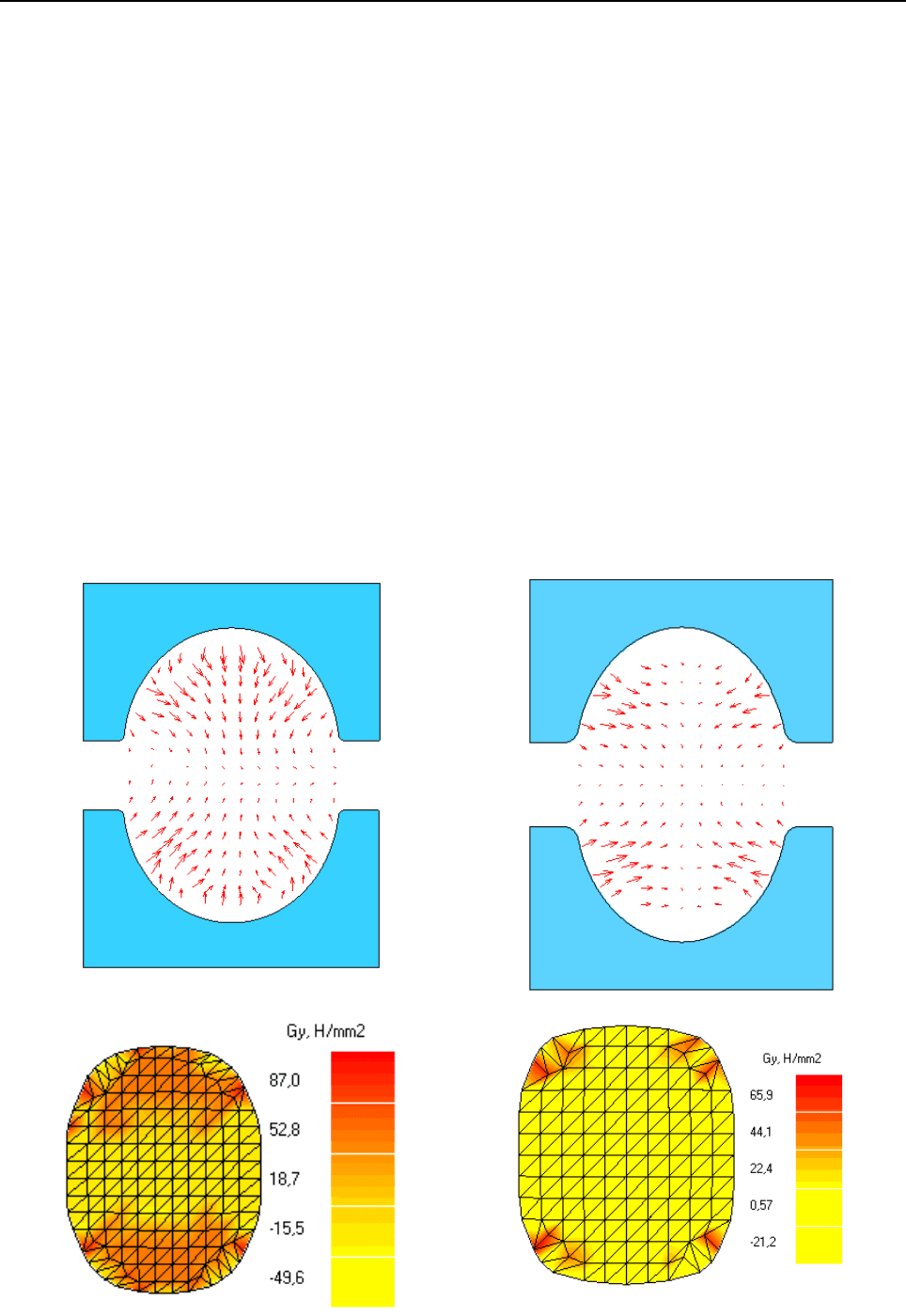
ны на рис. 2.
Круг ∅150 мм Круг ∅270 мм
Рис. 2. Течение металла и напряженное состояние в предочаговой внеконтактной зоне
340

Обработка материалов давлением № 1 (20), 2009
Анализируя результаты расчета напряженного состояния в калибре, приходим
к следующему.
Область вершины калибра для профиля ∅150 мм
Поперечное напряжение
y
σ в области вершины профиля является растягивающим
во внеконтактной зоне перед контактом полосы с валками. Здесь его значение достигает ве-
личины предела текучести металла (87 МПа). После входа полосы в калибр это напряжение
становится сжимающим, так как металл стремится переместится в эту часть полосы из-за ее
обжатия по плечевым участкам. Такая схема течения металла и вид напряженного состояния
сохраняются до выхода полосы из валков. После выхода из валков исчезает влияние боково-
го подпора этого участка со стороны плечевых участков и активно начинает действовать ме-
ханизм выравнивания скоростей. В результате скорость продольного течения металла
на этом участке полосы уменьшается, возникает пластическая деформация, которая
стремит-
ся «раздать» профиль в стороны. Как следствие – возникновение поперечных растягивающих
напряжений по вершине профиля, величина которых достигает величины предела текучести
металла.
Таким образом, жесткая схема напряженного состояния (наличие растягивающего
напряжения) возникает в области вершины профиля до контакта полосы с валками и после
ее выхода из валков. В этом случае
растягивающие напряжения во внеконтактных зонах
при недостаточной пластичности металла могут привести к образованию рванин, которые
в контактном очаге деформации сжимаются, а на выходе из очага вновь раскрываются и,
возможно, углубляются.
Область вершины калибра для профиля ∅270 мм
Как и в первом случае, в области вершины профиля течение металла и напряженное
состояние изменяются сложным образом. Видно, что в данном случае произошло сильное
видоизменение схемы течения металла. Если в первом случае векторы скоростей были на-
правлены в сторону от вертикальной оси симметрии калибра, то во втором случае эти векто-
ры направлены к вертикальной оси симметрии калибра. В результате перед очагом деформа-
ции формируется схема течения металла, при которой отсутствует зона с поперечными рас-
тягивающими напряжениями в области вершины профиля.
За плоскостью выхода полосы из валков происходит выравнивание скоростей про-
дольного движения. Это становится причиной возникновения здесь сжимающих продольных
напряжений, а также растягивающих поперечных и вертикальных напряжений. Величина
напряжений близка к величине предела текучести металла
.
Анализ объемного напряженного состояния показывает, что в данном случае в облас-
ти вершины профиля возникает менее жесткая схема напряженного состояния с точки зрения
дефектообразования.
Опытное опробование измененной схемы деформации
В связи с описанным выше стало ясно, что использование общих подходов к построе-
нию калибровки валков при прокатке схожих по форме,
но различных по размерам профилей
невозможно. Невозможно из-за того, что для устранения растягивающих напряжений в облас-
ти вершины профиля необходимо обеспечить первоначальный контакт овальной заготовки
в области круглого калибра, где наклон стенок будет большим, то есть сместить точку перво-
начального контакта ближе к разъему валков. В этом случае металл будет переполнять калибр,
так как уширение при прокатке круга ∅150 мм больше, чем при прокатке круга ∅270 мм.
В связи с этим с целью уменьшения величины растягивающих напряжений, возни-
кающих при прокатке, снижения запороченности трубных заготовок диаметром 150 мм и,
основываясь на результатах исследований, изложенных в работе [6], были внесены измене-
ния в
чертежи фасонных калибров клетей 750. В результате была обеспечена принципиально
другая схема деформации, при которой первоначальный контакт полосы и калибра начинал-
ся в области вершины калибра.
341

Обработка материалов давлением № 1 (20), 2009
После проведения кампании прокатки трубных заготовок в опытных калибрах полу-
чено снижение процента зачистки: низкоуглеродистых марок (10тр, 20тр, В), в 2,2 раза
с 25,7 % до 11,8 %; среднеуглеродистых марок (45 тр, Д, Д бур), в 1,3 раза с 37,1 % до
27,4 %.. В опытных калибрах было прокатано 39465,8 т проката.
Вместе с описанными положительными моментами наблюдались и отрицательные яв-
ления. Они заключались в том, что при изменении схемы деформации и обеспечении перво-
начального контакта заготовки с калибром в области его вершины наблюдалось ухудшение
устойчивости полосы в калибре. Если до изменения схемы деформации схема приложения
усилий в калибре обеспечивала жесткое удержание полосы с четырех сторон, то после изме-
нений при вхождении полосы в калибр такая система сил исчезла.
Это привело к необходимости ужесточить требования к оборудованию осевой на-
стройки валков, привалковой арматуре и качеству работы обслуживающего персонала стана.
После выполнения всех мероприятий прокатка проходила устойчиво.
ВЫВОДЫ
Проведенный анализ показал, что использование общих походов к проектированию
калибровки валков для прокатки профилей похожих по форме, но различных по размерам
возможно далеко не всегда.
Роль калибровки валков в формировании напряженно-деформированного состояния
при прокатке в калибрах является одной из определяющих.
С точки зрения трещинообразования наиболее выгодной является схема деформации,
при которой первоначальный контакт овального подката с поверхностью круглого калибра
наступает в области вертикальной оси симметрии круглого калибра.
Опытное опробование схемы деформации с первоначальным контактом в области
вершины привело к снижению процента зачистки низкоуглеродистых марок сталей в 2,2
раза, среднеуглеродистых марок сталей в 1,3 раза.
ЛИТЕРАТУРА
1. Процессы непрерывной разливки [монография] / [Смирнов А. Н., Пилюшенко В. Л., Минаев А. А и др.]. –
Донецк: ДонНТУ, 2002. – 536 с.
2. Беда Н. И. Производство и качество трубной заготовки / Беда Н. И., Кацнельсон Г. М., Коновалов В. С. –
К: Техника, 1966. – 243 с.
3. Производство трубной заготовки / [Чекмарев А. П., Машковцев Р. А., Нозадзе А.
Д. и др.]. – М.:
Металлургия, 1970. – 304 с.
4. Литвиненкo Ю. П. Деформации и напряжения при прокатке овального раската в круглом калибре /
Ю. П. Литвиненко, А. И. Яковлев // Сталь. – 1972. – № 3. – С. 246 – 249.
5. Теоретические основы обработки металлов давлением. В 2 т. Т. 2 / Б. М. Илюкович, А. П. Огурцов,
Н. Е. Нехаев, С. В. Ершов. – Днепропетровск: РИА
«Днепро-ВАЛ», 2001–2002. – 485 с.
6. Анализ влияния схемы деформации в круглом калибре на образование поверхностных дефектов
трубной заготовки / С. В. Ершов, Г. В. Левченко, В. В. Мосьпан [и. др.] // Металлургическая и горнорудная про-
мышленность. – 2008. – № 2. – С.44–47.
Ершов С. В. – д-р техн. наук, доц. ДГТУ;
Левченко Г. В. – д-р техн. наук, проф. ДГТУ;
Мельник С. Н. – канд. техн. наук, гл. калибровщик ДМК;
Мостипан Е. Е – мл. науч. сотруд. ДГТУ.
ДГТУ – Днепродзержинский государственный технический университет,
г. Днепродзержинск;
ДМК – Днепровский металлургический комбинат, г. Днепродзержинск.
E-mail: yershov@dnepro.net
342
Обработка материалов давлением № 1 (20), 2009
УДК 621.85.05/.06
Бобух И. А.
Чуруканов А. С.
Селедцов А. С.
ПОВЫШЕНИЕ НАДЕЖНОСТИ И УВЕЛИЧЕНИЕ СРОКА СЛУЖБЫ ПРИВОДОВ
ПРОКАТНЫХ СТАНОВ ЗА СЧЕТ ПРИМЕНЕНИЯ ИЗНОСОСТОЙКОГО
КРЕПЛЕНИЯ УПРУГОГО СТЕРЖНЕВОГО ЭЛЕМЕНТА
Одним из конструктивных решений, направленных на повышение надежности и уве-
личение срока службы приводов прокатных станов, является создание и широкое промыш-
ленное освоение упруго-жестких муфт [1, 2]. Применением муфт переменой жесткости обес-
печивается снижение коэффициента динамичности линии привода прокатного стана.
Однако узел обеспечивающий переменную жесткость не всегда обладает требуемой
долговечностю, износостойкостью. Ремонт такого узла требует значительных затрат времени
и сил.
Целю данной статьи является увеличение срока службы привода прокатных станов по
средствам особой конструкции рабочих поверхностей крепления консолей упругого элемента.
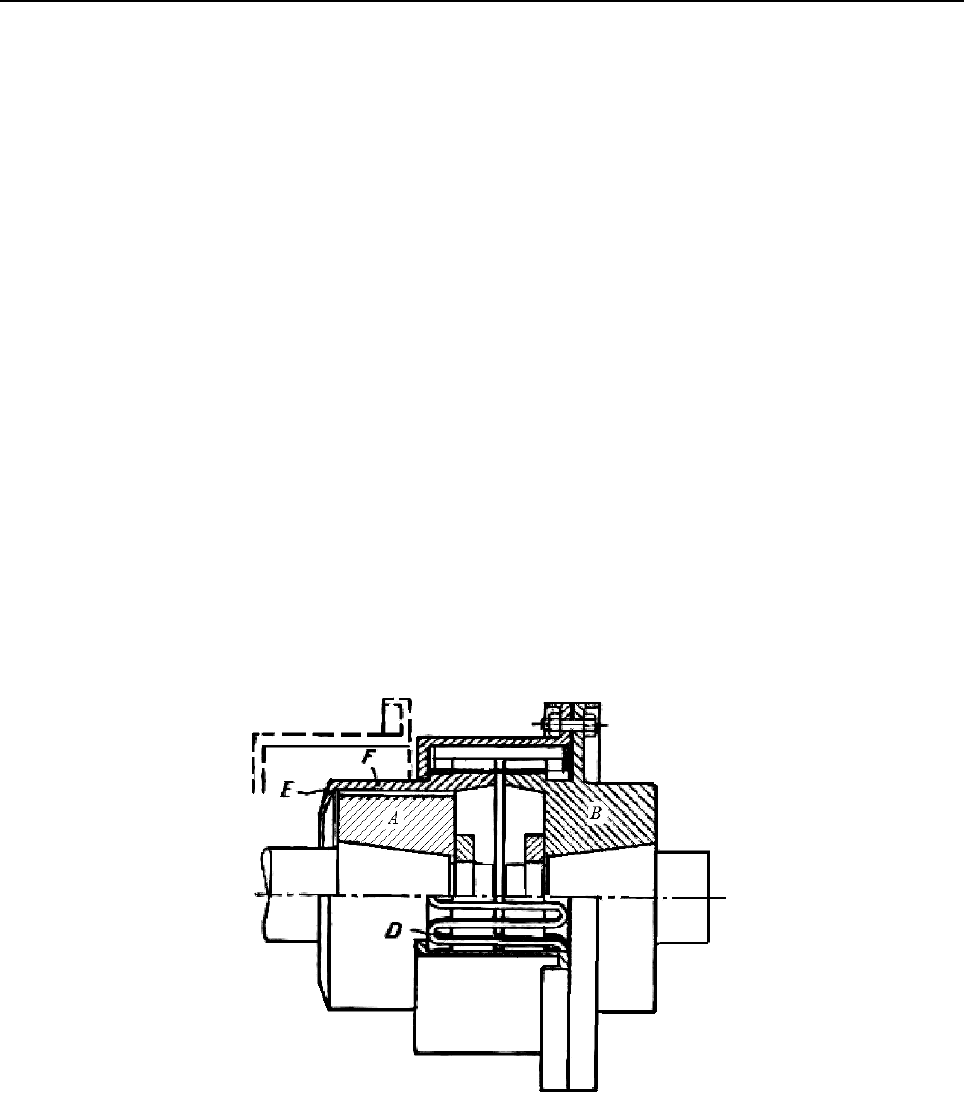
Одной из муфт переменной жесткости является упругая муфта завода Бибби (The
Wellman Bibby Co Ltd), которая имеет следующую конструкцию. На концы ведущего и ве-
домого валов насаживаются глухо два барабана А и В, которые имеют по своим наружным
поверхностям зубья С (рис. 1.) Валы устанавливаются так, чтобы зубья барабанов приходи-
лись друг против друга. Между зубьями обоих барабанов закладываются отдельными сек-
циями пружины D, изогнутые в виде зигзага.
Рис. 1. Конструкция упруго-жесткой муфты завода Бибби
К барабану В прилит фланец, к которому привертывается специальный кожух для
удерживания пружин на муфте на барабанах во время быстрого вращения, когда пружины
стремятся выскочить под действием развивающихся в них центробежных сил. Барабан А
имеет прилитый к нему козырек Е, куда заливается масло для смазки пружин. Масло из-под
козырька проникает к пружинам через полости барабанов и зазор между ними. Это в свою
очередь обеспечивает необходимость герметичного соединения барабанов с кожухом. На
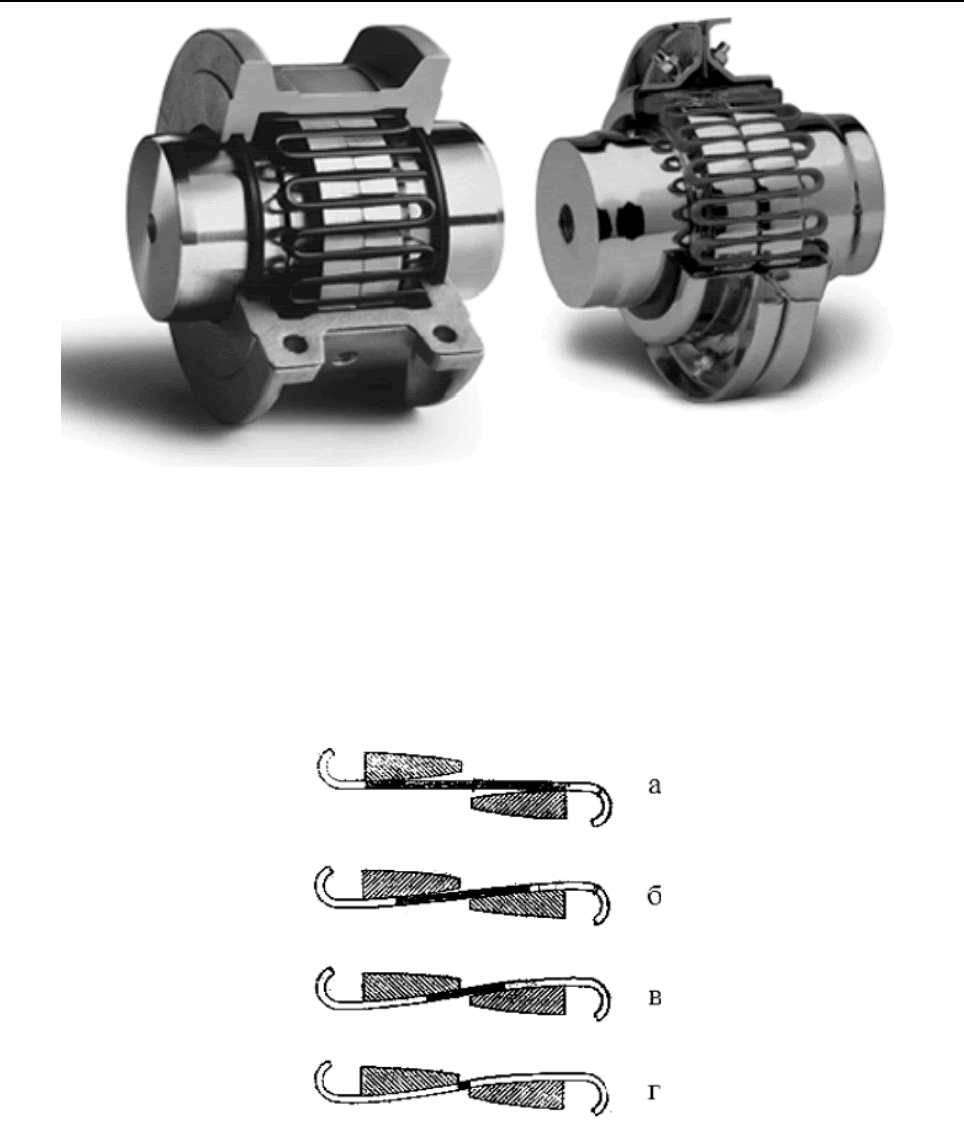
рис. 2 показана муфта Бибби в разобранном и собранном виде. Здесь кожух представляет со-
бой другую конструкцию: он состоит из двух половинок, свернутых между собой болтами.
Обе половины надеваются прямо на пружины и прижимаются к ним под действием собст-
венного веса.
343
Обработка материалов давлением № 1 (20), 2009
а б
Рис. 2. Общий виб муфты Бибби в а – разобранном, б – собранном состоянии
Во время работы муфты на зубцах ведущего барабана возникает окружное усилие Р,
которое заставляет зубцы прижиматься к пружинам, с другой стороны на зубцах ведомого
барабана возникает реактивная сила Р, с которой пружины прижимаются к зубцам ведомого
барабана. Таким образом на пружины будет действовать с некоторым плечом пара сил Р, Р
под влиянием которой прямолинейная часть пружины будет изгибаться, чем и обуславлива-
ется эластичность муфты.
На рис. 3 показан сегмент в различные моменты работы муфты.
Рис. 3. Cегмент в различные моменты работы муфты:
а – муфта находится без нагрузки. Пружина не деформирована. Наклонной штриховкой
показаны сечения зубьев; б – муфта находится под нормальной нагрузкой. Пружина прилегает
к зубу примерно на одной трети его длины. Заштрихованная часть пружины находится на
«весу», не касаясь зубьев; в – муфта находится под максимальной
нагрузкой. Пружина прилега-
ет к зубу примерно на две трети его длины; г – муфта находится под внезапными перегрузка-
ми. Пружина целиком прилегает к зубу
Форма прилегающего профиля зубьев выполняется примерно по форме упругой ли-
нии пружины, с тем чтобы плече пары сил Р, Р менялось сравнительно в небольших преде-
лах и муфта имела бы наибольшую упругость.
344
Обработка материалов давлением № 1 (20), 2009
Основным преимуществом данной муфты является изменение жесткости в зависимо-
сти от угла закручивания, что снижает коэффициент динамичности всей кинематической це-
пи. Однако конструкция такой муфты является достаточно сложной, что усложняет изготов-
ление ее деталей увеличивает затраты времени на ремонт.
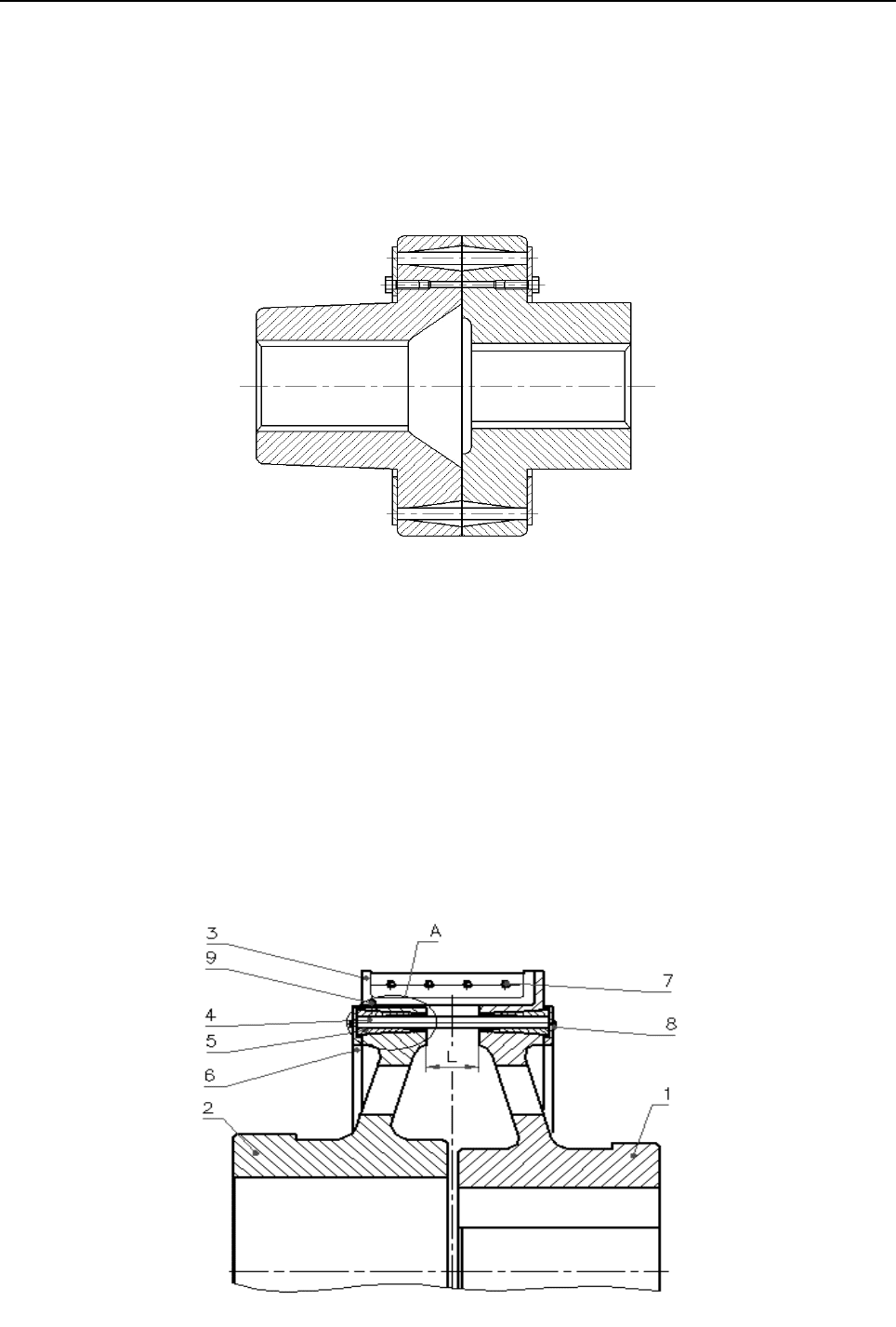
С точки зрения максимальной конструктивной и технологической простоты наиболее
перспективным является использование муфт со стержневыми упругими элементами
(рис. 4), обеспечивающих нелинейную характеристику жесткости при изменяющейся на-
грузке [2].
Рис. 4. Муфта со стержневыми упругими элементами
Данная муфта аналогична по конструкции муфте Бибби, только кинематическая цепь
замыкается не по средствам зубьев и пружин сложной конструкции, а по средствам упругих
стержней, установленных в расточках полумуфт. Расточки выполняются коническими с пе-
ременной конусностью. Конфигурация расточек в свою очередь определяет нелинейность
характеристики муфты.
К основным преимуществам данной конструкции можно отнести не только перемен-
ную жесткость но и простоту конструкции. Главным же недостатком этой муфты является
Недостаточная износостойкость посадочного гнезда упругих стержней, и прилегающего ко-
нусно ступенчатого участка, обеспечивающего нелинейную зависимость жесткости в зави-
симости от угла закручивания полу муфт относительно друг друга.
Указанных выше
недостатков лишена муфта (рис. 5.), которая предлагается авторами
данной статьи.
Рис. 5. Общий вид муфты упругой
345
Обработка материалов давлением № 1 (20), 2009
Муфта упругая (рис. 5.) включает полумуфту 1, полумуфту 2, предохранительный
конус 3 из двух половин, упругие цилиндрические стержни 4 из пружинных марок сталей,
расположенных по окружности полумуфт 1 и 2 посредством сменных втулок 5. Стержни 4
удерживаются от осевого смещения посредством торцевых крышек 6. Составные части
предохранительного кожуха 3 соединены крепежными деталями 7. Крышки 6 крепятся на
торцах муфт 1 и 2 посредством крепежных деталей 8. Уплотнение 9 установлено в кожухе
3 и удерживает смазку от выноса центробежными силами. Внутренняя поверхность смен-
ной втулки 5 имеет 3 участка, участок 10 выполнен цилиндрическим, поскольку расчетная
величина
1
ρ
сравнительно большая и на длине l
1
практически не оказывает влияния на
размеры отверстия. Участки 11 и 12 выполнены согласно формуле полезной модели.
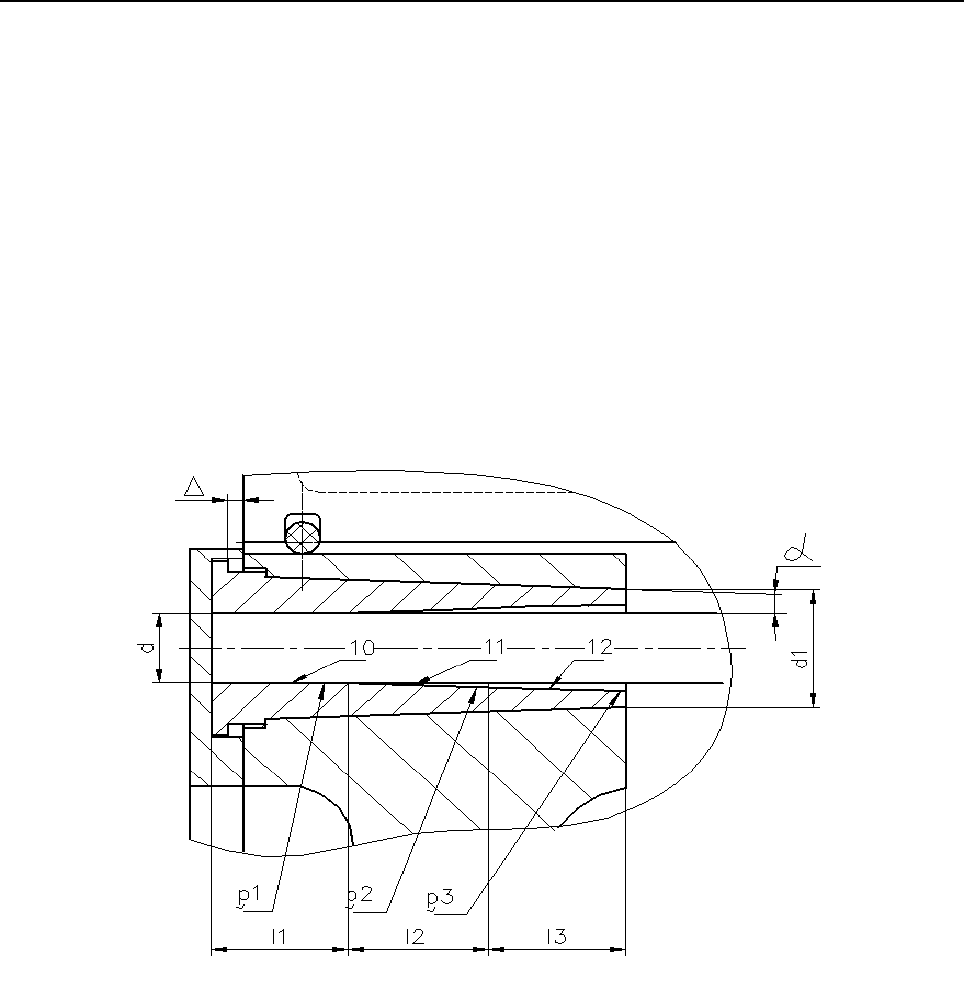
Данная муфта упругая снабжена быстросъемными втулками (рис. 6.) из заэвтектоид-
ных высокомарганцовистых марок сталей, типа 110Г12, внутренняя поверхность которых
представляет собой в осевом сечении гнездо с цилиндрическим участком и двумя криволи-
нейными участками (l
2
и l
3
) равной длины.
Рис. 6. Место А на рис. 5.– продольный разрез сменной втулки с фрагментом упругого
цилиндрического стержня
Кривизна участков
321
,,
ρ
ρ
ρ
определяется допустимыми напряжениями изгиба, ко-
торые для стали 60С2А выбираются равными
[
]
()
МПа
n
200...120
1
=
σ
,
[]
()
МПа
n
400...200
2
=
σ
,
[]
()
МПа
n
700...400
3
=
σ
, а наружная поверхность выполнена конус-
ной с углом наклона, образующей α, находящейся в пределах величины угла трения, причем
диаметр малого конуса d
1
составляет
(
)
dd
i
2...5,1
=
, где d диаметр цилиндрического стержня,
а со стороны большого конуса выполнен упорный и отжимной бурты, а зазор Δ между от-
жимным буртом и торцевой поверхностью полумуфт составляет
(
)
d3,0...2,0 , при этом общая
длина цилиндрических стержней находится в пределах
(
)
d15...14 , свободная длина стержней
()
dL 6...4= , а профильные участки гнезда
(
)
dlll 3...5,2
321
=
=
=
.
Известно, что сталь содержащая около 12…14 % Мn, характеризуется наиболее высо-
ким по сравнению со всеми другими известными марками стали сопротивлением износу. Эта
сталь под действием ударной или истирающей нагрузки (давления) подвергается наклепу,
346
Обработка материалов давлением № 1 (20), 2009
и твердость ее повышается до НВ 550…600, что определяет значительную продолжительность
срока службы и надежность самих втулок, так как сохраняется заданный профиль внутрен-
ней поверхности. А благодаря тому, что втулки выполнены быстросъемные, за счет выпол-
нения наружной поверхности конусной и наличия отжимных и упорных буртов, обеспечи-
вающих демонтажный зазор Δ для введения отжимного приспособления между отжимным
буртом и торцевой поверхностью муфт, многократно увеличивается срок службы базовых
деталей полумуфт их надежность и долговечность, и долговечность муфты упругой в целом.
Выбранные пределы напряжений в упругих стержнях и их диаметры и длины смеж-
ных элементов, привязанные к диаметру упругих стержней, обеспечивают их высокую дол-
говечность и требуемую нагрузочную способность муфт упругих, повышая их жесткость от
минимальных до максимальных значений.
Данная муфта упругая с такой переменной характеристикой по жесткости удовлетво-
ряет требованиям производства и представляет практический интерес. Как известно, в при-
водах, содержащих такие муфты, в точках изменения жесткости происходит срыв колебаний,
т.е. переход с больших амплитуд на малые, которые являются более устойчивыми. В нашем
примере при увеличении
()
ст
М от 0 до 87 кНм, величина момента сил упругости
dt
d
I
ω
⋅ , как
минимум два раза будет снижаться до «0», а максимальная величина момента сил упругости
⎟
⎠
⎞
⎜
⎝
⎛
dt
d
I
ω
не превысит величину
()
ст
М .
Таким образом, максимальный крутящий момент
max
кр
М в приводе с муфтой упру-
гой согласно полезной модели будет равен
сткр
ММ )0,2...5,1(
max
=
Заявленное решение промышленно применимо, т. к. его технологическое и техниче-
ское исполнение не представляет трудностей. По этому техническому решению выполнен
технический проект упругой муфты (МУ 1870.1155) привода трубопрокатного стана цех № 4
Днепропетровского завода.
ВЫВОДЫ
Предложено решение, направленное на повышение надежности и увеличение срока
службы приводов прокатных станов путем применения упруго-жестких муфт переменой же-
сткости, обеспечивающих снижение коэффициента динамичности линии привода прокатного
стана. Повышена долговечность и износостойкость узла крепления упругих стержней, обес-
печивающая переменную жесткость. Упрощен способ демонтажа и монтажа сменных вту-
лок. Сокращен срок ремонта муфты в целом.
ЛИТЕРАТУРА
1. Иванов Б. А. Мувты сцепные и упругие: pасчеты описание и разбор муфт различных систем / под
редакцией проф. Иванова Б. А. – М.: Машиностроение, 1951. – 320 с.
2. Поляков В. С. Справочник по муфтам / В. С. Поляков, И. Д. Барабаш, О. А. Раховский. – Л.: Маши-
ностроение; Ленинградское отделение, 1979. – 342 с.
Бобух И. А. – ст. преп. кафедры АММ ДГМА;
Седедцов А. С. – аспирант ДГМА;
Чуруканов А. С. – аспирант ДГМА.
ДГМА – Донбасская государственная машиностроительная академия, г. Краматорск.
E-mail: amm@dgma.donetsk.ua
347

Обработка материалов давлением № 1 (20), 2009
АННОТАЦИИ
Алюшин Ю. А., Жигулев Г. П., Широких А. М., Скрипаленко М. М. Методы оп-
ределения траекторий частиц в процессах деформации // Обработка материалов давле-
нием. – 2009. – № 1 (20).
Описаны аналитические методы определения уравнений движения частиц в процессах
плоской, осесимметричной и трехмерной деформации на основе решения алгебраических
уравнений, соответствующих интегральному условию постоянства объема, интегрирования
кинематически возможных полей скоростей и принципа суперпозиции уравнений движения
для известных более простых процессов. Рассмотрены примеры описания уравнений движе-
ния в форме Лагранжа для осадки, высадки, протяжки, штамповки и прокатки.
Шестаков Н. А., Субич В. Н., Власов А. В. Моделирование потери устойчивости
пластической деформации // Обработка материалов давлением. – 2009. – № 1 (20).
Проведено тестовое
моделирование устойчивости фланца при вытяжке коробчатых
деталей путем создания возмущений на геометрически неравномерной сетке конечных эле-
ментов. Расчет производился для двух прямоугольных коробчатых деталей. Полученные ре-
зультаты не противоречат известным экспериментальным результатам, но требуют дополни-
тельной экспериментальной проверки, что позволит создать научно обоснованные методики
расчета контуров исходных заготовок и прогнозирования складкообразования в процессах
листовой штамповки.
Матвийчук В. А. Построение математической модели накопления повреждаемо-
сти в металлах при немонотонном деформировании для комбинации сдвиг-сжатие с
изменяющимся показателем напряжённого состояния // Обработка материалов давле-
нием. – 2009. – № 1 (20).
Исследован подход к оценке деформируемости металлов в малоотходных технологи-
ческих процессах ОМД, который базируется на разработке моделей с тензорным представле-
нием повреждаемости макрочастицы. Построена математическая модель сложного двух-
этапного деформирования в последовательности «простое-сложное» для комбинации
«сдвиг–сжатие», при изменяющемся показателе напряжённого состояния на стадии сжатия.
Модель позволяет прогнозировать разрушение на стадии сложного сжатия заготовок с по-
верхностью, образованной сдвиговой отрезкой.
Алиева Л. И., Абхари П., Жбанков Я. Г. Исследование процессов радиального
выдавливания методом конечных элементов // Обработка металлов давлением. –
2009. – № 1 (20).
Рассмотрен процесс выдавливания высоких фланцев на трубчатой заготовке. Уста-
новлены закономерности формоизменения и определены размеры очага деформации в про-
цессах радиального выдавливания по схеме с подвижной и неподвижной матрицей. Исследо-
вано
распределения контактных напряжений на поверхности инструмента и даны рекомен-
дации по его конструкции.
Грушко А. В., Огородников В. А., Кирица И. Ю., Еленич Н. П. Особенности на-
пряженно-деформированного состояния в шейке цилиндрического образца // Обработка
материалов давлением. – 2009. – № 1 (20).
Рассмотрено моделирование процесса растяжения цилиндрического образца с целью
изучения напряженно-деформированного состояния. Проведены эксперименты по соответ-
ствию модели расчетным данным, исследовано напряженно-деформированного состояние
методом твердости, а также произведена оценка применимости расчетных зависимостей по-
казателя напряженного состояния и расчетов компонент тензора напряжений и деформаций.
348

Обработка материалов давлением № 1 (20), 2009
Алиев И. С, Грудкина Н. С., Мартынов С. В. Определение сил раскрытия оправ-
ки при радиальном выдавливании внутренних фланцев // Обработка материалов дав-
лением. – 2009. – № 1 (20).
Энергетическим методом получены расчетные зависимости приведенного давления
деформирования и раскрытия оправки при радиальном выдавливании внутренних фланцев
из трубчатой заготовки. Установлено влияние высоты фланца, внутреннего радиуса фланца и
трения на силовые параметры процесса формообразования втулок с внутренним фланцем.
Проведено конечно-элементное моделирование силового режима выдавливания фланца в па-
кете QForm. Превышение расчетных данных над экспериментальными составило для энерге-
тического метода 20%, для метода конечных элементов 5%. Предложена схема штампа для
выдавливания внутренних фланцев на прессе двойного действия.
Хван А. Д., Евдокимова Н. А. Изотропное упрочнение материалов реверсивным
кручением // Обработка материалов давлением. – 2009. – № 1 (20).
Рассматривается на основе модели анизотропно-упрочняющегося тела Г.Бакхауза
изотропное упрочнение материала реверсивным кручением трубки. При этом из условия ра-
венства нулю координат центра поверхности нагружения получены соотношения для расчета
повышенного значения условного предела текучести. Представлены опытные данные, под-
тверждающие реализацию эффекта восстановления изотропии механических свойств при
немонотонном нагружении. Указанный эффект можно использовать для улучшения эксплуа-
тационных характеристик деталей.
Чигиринський В. В. Метод решения задач теории пластичности с использовани-
ем гармонических функций // Обработка материалов давлением. – 2009. – № 1 (20).
На базе замкнутого решения задач теории пластичности предложен метод решения с
использованием гармонических функций. В аналитическом виде получено решение обоб-
щенного уравнения равновесия с использованием тригонометрической и обобщенной фун-
даментальной подстановки. Зависимости между неизвестными функциями удовлетворяют
соотношениям Коши-Римана, отсюда последние определяются уравнением Лапласа, что от-
носит их к типу гармонических функции. Определены компоненты тензора напряжений.
Аналогичные решения получены для деформационной и температурной задач. Интерес
представляет то, что напряжения, деформации, скорости деформаций и поля температур оп-
ределяется одинаковыми координатными функциями. Это определило их аналитическую за-
висимость и модель пластической среды. Получены выражения для расчета поля напряже-
ний упрощенной модели пластического формоизменения. Показано, что напряжения на кон-
такте зависят от фактора формы и коэффициента трения. Весь очаг деформации описан од-
ним аналитическим выражением, удельные силы контактного трения в нейтральном сечении
имеют плавный переход через нуль.
Спусканюк В. З., Гангало А. Н., Давиденко А. А., Коваленко И. М. Анализ про-
цессов равноканального углового прессования и угловой гидроэкструзии методом
верхней оценки // Обработка материалов давлением. – 2009. – № 1 (20).
В данной работе выполнен анализ процессов равноканального углового прессования и
угловой гидроэкструзии методом верхней оценки. Учитывается комплексное влияние гео-
метрических характеристик матрицы (угла пересечения каналов, внешнего угла скругления,
относительной длины входного и выходного сегментов канала), трения между заготовкой и
стенками матрицы, упрочнения материала по мере его прохождения через канал. Показано
влияние трения на давление равноканального углового прессования. Сопоставление резуль-
татов теоретического прогноза и экспериментов показало удовлетворительное соответствие.
349